Спосіб виготовлення вогнетривких виробів з внутрішньою порожниною
Номер патенту: 19243
Опубліковано: 25.12.1997
Автори: Горюшко Георгій Борисович, Примаченко Володимир Васильович, Устіченко Володимир Андрійович
Формула / Реферат
Способ изготовления огнеупорных изделий с внутренней полостью, включающий установку пуансона - пустотообразователя в форму, заполнение ее огнеупорной массой, извлечение заготовки с пуансоном из формы, сушку и обжиг, отличающийся тем, что в качестве материала пустотообразователя используют пенополистирол с кажущейся плотностью 0,021-0,040 г/см3, сушку осуществляют при температуре 100-150°С с последующим удалением пуансона перед обжигом.
Текст
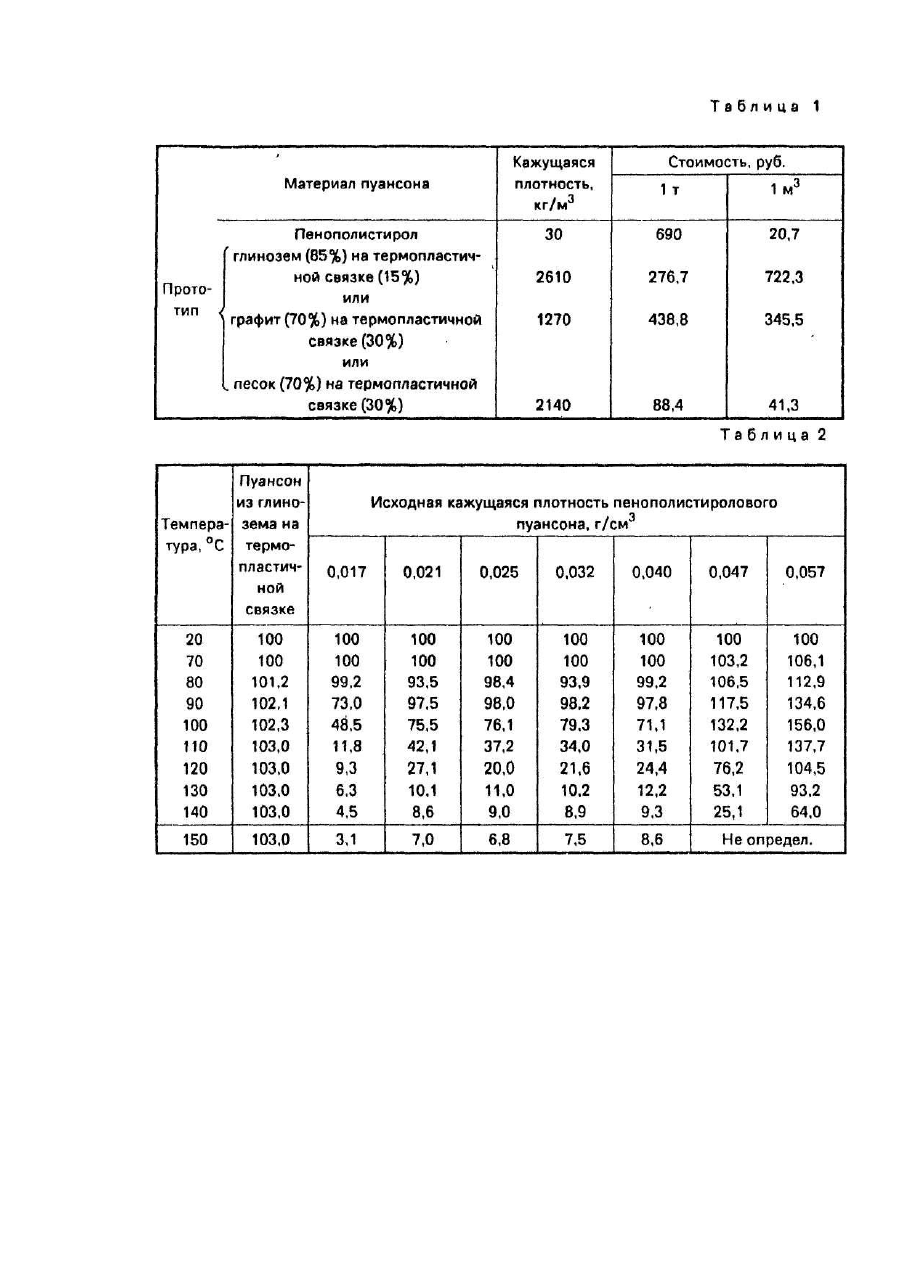
Изобретение относится к огнеупорной промышленности, а именно к высокоглиноземистым и корундовым огнеупором, используемым в качестве трубопроводов, в качестве горелочных блоков или диффузоров для нагревательных печей металлургической промышленности, и может быть использовано в цветной, авиационной и др. отраслях промышленности, применяемых огнеупорные изделия с внутренней полостью простой и сложной конфигурации. При изготовлении изделий с внутренней полостью, особенно сложной конфигурации, возникают большие трудности при конструировании, изготовлении и формировании внутренней полости. Известна формовка литьем полых огнеупорных изделий, осуществляемая путем установки в корпусе стержня, состоящего из сердечника с надетой на него каучуковой оболочкой. После заливки внутрь формы шламообразного огнеупорного материала удаляют сердечник, затем отсасывают через отверстие на торце каучуковой оболочки воздух - оболочка сжимается и затем удаляется [1]. Недостатком этого метода является то, что данный способ пригоден лишь для изготовления полости простой формы и непригоден для изготовления полости сложной конфигурации. Другой способ изготовления керамических изделий с полостью сложной конфигурации включает изготовление пуансона из шликера на основе порошкообразного графита на термопластичной связке методом горячего литья под давлением, размещение его β форме и оформление керамической заготовки с последующим утильным и окончательным обжигом [2]. Недостатком данного способа является необходимость дополнительного предварительного обжига для удаления из пуансона 20-30% термопластичной связки с последующим двойным обжигом (утильным и окончательным) керамической заготовки. Наиболее близким является способ формирования внутренней полости керамических изделий с применением пуансонов из сыпучего порошкообразного материала на термопластичной связке [3]. Недостатками данного способа являются: а) необходимость проведения дополнительно операции выжигания термопластичной связки пуансона с последующим высыпанием порошкообразного материала (глинозема, кварцевого песка или графита) и подачей на высокотемпературный обжиг или выжигание пуансона в процессе высокотемпературного обжига, что приводит к значительным газовыделениям и загрязнению атмосферы: б) высокая кажущаяся плотность материала пуансона и их значительная стоимость. Целью изобретения является упрощение технологии с одновременным снижением газовыделений и уменьшение себестоимости полых огнеупорных изделий. Поставленная цель достигается тем, что в способе изготовления огнеупорных изделий с внутренней полостью, включающем установку пуансона-пустотообразователя в форму, заполнение ее огнеупорной массой, извлечение заготовки с пуансоном из формы, сушку и обжиг изделий, в качестве пустотообразователя применяют пуансон из пенополистирола с кажущейся плотностью 0,021-0,040 г/см 3, при этом сушку осуществляют при температуре 100-150°C с последующим удалением пуансона перед обжигом. Благодаря предложенному материалу для пуансона и режиму сушки значительно упрощается технология изготовления изделий за счет исключения операции выжигания термопластичной связки пуансона или полного выжигания пуансона в процессе высокотемпературного обжига. При этом практически исключается газовыделение, сопутствующее выжиганию термопластичной связки. Пуансоны из пенополистирола свободно удаляются из сырца изделий после сушки при 100-150°С, т.к. уменьшаются в размере в 2-30 раз. Кажущаяся плотность пенополистироловых пуансонов в 42-87 раз ниже, чем пуансонов у прототипа, а стоимость 1 м 3 в 2-35 раз ниже (см, табл. 1), что приводит к уменьшению себестоимости готовых изделий. Предлагаемый способ реализуют следующим образом. Пенополистироловый пуансон с кажущейся плотностью 0,021-0,40 г/см 3 устанавливают в форму (гипсовую, деревянную или металлическую), заполняют форму огнеупорной массой, после приобретения необходимой прочности освобождают сырец с пуансоном из формы и устанавливают в сушку, где достигают максимальной температуры 100-150°С. Затем охлаждают полуфабрикат и удаляют пуансон, объем которого в процессе сушки полуфабриката уменьшился в 2-30 раз. Освобожденный от пуансона полуфабрикат подают на высокотемпературный обжиг. Примеры, Были изготовлены пуансоны со средним диаметром 55 мм и высотой 60 мм состава прототипа из глинозема на термопластичной связке и пуансон из пенополистирола с различной кажущейся плотностью. Данные пуансоны вставляли в металлическую форму, собирали форму с фиксированием пуансона и закрепляли форму на вибростоле. Приготовляли муллитокорундовую огнеупорную массу влажностью около 6% следующего состава, мас.%: Массу подавали в зазор между металлической обечайкой и закрепленным в форме пуансоном. При вибрировании формы масса текла и заполняла пространство между обечайкой и пуансоном. После выдерживания массы в течение 30-60 мин форму разбирали, вынимали сырец изделия из формы вместе с пуансоном. Изготовленные образцы с пуансоном устанавливали в сушильный шкаф и производили термообработку при 100-150°С в течение 2 часов. При использовании пуансона прототипа (из глинозема на термопластичной связке) в процессе сушки сырец огнеупора пропитывался расплавом термопластичной связки, пуансон после сушки вынуть из образца невозможно и только после утильного обжига после выгорания термопластичной связки и удаления глинозема, т.е. полного удаления пуансона, возможно было осуществить высокотемпературный обжиг изделия. Пенополистироловые пуансоны с кажущейся плотностью 0,047 и 0,057 г/см 3 при данной термической обработке разрушили огнеупорные образцы (растрескались по образующей). При использовании рекомендуемых пенополистироловых пуансонов при их кажущейся плотности от 0,017 до 0,040 г/см 3 при температурах 100- 150°C происходила усадка - их объем уменьшался в 2-30 раз и они легко вынимались из сырца огнеупорных изделий. При таком значительном изменении объема масса пуансонов практически не изменяется (масса уменьшилась на 0,2-1,4%), что свидетельствует об отсутствии термодеструкции. Высушенные образцы без пенополистироловых пуансонов подавались на высокотемпературный обжиг, Влияние температуры на объемные изменения пуансонов с различной кажущейся плотностью приведены в таблице 2. Пуансоны устанавливали в сушильный шкаф при температуре 70°С и после 2-часовой выдержки поднимали температур у до 150°С с интервалом 10°С и выдержкой 2 часа при каждой температуре. Наиболее значительную усадку при температуре 100-150°С имеют пуансоны с исходной кажущейся плотностью пенополистирола 0,017-0,040 г/см 3. При плотности 0,047 и 0,057 г/см 3 наблюдается значительный рост пуансонов. Данный способ с использованием пенополистироловых пуансонов с кажущейся плотностью от 0,017 до 0,052 г/см 3 проверен при изготовлении особосложных промышленных изделий - тройника реформера и крупногабаритных диффузоров, Пенополистироловые пуансоны фиксировали в специально изготовленных формах, формы крепили к вибростолу и огнеупорную массу выше указанного состава заливали при вибрировании в форму. Затем форму с сырцом изделия подавали в сушильную камеру, где выдерживали при температуре 70°С в течение 5-10 часов. После приобретения сырцом изделия прочности, форму разбирали и удаляли, температуру в сушке поднимали до 100-150°С и сырец выдерживали в зависимости от его размера от 4 до 24 часов. При использовании пуансонов с плотностью 0,047 и 0,052 г/см 3 сырец тройника рассыпался, а в каналах диффузора наблюдались трещины, что связано с объемными изменениями пуансона в процессе термообработки. При использовании в диффузоре пуансонов состава прототипа из глинозема на термопластичной связке, после термообработки их удалить не удалось - сырец изделия был подан на обжиг, где и произошло выгорание термопластичной связки и высыпание глинозема. При применении пуансонов с исходной кажущейся плотностью от 0,021 до 0,040 г/см 3, сырец изделий никаких дефектов не имел. Пуансоны легко удалялись из изделий. При использовании пенополистироловых пуансонов с кажущейся плотностью 0,017 г/см 3 внутренняя поверхность каналов тройника и диффузоров была несколько деформированной, что связано с низкой прочностью пенополистирола и его деформацией при заливке тяжелой огнеупорной массой (3,1 г/см 3), а также имела неудовлетворительную внутреннюю поверхность что связано с некачественной поверхностью пуансона из-за разрывов отдельных ячеек гранул пенополистирола и недостаточно плотным их спеканием между собой из-за их максимального вспенивания, Выполненные эксперименты и промышленные испытания показали, что при применении пуансонов состава прототипа невозможно осуществить операцию удаления пуансона из сырца изделия перед обжигом. Изготовление огнеупорных изделий с внутренней полостью с использованием в качестве пустотообразоватепей пенополистироловых пуансонов с кажущейся плотностью 0,021-0,040 г/см 3 с последующей термообработкой при температуре 100-150°С и удалением пуансона перед обжигом позволяет: - значительно упростить технологию и исключить дополнительный обжиг по выгоранию термопластичной связки. Выгорание связки приводит к значительным газовыделениям и загрязнению атмосферы. Например, при обжиге 1 пуансона тройника реформера, изготовленного из глинозема на термопластичной связке массой 6370 г следует удалить 950 г связки; - использовать значительно более легкие пенополистироловые пуансоны, которые в 42-87 раз легче, чем пуансоны состава прототипа. При использовании рекомендуемых пуансонов не требуется прилагать больших физических усилий и осторожного обращения для предотвращения их деформации. Например, рекомендуемый пуансон из пенополистирола для тройника реформера весит 75 г, а пуансон из глинозема на термопластичной связке 6370 г, - снизить стоимость пуансонов на 50-87%; - снизить расход материалов на изготовление пуансонов на 97,7-98,9%; - снизить производственные расходы за счет отказа от дополнительного обжига на 95%.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making refractory articles with internal cavity
Автори англійськоюUstychenko Volodymyr Andriiovych, Prymachenko Volodymyr Vasyliovych, Horiushko Heorhii Borysovych
Назва патенту російськоюСпособ изготовления огнеупорных изделий с внутренней полостью
Автори російськоюУстиченко Владимир Андреевич, Примаченко Владимир Васильевич, Горюшко Георгій Борисович
МПК / Мітки
МПК: B28B 7/34, B28B 21/00, C04B 35/622
Мітки: вогнетривких, виготовлення, порожниною, внутрішньою, виробів, спосіб
Код посилання
<a href="https://ua.patents.su/3-19243-sposib-vigotovlennya-vognetrivkikh-virobiv-z-vnutrishnoyu-porozhninoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вогнетривких виробів з внутрішньою порожниною</a>
Спосіб виготовлення фільтруючих елементів із порошків олов’янистої бронзи з внутрішньою кільцевою порожниною
Номер патенту: 14271
Опубліковано: 25.04.1997
Автори: Кондратенко Віктор Федорович, Сутирин Сергій Васильович, Антіпов Альберт Іванович
МПК: B21K 21/00, B22F 3/12, B22F 3/10, B22F 3/11
Мітки: порошків, виготовлення, порожниною, кільцевою, фільтруючих, спосіб, внутрішньою, бронзи, олов'янистої, елементів
Формула / Реферат:
Способ изготовления фильтрующих элементов из порошков оловянистой бронзы с внутренней кольцевой полостью, включающий формование дисков из порошка бронзы и их спекание в форме, герметичное их соединение по наружной поверхности, отличающийся тем, что, с целью повышения эксплуатационных характеристик, формуют диски диаметром меньше диаметра элемента, проводят предварительное спекание их при температуре 0,90-0,95 температуры спекания в...
Спосіб виготовлення вогнетривких виробів
Номер патенту: 16365
Опубліковано: 29.08.1997
Автори: Примаченко Володимир Васильович, Шустіков Євгеній Вячеславович, Рищенко Сергій Іванович, Колесніков Леонід Михайлович
МПК: C04B 35/04
Мітки: виробів, вогнетривких, спосіб, виготовлення
Формула / Реферат:
Способ изготовления огнеупорных изделий, включающий дробление и рассев исходных материалов, дозировку зернистой и дисперсной составляющих массы, приготовление массы с увлажнением и введением гидрофобизирующей жидкости и электролита, вибролитье изделий, их сушку и обжиг, отличающийся тем) что. с целью обеспечения изготовления огнеупоров из оксида магния за счет снижения степени гидратации ее, в сухие компоненты массы перед увлажнением сначала...
Спосіб виготовлення вогнетривких виробів із оксиду хрому
Номер патенту: 16373
Опубліковано: 29.08.1997
Автори: Криворучко Павло Петрович, Коробка Ліля Олексіївна, Бараннік Юрій Петрович, Дегтярьова Лідія Михайлівна, Сандік Лариса Григорівна
МПК: C04B 35/12
Мітки: вогнетривких, оксиду, спосіб, виготовлення, виробів, хрому
Формула / Реферат:
Способ изготовления огнеупорных изделий из оксида хрома, включающий измельчение исходного сырья, смешение с добавкой диоксида титана, прессование, обжиг, механическую обработку в среде жидкости и сушку, отличающийся тем, что с целью защиты окружающей среды от токсичных веществ, механическую обработку производят в среде 1,5-2,4% водного раствора глицерина, борной кислоты и диаммонийфосфата, взятых в соотношении от 8:6:1 до 12:10:2, а сушку...
Шихта для виготовлення вогнетривких виробів
Номер патенту: 8403
Опубліковано: 29.03.1996
Автори: Устіченко Володимир Андрійович, Примаченко Володимир Васильович, Шаповалов Віктор Степанович, Пітак Миколай Васильович, Григорьев Іван Васильович, Константінов Володимир Федорович
МПК: C04B 35/10, C04B 35/185
Мітки: шихта, вогнетривких, виготовлення, виробів
Формула / Реферат:
Шихта для изготовления огнеупорных изделий, включающая муллит и корунд, отличающаяся тем, что, с целью повышения термостойкости, прочности и плотности изделий, она дополнительно содержит глинозем при следующем соотношении компонентов, вес. %:муллит 15-30 корунд 35-60 глинозем 25-35.
Пристрій для вирощування профільованих кристалів з внутрішньою порожниною
Номер патенту: 16728
Опубліковано: 29.08.1997
Автори: Андрєєв Євген Павлович, Литвинов Леонід Аркадійович, Пищик Валер'ян Володимирович
МПК: C30B 15/34
Мітки: порожниною, профільованих, вирощування, пристрій, кристалів, внутрішньою
Формула / Реферат:
Устройство для выращивания профилированных кристаллов с внутренней полостью, включающее тигель с размещенным в нем пучком капилляров, и расположенный на его верхнем торце формпобразователь в виде коаксиальных колец с капиллярным зазором между ними, отличающееся тем, что, с целью улучшения качества кристаллов и повышения производительности процесса, формообразователь снабжен соосным перфорированным кольцом, установленным с капиллярным...
Попередній патент: Спосіб переведення широкозахватних машин в робоче або транспортне положення та пристрій для його здійснення
Наступний патент: Спосіб диференційної діагностики бронхолегеневих ускладнень при гострій респіраторній вірусній інфекції у дітей
Випадковий патент: Пристрій для відключення квартирного каналізаційного трубопроводу