Шліцьове з’єднання і спосіб його складання
Номер патенту: 23365
Опубліковано: 31.08.1998
Автори: Бондарєв Сергій Григорович, Захаров Микола Володимирович
Текст
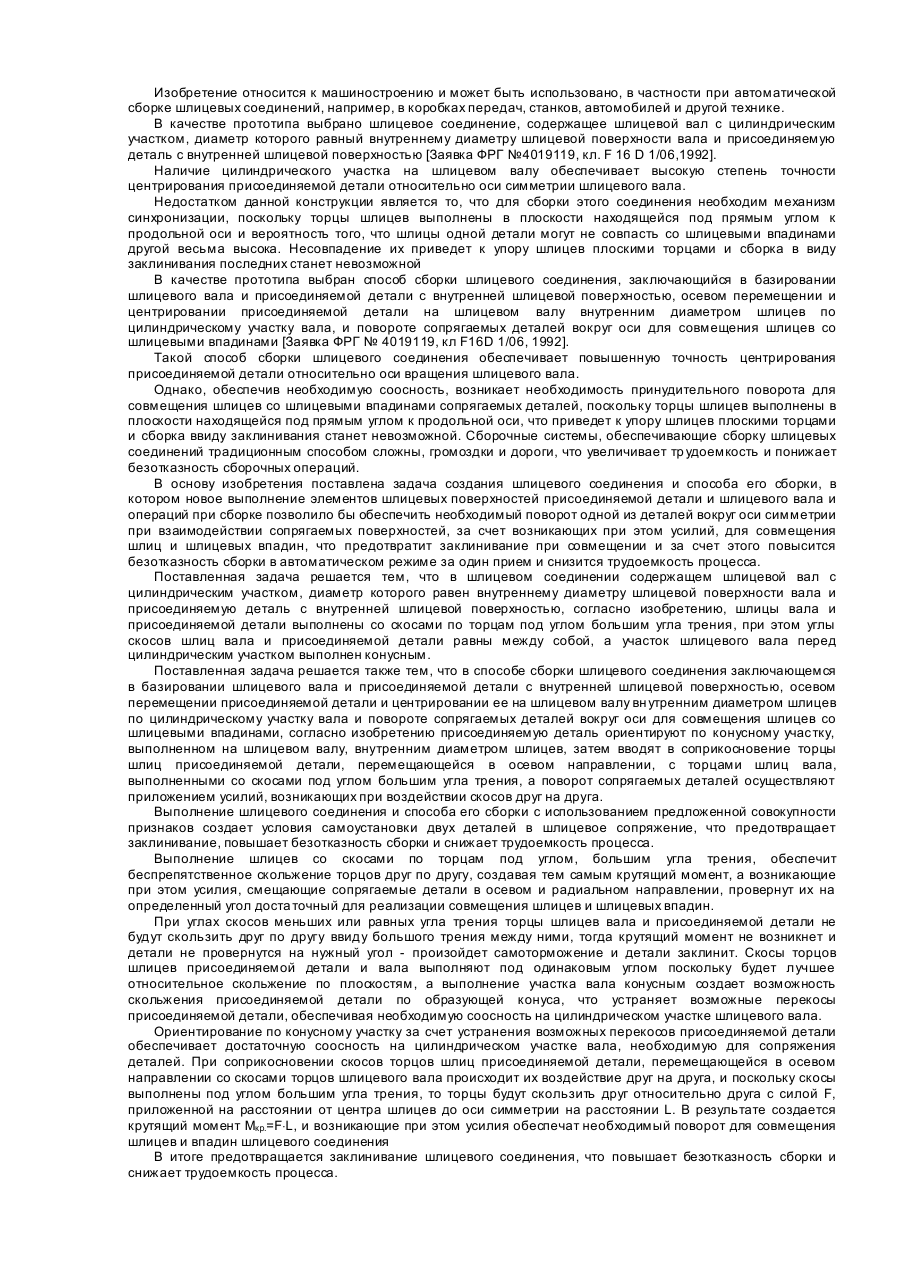
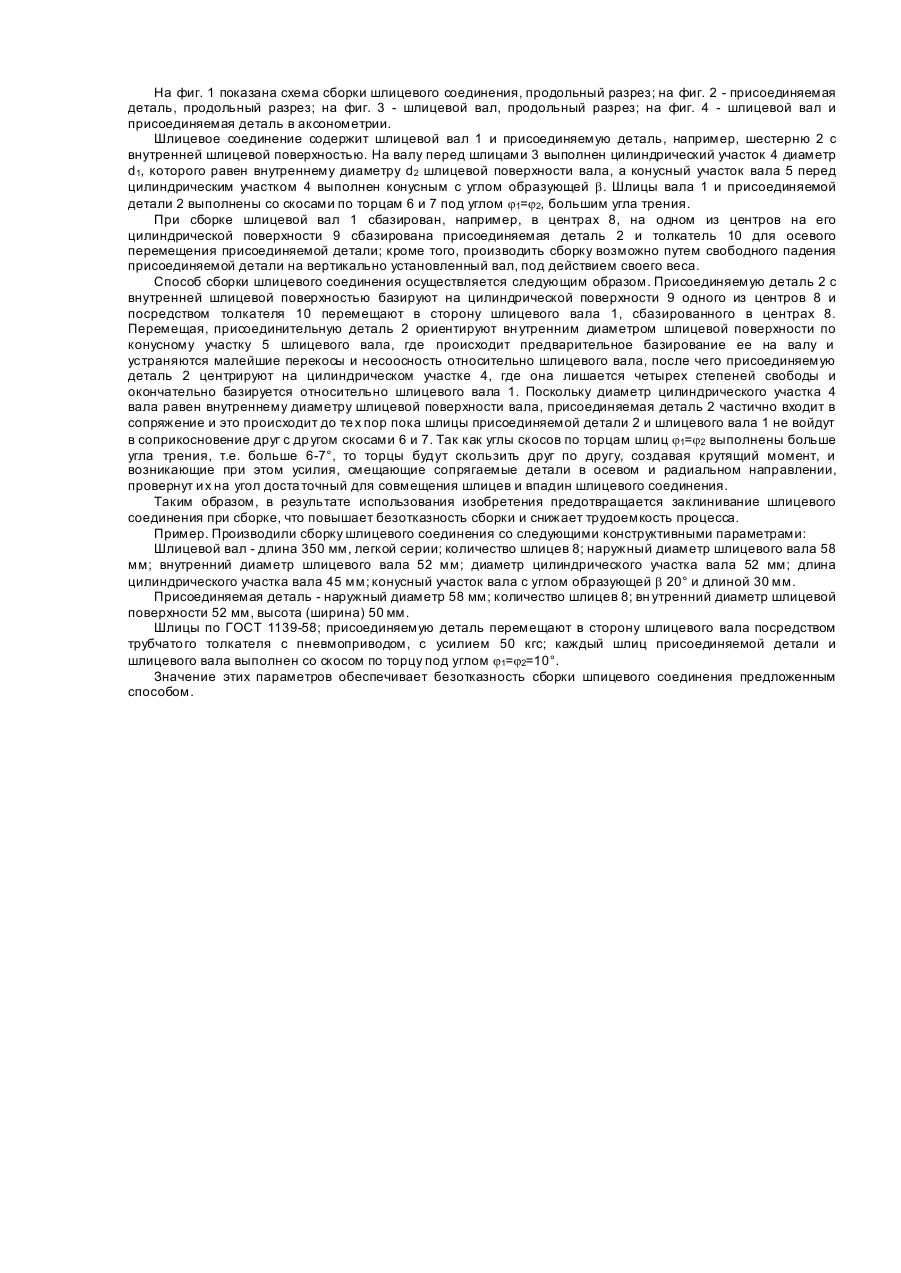
Изобретение относится к машиностроению и может быть использовано, в частности при автоматической сборке шлицевых соединений, например, в коробках передач, станков, автомобилей и другой технике. В качестве прототипа выбрано шлицевое соединение, содержащее шлицевой вал с цилиндрическим участком, диаметр которого равный внутреннему диаметру шлицевой поверхности вала и присоединяемую деталь с внутренней шлицевой поверхностью [Заявка ФРГ №4019119, кл. F 16 D 1/06,1992]. Наличие цилиндрического участка на шлицевом валу обеспечивает высокую степень точности центрирования присоединяемой детали относительно оси симметрии шлицевого вала. Недостатком данной конструкции является то, что для сборки этого соединения необходим механизм синхронизации, поскольку торцы шлицев выполнены в плоскости находящейся под прямым углом к продольной оси и вероятность того, что шлицы одной детали могут не совпасть со шлицевыми впадинами другой весьма высока. Несовпадение их приведет к упору шлицев плоскими торцами и сборка в виду заклинивания последних станет невозможной В качестве прототипа выбран способ сборки шлицевого соединения, заключающийся в базировании шлицевого вала и присоединяемой детали с внутренней шлицевой поверхностью, осевом перемещении и центрировании присоединяемой детали на шлицевом валу внутренним диаметром шлицев по цилиндрическому участку вала, и повороте сопрягаемых деталей вокруг оси для совмещения шлицев со шлицевыми впадинами [Заявка ФРГ № 4019119, кл F16D 1/06, 1992]. Такой способ сборки шлицевого соединения обеспечивает повышенную точность центрирования присоединяемой детали относительно оси вращения шлицевого вала. Однако, обеспечив необходимую соосность, возникает необходимость принудительного поворота для совмещения шлицев со шлицевыми впадинами сопрягаемых деталей, поскольку торцы шлицев выполнены в плоскости находящейся под прямым углом к продольной оси, что приведет к упору шлицев плоскими торцами и сборка ввиду заклинивания станет невозможной. Сборочные системы, обеспечивающие сборку шлицевых соединений традиционным способом сложны, громоздки и дороги, что увеличивает тр удоемкость и понижает безотказность сборочных операций. В основу изобретения поставлена задача создания шлицевого соединения и способа его сборки, в котором новое выполнение элементов шлицевых поверхностей присоединяемой детали и шлицевого вала и операций при сборке позволило бы обеспечить необходимый поворот одной из деталей вокруг оси симметрии при взаимодействии сопрягаемых поверхностей, за счет возникающих при этом усилий, для совмещения шлиц и шлицевых впадин, что предотвратит заклинивание при совмещении и за счет этого повысится безотказность сборки в автоматическом режиме за один прием и снизится трудоемкость процесса. Поставленная задача решается тем, что в шлицевом соединении содержащем шлицевой вал с цилиндрическим участком, диаметр которого равен внутреннему диаметру шлицевой поверхности вала и присоединяемую деталь с внутренней шлицевой поверхностью, согласно изобретению, шлицы вала и присоединяемой детали выполнены со скосами по торцам под углом большим угла трения, при этом углы скосов шлиц вала и присоединяемой детали равны между собой, а участок шлицевого вала перед цилиндрическим участком выполнен конусным. Поставленная задача решается также тем, что в способе сборки шлицевого соединения заключающемся в базировании шлицевого вала и присоединяемой детали с внутренней шлицевой поверхностью, осевом перемещении присоединяемой детали и центрировании ее на шлицевом валу вн утренним диаметром шлицев по цилиндрическому участку вала и повороте сопрягаемых деталей вокруг оси для совмещения шлицев со шлицевыми впадинами, согласно изобретению присоединяемую деталь ориентируют по конусному участку, выполненном на шлицевом валу, внутренним диаметром шлицев, затем вводят в соприкосновение торцы шлиц присоединяемой детали, перемещающейся в осевом направлении, с торцами шлиц вала, выполненными со скосами под углом большим угла трения, а поворот сопрягаемых деталей осуществляют приложением усилий, возникающих при воздействии скосов друг на друга. Выполнение шлицевого соединения и способа его сборки с использованием предложенной совокупности признаков создает условия самоустановки двух деталей в шлицевое сопряжение, что предотвращает заклинивание, повышает безотказность сборки и снижает трудоемкость процесса. Выполнение шлицев со скосами по торцам под углом,большим угла трения, обеспечит беспрепятственное скольжение торцов друг по другу, создавая тем самым крутящий момент, а возникающие при этом усилия, смещающие сопрягаемые детали в осевом и радиальном направлении, провернут их на определенный угол доста точный для реализации совмещения шлицев и шлицевых впадин. При углах скосов меньших или равных угла трения торцы шлицев вала и присоединяемой детали не будут скользить друг по другу ввиду большого трения между ними, тогда крутящий момент не возникнет и детали не провернутся на нужный угол - произойдет самоторможение и детали заклинит. Скосы торцов шлицев присоединяемой детали и вала выполняют под одинаковым углом поскольку будет лучшее относительное скольжение по плоскостям, а выполнение участка вала конусным создает возможность скольжения присоединяемой детали по образующей конуса, что устраняет возможные перекосы присоединяемой детали, обеспечивая необходимую соосность на цилиндрическом участке шлицевого вала. Ориентирование по конусному участку за счет устранения возможных перекосов присоединяемой детали обеспечивает достаточную соосность на цилиндрическом участке вала, необходимую для сопряжения деталей. При соприкосновении скосов торцов шлиц присоединяемой детали, перемещающейся в осевом направлении со скосами торцов шлицевого вала происходит их воздействие друг на друга, и поскольку скосы выполнены под углом большим угла трения, то торцы будут скользить друг относительно друга с силой F, приложенной на расстоянии от центра шлицев до оси симметрии на расстоянии L. В результате создается крутящий момент Мкр.=F×L, и возникающие при этом усилия обеспечат необходимый поворот для совмещения шлицев и впадин шлицевого соединения В итоге предотвращается заклинивание шлицевого соединения, что повышает безотказность сборки и снижает трудоемкость процесса. На фиг. 1 показана схема сборки шлицевого соединения, продольный разрез; на фиг. 2 - присоединяемая деталь, продольный разрез; на фиг. 3 - шлицевой вал, продольный разрез; на фиг. 4 - шлицевой вал и присоединяемая деталь в аксонометрии. Шлицевое соединение содержит шлицевой вал 1 и присоединяемую деталь, например, шестерню 2 с внутренней шлицевой поверхностью. На валу перед шлицами 3 выполнен цилиндрический участок 4 диаметр d1, которого равен внутреннему диаметру d2 шлицевой поверхности вала, а конусный участок вала 5 перед цилиндрическим участком 4 выполнен конусным с углом образующей b. Шлицы вала 1 и присоединяемой детали 2 выполнены со скосами по торцам 6 и 7 под углом j1=j2, большим угла трения. При сборке шлицевой вал 1 сбазирован, например, в центрах 8, на одном из центров на его цилиндрической поверхности 9 сбазирована присоединяемая деталь 2 и толкатель 10 для осевого перемещения присоединяемой детали; кроме того, производить сборку возможно путем свободного падения присоединяемой детали на вертикально установленный вал, под действием своего веса. Способ сборки шлицевого соединения осуществляется следующим образом. Присоединяемую деталь 2 с внутренней шлицевой поверхностью базируют на цилиндрической поверхности 9 одного из центров 8 и посредством толкателя 10 перемещают в сторону шлицевого вала 1, сбазированного в центрах 8. Перемещая, присоединительную деталь 2 ориентируют вн утренним диаметром шлицевой поверхности по конусному участку 5 шлицевого вала, где происходит предварительное базирование ее на валу и устраняются малейшие перекосы и несоосность относительно шлицевого вала, после чего присоединяемую деталь 2 центрируют на цилиндрическом участке 4, где она лишается четырех степеней свободы и окончательно базируется относительно шлицевого вала 1. Поскольку диаметр цилиндрического участка 4 вала равен внутреннему диаметру шлицевой поверхности вала, присоединяемая деталь 2 частично входит в сопряжение и это происходит до те х пор пока шлицы присоединяемой детали 2 и шлицевого вала 1 не войдут в соприкосновение друг с др угом скосами 6 и 7. Так как углы скосов по торцам шлиц j1=j2 выполнены больше угла трения, т.е. больше 6-7°, то торцы будут скользить друг по другу, создавая крутящий момент, и возникающие при этом усилия, смещающие сопрягаемые детали в осевом и радиальном направлении, провернут и х на угол доста точный для совмещения шлицев и впадин шлицевого соединения. Таким образом, в результате использования изобретения предотвращается заклинивание шлицевого соединения при сборке, что повышает безотказность сборки и снижает трудоемкость процесса. Пример. Производили сборку шлицевого соединения со следующими конструктивными параметрами: Шлицевой вал - длина 350 мм, легкой серии; количество шлицев 8; наружный диаметр шлицевого вала 58 мм; внутренний диаметр шлицевого вала 52 мм; диаметр цилиндрического участка вала 52 мм; длина цилиндрического участка вала 45 мм; конусный участок вала с углом образующей b 20° и длиной 30 мм. Присоединяемая деталь - наружный диаметр 58 мм; количество шлицев 8; вн утренний диаметр шлицевой поверхности 52 мм, высота (ширина) 50 мм. Шлицы по ГОСТ 1139-58; присоединяемую деталь перемещают в сторону шлицевого вала посредством трубчато го толкателя с пневмоприводом, с усилием 50 кгс; каждый шлиц присоединяемой детали и шлицевого вала выполнен со скосом по торцу под углом j1=j2=10°. Значение этих параметров обеспечивает безотказность сборки шпицевого соединения предложенным способом.
ДивитисяДодаткова інформація
Назва патенту англійськоюSpline joint and method for assembling it
Автори англійськоюBondarev Serhii Hryhorovych, Zakharov Mykola Volodymyrovych
Назва патенту російськоюШлицевое соединение и способ его сборки
Автори російськоюБондарев Сергей Григорьевич, Захаров Николай Владимирович
МПК / Мітки
МПК: F16D 1/06
Мітки: з'єднання, шліцьове, складання, спосіб
Код посилання
<a href="https://ua.patents.su/5-23365-shlicove-zehdnannya-i-sposib-jjogo-skladannya.html" target="_blank" rel="follow" title="База патентів України">Шліцьове з’єднання і спосіб його складання</a>
Підшипник сковзання і спосіб його складання
Номер патенту: 19729
Опубліковано: 25.12.1997
Автор: Ізосімов Михайло Юхимович
МПК: F16C 17/02, F16C 17/00, F16C 9/00
Мітки: спосіб, складання, сковзання, підшипник
Формула / Реферат:
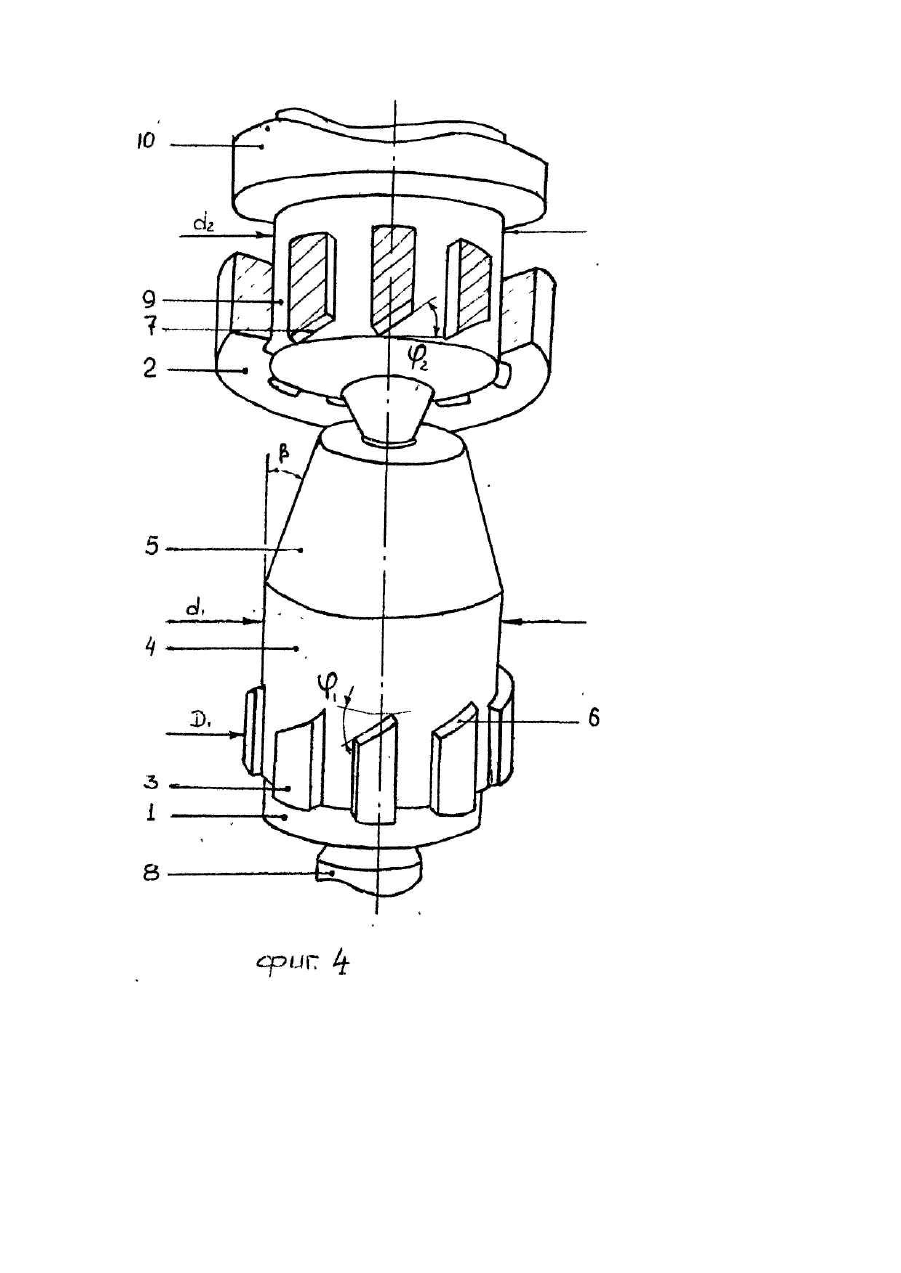
1. Подшипник скольжения, содержащий вкладыш, установленный на валу и охватывающий вал, втулку, укрепленную на валу, и элементы крепления втулки, отличающийся тем, что втулка выполнена пружинящей и разрезной.2. Подшипник скольжения по п.1, отличающийся тем, что втулка выполнена согнутой по форме посадочного места.3. Подшипник скольжения по п.1 или 2, отличающийся тем, что разрез втулки выполнен под острым углом к оси...
Тюбінгове кріплення та спосіб його складання
Номер патенту: 6546
Опубліковано: 29.12.1994
Автори: Антонов Олєг Юрьєвіч, Ткачов Олег Миколайович, Колпаков Сєрафім Васільєвіч, Гольдштейн Леонід Борисович, Бурба Віктор Прокопович, Винокуров Віталій Борисович, Зєлєпукін Пьотр Алексєєвіч, Міцельмахер Ілля Йосипович, Подковирін Євген Макарович, Потапов Микола Михайлович, Федоров-Бакал Вілен Олексійович
МПК: E21D 11/18
Мітки: тюбінгове, спосіб, кріплення, складання
Формула / Реферат:
1, Тюбинговая крепь для облицовки тоннелей и штолен, состоящая из нормальных и замкового тюбинга, отличающаяся тем, что замковый тюбинг выполнен из двух одинаковых частей, сопряженных между собой под углом к продольной оси тоннеля.2. Способ сборки тюбинговой крепи по п.1, включающий установку и соединение между собой нормальных и замкового тюбингов, отличающийся тем, что предварительно соединяют между собой нормальные и одну часть...
Сцинтиляційний детектор, спосіб його збирання та пристрій для здійснення збирання сцинтиляційного детектора складання та пристрій для здійснення складання
Номер патенту: 9914
Опубліковано: 30.09.1996
Автори: Мельник Віктор Іванович, Гриньов Борис Вікторович
МПК: G01T 1/202
Мітки: сцинтиляційний, детектора, сцинтиляційного, пристрій, здійснення, детектор, спосіб, збирання, складання
Формула / Реферат:
(57) 1. Сцинтилляционный детектор, содержащий монокристалл цилиндрической формы с нормальными к оси симметрии плоскими торцами, контейнер, охватывающий монокристалл с зазором, порошковую насыпную светоотражающую оболочку, расположенную в зазоре между монокристаллом и контейнером, два центрирующих кольца и окно из оптического стекла, расположенное на одном из торцов монокристалла, отличающийся тем, что контейнер выполнен двухслойным в...
Спосіб складання покришок пневматичних шин
Номер патенту: 6633
Опубліковано: 29.12.1994
Автори: Таталін Борис Федорович, Растеряєв Юрій Карпович, Скорняков Едуард Сергійович, Павлюк Віктор Миколайович, Дорошенко Володимир Іванович, Андреєв Георгій Вікторович
МПК: B29D 30/08
Мітки: пневматичних, покришок, спосіб, складання, шин
Формула / Реферат:
(57) Способ сборки покрышек пневматических шин, при котором на сборочном барабане образуют каркасный браслет, устанавливают детали борта, фиксируют их, заворачивают слои на борт, формуют каркасный браслет, навивают на него брекер-ный браслет, накладывают протектор, расфиксируют борта и завершают процесс сборки покрышки, отличающийся тем, что вначале на сборочный барабан накладывают эластичную подложку, а детали борта устанавливают на нее,...
Сцинтиляційний детектор та спосіб його складання
Номер патенту: 9940
Опубліковано: 30.09.1996
Автори: Мельник Віктор Іванович, Гриньов Борис Вікторович
МПК: G01T 1/20
Мітки: спосіб, детектор, складання, сцинтиляційний
Формула / Реферат:
(57) 1. Сцинтилляционный детектор, содержащий сцинтиллятор, светоотражающую оболочку, герметичный контейнер, включающий выходное окно и центрирующие кольца со стороны выходного окна и противоположной стороны, отличающийся тем, что противоположная выходному окну часть контейнера, а также обращенный к ней торец сцинтиллятора выполнен выпуклой формы, противоположное выходному окну центрирующее кольцо выполнено из упругого материала, уложен она...
Попередній патент: Спосіб лікування запальних процесів придатків матки
Наступний патент: Спосіб обробки високочастотного складеного сигналу при вимірюванні фазового зсуву та пристрій для його здійснення
Випадковий патент: Спосіб регулювання парової турбіни