Спосіб механізованої обробки виробів
Номер патенту: 25407
Опубліковано: 30.10.1998
Автори: Забара Наталія Олександрівна, Запорожець Олександр Андрійович, Джемелінський Віталій Васильович
Формула / Реферат
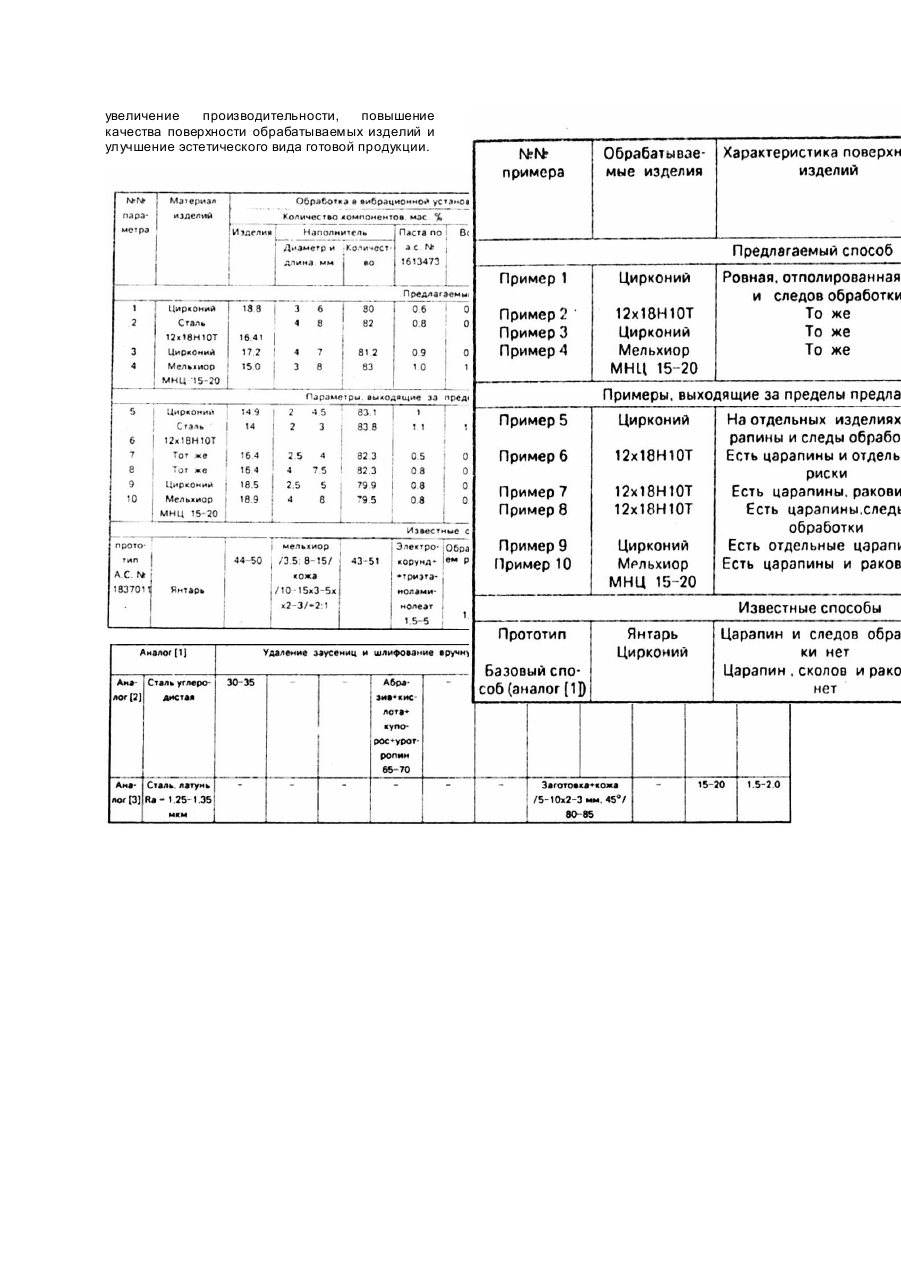
Способ механизированной обработки изделий, включающий нагрузку их в вибрационную установку вместе с наполнителем, водой и водосмываемой абразивной пастой, содержащей поверхностно-активные вещества, отделение изделий и полирование, отличающийся тем, что в качестве наполнителя используют проволоку диаметром 3 - 4мм, длиной 6 - 8мм с косым срезом, отвечающую по твердости материалу изделий при следующем соотношении компонентов, мас.%:
Обрабатываемые изделия
15 - 18,8
Металлический наполнитель
80 - 83,0
Водосмываемая абразивная паста
0,6 - 1,0
Вода
0,6 - 1,0,
а полирование осуществляют посредством вращения изделий в разных плоскостях, используя наполнитель из отходов сыромятной кожи и древесные отходы в виде опилок, а также полировальную пасту, содержащую порошок полировальный ПФ-оптический 70 - 86; олеиновую кислоту реактивную 9,1 - 17,0; триэтаноламин 2,5 - 4,7; кремния двуокись аморфную 1,0 - 3,3; бентонитовую глину 1,3 - 4,5 и триэтиленгликоль 0,1 - 0,5% по массе при соотношении компонентов полировальной смеси, мас.%:
Обрабатываемые изделия
8 - 11
Наполнитель
кожаные отходы
44,1 - 45,2
древесные отходы
44,1 - 45,2
Полировальная паста
0,8 - 1,6
Текст
Изобретение относится к области механизированной обработки, а именно к способам шлифования и полирования изделий из материалов различной твердости, преимущественно, металлов и их сплавов (цирконий, нержавеющая сталь, мельхиор и др.), и может быть использовано в машиностроении, приборостроении, в ювелирной промышленности и т.д. Известен способ обработки металлических заготовок, вырезанных из листового циркония, типовой технологический процесс обработки заготовок циркония (г.Глазов, Удмуртия, МП "Циркониум", 1990) - [1], включающий: снятие заусениц вручную, шлифование вручн ую, механическое полирование шкуркой М50, обезжиривание и химическое полирование. Однако указанный способ имеет низкую производительность (0,1 - 0,3кг/ч изделий), обусловленную многоэтапностью, применением ручного труда и длительностью технологического процесса (10 - 15ч), а получаемые изделия имеют невысокое качество (параметр шероховатости 0,2 0,3мкм). Известен способ обработки стальных деталей (Авт. св. СССР №645954, кл. C09K3/14, B24B31/06) - [2] в вибрационной установке, загружаемой обрабатываемыми деталями (30 - 35об.%) и абразивной смесью, включающей электрокорунд с размером гранул 5 - 20мм 30 - 60мас.%, воду 32,3 56,4мас.% и химически активный реагент, в качестве которого берут медный купорос 5 10мас.%, азотную кислоту концентрированную 2,5 - 5мас.% и уротропин 0,1 - 0,25мас.%. Длительность обработки 30 - 40мин. При этом происходит очистка деталей от заусениц и окалины, округление острых кромок, достигаемый параметр шероховатости поверхности 0,4 - 0,8мкм. Недостатками указанного способа являются: сравнительно грубая обработка металлических деталей, загрязнение окружающей среды вредными отходами (нитратами, сульфатами), образующимися при химическом взаимодействии кислоты с железом и купоросом, а также необходимость использования агрессивного высокотоксичного реагента (концентрированной азотной кислоты), что приводит к потере металла в результате растворения и ухудшению условий работы обслуживающего персонала. Описан способ обработки (Патент России №1774945 от 08.07.92) - [3], основанный на механизированном полировании металлических изделий (нержавеющая сталь, латунь и др.) с применением полировальной пасты на центробежно-планетарной установке. Он включает: использование заготовок с исходным параметром шероховатости 1,25 - 1,35мкм; загрузку в контейнеры установки типа ЦПУ-45 деталей и кожаного наполнителя с размерами 5 ´ 10мм, толщиной 2 - 3мм и косым срезом под углом 45°, взятый в количестве 80 - 85об.%, а также полировальной пасты 15 20об.%; предварительное приготовление пасты при последовательном прибавлении и смешивании олеиновой кислоты реактивной 9,1 - 17мас.%, триэтаноламина 2,5 4,7мас.%, порошка полировального оптического 70 - 86мас.%, глины бентонитовой 1,3 - 4,5мас.%, двуокиси кремния 1,0 - 3,3мас.% и триэтиленгликоля 0,1 - 0,5мас.%; обработку (полирование) при вращении контейнеров, закрепленных на планшайбе, вокруг центральной оси со скоростью 440об./мин и вокруг собственной оси (планетарное вращение) контейнеров со скоростью 60об./мин продолжительностью 1,5 - 2ч и отделение изделий. При этом достигается параметр шероховатости поверхности изделий 0,032 0,04мкм. Производительность при объеме контейнеров 20л (4 контейнера по 5л) 1,2 - 1,4кг изделий в час. Недостатком способа является то, что он не обеспечивает комплексную обработку изделий, т.к. предполагает использование заготовок с исходной шероховатостью 1,25 - 1,35мкм и не включает такие технологические операции, как снятие заусениц и окалины, округление кромок и шлифование. Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ обработки деталей (Авт. св. СССР №1837011, кл. B28D5/00, B24B31/06) - [4], включающий: предварительную обработку деталей в шли ф барабане или другой установке до шероховатости поверхности, равной 20мкм; загрузку в вибрационную установку типа ТВУ обрабатываемых деталей 44 - 50мас.%, наполнителя 43 - 51мас.%, абразивной пасты с поверхностно-активным веществом 1,5 - 5мас.% и воды 1,5 - 4мас.%. В качестве наполнителя используют мельхиор диаметром 3 - 5мм, длиной 8 - 15мм с косым срезом под углом 30 - 60°, а также отходы кожи длиной 10 - 15мм, шириной 3 - 5мм и толщиной 2 3мм при соотношении 2 : 1. При этом готовят абразивную пасту с поверхностно-активным веществом, в качестве которого используют триэтаноламинолеат, получаемый путем перемешивания олеиновой кислоты и триэтаноламина при соотношении 3,65 : 1. К свежеосажденному гелю триэтаноламинолеата 0,5 - 2мас.% прибавляют при перемешивании 1 3мас.% микрошлифпорошка белого электрокорунда зернистостью М5, М10. Перемешивание обрабатываемых деталей, наполнителя, абразивной пасты и воды производят в вибрационной установке с амплитудой колебаний контейнера 1 - 3мм, частотой колебания 150 200Гц продолжительностью 2 часа. Отделяют детали от абразивной смеси. Окончательную, отделочн ую обработку проводят на бязевых полировальных кругах. Указанным способом обрабатывают изделия из мягких материалов, например, янтаря. При этом достигаемая величина параметра шероховатости составляет 0,15 - 0,21мкм. Производительность операции виброшлифования 1,1 - 1,25 (емкость рабочей камеры 5л) и 18 20кг/ч (емкость рабочей камеры 80л), а производительность способа с учетом предварительной и отделочной операций на шлифбарабане и полировальных кругах 0,6 - 0,9 и 5 - 6кг/ч соответственно. Способ имеет следующие недостатки: - способ предназначен для обработки хрупких и мягких материалов (янтарь, твердость HB = 1,5 - 3кгс/мм 2) и мало эффективен для обработки металлов и их сплавов, в том числе изделий из циркония, стали и т.д., характеризующихся более высокой твердостью: HB = 60 - 70 и HB =70 - 100кгс/мм 2 соответственно; способ не обеспечивает комплексную обработку изделий, т.к. не включает операции по механизированному полированию, а операция по обработке на бязевых кругах с применением ручного труда мало эффективна и практически не улучшает качество поверхности обрабатываемых изделий. В основу заявляемого изобретения поставлена задача усовершенствования способа механизированной обработки изделий за счет расширения ассортимента последних, так как позволяет обрабатывать изделия не только и мягких и хрупких материалов, таких как, например, янтарь, то также из металлов и их сплавов, например, нержавеющей стали 12Х18Н10Т, циркония, мельхиора МНЦ 15 - 20, исключая при этом ручной тр уд, т.к. операция полирования полностью механизирована. Благодаря использованию другого наполнителя в вибрационной установке, и другой полировальной пасты, а также оптимальным количественным содержанием шлифовальных и полировальных смесей обеспечивается возможность в едином технологическом цикле осуществить виброшлифование и механизированное полирование, удаление заусениц, скругление кромок, снизив шероховатость поверхности до 0,022 - 0,029мкм, т.к. изделия и абразив в рабочей среде подвергаются одновременно соударениям, скольжениям и другим взаимным перемещениям. Поставленная задача решается тем, что в способе механизированной обработки изделий, преимущественно металлических, например, из циркония, нержавеющей стали, мельхиора и т.п., включающий загрузку их в вибрационную установку вместе с наполнителем, водосмываемой абразивной пастой, содержащей поверхностноактивные вещества и водой, отделение изделий и полирование. Согласно настоящему изобретению механизированную обработку в вибрационной установке проводят с использованием металлического наполнителя в виде проволоки, отвечающей по твердости материала обрабатываемых изделий с косым срезом диаметром 3 - 4мм, длиной 6 - 8мм при следующем соотношении компонентов, мас.%: Обрабатываемые изделия 15 - 18,8 Металлический наполнитель 80 - 83,0 Водосмываемая абразивная паста с поверхностно-активным веществом 0,6 - 1,0 Вода 0,6 - 1,0 При этом в качестве водосмываемой абразивной пасты с поверхностно-активным веществом может быть использована паста, содержащая вес.% к сухому весу: микрошлифпорошок, белый электрокорунд М14 65 - 85; олеиновая кислота реактивная 11 - 24,5; триэтаноламин 3 - 6,8 и кремния двуокись аморфная 1 - 3,7 (Авт. св. СССР №1613473, кл. C09K3/14, 1990) - [5]. Ме ханизированное полирование осуществляют посредством вращения изделий в разных плоскостях, например, в центробежнопланетарной установке, используя наполнитель из отходов сыромятной кожи и древесных опилок, а также водосмываемую полировальную пасту следующего состава, мас.%: порошок полировальный ПФ оптический 70 - 86; олеиновая кислота реактивная 9,1 - 17,0; триэтаноламин 2,5 4,7; глина бентонитовая 1,3 - 4,5; двуокись кремния аморфная 1,0 - 3,3 и триэтиленгликоль 0,1 - 0,5 [3] при следующем соотношении компонентов полировальной смеси, мас.%: Обрабатываемые изделия 8 - 11 Наполнитель кожаные отходы 44,1 - 45,2 древесные опилки 44,1 - 45,2 Полировальная паста 0,8 - 1,6 Отличительные особенности предлагаемого технического решения: осуществление комплексной механизированной обработки изделий преимущественно из металлов и их сплавов (цирконий, нержавеющая сталь 12X18Н10Т, мельхиор МНЦ 15 - 20 и др.), включающей виброшлифование и механизированное полирование в центробежно-планетарной установке; проведение перемешивания в вибрационной установке; при измененном соотношении компонентов (мас.%): изделия 15 - 18,8, наполнитель 80 - 83, абразивная паста 0,6 - 1, вода 0,6 - 1 (по прототипу: изделия 44 - 50, наполнитель 43 - 51, абразивная паста 1,5 - 5 и вода 1,5 - 4); при использовании в качестве наполнителя металлической проволоки с косым срезом под углом 40 - 45°, диаметром 3 - 4мм, длиной 6 - 8мм, отвечающей по твердости материалу обрабатываемых изделий; при использовании в качестве абразивной пасты состава [5] с зернистостью электрокорунда М10; проведение полирования изделий в центробежно-планетарной установке полировальной пастой с составом [3] и наполнителем из измельченных отходов сыромятной кожи и древесных опилок при соотношении мас.%: изделия 8 - 11, кожаные и древесные отходы по 44,1 - 45,2 и полировальная паста 0,8 - 1,6. Указанные особенности позволяют осуществить полный процесс комплексной механизированной обработки металлических изделий, совместив в едином технологическом цикле удаление заусениц и окалины, округление кромок, грубое и тонкое шлифование и полирование, а также повысить качество поверхности изделий, улучшив параметр шероховатости до 0,022 - 0,029мкм. Эффективность способа механизированной обработки изделий достигается с помощью направленных вибраций и центробежнопланетарного вращения в выбранных режимах за счет интенсивного перемешивания введенных в рабочую зону изделий и компонентов, взятых в оптимальных соотношениях, равномерного распределения и обволакивания пасты по поверхности изделий и наполнителя. При этом при соударении, скольжении и взаимном перемещении в рабочей среде изделий и абразива, находящегося в плакированном тонком слое, в зоне контактирования происходят процессы микрорезания, пластичного деформирования, съема микрослоя материала, очистки и сглаживания неровностей микрорельефа на поверхности обрабатываемых изделий а соответствии с эффектом Ребиндера. Использование в качестве наполнителя проволоки из металлического материала, твердость которого соответствует твердости материала изделий обеспечивает лучшее качество обработки, а также применение пасты [5] с микрошлифпорошком белого электрокорунда зернистостью М10, обладающей поверхностноактивным и адсорбционным действием, облегчен процесс виброшлифования и улучшает качество поверхности обрабатываемых изделий. Использование при механизированном полировании пасты с составом [3], характеризующейся высокими адсорбционными и абразивными свойствами и химической активностью, препятствует слипанию компонентов, стимулирует полирование и улучшает качество изделий. Применение кожаных и древесных отходов способствует улучшению процесса полирования и удешевляет его. Введение абразивной полировальной пасты ниже указанных пределов уменьшает съем металла и снижает эффективность обработки, а более высокие их количества не рациональны, снижают эффект диспергирования и ухудшают качество обработки. Применение электрокорунда с зернистостью М10 и металлического наполнителя с размером выше указанных значений приводит к образованию царапин и затрудняет процесс последующего полирования, а применение более мелких - снижает абразивное действие пасты. При содержании наполнителя (металлического, кожаного, древесного) и воды выше указанных значений снижается производительность, а при их уменьшении нарушается режим обработки из-за недостаточной твердости, вязкости и смачивания среды. Для осуществления способа используют недефицитные материалы, стандартные реактивы и оборудование, выпускаемые отечественной промышленностью. Для этого используют металлическую проволоку, измельченные кожаные отходы, древесные опилки и воду. Абразивную пасту получают согласно [5] смешиванием олеиновой кислоты реактивной 11 24,5мас.%, двуокиси кремния аморфной 1 3,7мас.% и триэтаноламина 3 - 6,8мас.% до образования однородной гелеобразной массы. Массу перемешивают с порошком белого электрокорунда М10 65 - 85мас.% в течении 10мин. Полировальную пасту получают согласно [3] смешиванием олеиновой кислоты реактивной 9,1 17мас.%, триэтаноламина 2,5 - 4,7мас.% и порошка полировального оптического 70 - 86мас.% до однородной массы. Массу смешивают с бентонитовой глиной 1,3 - 4,5мас.% и смесью двуокиси кремния аморфной 1 - 3,3мас.% и триэтиленгликоля 0,1 - 0,5мас.%, после чего пасту перемешивают в механическом смесителе 15 20мин. Для осуществления способа применяют тороидальную вибрационную установку типа ТВУ5, ТВУ-10, ТВУ-80 и центробежно-планетарную установку типа ЦАУ-475. Определение физико-механических параметров проводят по стандартным методикам на приборах: профилограф-профилометр мод. 201 и микротвердометр ПМТ-3. Осуществление способа иллюстрируется следующими примерами. Пример 1. В контейнер емкостью 5л установки ТВУ-5 загружают заготовки, вырезанные из листового металлического циркония в количестве 18,8мас.%, проволоку из циркония (усеченной формы с косым срезом, диаметром 3мм, длиной 6мм), 80мас.%, абразивную пасту 0,6мас.% и воду 0,6мас.%. Режим работы ТВУ: амплитуда колебания контейнера 0,3 - 1,5мм, частота вращения вала 1500 оборотов/мин, продолжительность 1,5ч. После отделения от наполнителя и абразивной смеси заготовки в количестве 11мас.% загружают в установку ЦПУ-475, добавляя кожаный наполнитель 44,1мас.%, древесные опилки и стружки 44,1мас.% и полировальную пасту 0,8мас.%. Режим работы ЦПУ: частота вращения планшайбы с контейнерами 480об./мин по направлению против движения часовой стрелки, частота вращения контейнеров 50об./мин в противоположном направлении, продолжительность 1ч. В этом случае одна центробежно - планетарная установка с 4 - мя контейнерами емкостью по 5л обеспечивает обработку заготовок после двух установок ТВУ-5. Изделия отделяют от полировальной смеси. Полученные изделия не имеют заусениц, окалины и следов обработки, их кромки округлены, поверхность отполирована. Данные по составам шлифовальных и полировальных смесей помещены в табл.1, а технологические характеристики способа - в табл.2 (см. приложения 1 и 2). Пример 2. В установку ТВУ-5 загружают изделия из стали 12Х18Н10Т 16,4мас.%, металлический наполнитель из стальной проволоки 12Х18Н9Т диаметром 4мм и длиной 8мм 82мас.%, абразивную пасту 0,8мас.% и воду 0,8мас.%. Режим работы ТВУ: амплитуда колебания контейнера 0,5 - 2,5мм, частота вращения вала 1500об./мин, продолжительность 1,5ч. В установку ЦПУ-475 помещают заготовки 9мас.%, кожаный наполнитель и древесные опилки по 45мас.% и полировальную пасту 1мас.%. Режим работы ЦПУ: частота вращения планшайбы с контейнерами 530об./мин, частота вращения контейнеров 60об./мин, продолжительность 1,5ч, остальное, как в примере 1. Качество поверхности полученных изделий высокое, царапин и следов обработки нет. Пример 3. В установку ТВУ-5 загружают заготовки из циркония 17,2мас.%, металлический наполнитель диаметром 4мм, с косым срезом длиной 7мм 81,2мас.%, абразивную пасту 0,9мас.% и воду 0,7мас.%. В установку ЦПУ-475 загружают заготовки 10,1мас.%, кожаные отходы 44,2мас.%, древесные стружки 44,4мас.% и полировальную пасту 1,3мас.%. Режим работы установок, как в примере 2. Остальное, как в примере 1. Царапин и следов обработки на поверхности полученных изделий нет. Пример 4. В установку ТВУ-80 (емкость контейнера 80л) загружают 15мас.% заготовок из мельхиора, 83мас.% проволоки из мельхиора диаметром 3мм длиной 8мм с косым срезом и по 1мас.% абразивной пасты и воды. Режим работы ТВУ-80: амплитуда колебания контейнера 1 - 3мм, частота вращения вала 3000об./мин, продолжительность 1,5ч. В установку ЦПУ-475 загружают 8мас.% заготовок, по 45,2мас.% кожаных и древесных отходов и 1,6мас.% полировальной пасты. Режим работы ЦПУ: частота вращения планшайбы с контейнерами 580об./мин, частота вра щения контейнеров 70об./мин, продолжительность 1ч. Остальное, как в примере 1. Качество поверхности полученных изделий высокое, следов обработки нет. Примеры 5 - 10, выходящие за пределы предлагаемого способа: Пример 5. Осуществляют загрузку ТВУ-5: 14,9мас.% заготовок из циркония 83,1мас.%, проволоки из циркония диаметром 2 и длиной 4,5мм, по 1мас.% абразивной пасты и воды. В установку ЦПУ-475 помещают 7,9мас.% заготовок, по 45,2мас.% кожаного и древесного наполнителя и 1,7мас.% полировальной пасты. Остальное, как в примере 1. На отдельных изделиях наблюдаются следы обработки. Пример 6. В вибрационную установку загружают 14мас.% заготовок из стали 12Х18Н10Т, 83,8мас.%, стальной проволоки диаметром 2мм и длиной 3мм, 1,1мас.% абразивной пасты и 1,1мас.% воды. В центробежно-планетарную установку помещают 8,7мас.% заготовок, 45,3мас.% кожаных отходов, 45мас.% древесных отходов и 1мас.% полировальной пасты. Остальное, как в примере 1. На изделиях имеются следы механической обработки. Пример 7. В виброустановку загружают 16,4мас.% стальных заготовок 82,3мас.%, стальной проволоки (03,5 ´ 4мм), 0,5мас.% абразивной пасты и 0,8мас.% воды. В центробежно-планетарную установку помещают 11,3мас.% заготовок, по 44мас.% кожаных и древесных отходов и 0,7мас.% полировальной пасты. Время работы установок по 2ч, режим их работы, как в примере 2. Остальное, как в примере 1. На изделиях заметны царапины и раковины. Пример 8. В виброустановке перемешивают 16,4мас.% стальных заготовок, 82,3мас.% стальной проволоки (04 ´ 7,5мм), 0,8мас.% абразивной пасты и 0,5мас.% воды. В центробежно-планетарной установке обрабатывают 9мас.% заготовок, 45,1мас.% кожаных отходов, 45,3мас.% древесных опилок и стружек и 0,6мас.% полировальной пасты. Режим работы установок, как в примере 2, время их работы по 2ч. Остальное, как в примере 1. На изделиях имеются следы обработки. Пример 9. В вибрационной установке перемешивают 18,5мас.% заготовок из циркония, 79,9мас.% проволоки диаметром 2,5мм и длиной 5мм и по 0,8мас.% абразивной пасты и воды. В центробежно-планетарной установке обрабатывают 11,1мас.% заготовок, 45мас.% измельченных кожаных отходов, 42,9мас.% древесных отходов и 1мас.% полировальной пасты. Режим работы, как в примере 1. На изделиях заметны следы обработки, царапины. Пример 10. В виброустановке обрабатывают 18,9мас.% заготовок из мельхиора, 79,5мас.% мельхиоровой проволоки диаметром 4 и длиной 8мм и по 0,8мас.% остальных компонентов. В центробежно-планетарной установке обрабатывают 11,2мас.% заготовок, 43мас.% кожи, 45мас.% древесных отходов и 0,8мас.% пасты. Режим работы, как в примере 4. Остальное, как в примере 1. На изделиях имеются следы механической обработки и царапины. Лучшие результаты при механизированной обработке изделий получены (см. примеры 1 - 4) за счет выбора наиболее благоприятных составляющих рабочих шлифовальных и полировальных смесей: Таким образом, оптимальной шлифовальной смесью при виброобработке является, мас.%: изделия 15 18,8; металлический наполнитель с косым срезом 80 - 83; абразивная паста и вода 0,6 - 1,0. Оптимальная полировальная смесь, мас.%: изделия 8 - 11; наполнитель (кожаные и древесные отходы) 44,1 - 45,2; полировальная паста 0,8 - 1,6. Предлагаемый способ механизированной обработки изделий по сравнению с существующим (прототипом) обеспечивает следующие технические результаты и преимущества: осуществление комплексной механизированной обработки металлических изделий (цирконий, нержавеющая сталь, мельхиор и др.), совмещающее удаление заусениц и окалины, округление кромок, глубокое и тонкое шлифование и полирование за счет проведения перемешивания в вибрационной и полирования в центробежно-планетарной установках, установление оптимальных соотношений составляющих рабочей смеси (по прототипу: тонкое шлифование и полирование не проводится); повышение качества изделий - улучшение параметра шероховатости в 5 - 9,5 раз в результате проведения комплексной механизированной обработки в оптимальных условиях (по предлагаемому способу: параметр шероховатости 0,022 - 0,029мкм, по прототипу: 0,15 - 0,21мкм); увеличение производительности в 2 - 4 раза за счет осуществления комплексной механизированной обработки в оптимальных условиях (по предлагаемому способу: 1,2 - 1,8кг/ч изделий, по прототипу: 0,6 - 0,9кг/ч при одинаковой емкости контейнера); многократное использование рабочей смеси для полирования (не менее 5 - 6 раз) в результате увеличения ее срока службы, обусловленное выбором наполнителя, его обволакивания пастой предлагаемого состава с выраженным адсорбционным и диспергирующим эффектом. Предлагаемое изобретение опробовано в промышленных условиях при механизированной обработке изделий из циркония -корпуса часов, серьги, браслеты, кольца и чайные ложки (г.Глазов, Россия, МП "Циркониум"). Способ механизированной обработки коронок и протезов из нержавеющей стали проведен на Сырдарьинской областной стоматполиклинике (г.Гулистан, Узбекистан). По этому способу обрабатывались столовые и десертные ложки из мельхиора (г.Киев, СП "Проминь-ЭКСПО"). Предлагаемый способ механизированной обработки изделий обеспечивает значительное увеличение производительности, повышение качества поверхности обрабатываемых изделий и улучшение эстетического вида готовой продукции.
ДивитисяДодаткова інформація
Автори англійськоюZaporozhets Oleksandr Andriiovych, Dzhemelinskyi Vitalii Vasyliovych
Автори російськоюЗапорожец Александр Андреевич, Джемелинский Виталий Васильевич
МПК / Мітки
МПК: B24B 31/00, B24B 31/06
Мітки: обробки, механізованої, виробів, спосіб
Код посилання
<a href="https://ua.patents.su/5-25407-sposib-mekhanizovano-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб механізованої обробки виробів</a>
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8688
Опубліковано: 30.09.1996
Автори: Верещака Анатолій Степанович, Андреєв Анатолій Афанасійович, Ступак Римма Іванівна, Григор'єв Сергій Миколайович, Саблєв Леонід Павлович
МПК: C23C 14/48
Мітки: хіміко-термічної, виробів, спосіб, обробки
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного газового разряда вакуумно-дуговым разрядом, нагрев изделий и обработку в плазме реакционного газа, отличающийся тем, что, с целью повышения износостойкости изделий без снижения производительности обработки, обработку в плазме реакционного газа проводят бомбардировкой электронами несамостоятельного разряда при давлении реакционного газа...
Пристрій для обробки виробів у технологічній рідині
Номер патенту: 11650
Опубліковано: 25.12.1996
Автори: Подольський Юзеф Ківович, Горелик Игорь Моисеевич, Ратнер Ісаак Срулевич, Дергачев Евгений Александрович, Лобжанидзе Виталий Антонович, Мейтин Роберт Якович, Кавин Евгений Васильевич
МПК: B65G 49/00
Мітки: обробки, рідини, пристрій, технологічний, виробів
Формула / Реферат:
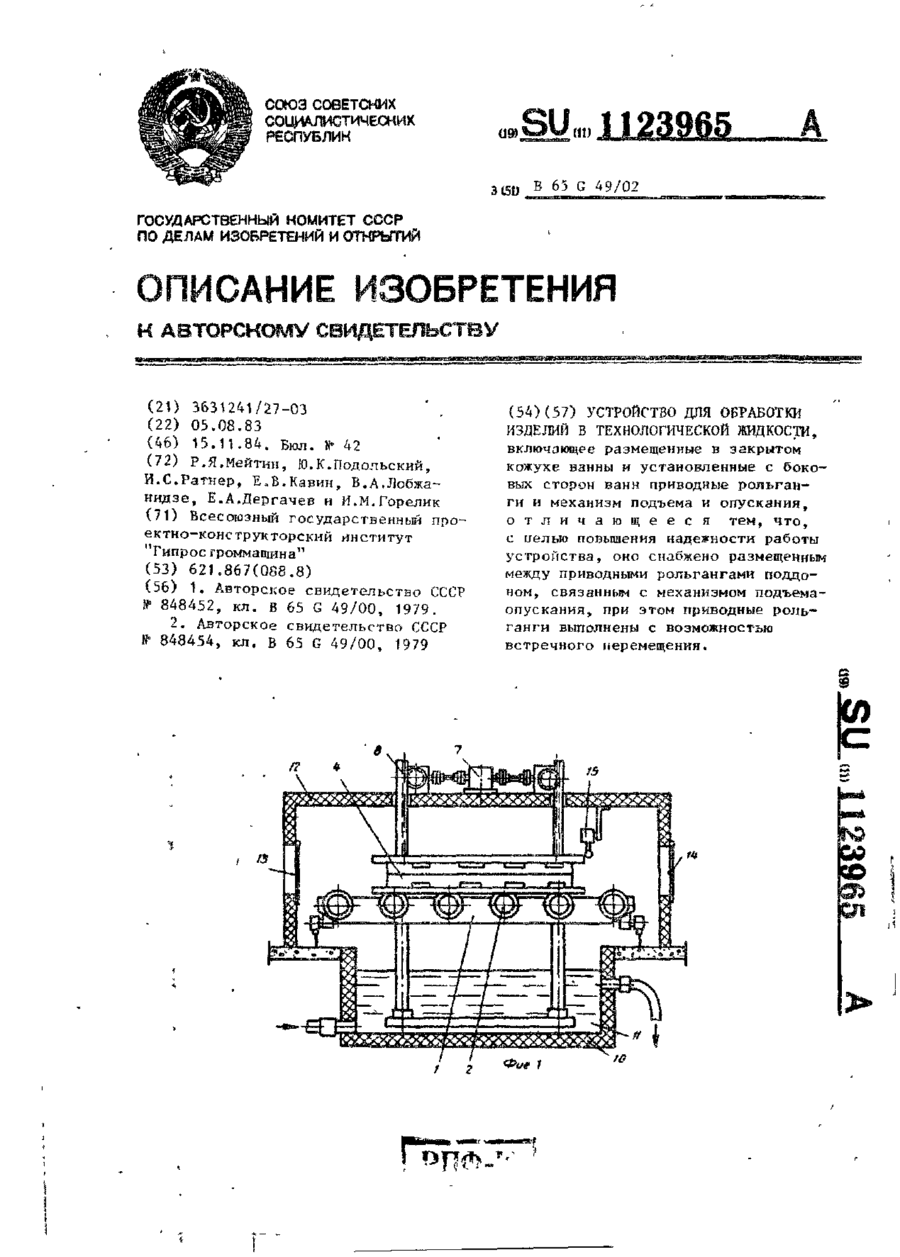
Устройство для обработки изделий в технологической жидкости, включающее размещенные в закрытом кожухе ванны и установленные с боковых сторон ванн приводные рольганги и механизм подъема и опускания, отличающееся тем, что, с целью повышения надежности работы устройства, оно снабжено размещенным между приводными рольгангами поддоном, связанным с механизмом подъема-опускания, при этом приводные рольганги выполнены с возможностью встречного...
Спосіб декоративної обробки виробів з деревних матеріалів
Номер патенту: 4421
Опубліковано: 27.12.1994
Автори: Фрідлянд Михайло Ізраілевич, Гордіенко Володимир Васильович, Прудников Петро Герасимович
Мітки: виробів, деревних, спосіб, матеріалів, обробки, декоративної
Формула / Реферат:
1. Способ декоративной обработки изделий из древесных материалов, заключающийся в ступенчатой горячей напрессовке термостойкой плен-ки на поверхность изделия и ее последующем удалении, отличающийся тем, что, с целью повышения качества обработки, на поверхность изделия предварительно наклеивают декоративную пленку с последующим наложением на нее термостойкой пленки для их совместной напрессовки, при этом после удаления термостойкой пленки...
Установка для обробки поверхонь виробів
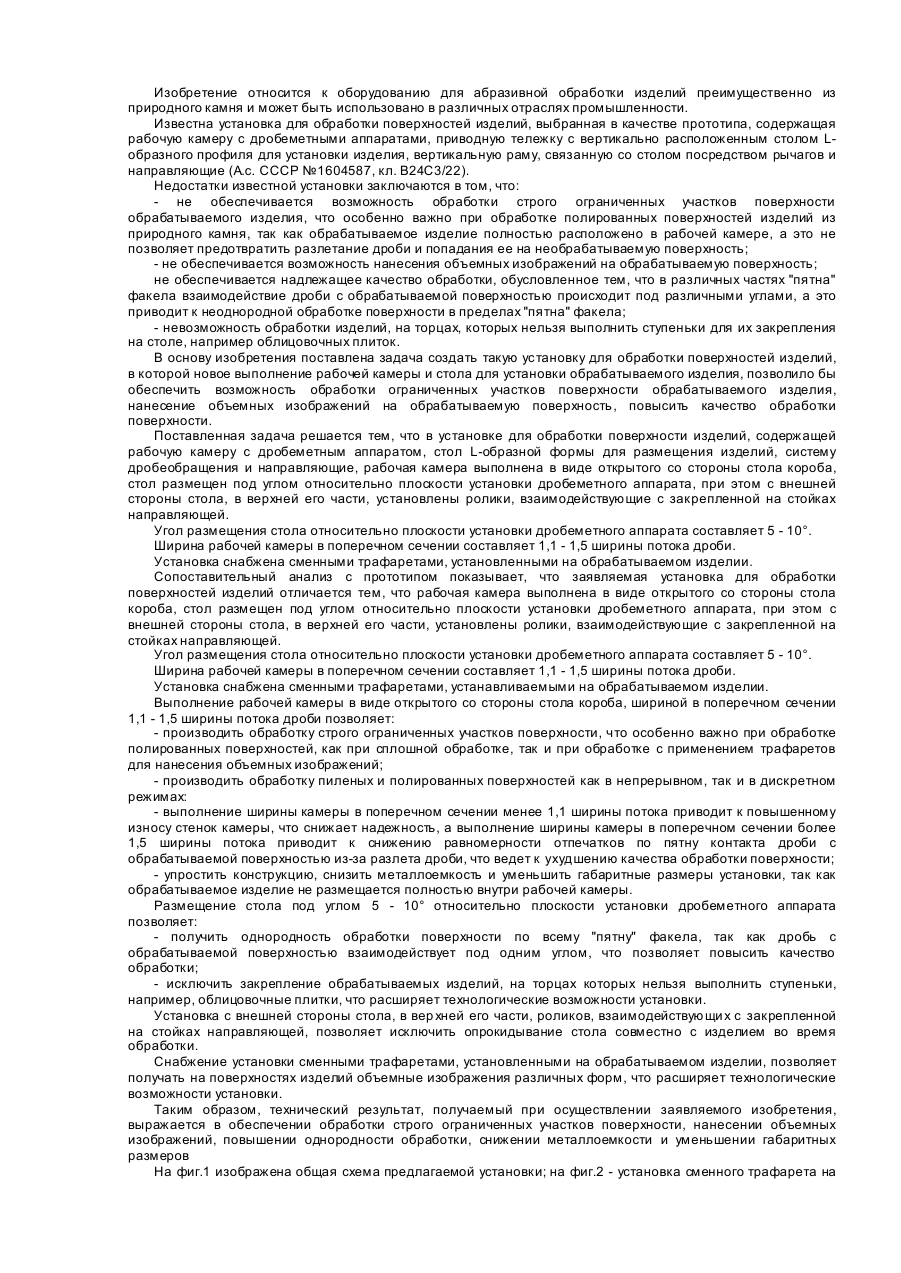
Номер патенту: 21592
Опубліковано: 06.01.1998
Автор: Скрипниченко Анатолій Іванович
МПК: B24C 3/00
Мітки: виробів, поверхонь, обробки, установка
Формула / Реферат:
1. Установка для обработки поверхностей изделий, содержащая рабочую камеру с дробемет-ным аппаратом, стол L-образной формы для размещения изделий с роликами в нижней части, систему дробеобращения и направляющие, отличающаяся тем, что рабочая камера выполнена в виде открытого со стороны стола короба, стол размещен под углом относительно плоскости установки дробеметного аппарата, при этом с внешней стороны стола, в верхней его части,...
Спосіб обробки металічних виробів
Номер патенту: 8624
Опубліковано: 30.09.1996
Автори: Саблєв Леонід Павлович, Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович, Верещака Анатолій Степанович, Ступак Римма Іванівна
МПК: C23C 14/48
Мітки: обробки, спосіб, металічних, виробів
Формула / Реферат:
Способ обработки металлических изделий, включающий нагрев изделий заряженными частицами до температуры упрочнения, очистку ионной обработкой и формирование упрочненного слоя на изделии, отличающийся тем, что, с целью повышения эффективности обработки, нагрев осуществляют электронами несамостоятельного газового разряда, инициируемого вакуумно-дуговым разрядом.
Попередній патент: Збірна фасонна фреза
Наступний патент: Спосіб захисту від шуму
Випадковий патент: Проточний коаксіальний вітроелектромеханічний нагрівач