Спосіб одержання епоксидної композиції

Формула / Реферат
Спосіб одержання епоксидної композиції, що включає змішування жорсткої й еластичної компонент, додавання ангідридного отверджувача і твердіння отримуваної епоксидної композиції, яка у затверділому стані має температуру склування, що перевищує 50 °С, причому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно, а суміш жорсткої та еластичної компонент до додавання ангідридного твердника піддають об'ємному впливу у низькочастотному ультразвуковому діапазоні при частоті коливань від 15 до 18 кГц, який відрізняється тим, що суміш жорсткої та еластичної компонент перед додаванням ангідридного твердника піддають одночасній ультразвуковій обробці у низькочастотному і середньочастотному діапазонах при температурі від 60 до 80 °С протягом 15-20 хв., причому обробку у низькочастотному діапазоні здійснюють при амплітуді від 3 до 6 мкм, інтенсивності від 4 до 8 Вт/см2, а обробку у середньочастотному діапазоні здійснюють при частоті від 1 до 1,6 МГц, амплітуді від 0,10 до 0,22 мкм і інтенсивності від 20 до 30 Вт/см2.
Текст
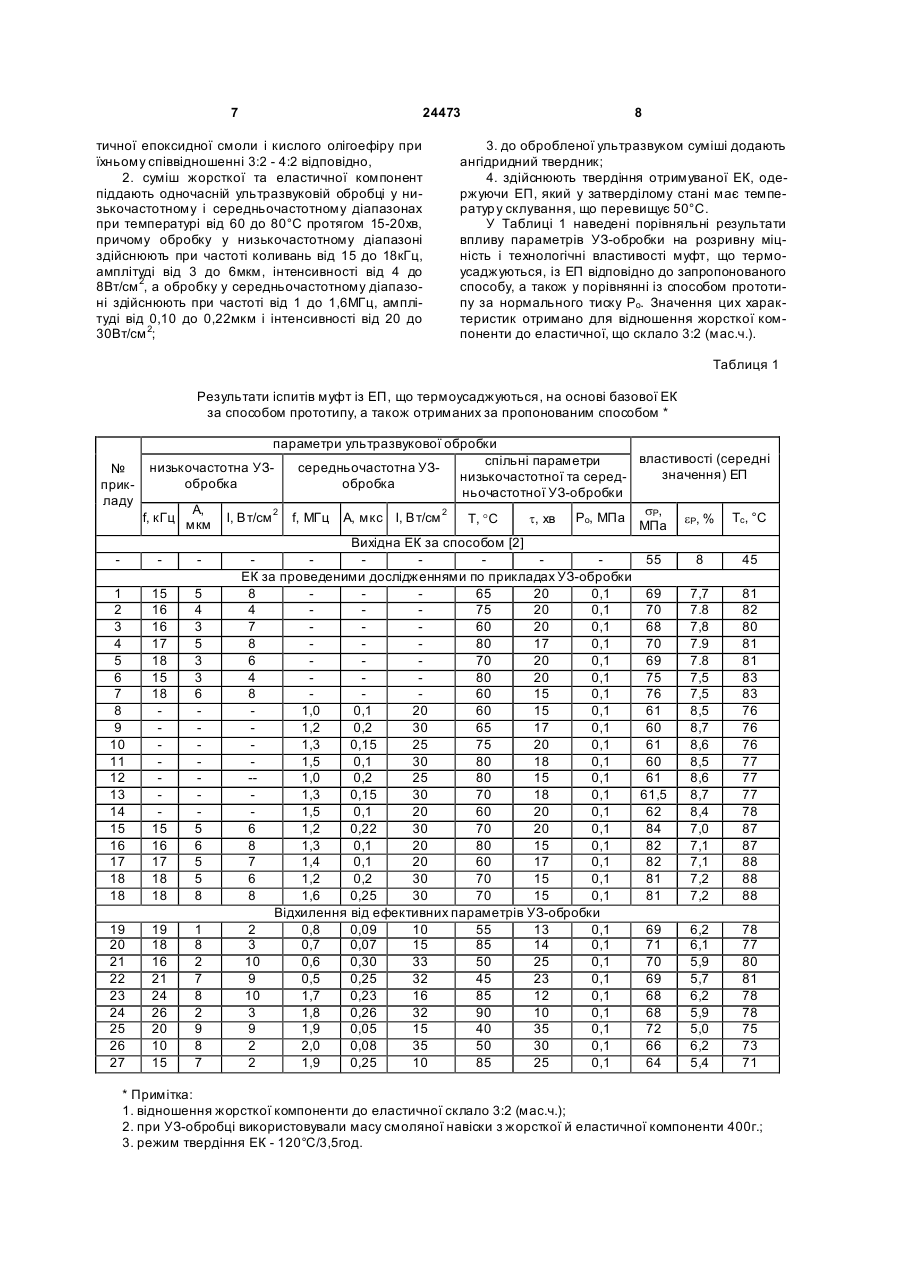
Спосіб одержання епоксидної композиції, що включає змішування жорсткої й еластичної компонент, додавання ангідридного отверджувача і твердіння отримуваної епоксидної композиції, яка у затверділому стані має температуру склування, що перевищує 50°С, причому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і U 1 3 24473 тичному стані eв.е=65-80%. Крім того, композиція включає жорстку й еластичну компоненти, при цьому як жорсткий компонент використовують ароматний складний дигліцідиловий ефір, як еластичний компонент - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно, а деформування заготовки здійснюють до її збільшення (деформації роздачі) на 2-20%. Проте і цей спосіб [2] не забезпечує достатнього запасу міцності одержуваних виробів, що термоусаджуються, із епоксидних полімерів (ЕП) через невисокий ступінь реалізації характеристик міцності і технологічних властивостей епоксидної смоли - основної складової, що має домінуючий вплив на міцність одержуваних виробів у склоподібному стані. Як найбільш близький аналог (прототип) вибраний спосіб одержання ЕК як елемент відомого способу одержання муфти, що термоусаджується, із ЕК [3], який включає підготування вихідної заготовки з ЕП ангідридного твердіння, нагрівання її до переходу у високоеластичний стан і деформування у високоеластичному стані з наступним охолодженням при збереженні напруженого стану. Причому як ЕП використовують ЕК з температурою склування Тc, що перевищує 50°С. Крім того композиція включає жорстку й еластичну компоненти, при цьому в якості жорсткої компоненти використовують ароматичний складний дигліцідиловий ефір, в якості еластичної компоненти - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно. У цьому способі суміш жорсткої та еластичної компонент до підготування вихідної заготовки піддають об'ємному впливу низькочастотних ультразвукових коливань при частоті від 15 до 18кГц, амплітуді від 5 до 12мкм, інтенсивності від 7 до 12Вт/см 2, температурі від 60 до 70°С протягом 25-30хв. Також використовують ЕК з температурою склування Tc від 60 до 70°С, граничною деформацією в склоподібному стані від 3 до 5%, граничною деформацією у високоеластичному стані eв.е від 48 до 60%, і деформацією роздачі є від 3 до 5%, які досягаються при використанні циліндричної муфти, що термоусаджується, із внутрішнім діаметром, що перевищує 60мм. Проте і спосіб найбільш близького аналога не забезпечує достатнього запасу міцності одержуваних виробів, що термоусаджуються, із ЕП через невисокий ступінь реалізації характеристик міцності і технологічних власти востей епоксидної смоли - основної складової, що має домінуючий вплив на міцність одержуваних виробів у склоподібному стані. Тому при використанні цього способу внаслідок недостатньої міцності сформованої муфти із ЕП нерідко застосовують додаткові операції бандажування (підмотування) скляною стрічкою отриманого муфто-клейового з'єднання. В основу корисної моделі поставлена задача підвищення технологічних і експлуатаційних характеристик ЕК, що використовується для формування полімерних матеріалів, шляхом здійснення ефективних режимів УЗ-обробки складаючих ком 4 понент полімерної композиції. Поставлена задача вирішується тим, що в способі одержання епоксидної композиції, що включає змішування жорсткої й еластичної компонент, додавання ангідридного твердника і твердіння отримуваної епоксидної композиції, яка у затверділому стані має температуру склування, що перевищує 50°С, причому як жорстку компоненту використовують ароматичний складний дигліцідиловий ефір, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2-4:2 відповідно, а суміш жорсткої та еластичної компонент до додавання ангідридного твердника піддають об'ємному впливу у низькочастотному ультразвуковому діапазоні при частоті коливань від 15 до 18кГц, новим є те, що суміш жорсткої та еластичної компонент перед додаванням ангідридного твердника піддають одночасній ультразвуковій обробці у низькочастотному і середньочастотному діапазонах при температурі від 60 до 80°С протягом 15-20хв, причому обробку у низькочастотному діапазоні здійснюють при амплітуді від 3 до 6мкм, інтенсивності від 4 до 8Вт/см 2, а обробку у середньочастотному діапазоні здійснюють при частоті від 1 до 1,6МГц, амплітуді від 0,10 до 0,22мкм і інтенсивності від 20 до 30Вт/см 2. Перераховані ознаки способу складають сутність корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Відсутність ефективного діапазону УЗ-обробки для досліджуваної ЕК не дозволяє провести ефективне об'ємне озвучування ЕС з метою максимальної реалізації її фізико-механічних властивостей у кінцевій полімерній композиції. Експериментальне було встановлено, що зміна міцності ЕП, на базі яких формуються муфти, що термоусаджуються, за проведеними дослідженнями, у залежності від часу озвучування t носить екстремальний характер із максимумом в інтервалі значень часу озвучування t=15-20хв при температурі Т від 60 до 80°С при нормальному тиску Ро=0,1 МПа. Найбільше зміцнення ЕП дає одночасне низькочастотне й середньочастотне озвучування. Перше здійснюється на частоті f від 15 до 18кГц при амплітуді озвучування А від 3 до 6мкм і інтенсивності I від 4 до 8Вт/см 2, друге - при частоті від 1 до 1,6МГц, амплітуді від 0,1 до 0,22мкм і інтенсивності від 20 до 30Вт/см 2. Відомо, що ефективність УЗ-кавітаційної модифікації рідинних ЕК залежить від параметрів звукового поля, фізико-механічних властивостей рідини (розчину полімеру) і надлишкового тиску в об'ємі рідини, як-от: від поверхневого натягу, щільності рідини, частоти коливань f, коефіцієнту в'язкості, пругкості насиченої пари, амплітуди звукового тиску пари Рa за робочого тиску Рo [4-5]. Величиною УЗ-кавітаційної модифікації ЕК можна управляти шляхом добору визначених співвідношень між звуковим Рa й статичним тиском Рo. Так, наприклад, експериментально встановлено 5 24473 [4-5], що при підвищенні статичного тиску Ро відбувається зсув у часі стадії лопання кавітаційного пухирця в рідині. При цьому істотно збільшується швидкість лопання і різко зростає інтенсивність утворення ударної хвилі. При нормальному статичному тиску розширення пухирця не закінчується в напівперіод негативного тиску звукової хвилі внаслідок інерції рідини, а наростаючий звуковий тиск перешкоджає процесу його розширення. У результаті початкова стадія стиснення запізнюється і лопання пухирця припадає на початок такого напівперіоду негативного звукового тиску, що призводить до послаблення ударної хвилі. У цьому випадку на кавітаційний пухирець у стадії лопання діє в одному напрямку статичний тиск Ро, поверхневий натяг і звуковий тиск Рa, близький до амплітудного значення. Кавітаційний пухирець стрімко лопається, і рівень УЗ-кавітаційної модифікації зростає. Тому поліпшуються експлуатаційні і технологічні властивості готових ЕП, отриманих на основі суміші смол, підданих УЗобробці. Експериментально встановлено, що при спільному озвучуванні на низьких (діапазон 15-18кГц) і середніх (діапазон 1-1,6МГц) УЗ-частотах, що відрізняються між собою більш ніж на два порядки, у розчинній ЕК (її смоляній частині) створюються сприятливі умови для взаємного впливу УЗкавітації й інтенсивних акустичних потоків. Як виявлено експериментально, у зоні дії низької УЗ-частоти утворюється область розвиненої кавітації. Проте в цій зоні швидкість акустичних потоків у даному низькочастотному діапазоні (1518кГц) відносно невелика. Одночасно в зоні фокусованої дії п'єзокерамічного випромінювача на рідинну ЕК на середніх УЗ-частота х кавітаційний вплив є незначним, тому що розвиток кавітації відбувається за малий період коливань. Але при цьому швидкість акустичних потоків на декілька порядків вища в порівнянні з низькочастотним впливом. Можна припустити, що одночасний вплив низьких і середніх УЗ-частот приводить до наступного. Під впливом акустичних потоків пульсуючі пухирці малих розмірів, що виникають у полі середньої частоти, переміщаються в зони розвиненої кавітації, що виникає в об'ємі при низькочастотному впливі, і резонансні розміри пухирців збільшуються. У результаті такого комбінованого впливу пульсуючі п ухирці одержують властивості кавітуючих пухирців з виділенням значної енергії. При цьому сумарна енергія, що виділяється в розчинну ЕК, збільшується. Застосування надлишкового тиску дозволяє інтенсифікувати цей процес, а також зменшити час озвучування. Також установлено, що зміцнення одержуваної затверділої ЕК в результаті спільного різночастотного озвучування не підпорядковується принципу суперпозиції. Так, при впливі на розчинну ЕК тільки полем середньої УЗ-частоти з вищезазначеними параметрами, досягається зміцнення ЕП при розриві не більше, ніж на 1,0-1,5%. Застосування в цьому 6 випадку надлишкового тиску приводить в остаточному підсумку тільки до 1,5-2%-зміцнення ЕП. Зміна технологічних характеристик (еластичності) при такому впливі теж несуттєва. При окремій низькочастотній УЗ-дії без надлишкового тиску досягається зміцнення ЕП при розриві не більш, ніж на 15-18%. Застосування в цьому випадку надлишкового тиску приводить в остаточному підсумку до зміцнення ЕП на 20-23%. Спільна УЗ-дія на розчинну ЕК у низькочастотному й середньочастотному діапазонах за надлишкового тиску приводить в остаточному підсумку до зміцнення ЕП на 30-35% при відносному подовженні в межах до 7%, що є найбільш прийнятним режимом УЗ-модифікації ЕК при формування ЕП, що в подальшому термоусаджуються. Параметри режимів одержання ЕК для формування виробів визначаються експериментальне для кожної комбінації інгредієнтів ЕК, що є, у свою чергу, взаємозалежними між собою. Установлено, що відхилення від цих оптимальних параметрів призводить до погіршення міцності і технологічних (еластичності) характеристик ЕП. Так, при спільному озвучуванні на низьких (1518кГц) частотах і частотах, менших за нижню межу середньочастотного діапазону (800кГц), міцність ЕП зменшується. Це відбувається, очевидно, внаслідок зменшення резонансних розмірів кавітаційних пухирців. При спільному озвучуванні на частоті, більшої за верхню межу середньочастотного діапазону 1,6мГц (у даному випадку 2мГц), також спостерігається зменшення зміцнення в порівнянні зі зміцненням ЕП при ефективних параметрах озвучування. Встановлено, що значення інтенсивності й амплітуди коливань при озвучуванні в середньочастотному діапазоні знаходяться у складній залежності від величини частоти. Так, для значень інтенсивності, що перевищують 30Вт/см 2, існує велика можливість виникнення механодеструкції в ЕК. У той же час значення інтенсивності, менше за 20Вт/см 2, є недостатнім для виникнення кавітаційного акустичного порога на цих частота х. При відхиленні від зазначених меж середньочастотного озвучування на 10% спостерігалося відповідне погіршення міцності і експлуатаційних характеристик ЕП. При подальшому відхиленні частоти це погіршення прогресувало в більшому ступені. Для амплітуди А середньочастотного озвучування експериментальне встановлювали резонансні значення при даних частотах. Встановлено, що зменшення амплітуди менше за 0,1мкм, призводить до погіршення властивостей міцності ЕП, а збільшення амплітуди понад 0,25мкм потребує різкого збільшення витрат енергії без істотного зміцнення ЕП. Спосіб одержання ЕК відповідно до пропонованого способу здійснюють у вигляді послідовності таких операцій: 1. змішують жорстку й еластичну компоненти ЕК, причому як жорстку компоненту використовують ароматичний складний дигліцідиловий ефір, як еластичну компоненту - блоколігомер з аліфа 7 24473 тичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно, 2. суміш жорсткої та еластичної компонент піддають одночасній ультразвуковій обробці у низькочастотному і середньочастотному діапазонах при температурі від 60 до 80°С протягом 15-20хв, причому обробку у низькочастотному діапазоні здійснюють при частоті коливань від 15 до 18кГц, амплітуді від 3 до 6мкм, інтенсивності від 4 до 8Вт/см 2, а обробку у середньочастотному діапазоні здійснюють при частоті від 1 до 1,6МГц, амплітуді від 0,10 до 0,22мкм і інтенсивності від 20 до 30Вт/см 2; 8 3. до обробленої ультразвуком суміші додають ангідридний твердник; 4. здійснюють твердіння отримуваної ЕК, одержуючи ЕП, який у затверділому стані має температур у склування, що перевищує 50°С. У Таблиці 1 наведені порівняльні результати впливу параметрів УЗ-обробки на розривну міцність і технологічні властивості муфт, що термоусаджуються, із ЕП відповідно до запропонованого способу, а також у порівнянні із способом прототипу за нормального тиску Рo. Значення цих характеристик отримано для відношення жорсткої компоненти до еластичної, що склало 3:2 (мас.ч.). Таблиця 1 Результати іспитів муфт із ЕП, що термоусаджуються, на основі базової ЕК за способом прототипу, а також отриманих за пропонованим способом * параметри ультразвукової обробки спільні параметри низькочастотна УЗсередньочастотна УЗ№ низькочастотної та середобробка обробка прикньочастотної УЗ-обробки ладу А, 2 2 f, кГц мкм I, Вт/см f, МГц А, мкс I, Вт/см Т, °С t, хв Ро, МПа Вихідна ЕК за способом [2] ЕК за проведеними дослідженнями по прикладах УЗ-обробки 1 15 5 8 65 20 0,1 2 16 4 4 75 20 0,1 3 16 3 7 60 20 0,1 4 17 5 8 80 17 0,1 5 183 6 70 20 0,1 6 15 3 4 80 20 0,1 7 18 6 8 60 15 0,1 8 1,0 0,1 20 60 15 0,1 9 1,2 0,2 30 65 17 0,1 10 1,3 0,15 25 75 20 0,1 11 1,5 0,1 30 80 18 0,1 12 -1,0 0,2 25 80 15 0,1 13 1,3 0,15 30 70 18 0,1 14 1,5 0,1 20 60 20 0,1 15 15 5 6 1,2 0,22 30 70 20 0,1 16 16 6 8 1,3 0,1 20 80 15 0,1 17 17 5 7 1,4 0,1 20 60 17 0,1 18 18 5 6 1,2 0,2 30 70 15 0,1 18 18 8 8 1,6 0,25 30 70 15 0,1 Відхилення від ефективних параметрів УЗ-обробки 19 19 1 2 0,8 0,09 10 55 13 0,1 20 18 8 3 0,7 0,07 15 85 14 0,1 21 16 2 10 0,6 0,30 33 50 25 0,1 22 21 7 9 0,5 0,25 32 45 23 0,1 23 24 8 10 1,7 0,23 16 85 12 0,1 24 26 2 3 1,8 0,26 32 90 10 0,1 25 20 9 9 1,9 0,05 15 40 35 0,1 26 10 8 2 2,0 0,08 35 50 30 0,1 27 15 7 2 1,9 0,25 10 85 25 0,1 властивості (середні значення) ЕП sР, МПа eР, % Тс, °С 55 8 45 69 70 68 70 69 75 76 61 60 61 60 61 61,5 62 84 82 82 81 81 7,7 7.8 7,8 7.9 7.8 7,5 7,5 8,5 8,7 8,6 8,5 8,6 8,7 8,4 7,0 7,1 7,1 7,2 7,2 81 82 80 81 81 83 83 76 76 76 77 77 77 78 87 87 88 88 88 69 71 70 69 68 68 72 66 64 6,2 6,1 5,9 5,7 6,2 5,9 5,0 6,2 5,4 78 77 80 81 78 78 75 73 71 * Примітка: 1. відношення жорсткої компоненти до еластичної склало 3:2 (мас.ч.); 2. при УЗ-обробці використовували масу смоляної навіски з жорсткої й еластичної компоненти 400г.; 3. режим твердіння ЕК - 120°С/3,5год. 9 24473 У Таблиці 1 прийняті такі позначення: sР - розривна напруга з'єднання, розрахована за величиною прикладеного зусилля і геометричних розмірів муфтового з'єднання; e - відносне збільшення внутрішнього діаметра заготовки (роздача); Тс - температура склування. Було експериментально досліджено, що відхилення від зазначених параметрів УЗ-обробки призводить до зниження міцності ЕП (див. Таблицю 1). Це можна пояснити за аналогією з УЗобробкою малов'язких середовищ. Таким чином, фізична модифікація ЕК за рахунок застосування оптимальних режимів УЗобробки у різночастотних діапазонах дозволяє вирішити те хнічну задачу одержання ЕК композиції для формування ЕП, що володіє високими технологічними і експлуатаційними характеристиками. Побічним позитивним результатом УЗ-обробки ЕК є зменшення часу твердіння ЕП у 2-3 рази у порівнянні з традиційною технологією, що дозволяє оптимізувати те хнологічні параметри виготовлення виробів і підвищити продуктивність праці при їх формуванні. Комп’ютерна в ерстка М. Ломалова 10 Джерела інформації 1. Колосов А.Е., Клявлин В.В., Ванин Г.А., Хозин В.Г., Каримов А.А., Кравченок В.Л., Овчинников О.П., Шевченко Э.Е., Колосов В.Е., Шевченко АГ. Способ получения связующего для композиционных материалов. МПК С 08 L 63/00, С 08 J 3/28. А. с. СССР №1574612. Опубл. 30.06.90. Б.И. №24,1990г. 2. Білошенко В.О., С троганов В.Ф., Шелудченко B.I. Спосіб одержання виробів з термоусадкою. Патент України на винахід №10299, 1996. МПК В 29 С 61/08. Опублік. 25.12.1996. Бюл. №4, 2001. 3. Шелудченко B.I., Клявлін В.В. Спосіб одержання муфти, що термоусаджується, з епоксидних композицій. МПК 7 F16L47/02, В29С61/08, C08L63/00, C08J3/28, C09J5/08. Патент України на винахід №35659. Опубл. 16.04.01, Бюл. №3,2001. 4. Ультразвук. Маленькая энциклопедия/Под ред.Голяминой И.П. - М.: Советская энциклопедия, 1979. - 400с. 5. Гершгал Д.А., Фридман В.М. Ультразвуковая технологическая аппаратура. - М, 1976. - 316с. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for the preparation of epoxy composition
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ получения эпоксидной композиции
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
МПК: C09J 5/08, C08J 3/28, C08L 63/00, B29C 61/00, B29C 61/06
Мітки: епоксидної, композиції, одержання, спосіб
Код посилання
<a href="https://ua.patents.su/5-24473-sposib-oderzhannya-epoksidno-kompozici.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання епоксидної композиції</a>
Спосіб приготування епоксидної композиції для одержання виробів, що термоусаджуються
Номер патенту: 35661
Опубліковано: 16.04.2001
Автор: Клявлін Валерій Володимирович
МПК: C08L 63/00, B29C 61/00, C08J 3/28, B29C 61/06, C08J 5/00
Мітки: композиції, спосіб, епоксидної, одержання, виробів, термоусаджуються, приготування
Формула / Реферат:
1. Спосіб приготування епоксидної композиції для одержання виробів, що термоусаджуються, який полягає в тому, що готують смоляну частину композиції, яка містить суміш жорсткої й еластичної компонент, при їх співвідношенні 3:2 - 2:1 відповідно, далі здійснюють її затвердіння, при цьому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір у вигляді смоли марки УП-640, як еластичну компоненту - блок-олігомер з...
Спосіб одержання епоксидної клейової композиції
Номер патенту: 32647
Опубліковано: 15.02.2001
Автори: Клявлін Валерій Володимирович, Шелудченко Володимир Ілліч
МПК: C08J 3/28, C08L 63/00
Мітки: епоксидної, композиції, одержання, клейової, спосіб
Текст:
...впливу варіації величин складових компонент І й II на МІЦНІСТЬ кінцевого епоксидного клейового з"єднання подані в табл 1 Експер имен тальн о вс тано влено , що збільшення вм істу ка учук у від 10 до ЗО м ас ч. сприяє збільшенню адгезійної МІЦНОСТІ , проте од-/ н о ча сн о б ул о від зна чен о з на чн е з ро с тання в'язкості ком позиції, що утруднює її застосування при тем пературі 22 ± 2°С (тобто відб увалося погіршення технологічності...
Спосіб одержання струмопровідної епоксидної композиції
Номер патенту: 24145
Опубліковано: 25.06.2007
Автори: Закордонський Віктор Панасович, Аксіментьєва Олена Ігорівна, Крупак Андрій Ігорович, Мартинюк Галина Валентинівна
МПК: C08L 63/00, C08G 73/00, H01B 1/12
Мітки: струмопровідної, одержання, епоксидної, спосіб, композиції
Формула / Реферат:
Спосіб одержання струмопровідної епоксидної композиції, який включає отверднення суміші епоксидного олігомеру і полімерного наповнювача кислотним отверджувачем, який відрізняється тим, що одночасно як полімерний наповнювач і кислотний отверджувач використовують поліанілін, легований тетрафторборатною кислотою, при наступному співвідношенні компонентів, мас. %: епоксидний олігомер 75-85 ...
Спосіб отвердіння епоксидної композиції
Номер патенту: 51962
Опубліковано: 16.12.2002
Автори: Смирнов Юрій Іванович, Кулік Тетяна Олексіївна, Кулік Ігор Олександрович, Суйков Сергій Юрійович, Капкан Леонід Мілентійович, Кочергин Юрій Сергійович, Пехтерева Тетяна Михайлівна, Червинський Олександр Юрійович, Зімцев Сергій Петрович
МПК: C08G 59/00, C08F 2/46
Мітки: спосіб, епоксидної, композиції, отвердіння
Формула / Реферат:
Спосіб отвердіння епоксидної композиції шляхом створення механічної суміші із епоксидіанової смоли, отверджувача, каталізатора отвердіння класу аміноімідів, який відрізняється тим, що після змішування компонентів суміш обробляють ультразвуком при кімнатній температурі з інтенсивністю звуку 1-30 Вт/см2 протягом 5-60 хвилин.
Спосіб одержання епоксидної смоли
Номер патенту: 19338
Опубліковано: 15.12.2006
Автори: Нікітішин Євген Юрійович, Піх Зорян Григорович, Швед Ярослав Зіновійович, Чайківський Тарас Володимирович
МПК: C08G 59/00
Мітки: смолі, одержання, спосіб, епоксидної
Формула / Реферат:
Спосіб одержання епоксидної смоли, що включає взаємодію ненасиченого полімеру з окисником, який відрізняється тим, що як ненасичений полімер використовують продукт полімеризації фракції С9 рідких продуктів піролізу, а як окисник - дезінфікуючий засіб „Дівозан-Форте”.
Попередній патент: Гербіцидна композиція
Наступний патент: Спосіб керування гвинтом-носієм вертольота
Випадковий патент: Мікрохвильова інтегрована телерадіоінформаційна система "мітріс-к"