Спосіб подавлення утворення бурого диму при наповненні місткості рідким металом зверху
Номер патенту: 20376
Опубліковано: 15.07.1997
Автори: Кравець Василь Анатольович, Заруєв Олександр Васильович, Файнерман Валентин Борисович, Джепа Тетяна Іванівна
Формула / Реферат
1. Способ подавления образования бурого дыма при наполнении емкости жидким металлом сверху, включающий подачу нейтрального газа п пустую емкость до начала наполнения емкости и в течение всего процесса наполнения через сопла с уровня выше верхней кромки емкости в зону всасывания, образованную струёй металла, отличающийся тем, что нейтральный газ подают через сопла, края которых в плане выступают внутрь сечения емкости на 1,0+0,4 радиуса емкости под углом 10+45° к горизонту.
2. Способ по п.1, отличающийся тем, что в корень, по меньшей мере, одной струи газа подают порошковый и/или капельный наполнитель.
3. Способ по п.1, отличающийся тем, что нейтральный газ подают струями, закрученными вокруг их продольной оси, причем отношение крутящего момента к импульсу струи составляет по меньшей мере 1.
4. Способ по п.1, отличающийся тем, что подачу нейтрального газа до начала слива металла в пустую емкость осуществляют через специальные сопла с наклоном 60+90" к горизонтали или струями, направленными по касательной к внутренней стенке емкости под углом 10+45° к горизонтали.
Текст
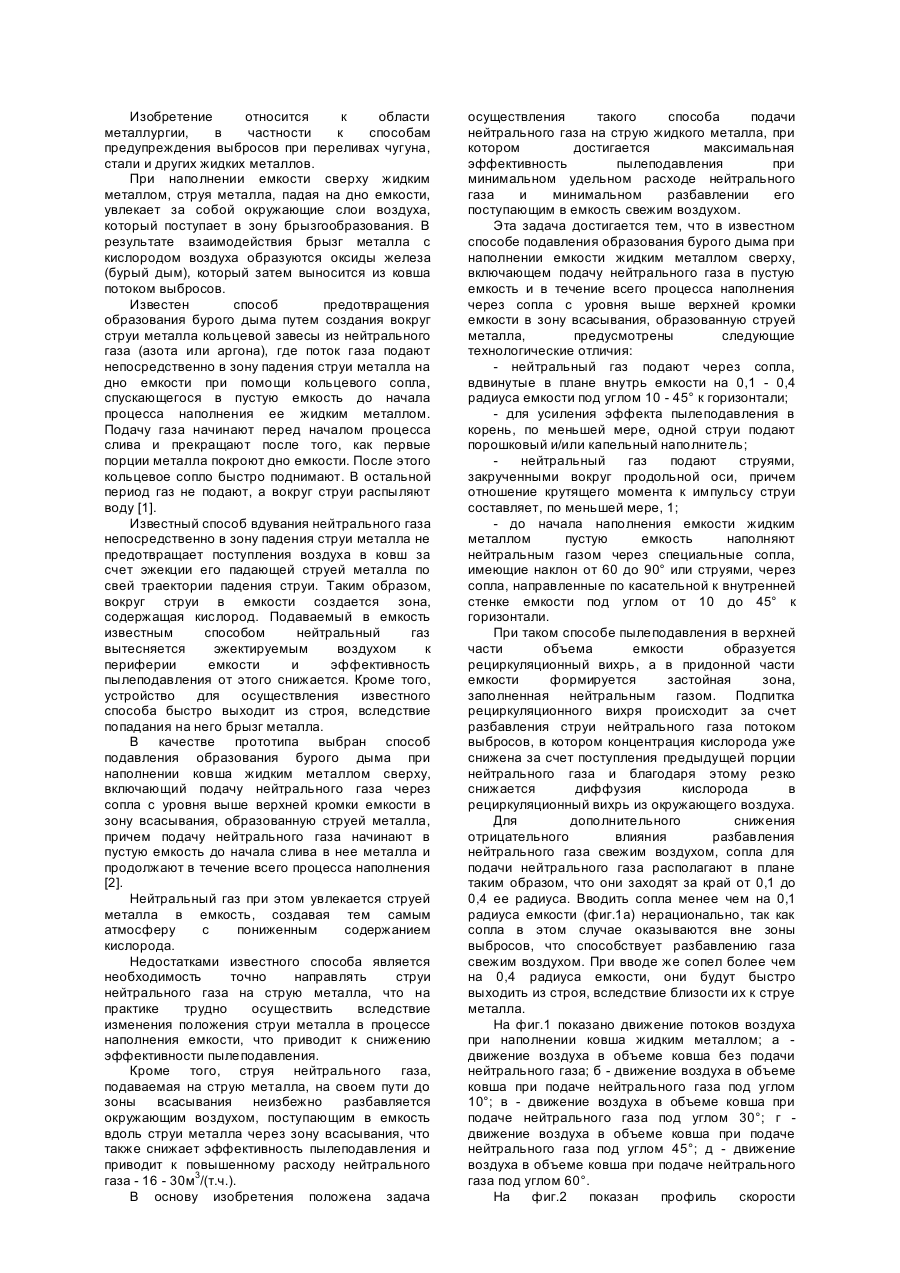
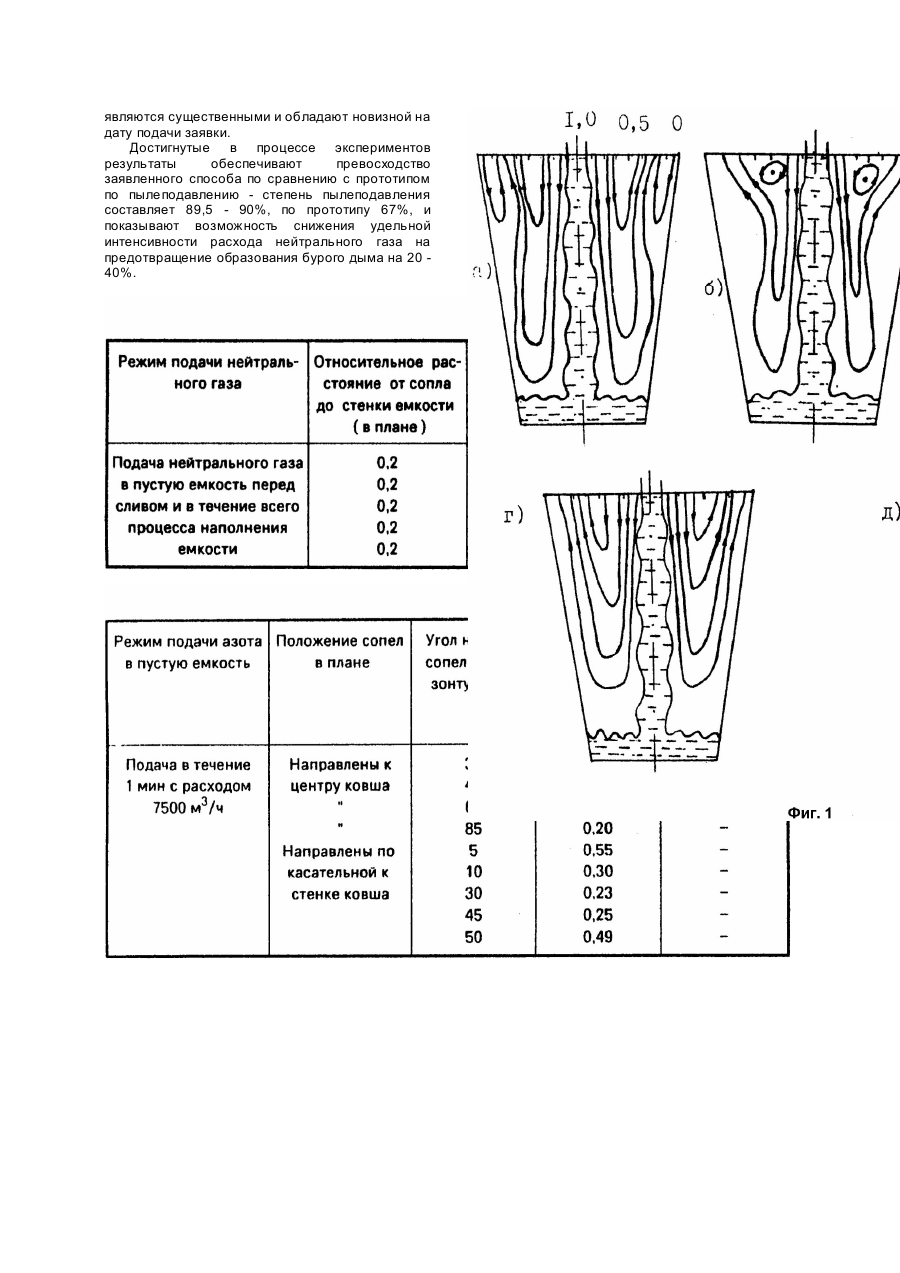
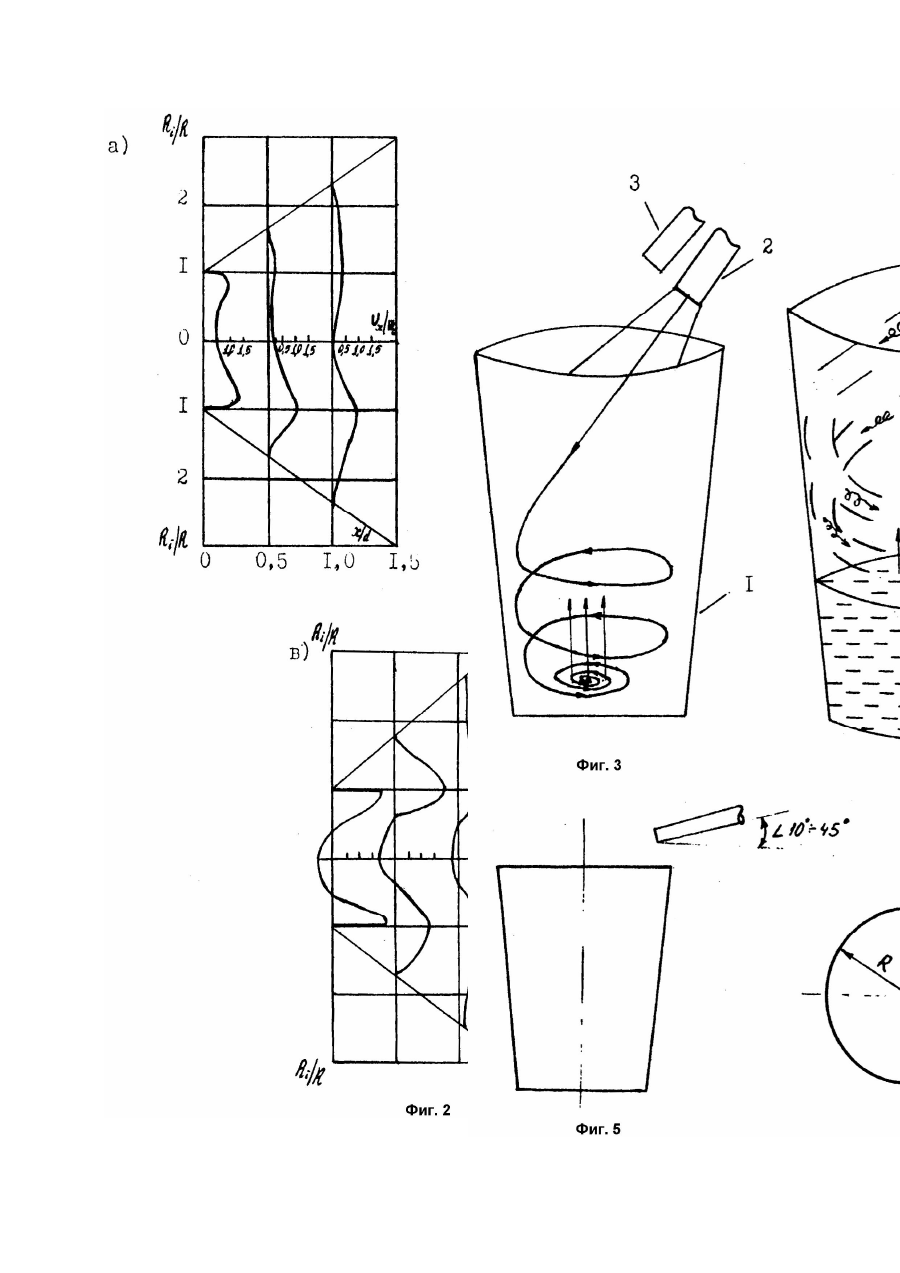
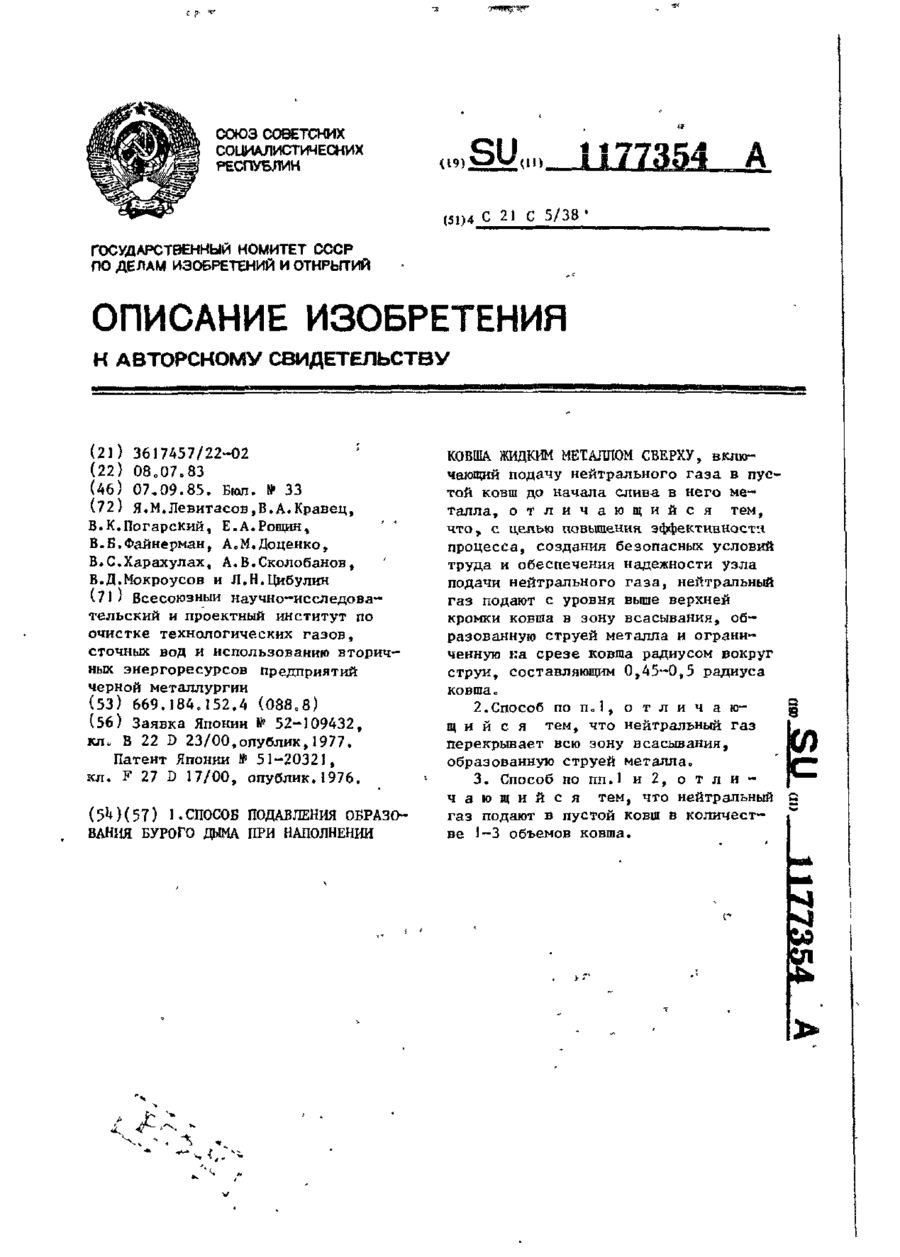
Изобретение относится к области металлургии, в частности к способам предупреждения выбросов при переливах чугуна, стали и других жидких металлов. При наполнении емкости сверху жидким металлом, струя металла, падая на дно емкости, увлекает за собой окружающие слои воздуха, который поступает в зону брызгообразования. В результате взаимодействия брызг металла с кислородом воздуха образуются оксиды железа (бурый дым), который затем выносится из ковша потоком выбросов. Известен способ предотвращения образования бурого дыма путем создания вокруг струи металла кольцевой завесы из нейтрального газа (азота или аргона), где поток газа подают непосредственно в зону падения струи металла на дно емкости при помощи кольцевого сопла, спускающегося в пустую емкость до начала процесса наполнения ее жидким металлом. Подачу газа начинают перед началом процесса слива и прекращают после того, как первые порции металла покроют дно емкости. После этого кольцевое сопло быстро поднимают. В остальной период газ не подают, а вокруг струи распыляют воду [1]. Известный способ вдувания нейтрального газа непосредственно в зону падения струи металла не предотвращает поступления воздуха в ковш за счет эжекции его падающей струей металла по свей траектории падения струи. Таким образом, вокруг струи в емкости создается зона, содержащая кислород. Подаваемый в емкость известным способом нейтральный газ вытесняется эжектируемым воздухом к периферии емкости и эффективность пылеподавления от этого снижается. Кроме того, устройство для осуществления известного способа быстро выходит из строя, вследствие попадания на него брызг металла. В качестве прототипа выбран способ подавления образования бурого дыма при наполнении ковша жидким металлом сверху, включающий подачу нейтрального газа через сопла с уровня выше верхней кромки емкости в зону всасывания, образованную струей металла, причем подачу нейтрального газа начинают в пустую емкость до начала слива в нее металла и продолжают в течение всего процесса наполнения [2]. Нейтральный газ при этом увлекается струей металла в емкость, создавая тем самым атмосферу с пониженным содержанием кислорода. Недостатками известного способа является необходимость точно направлять струи нейтрального газа на струю металла, что на практике трудно осуществить вследствие изменения положения струи металла в процессе наполнения емкости, что приводит к снижению эффективности пылеподавления. Кроме того, струя нейтрального газа, подаваемая на струю металла, на своем пути до зоны всасывания неизбежно разбавляется окружающим воздухом, поступающим в емкость вдоль струи металла через зону всасывания, что также снижает эффективность пылеподавления и приводит к повышенному расходу нейтрального газа - 16 - 30м3/(т.ч.). В основу изобретения положена задача осуществления такого способа подачи нейтрального газа на струю жидкого металла, при котором достигается максимальная эффективность пылеподавления при минимальном удельном расходе нейтрального газа и минимальном разбавлении его поступающим в емкость свежим воздухом. Эта задача достигается тем, что в известном способе подавления образования бурого дыма при наполнении емкости жидким металлом сверху, включающем подачу нейтрального газа в пустую емкость и в течение всего процесса наполнения через сопла с уровня выше верхней кромки емкости в зону всасывания, образованную струей металла, предусмотрены следующие технологические отличия: - нейтральный газ подают через сопла, вдвинутые в плане внутрь емкости на 0,1 - 0,4 радиуса емкости под углом 10 - 45° к горизонтали; - для усиления эффекта пылеподавления в корень, по меньшей мере, одной струи подают порошковый и/или капельный наполнитель; нейтральный газ подают струями, закрученными вокруг продольной оси, причем отношение крутящего момента к импульсу струи составляет, по меньшей мере, 1; - до начала наполнения емкости жидким металлом пустую емкость наполняют нейтральным газом через специальные сопла, имеющие наклон от 60 до 90° или струями, через сопла, направленные по касательной к внутренней стенке емкости под углом от 10 до 45° к горизонтали. При таком способе пылеподавления в верхней части объема емкости образуется рециркуляционный вихрь, а в придонной части емкости формируется застойная зона, заполненная нейтральным газом. Подпитка рециркуляционного вихря происходит за счет разбавления струи нейтрального газа потоком выбросов, в котором концентрация кислорода уже снижена за счет поступления предыдущей порции нейтрального газа и благодаря этому резко снижается диффузия кислорода в рециркуляционный вихрь из окружающего воздуха. Для дополнительного снижения отрицательного влияния разбавления нейтрального газа свежим воздухом, сопла для подачи нейтрального газа располагают в плане таким образом, что они заходят за край от 0,1 до 0,4 ее радиуса. Вводить сопла менее чем на 0,1 радиуса емкости (фиг.1а) нерационально, так как сопла в этом случае оказываются вне зоны выбросов, что способствует разбавлению газа свежим воздухом. При вводе же сопел более чем на 0,4 радиуса емкости, они будут быстро выходить из строя, вследствие близости их к струе металла. На фиг.1 показано движение потоков воздуха при наполнении ковша жидким металлом; а движение воздуха в объеме ковша без подачи нейтрального газа; б - движение воздуха в объеме ковша при подаче нейтрального газа под углом 10°; в - движение воздуха в объеме ковша при подаче нейтрального газа под углом 30°; г движение воздуха в объеме ковша при подаче нейтрального газа под углом 45°; д - движение воздуха в объеме ковша при подаче нейтрального газа под углом 60°. На фиг.2 показан профиль скорости закрученной струи; а - при параметре крутки 0,5; б - при параметре крутки 1; в - при параметре крутки 2; на фиг.3 - подача нейтрального газа в пустую емкость по касательной к внутренней стенке ковша; на фиг.4 - подача нейтрального газа в период наполнения емкости металлом. На эффективность пылеподавления оказывает влияние угол подачи нейтрального газа, что подтверждают экспериментальные данные, приведенные в табл.1. Во всех экспериментах нейтральный газ. например азот, подавали через 2 сопла диаметром 200мм с одинаковой удельной интенсивностью расхода, равной 25м3/(ч.т.), под углом наклона сопел к горизонтали 0°, 10°, 30°, 45° и 60°. Из таблицы следует, что лучшие результаты получены при углах наклона сопел 10 - 45° к горизонтали. Полученные результаты объясняются характером движения воздуха в емкости при подаче нейтрального газа по время наполнения ее металлом (фиг.16,в, г, д). Как видно из фиг.1,б, в, г рециркуляционный вихрь и застойная зона формируются в объеме емкости при углах наклона сопел 10 - 45° к горизонтали. При увеличении угла наклона более 45° (фиг.1д) и уменьшении менее 10° (фиг.1а) резко уменьшаются размеры рециркуляционной зоны и застойной зоны в верхней части емкости, что снижает эффективность пылеподавления. При условии, что сопла в плане вдвинуты внутрь емкости на расстояние от 0,1 до 0,4 радиуса емкости и имеют наклон от 10 до 45° к горизонту, разбавление струи нейтрального газа на пути от выхода из сопла до струи металла происходит за счет воздуха с пониженным содержанием кислорода, что повышает эффективность пылеподавления и снижает расход нейтрального газа. С целью увеличения степени разбавления нейтрального газа выбросами, струю нейтрального газа на выходе из сопла закручивают вокруг продольной оси. При этом в центральной части струи возникает зона пониженного давления и скорость вдоль оси струи падает. Если же параметр крутки, равный отношению крутящего момента к импульсу струи, составит величину большую или равную 1, то вдоль оси струи возникают обратные потоки газа, приводящие к резкому увеличению степени разбавления (фиг.2а, б, в). Одновременно при закрутке струи увеличивается угол ее раскрытия, что облегчает перекрытие этой струей зоны всасывания вокруг струи металла и повышает эффективность пылеподавления при некотором отклонении оси струи нейтрального газа от струи металла, что часто бывает на практике. Закрутка струи нейтрального газа может осуществляться за счет применения тангенциального подвода, винтовой вставки в сопле, аксиально расположенных направляющих лопаток или за счет сочетания этих закручивающих элементов. При заполнении емкости металлом в начальный период наполнения имеется, так называемый, пиковый выброс, когда струя металла бьется о футеровку емкости, образуется большое количество брызг и выбросы бурого дыма максимальны за период наполнения. В дальнейшем на дне емкости образуется слой жидкого металла, смягчающий удар, количество брызг уменьшается, выбросы бурого дыма сокращаются в 1,3 - 2,5 раза по сравнению с пиковым выбросом и остаются, примерно, постоянными в течение всего процесса наполнения емкости. Для снижения пикового выброса пустую емкость перед началом наполнения металлом заполняют нейтральным газом. Согласно предлагаемому изобретению, подачу нейтрального газа в пустую емкость осуществляют через специальные сопла, имеющие наклон 60 ... 90° к горизонту. Это позволяет максимально вытеснить воздух из объема емкости и создать в ней безокислительную атмосферу. При уменьшении угла наклона менее 60° конвективный поток выбросов от нагретой емкости выносит нейтральный газ, и в придонной части образуется застойная зона с высоким содержанием кислорода. При увеличении угла наклона более 90° струя нейтрального газа попадает за пределы емкости. Подача газа через эти сопла прекращается сразу после того, как металл покроет дно емкости. В дальнейшем до конца заполнения емкости металлом нейтральный газ подается через сопла под углом 10 - 45° к горизонту. Аналогичный эффект по снижению пикового выброса достигается при подаче нейтрального газа в пустую емкость струями, направленными по касательной к внутренней стенке емкости через сопла под углом 10 - 45° (фиг.3). В этом случае в объеме емкости образуется нисходящий вихрь и обеспечивается вытеснение воздуха из придонной части емкости. Подача нейтрального газа по касательной к внутренней стенке может продолжаться в течение всего процесса наполнения ковша дополнительно к струям, направленным на струю металла, также под углом 10 - 45°. Сравнение с прототипом результатов экспериментальных исследований альтернативных методов подачи нейтрального газа в пустую емкость (табл.2) показывает более высокую их эффективность по подавлению образования бурого дыма в начальный период наполнения емкости. Для усиления эффекта пылеподавления и/или сокращения удельного расхода нейтрального газа в корень по меньшей мере одной из струй в период наполнения емкости подается порошковый и/или капельный наполнитель. В качестве наполнителя могут быть использованы вещества, которые в зоне высоких температур интенсивно испаряются либо сгорают, или разлагаются, выделяя нейтральные газы, резко увеличивая свой объем и вытесняя воздух из зоны пылеобразования. В частном случае это может быть либо тонкораспыленная вода, либо жидкий азот, "сухой лед", горючее вещество, например, тонкораспыленное дизельное топливо, разогретая смола, угольный порошок, древесные опилки и т.д. Достигая зоны, прилегающей к струе металла, эти вещества, под воздействием высокой температуры, либо испаряются, значительно увеличивая свой объем и вытесняя кислород из зоны, в которую подают нейтральный газ, либо сгорают, поглощая кислород из газовой фазы в зоне пылеобразования, а продукты горения, имеющие значительно больший объем, чем исходные материалы, вытесняют из этой зоны свежий воздух, снижая тем самым концентрацию кислорода в газовой фазе внутри емкости и подавляя возможность образования бурого дыма. Таким образом, каждый новый отличительный признак предложенного способа, а также совокупность его с уже известными, обеспечивает решение поставленной задачи и не вытекает очевидным образом из результатов и выводов научных исследований, доступных для ознакомления. Заявляемый способ применяют следующим образом. Перед заполнением пустой емкости 1 (фиг.3) металлом в нее подают нейтральный газ через сопла 2, расположенные над емкостью 1. В результате в нижней части емкости 1 образуется газовая подушка, которая вытесняет находящийся в емкости 1 воздух и, тем самым, способствует снижению количества выбросов в начальный момент наполнения емкости. Сопла устанавливают с наклоном от 10 до 45° к горизонту и имеют направление в плане к центру емкости. Нейтральный газ через эти сопла подают в течение всего процесса наполнения емкости 1. При этом нейтральный газ увлекается струей металла ко дну емкости, снижая концентрацию кислорода в газовой фазе в зоне удара струи металла и предотвращая таким образом образование бурого дыма, который формируется в результате взаимодействия брызг металла с кислородом. Нейтральный газ, увлеченный струей металла ко дну емкости, в зоне удара струи меняет свое направление движения и выносится из емкости через пристеночную область. При этом нейтральный газ частично вновь эжектируют в емкость истекающим из сопел потоком газа при условии, что сопла вдвинуты в плане внутрь емкости на расстояние 0,1 - 0,4 радиуса емкости. Таким образом достигают увеличение степени пылеподавления и/или снижение расхода нейтрального газа. Эжектирование нейтрального газа из потока выбросов струей газа, истекающего из сопла, можно увеличить, закрутив поток газа на выходе из сопла 2 (фиг.4) вдоль продольной оси. При этом, если параметр крутки, равный отношению крутящего момента к импульсу струи, превышает 1, то в центре закрученного потока возникаютзоны с обратным течением газа, что резко увеличивает эжектирующую способность струи и, следовательно, повышает степень пылеподавления и снижает расход нейтрального газа. Кроме того, для увеличения эффекта снижения расхода нейтрального газа, в корень по меньшей мере одной струи, подают порошковый или капельный наполнитель, в качестве которого используется вещество, способное испаряться, разлагаться или сгорать в зоне высоких температур. При этом резко увеличивается объем газа в зоне формирования бурого дыма и снижается содержание кислорода в газовой фазе, что приводит к предотвращению пылеобразования. Эффективность пылеподавления в начальный период наполнения емкости также можно повысить за счет подачи нейтрального газа в пустую емкость через специальные сопла 2 (фиг.3), имеющие наклон 60 - 90° к горизонтали и направлены к центру емкости, или через сопла 3, имеющие наклон 10 45° к горизонту, но направлены по касательной к стенке емкости: (фиг.3). Такой способ предварительной подачи газа приводит к более эффективному вытеснению воздуха из емкости и повышает степень пылеподавления в начальный момент наполнения. Экспериметы проведены в конвертерном цехе меткомбината "Азовсталь", Пример 1. Газообразный азот подавался в пустой ковш за 1 минуту до начала слива чугуна и во все время процесса наполнения ковша металлом. Подача азота осуществлялась через 2 сопла, вдвинутые в плане внутрь емкости на 0,2 радиуса ковша, направленные к центру ковша и имеющие наклон 30° к горизонту. Удельная интенсивность расхода азота составляла 25м3/(т.ч.). Для получения сравнительных данных параллельно проводились опыты по сливу чугуна в соответствии с прототипом. Азот подавали в пустой ковш в количестве 1 - 3 его объемов через стационарные сопла, расположенные над ковшом и направленными в зону, ограниченную на срезе радиусом, составляющим 0,4 радиуса ковша от струи. Сопла в плане располагались за пределами ковша, а расход азота составил 25м3/(т.ч.). Эффективность процесса пылеподавления оценивали по снижению концентрации бурого дыма, выбрасываемого в атмосферу, и по снижению расхода нейтрального газа, в частности азота. Установлено, что при таком способе подачи азота степень пылеподавления в заявляемом способе составила 83%, в прототипе 67%. Пример 2. Подача азота в пустой ковш производилась через 2 сопла, имеющих наклон 60° к горизонтали. Когда начинался процесс слива металла из миксера в ковш, подача азота через эти сопла прекращалась и начинали подавать газ через другие 2 сопла, вдвинутые в плане внутрь емкости на расстоянии 0,1 - 0,4 радиуса емкости, наклон которых менялся от 10° до 45° к горизонтали. Во всех этих случаях запыленность в начальный период наполнения ковша резко снижалась, и степень пылеподавления колебалась в пределах от 89 до 90%, что на 22 - 23% выше чем у прототипа. Пример 3 аналогичен примеру 1 с той разницей, что осуществлялась закрутка струй нейтрального газа вдоль продольной оси путем размещения в сопле винтовой вставки. Степень пылеподавления изменялась от 89,5 до 90%, а расход азота снизился во всех случаях на 20% по сравнению с прототипом и составил 20м3/(т.ч.). Пример 4 аналогичен примеру 1 только при подаче в ковш азота дополнительно в корень, по меньшей мере, одной струи подавали распыленную воду в количестве 100 - 200г/м3. При этом степень пылеподавления практически не изменилась и составила от 89,5 до 90,5%, а удельная интенсивность расхода азота составила 10м3/(т.ч.), т.е. достигалось снижение расхода азота по сравнению с прототипом на 40%. Следовательно, как показывают сравнительные данные практического осуществления заявляемого способа и прототипа, достигнутые результаты по заявляемому способу превосходят результаты любого, известного на сегодняшний день способа-аналога. Все отличительные признаки заявляемого способа являются существенными и обладают новизной на дату подачи заявки. Достигнутые в процессе экспериментов результаты обеспечивают превосходство заявленного способа по сравнению с прототипом по пылеподавлению - степень пылеподавления составляет 89,5 - 90%, по прототипу 67%, и показывают возможность снижения удельной интенсивности расхода нейтрального газа на предотвращение образования бурого дыма на 20 40%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for suppression of red fume formation at filling container with liquid metal from above
Автори англійськоюKravets Vasyl Anatoliiovych, Fainerman Valentyn Borysovych, Dzhepa Tetiana Ivanivna, Zaruiev Oleksandr Vasyliovych
Назва патенту російськоюСпособ заглушения образования бурого дыма при наполнении емкости жидким металлом сверху
Автори російськоюКравец Василий Анатольевич, Файнерман Валентин Борисович, Джепа Татьяна Ивановна, Заруев Александр Васильевич
МПК / Мітки
МПК: C21C 5/38
Мітки: диму, бурого, рідким, подавлення, місткості, наповненні, спосіб, утворення, металом, зверху
Код посилання
<a href="https://ua.patents.su/5-20376-sposib-podavlennya-utvorennya-burogo-dimu-pri-napovnenni-mistkosti-ridkim-metalom-zverkhu.html" target="_blank" rel="follow" title="База патентів України">Спосіб подавлення утворення бурого диму при наповненні місткості рідким металом зверху</a>
Спосіб подавлення утворення бурого диму при наповненні ковша рідким металом зверху
Номер патенту: 7382
Опубліковано: 29.09.1995
Автори: Рощін Євстафій Олексійович, Файнерман Валентин Борисович, Доценко Олександр Михайлович, Левітасов Яків Матвійович, Погарський Володимир Констянтинович, Харахулах Василь Сергійович, Цибулін Леонід Миколайович, Сколобанов Анатолій Венедиктович, Мокроусов Володимир Дмитрович, Кравець Василь Анатольович
МПК: C21C 5/38
Мітки: утворення, бурого, зверху, наповненні, металом, рідким, подавлення, диму, спосіб, ковша
Формула / Реферат:
1. Способ подавления образования бурого дыма при наполнении ковша жидким металлом сверху, включающий подачу нейтрального газа в пустой ковш до начала слива в него металла, отличающийся тем, что, с целью повышения эффективности процесса, создания безопасных условий труда и обеспечения надежности узла подачи нейтрального газа, нейтральный газ подают с уровня выше верхней кромки ковша в зону всасывания, образованную струёй металла и...
Спосіб подавлення пилоутворення при наповненні ковша рідким металом
Номер патенту: 5901
Опубліковано: 29.12.1994
Автори: Мокроусов Володимир Дмитрович, Клюєв Михайло Петрович, Кравець Василь Анатольович, Гур'єв Володимир Сергійович, Левітасов Яків Матвійович, Доценко Олександр Михайлович
МПК: C21C 1/06
Мітки: наповненні, ковша, металом, подавлення, спосіб, рідким, пилоутворення
Формула / Реферат:
1. Способ подавления пылеобразования при наполнении ковша жидким металлом, включающий подачу нейтрального газа в зону всасывания вокруг струи металла, отличающийся тем, что, с целью повышения эффективности процесса пылеподавления, скорость истечения нейтрального газа в период, соответствующий наполнению ковша более чем 50 % его объема, снижают равномерно на 25-60 % от первоначальной скорости. 2. Способ по п. 1, отличающийся тем, что...
Установка для наплавки деталей рідким металом
Номер патенту: 5263
Опубліковано: 28.12.1994
Автори: Бердниченко Віктор Іванович, Костенко Георгій Дмитрович, Марушевський Леонід Васильович, Олійник Володимир Спиридонович, Санніков Вячеслав Олексійович, Завілінський Анатолій Володимирович, Конопацький Василій Леонідович, Іванов Сергій Михайлович
МПК: B22D 19/00
Мітки: металом, наплавки, деталей, установка, рідким
Формула / Реферат:
1. Установка для наплавки деталей жидким металлом, преимущественно типа звездочек, содержащая основание, станину, литейную форму с литнпковой системой, нагреватель, приводы перемещения и поворотные кронштейны, отличающаяся тем, что, с целью увеличения производительности и улучшения качества наплавки, она снабжена смонтированной на основании колонной, моделью, стержнем, расположенным над моделью, дозатором водовоздушной смеси и...
Спосіб розливу сталі зверху
Номер патенту: 6861
Опубліковано: 31.03.1995
Автори: Ємченко Юрій Борисович, Літвінов Леонід Федорович, Голіков Сєргєй Кузьміч, Голубєв Алєксандр Алєксандровіч, Димченко Євген Миколайович, Єрмоленко Ганна Володимирівна, Оробцев Юрій Вікторович, Авер'янов Олексій Венедиктович
МПК: B22D 7/00
Мітки: зверху, сталі, розливу, спосіб
Формула / Реферат:
Способ разливки стали сверху, преимущественно в изложницы с теплоизоляционными плитами, включающий нанесение на торцевую поверхность теплоизоляционных плит сгораемого красящего вещества, заливку стали в изложницы и последующую ее доливку, отличающийся тем, что доливку прекращают или уменьшают ее интенсивность на время горения красящего вещества, а продолжительность горения регулируют количеством сгораемого красящего вещества, нанесенного на...
Система для утворення вакуума
Номер патенту: 13750
Опубліковано: 25.04.1997
Автори: Лорінов Михайло Миронович, Абрамович Юрій Костянтинович, Вовк Вячеслав Михайлович, Конончук Сергій Іванович
МПК: F04C 25/00, B08B 5/00
Мітки: утворення, вакуума, система
Формула / Реферат:
(57) Система для создания вакуума, содержащая вакуумную емкость, насос, дополнительную емкость, трубопроводы и арматуру, отличающаяся тем, что она снабжена рабочими емкостями и последовательно за каждой из них установленными по одному гидрозатворами, соединяющими параллельно вакуумную емкость с дополнительной емкостью, выполненной аккумулирующей и соединенной с насосом.
Попередній патент: Протикульовий захисний одяг
Наступний патент: Гідромеханічний пристрій для затягування різьбових з”єднань
Випадковий патент: Сигналізація елементів синтаксису для коефіцієнтів перетворення для піднаборів одиниці кодування на рівні листя