Спосіб виготовлення вогнетривких виробів
Номер патенту: 18839
Опубліковано: 25.12.1997
Автори: Пьяних Нелля Леонідівна, Усатіков Іван Федорович, Гальченко Тетяна Георгіївна, П'яних Андрій Євгенійович, Єрмолов Анатолій Михайлович, Кленін Валерій Олександрович
Формула / Реферат
Способ изготовления огнеупорных изделий, включающий увлажнение зернистого наполнителя - плавленого корунда водным раствором лигносульфоната, смешение со связующим, введение высокоглиноземистого цемента, накатывание на зерна наполнителя тонкодисперсного порошка того же состава, формование и сушку, отличающийся тем, что увлажнение электроплавленого наполнителя осуществляют нейтрализованной лигнинсульфоновой кислотой и затем его смешивают с высокоглиноземистым цементом дисперсностью 4500 - 5000 см2/г, причем соотношение лигнинсульфоновой кислоты с высокоглиноземистым цементом составляет от 1:74 до 1,5:72,5, а соотношение наполнителя и высокоглиноземистого цемента составляет от 5,0:1,1 до 4,8:1, при следующем соотношении компонентов, маc. %:
Указанный наполнитель 72-70,2
Указанный тонкодисперсный порошок 13-15
Нейтрализованная лигнин-сульфоновая кислота 0,2-0,3
Высокоглиноземистый цемент дисперсностью 4500-5000 см2/г 14,8-14,5
Текст
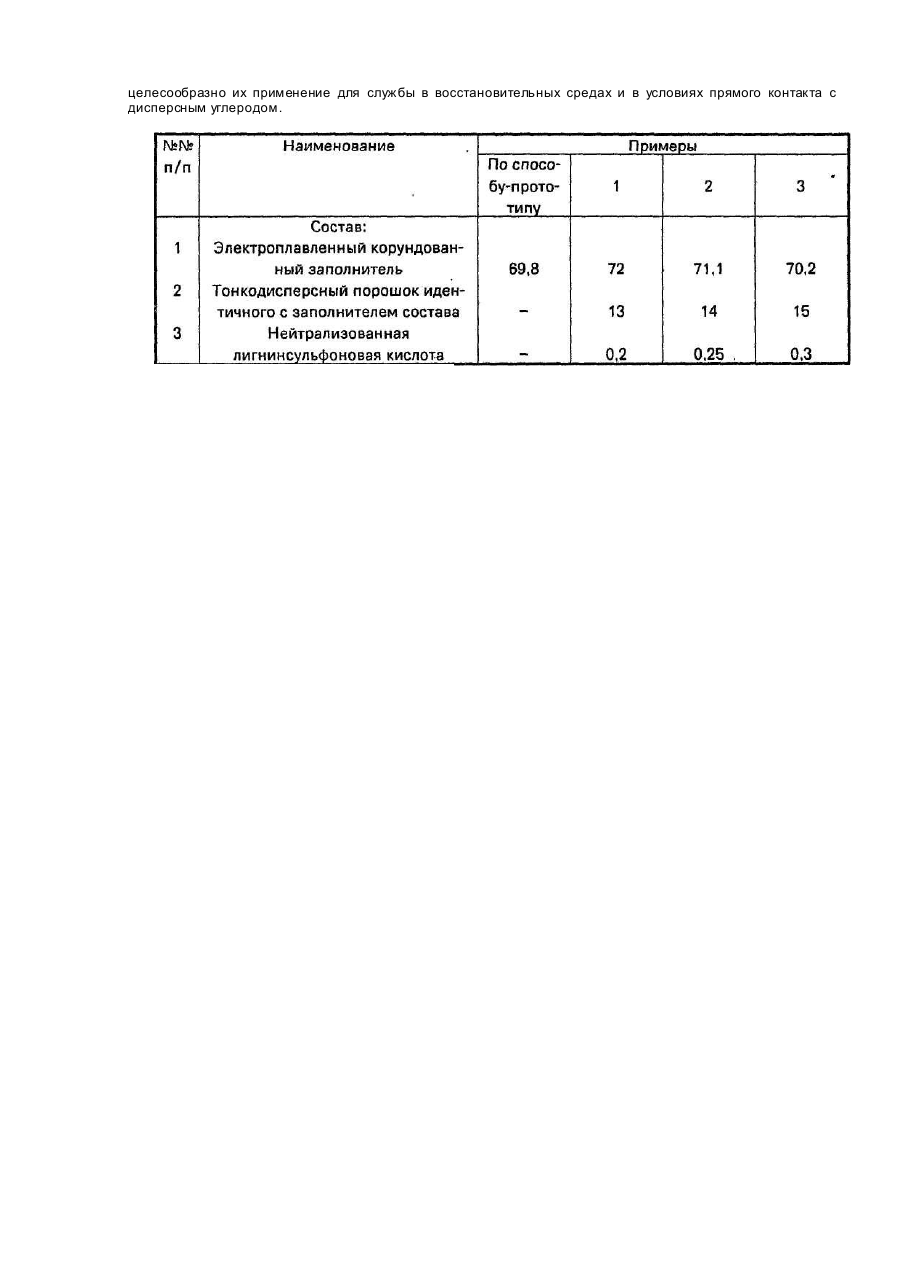
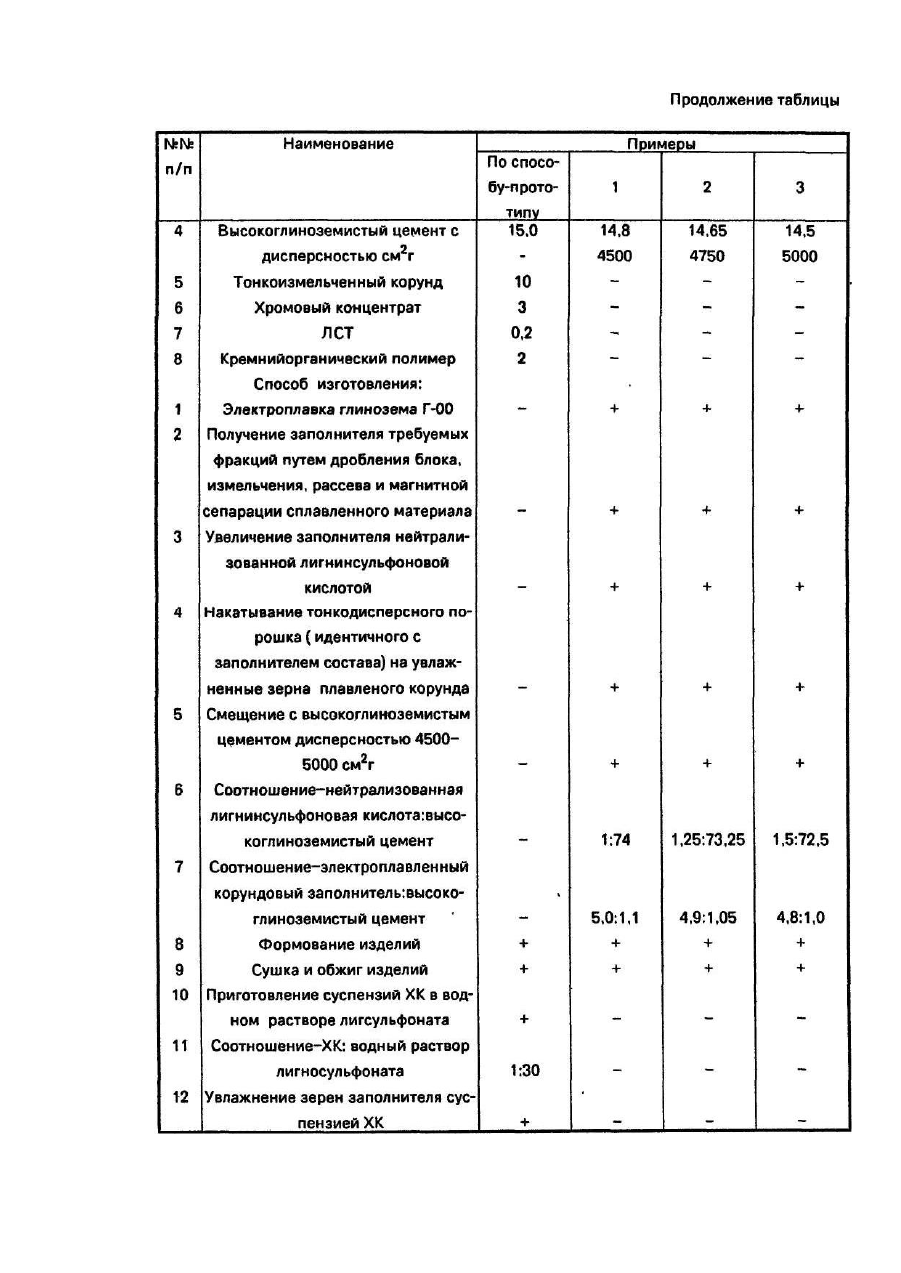
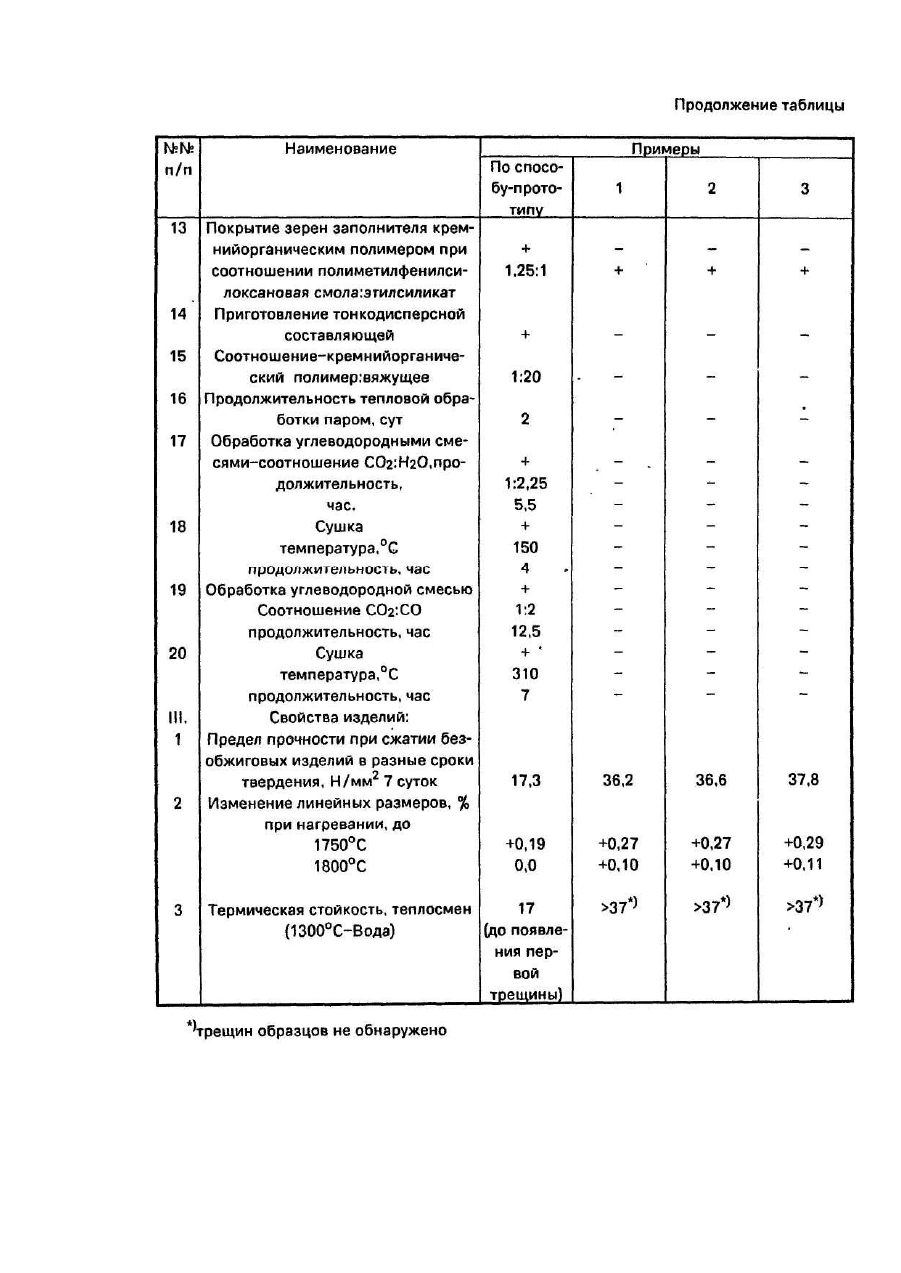
Предлагаемое изобретение относится к промышленности огнеупорных материалов и может быть использовано для изготовления объемопостоянных при температурах службы 1750-1800°С корундовых огнеупорных изделий повышенной прочности особенно в ранние сроки твердения и термостойкости, используемых как обожженными при 1750°С, так и безобжиговыми, Корундовые изделия предназначены для футеровки различных тепловых агрегатов, эксплуатируемых в окислительных средах, и особенно для службы в восстановительных газовых средах и условия х прямого контакта с дисперсным углеродом. Известен способ изготовления огнеупорного кирпича [1] путем смешивания порошкового сырья заданного гранулометрического состава, формования и обжига. В качестве связки в процессе формования применяют неионный активный реагент на основе полиэтиленгликоля или воды или минеральное масло с добавлением ≥5% неионного активного реагента на основе лолиэтиленгликоля. Этот огнеупорный кирпич применяется в качестве футеровочного материала различных тепловых а грегатов. Однако такие огнеупорные изделия характеризуются усадкой при температуре 1750-1800°С низкой прочностью в ранние сроки твердения и термостойкостью. Этот недостаток в значительной степени устраняется получением корундовых изделий по способу [2], включающему увлажнение зерен электрокорунда суспензией цирконового концентрата в водном растворе лигносульфонатов натрия и калия, последующую накатку на них пластинчатых кристаллов оксида алюминия дисперсностью 500-700 см /г предварительно смешанных с 0,4-2 мас.% водного раствора метилцеллюлозы (содержащим 40-60 мае. % кремнезоля), формование, сушку и обжиг. Указанный способ изготовления корундовых огнеупоров позволяет повысить термостойкость, прочность при сжатии, температуру эксплуатации в окислительной среде и уменьшить изменение линейных размеров при нагревании. Комплекс свойств, которыми обладают эти корундовые огнеупорные изделия определяет их функциональное назначение. Но и в этом случае не достигается объемопостоянство изделий, при температурах 1750-1800°С достаточно высокая прочность изделий, особенно в ранние сроки твердения и их термическая стойкость. Наиболее близким к предлагаемому техническому решению является способ изготовления огнеупорных изготовления огнеупорных изделий [3], включающий увлажнение зернистого наполнителя из группы: плавленый корунд, диоксид циркония водным раствором лигносульфоната или суспензией оксида хрома в растворе лигносульфоната, Затем увлажненный наполнитель смешивают с лолиметилфенил-силоксановой смолой и этилсиликатом, взятых в соотношении 1:1-1,5:1, и осуществляют накатывание на зерна наполнителя, тонкодисперсного порошка того же состава, что и наполнитель, предварительно смешанного с гидравлическим вяжущим. После этого формуют изделия и подвергают их обработке паром в течение 1-3 суток, а затем двухступенчатой, обработке: сначала смесью СО2 и Н2О в соотношении СО2:Н2Н2О 1:2-1:2,5 в течение 5-6 час. потом смесью СО2:СО при соотношении СО2:СО 1:1-1:3. После первой обработки проводят сушку при 120-180°С в течение 3-5 час. После второй - при 300-320°С в течение 6-8 час. Соотношение связующего и гидравлического вяжущего при использовании плавленого корунда и гидравлического вяжущего составляет 1:10-1:30, при использовании диоксида циркония - 3:5-1:10. Соотношение оксида хрома и водного раствора лигносульфоната составляет 1:10-1:50. В этом случае огнеупорные изделия, хотя и характеризуются объемопостоянством, не обладают достаточно высокой прочностью, особенном в ранние сроки твердения и термостойкостью. Цель изобретения - достижение объемопостоянства изделий при температурах 1750-1800°С, повышение прочности обожженных и безобжиговых изделий в ранние сроки твердения и термостойкости. Это достигается тем, что в способе изготовления огнеупорных изделий, включающем увлажнение зернистого заполнителя из группы: плавленый корунд, диоксид циркония водным раствором лигносульфоната или суспензией оксида хрома в растворе лигносульфоната, смешение со связующим, введение гидравлического вяжущего, накатывание на зерна наполнителя тонкодисперсного порошка того же состава, формование и сушку согласно заявляемому техническому решению увлажнение электроплавленого заполнителя осуществляют нейтрализованной лигносульфоновой кислотой затем увлажненные зерна электроплавленого корундового заполнителя покрывают путем накатки тонкодисперсным порошком идентичного с заполнителем состава, после чего смешивают с высокоглиноземистым цементом дисперсностью 4500-5000 см 2/г, при этом соотношение нейтрализованной лигносульфоновой кислоты с высокоглиноземистым цементом составляет от 1:74 до 1,5:72,5 а соотношение заполнителя и высокоглиноземистого цемента составляет от 5,0:1:1 до 4,8:1 при следующем соотношении, (мас.%): мистый цемент 5,0:1-1-4,8:1 Положительный эффект дости гнут за счет оптимизации вида применяемой технологической связки, вследствие чего создаются наиболее благоприятные условия для твердения, протекающего по концентрационно-гидратационному механизму и достигается повышение гидравлической активности вяжущего из высокоглиноземистого цемента, в результате обеспечивается повышение прочности безобжиговых изделий, особенно в ранние сроки твердения. Кроме того, формируется мелкопористая структура изделий. Все вышеуказанное обеспечивается заявляемым способом изготовления изделий. Корундовые изделия изготавливают по предлагаемому способу следующим образом: Технический глинозем марки Г-00 подвергают электроплавке в дуговой печи. Сплавленный блок охлаждают, дробят, измельчают рассеивают до получения требуемых фракций, после чего подвергают магнитной сепарации. Изготовленный электроплавленый корундовый заполнитель увлажняют нейтрализованной лигнинсульфоновой кислотой из расчета достижения влажности формовочной массы 33,5%. Затем увлажненные зерна электроплавленого корунда покрывают путем накатывания тонкодисперсным порошком -идентичного с заполнителем состава, после чего смешивают с высокоглиноземистым цементом дисперсностью 4500-5000 см 2/г. При этом соотношение нейтрализованной лигнин сульфоновой кислоты с высокоглиноземистым цементом составляет от 1:74 до 1,5:72,5 а соотношение корундового заполнителя с высокоглиноземистым цементом составляет от 5,0:1,1 до 4,8:1 при следующем соотношении, мас.%: Из полученной формовочной массы методом полусухого прессования при давлении 100 Η /мм, формуют изделия, которые подвергают последовательно сушке и высокотемпературному обжигу при температуре 1750°С. Примеры выполнения способа, состав и свойства изделий приведены в таблице. Анализ данных, приведенных в таблице, свидетельствует о том, что проведенными испытаниями установлено обеспечение объемопостоянства изделий при температуре 1750-1800°С, повышение прочности особенно безобжиговых изделий в ранние сроки твердения и термостойкости в 2 раза по сравнению с огнеупорными изделиями, изготовленными по известному способу. Огнеупорные изделия корундового состава, изготовленные по разработанному способу, могут быть использованы как обожженными при температуре 1750°С, так и безобжиговыми для выполнения футеровки различных тепловых агрегатов, подвергающейся в службе резким температурным колебаниям, особенно целесообразно их применение для службы в восстановительных средах и в условиях прямого контакта с дисперсным углеродом.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making refractory articles
Автори англійськоюUsatikov Ivan Phedorovych, Halchenko Tetiana Heorhiivna, Pianykh Nellia Leonidivna, Pianykh Andrii Yevhenovych, Klenin Valerii Oleksandrovych, Yermolov Anatolii Mykhailovych
Назва патенту російськоюСпособ изготовления огнеупорных изделий
Автори російськоюУсатиков Иван Федорович, Гальченко Татьяна Георгиевна, Пьяных Нелля Леонидовна, Пьяных Андрей Евгеньевич, Кленин Валерий Александрович, Ермолов Анатолий Михайлович
МПК / Мітки
МПК: C04B 35/626, C04B 35/101
Мітки: спосіб, виготовлення, вогнетривких, виробів
Код посилання
<a href="https://ua.patents.su/5-18839-sposib-vigotovlennya-vognetrivkikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вогнетривких виробів</a>
Спосіб виготовлення вогнетривких виробів
Номер патенту: 16365
Опубліковано: 29.08.1997
Автори: Колесніков Леонід Михайлович, Примаченко Володимир Васильович, Рищенко Сергій Іванович, Шустіков Євгеній Вячеславович
МПК: C04B 35/04
Мітки: спосіб, вогнетривких, виготовлення, виробів
Формула / Реферат:
Способ изготовления огнеупорных изделий, включающий дробление и рассев исходных материалов, дозировку зернистой и дисперсной составляющих массы, приготовление массы с увлажнением и введением гидрофобизирующей жидкости и электролита, вибролитье изделий, их сушку и обжиг, отличающийся тем) что. с целью обеспечения изготовления огнеупоров из оксида магния за счет снижения степени гидратации ее, в сухие компоненты массы перед увлажнением сначала...
Спосіб виготовлення вогнетривких виробів із оксиду хрому
Номер патенту: 16373
Опубліковано: 29.08.1997
Автори: Дегтярьова Лідія Михайлівна, Коробка Ліля Олексіївна, Сандік Лариса Григорівна, Криворучко Павло Петрович, Бараннік Юрій Петрович
МПК: C04B 35/12
Мітки: хрому, оксиду, вогнетривких, виготовлення, спосіб, виробів
Формула / Реферат:
Способ изготовления огнеупорных изделий из оксида хрома, включающий измельчение исходного сырья, смешение с добавкой диоксида титана, прессование, обжиг, механическую обработку в среде жидкости и сушку, отличающийся тем, что с целью защиты окружающей среды от токсичных веществ, механическую обработку производят в среде 1,5-2,4% водного раствора глицерина, борной кислоты и диаммонийфосфата, взятых в соотношении от 8:6:1 до 12:10:2, а сушку...
Спосіб виготовлення вогнетривких виробів з внутрішньою порожниною
Номер патенту: 19243
Опубліковано: 25.12.1997
Автори: Устіченко Володимир Андрійович, Горюшко Георгій Борисович, Примаченко Володимир Васильович
МПК: B28B 21/00, C04B 35/622, B28B 7/34
Мітки: вогнетривких, виробів, порожниною, виготовлення, внутрішньою, спосіб
Формула / Реферат:
Способ изготовления огнеупорных изделий с внутренней полостью, включающий установку пуансона - пустотообразователя в форму, заполнение ее огнеупорной массой, извлечение заготовки с пуансоном из формы, сушку и обжиг, отличающийся тем, что в качестве материала пустотообразователя используют пенополистирол с кажущейся плотностью 0,021-0,040 г/см3, сушку осуществляют при температуре 100-150°С с последующим удалением пуансона перед обжигом.
Шихта для виготовлення вогнетривких виробів
Номер патенту: 8403
Опубліковано: 29.03.1996
Автори: Шаповалов Віктор Степанович, Пітак Миколай Васильович, Устіченко Володимир Андрійович, Константінов Володимир Федорович, Примаченко Володимир Васильович, Григорьев Іван Васильович
МПК: C04B 35/10, C04B 35/185
Мітки: виробів, вогнетривких, шихта, виготовлення
Формула / Реферат:
Шихта для изготовления огнеупорных изделий, включающая муллит и корунд, отличающаяся тем, что, с целью повышения термостойкости, прочности и плотности изделий, она дополнительно содержит глинозем при следующем соотношении компонентов, вес. %:муллит 15-30 корунд 35-60 глинозем 25-35.
Спосіб виготовлення вогнетривких гранул
Номер патенту: 8733
Опубліковано: 30.09.1996
Автори: Гальченко Тетяна Георгиівна, Чуднова Наталія Михайлівна, Усатіков Іван Федорович, Шляхова Тамара Михайлівна, Домрачев Миколай Олександрович, Топчий Василь Володимирович, Горбунов Анатолій Дмитрович
МПК: C04B 14/02, C04B 35/622
Мітки: гранул, виготовлення, вогнетривких, спосіб
Формула / Реферат:
Способ изготовления огнеупорных гранул, включающий измельчение огнеупорного порошка, увлажнение связующим раствором, гранулирование и сушку гранул, отличающийся тем, что, с целью повышения прочности сырцовых гранул и улучшения коэффициента их формы, в процессе гранулирования огнеупорную массу дополнительно увлажняют диспергированной суспензией раствора состава, мас. %:Лигносульфонат технический плотностью 1,21-1,23 г/см3...
Попередній патент: Склад для виготовлення вогнетривкої теплоізоляції
Наступний патент: Спосіб виготовлення конструкційної кераміки
Випадковий патент: Привід рукавичного автомата