Установка для наплавки деталей рідким металом
Формула / Реферат
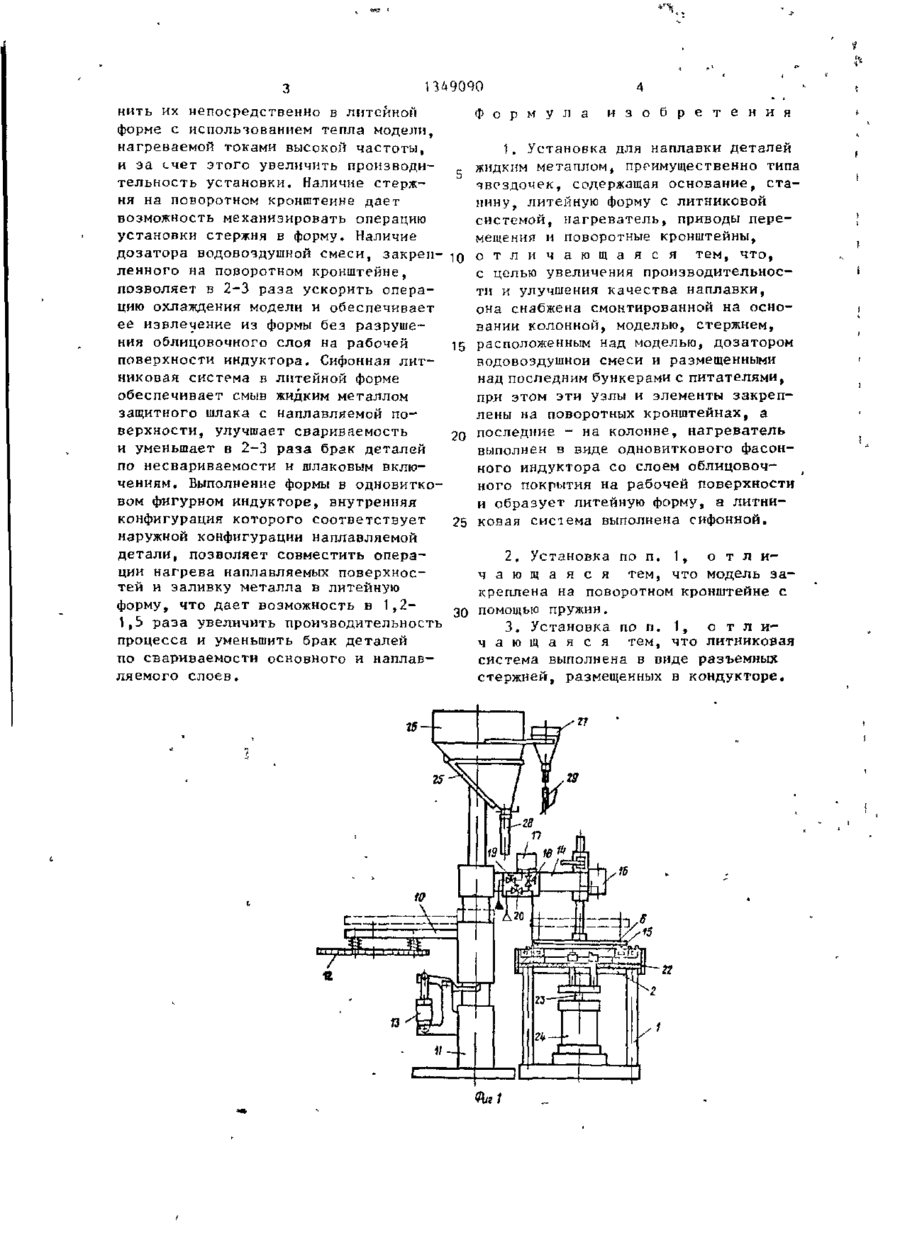
1. Установка для наплавки деталей жидким металлом, преимущественно типа звездочек, содержащая основание, станину, литейную форму с литнпковой системой, нагреватель, приводы перемещения и поворотные кронштейны, отличающаяся тем, что, с целью увеличения производительности и улучшения качества наплавки, она снабжена смонтированной на основании колонной, моделью, стержнем, расположенным над моделью, дозатором водовоздушной смеси и размещенными над последним бункерами с питателями, при этом эти узлы и элементы закреплены на поворотных кронштейнах, а последние - на колонне, нагреватель выполнен в виде одновиткового фасонного индуктора со слоем облицовочного покрытия на рабочей поверхности и образует литейную форму, а литниковая система выполнена сифонной.
2. Установка по п. 1, отличающаяся тем, что модель закреплена на поворотном кронштейне с помощью пружин.
3. Установка по п. 1, отличающаяся тем, что литниковая система выполнена в виде разъемных стержней, размещенных в кондукторе.
Текст
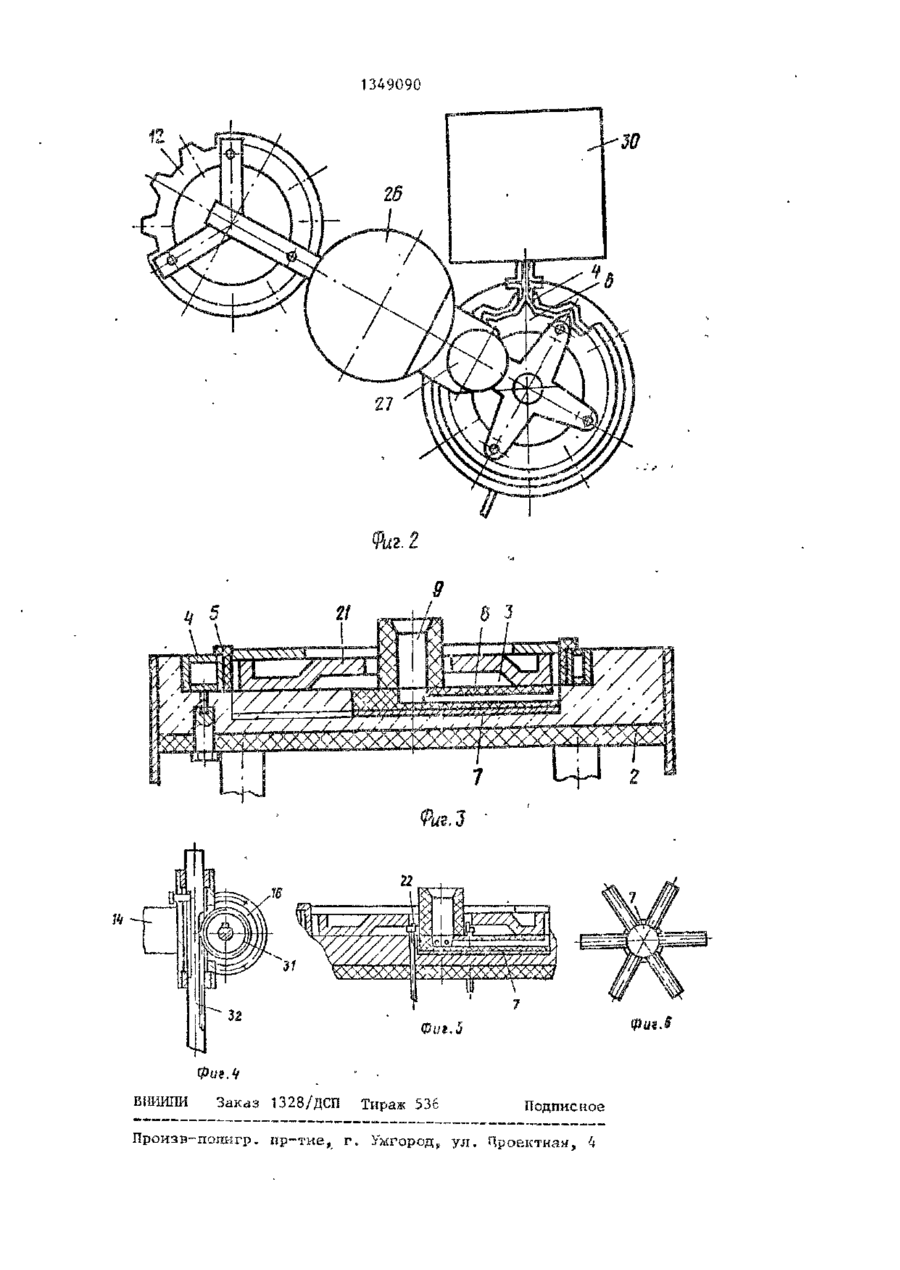
Изобретение относится к изготовлению многослойных и восстановлению изношенных деталей. Целью изобретения является увеличение производительности и улучшение качества на плавки. Установка содержит размещенную на станине литейную форму 3, пневмопривод 24 вертикального перемещения детали и поворотные кронштейны 10,14 и дополнительно снабжена водоохлаждземой подпружиненной металлической моделью 6, закрепленной соосно с формой на поворотном кронштейне 14, с приводом 16 вертикального перемещения. Бункера 26,27 с питателями 28,29 для наполнительной и спекающейся смесей установлены в кронштейне, закрепленном в верхней части колонны. Литейная форма 3 с сифонной литниковой системой выполнена в индукторе 4. Элементы литниковой системы выполнены отдельными стержнями, размещенными в кондукторе 7, 2 з.п. ф-лы, 6 ил. 1 1349090 Изобретение относитгя к литейному производству, в частности к оборудованию по Изготовлению биметаплических деталей. Цель изобретения - увеличение производительности установки и улучшение качества наплавки. На фиг. 1 показана описываемая установка, общий вид; на фиг. 2 - то JQ же, вид сверху; на фиг. 3 - литейная форма в разрезе; на фиг, 4 - привод перемещения модели; на фиг. 5 - литейная форма, разрез по фиксаторам детали; на фиг. 6 - кондуктор для сборки литниковой системы, вид сверху Установка имеет станину 1, на которой расположен диэлектрический стол 2 с закрепленной на нем литейной фОрМОЙ 3, ВЫПОЛНеННОЙ В ОДІЮВИ1- ?0 ковом фигурном индукторе 4, внутренняя конфигурация которого соответствует наружной конфигурации наплавляемой детали с увеличенными размерами на зазор для облицовочного спекающего-^ ся покрытия 5, находящегося между индуктором и моделью 6. В кондукторе 7 закреплена сифонная литниковая система, состоящая из питателей 8 и воронки 9. Соосно с литейной формой 3 на поворотном кронштейне 10, прикрепленном к колонне 11, расположен стержень 12 с приводом 13 вертикального перемещения. На колонне 11 на поворотном кронштейне 14 закреплена модель 6, которая снабжена пружинами 15 и имеет привод 16 вертикального перемещения. Над моделью на поворотном кронштейне закреплен дозатор 17 водовоздушной смеси с запорными вентилями 18-20. Наплавляемая деталь 21 фиксируется в лнтеЯной форме на фиксаторах 22f закрепленных на штоке 23 пневмопривода 24. К верхнему концу колонны 11 прикреплен кролштенн 25, в который установлены бункера 26 и 27 с питателями 28 и 29 для наполнительной и облицовочной спекающейся смесей. Индуктор 4 присоединен к источнику 30 питания током высокой частоты. Привод перемещения модели 6 50 состоит из мотора-редуктора, передающего вращательное движение на шестерню 31, которая перемещает зубчатую рейку 32 с закрепленной на ней 55 моделью. Работает установка следующим образом. В кимдукторе 7 закрепляют литниковую систему-питатели 8 и воронку 9, устанавливают ее в собранном виде в литейную форму 3 и из бункера 26 при помощи питателя 28 засыпают наполнительной смесью до заданного уровня. На подготовленную поверхность в литейную форму 3 устанавливают поворотом кронштейна 14 и при помощи привода 15 модель 6, а в зазор между индуктором 4 и моделью из бункера 21 при помощи питателя 29 засыпают смесь облицовочного спекающегося по-* крыт ия. Включением источника 30 нагревают модель 6, от тепла которой спекается облицовочное покрытие, после чего источник 30 отключают и включают дозатор 17, из которого водовоздушную смесь подают во внутреннюю полость модели. При охлаждении модель 6 уменьшается в объеме и между ней и облицовочным покрытием образуется зазор, благодаря которому модель легко извлекают из формы при помощи привода 16 и удаляют из зоны ли-! е ш ю й формы. Пневмоприводом 24 фиксаторы 22 поднимают в верхнее положение , устанавливают на них наплавляемую деталь 21 и обратным ходом пневмопривода ус ганавливают деталь в литейную форму 3. Поворотом кронштейна 10 и при помощи привода 13 вертикального перемещения в литейную форму устанавливают стержень 12. Включают источник 30, нагревают напчппляемые поверхности детали до 1050-1150 С, через воронку 9 в литейную форму заливают жидкий металл и только посгсе этого отключают источник 30. Деталь выдерживают в форме до полной кристаллизации наплавляє мого слоя, извлекают из формы и направляют на последующие технологические операции. і Цикл наплавки повторяется. Снабжение установки колонной дает возможность смоніировать на ней технологическую оснастку с привязкой последней к литейной форме, механизировать трудоемкие операции установки и извлечения модели и стержня из литейной формы и за счет этого увелнчиіь производительность труда. Наличие в установке закрепленной на поворотном кронштейне соосно с литейной формой модели позволяет совместить операции формообразования и спекания облицовочного покрытия, выпол З Ш9090 нить их непосредственно в литейной форме с использованием тепла модели, нагреваемой токами высокой частоты, и за счет этого увеличить производительность установки. Наличие стержня на поворотном кронштейне дает возможность механизировать операцию установки стержня в форму. Наличие дозатора водовоздушной смеси, закрепленного на поворотном кронштейне, позволяет в 2-3 раза ускорить операцию охлаждения модели и обеспечивает ее извлечение из формы без разрушения облицовочного слоя на рабочей поверхности индуктора. Сифонная литниковая система в литейной форме обеспечивает смыв жидким металлом защитного шлака с наплавляемой поверхности, улучшает свариваемость и уменьшает в 2-3 раза брак деталей по несвариваемости и шлаковым включениям. Выполнение формы в одновитковом фигурном индукторе, внутренняя конфигурация которого соответствует наружной конфигурации наплавляемой деталиt позволяет совместить операции нагрева наплавляемых поверхностей и заливку металла в литейную форму, что дает возможность в 1,21,5 раза увеличить производительность процесса и уменьшить брак деталей по свариваемости основного и наплавляемого слоев. ф о р м у л а Ю 15 2о 25 и з о б р е т е н и я 1. Установка для наплавки деталей жидким метаплом, преимущественно типа звездочек, содержащая основание, станину, литейную форму с литниковой системой, нагреватель, приводы перемещения и поворотные кронштейны, о т л и ч а ю щ а я с я тем, что, с целью увеличения производительности и улучшения качества наплавки, она снабжена смонтированной на основании колонной, моделью, стержнем, расположенным над моделью, дозатором водовоздушной смеси и размещенными над последним бункерами с питателями, при этом эти узлы и элементы закреплены на поворотных кронштейнах, а последние - на колонне, нагреватель выполнен в виде одновиткового фасонного индуктора со слоем облицовочного покрытия на рабочей поверхности и образует литейную форму, а литниковая система выполнена сифонной. 2. Установка по п. I, о т л и ч а ю щ а я с я тем, что модель закреплена на поворотном кронштейне с 30 помощью пружин. 3 . Установка ч а ю щ а я с я по п . 1, о т л и т е м , что л и т н и к о в а я система выполнена в виде разъемных стержней, размещенных в кондукторе. 1349090 .5 ВИИИПИ Заказ 1328/ДСП Тираж 536 Подписное Произв-поякгр. ир-тие, г. УжгородР ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for hard-facing of components by liquid metal
Автори англійськоюZavilinskyi Anatolii Volodymyrovych, Kostenko Heorhii Dmytrovych, Konopatskyi Vasylii Leonidovych, Marushevskyi Leonid Vasyliovych, Berdnychenko Viktor Ivanovych, Oliinyk Volodymyr Spyrydonovych, Ivanov Serhii Mykhailovych, Sannikov Viacheslav Oleksiiovych
Назва патенту російськоюУстановка для наплавки деталей жидким металлом
Автори російськоюЗавилинский Анатолий Владимирович, Костенко Георгий Дмитриевич, Конопацкий Василий Леонидович, Марушевский Леонид Васильевич, Бердниченко Виктор Иванович, Олейник Владимир Спиридонович, Иванов Сергей Михайлович, Санников Вячеслав Алексеевич
МПК / Мітки
МПК: B22D 19/00
Мітки: установка, наплавки, деталей, рідким, металом
Код посилання
<a href="https://ua.patents.su/4-5263-ustanovka-dlya-naplavki-detalejj-ridkim-metalom.html" target="_blank" rel="follow" title="База патентів України">Установка для наплавки деталей рідким металом</a>
Суміш кремнеземна для керамічної наплавки
Номер патенту: 3814
Опубліковано: 27.12.1994
Автори: Тузенков Володимир Вікторович, Носков Юрій Володимирович, Баланов Віктор Григорович, Митрущенко Олексій Миколайович
МПК: F27D 1/16
Мітки: керамічної, кремнеземна, наплавки, суміш
Формула / Реферат:
Смесь кремнеземистая для керамической наплавки, включающая огнеупорную составляющую, диабазовую муку, порошки алюминия и кремния, отличающаяся тем, что она дополнительно содержит в качестве минерализатора тугоплавкий оксид кальция, а в качестве огнеупорной составляющей - кварцевый песок при следующем соотношении компонентов, мас.%:
Суміш для керамічної наплавки вогнетривкої футеровки
Номер патенту: 3804
Опубліковано: 27.12.1994
Автори: Баланов Віктор Григорович, Фесенко Юрій Олександрович, Збиковський Іван Гнатович, Тузенков Володимир Вікторович
МПК: C04B 35/14
Мітки: керамічної, футеровки, наплавки, вогнетривкої, суміш
Формула / Реферат:
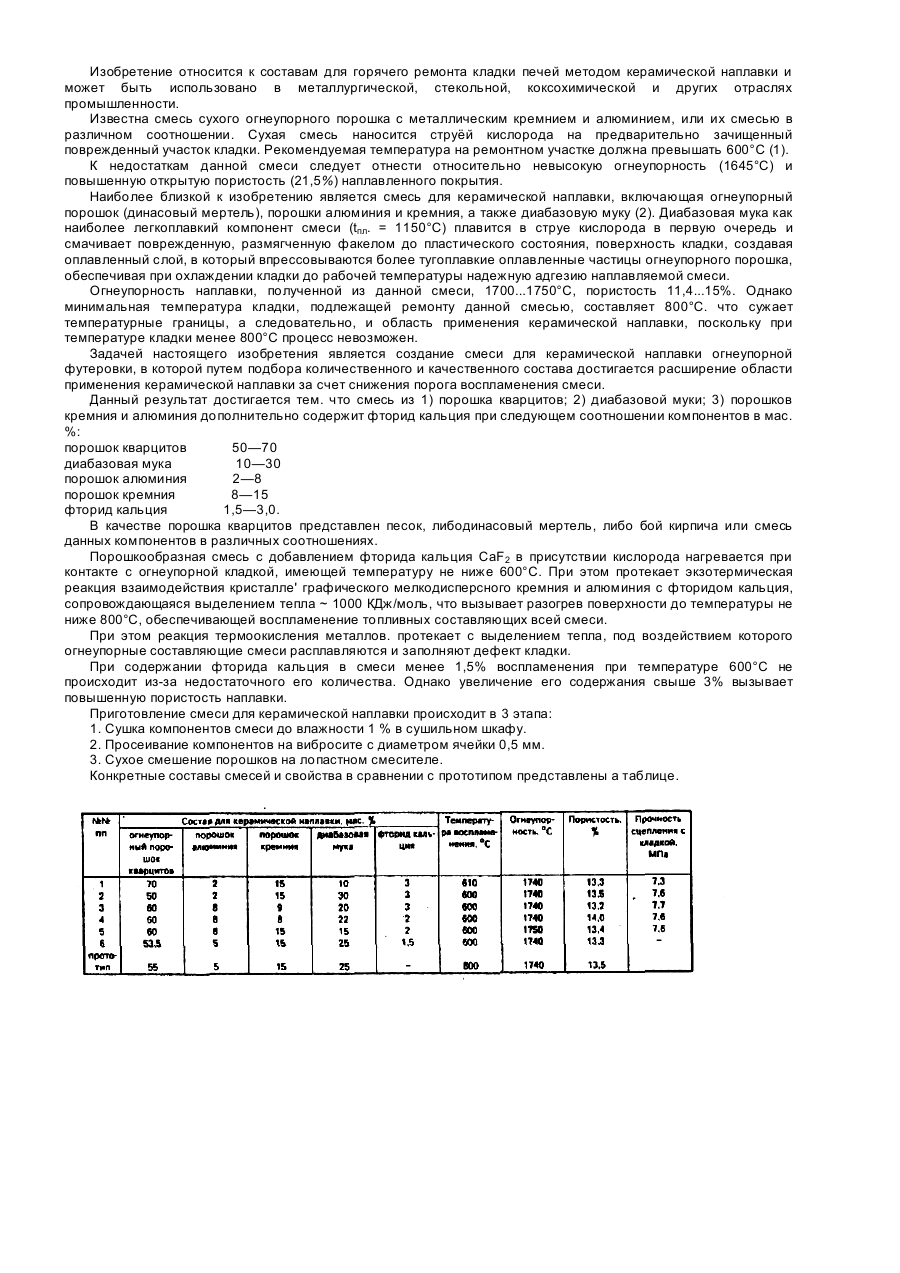
Смесь для керамической наплавки огнеупорной футеровки, включающая порошок кварцитов, диабазовую муку, порошок алюминия и кремния, отличающаяся тем, что она дополнительно содержит порошок фторида кальция при следующем соотношении компонентов, мас. %: Порошок кварцитов 50-70 Диабазовая мука 10-30 Порошок алюминия 2-8 Порошок...
Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
Автори: Яскевич Даніїл Савич, Шмиголь Владислав Іванович, Шнейдерман Олександр Шлемович, Веретник Анатолій Львович, Волобуєв Олександр Іванович, Товштейн Олександр Самойлович, Кочетов Константин Кузьмич
МПК: B23K 9/04, B22D 19/00
Формула / Реферат:
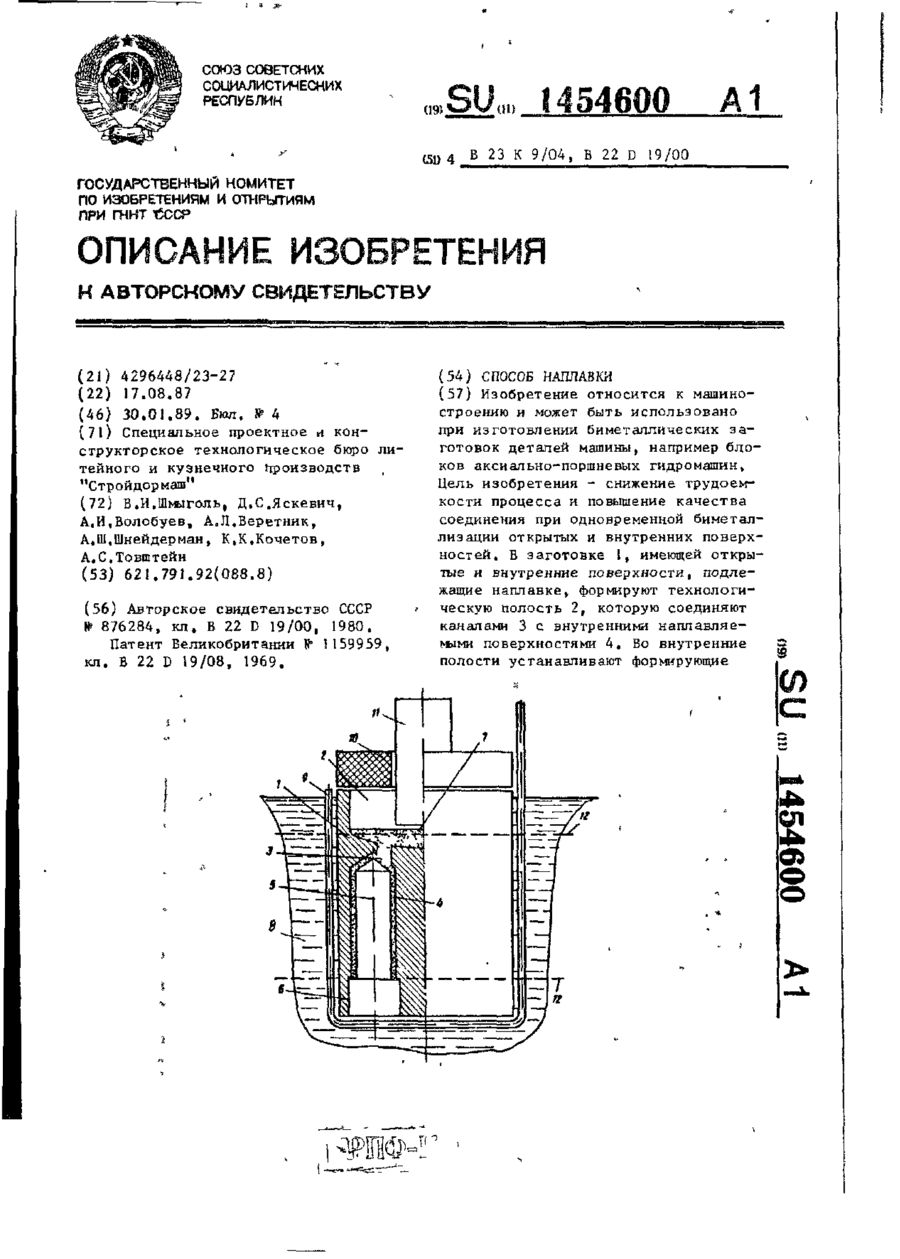
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска...
Спосіб наплавки штампів
Номер патенту: 16
Опубліковано: 30.04.1993
Автори: Овчинникова Тамара Хабібуловна, Шевченко Микола Павлович, Носатов Валерій Олександрович, Гладкий Петро Васильович, Кузьменко Олег Генадійович, Підберезський Володимир Семенович
МПК: B22D 19/06
Мітки: наплавки, спосіб, штампів
Формула / Реферат:
Способ наплавки штампов, включающий подплавление поверхности заготовки с использованием нерасходуемых электродов, подачу присадочного металла в виде мелких частиц их расплавление и последующую кристаллизацию наплавленного слоя с электрошлаковым обогревом, отличающийся тем, что, с целью улучшения качества наплавленного металла в зоне соединения, уменьшения его перемешивания с основным металлом заготовки, а также повышения...
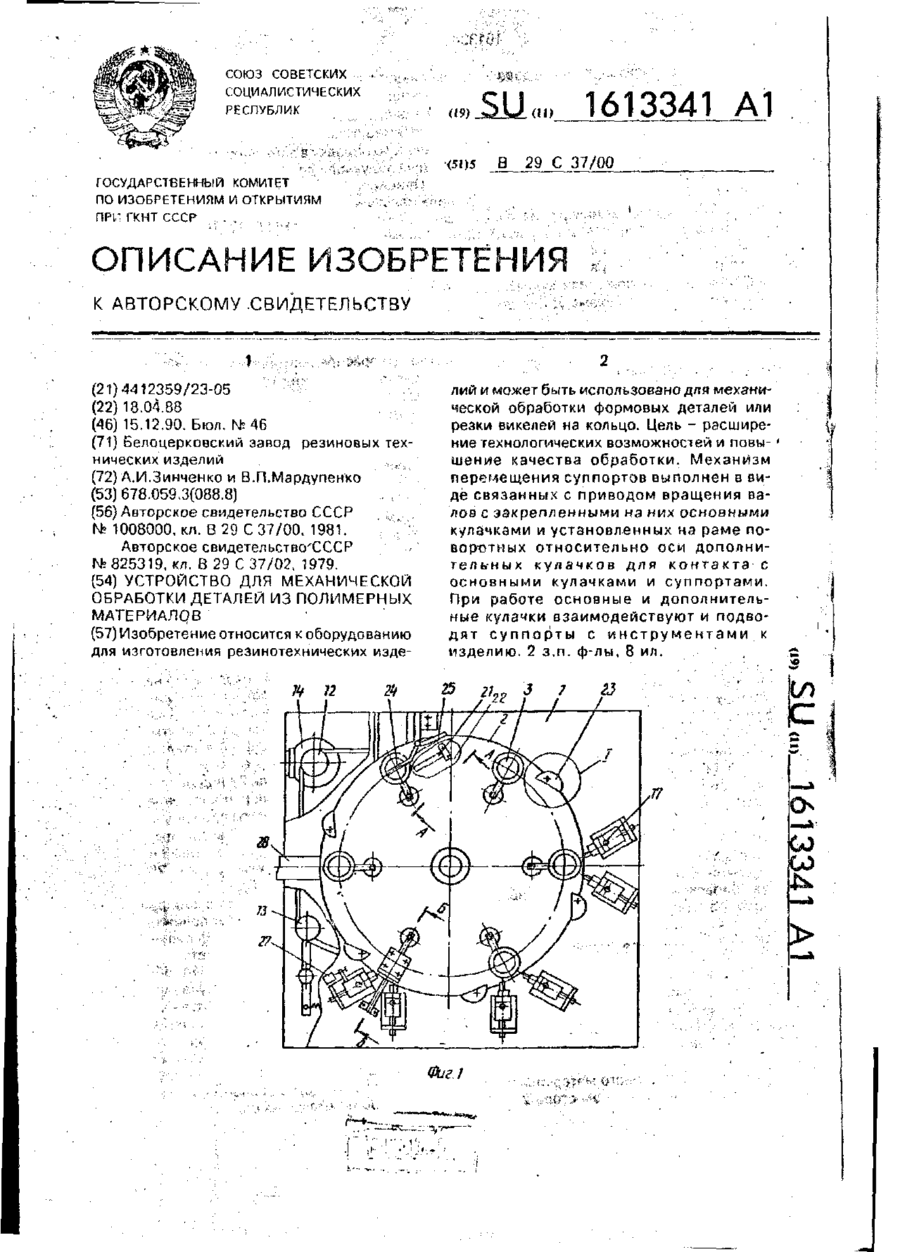
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Мардупенко Валентина Петрівна, Зінченко Анатолій Іванович
МПК: B29C 37/00
Мітки: полімерних, обробки, матеріалів, механічної, деталей, пристрій
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Попередній патент: Вогнегасник
Наступний патент: Спосіб наплавки заготівок
Випадковий патент: Спосіб інформування та продажу товарів