Спосіб обробки металічних виробів
Номер патенту: 8624
Опубліковано: 30.09.1996
Автори: Григор'єв Сергій Миколайович, Андреєв Анатолій Афанасійович, Верещака Анатолій Степанович, Саблєв Леонід Павлович, Ступак Римма Іванівна
Формула / Реферат
Способ обработки металлических изделий, включающий нагрев изделий заряженными частицами до температуры упрочнения, очистку ионной обработкой и формирование упрочненного слоя на изделии, отличающийся тем, что, с целью повышения эффективности обработки, нагрев осуществляют электронами несамостоятельного газового разряда, инициируемого вакуумно-дуговым разрядом.
Текст
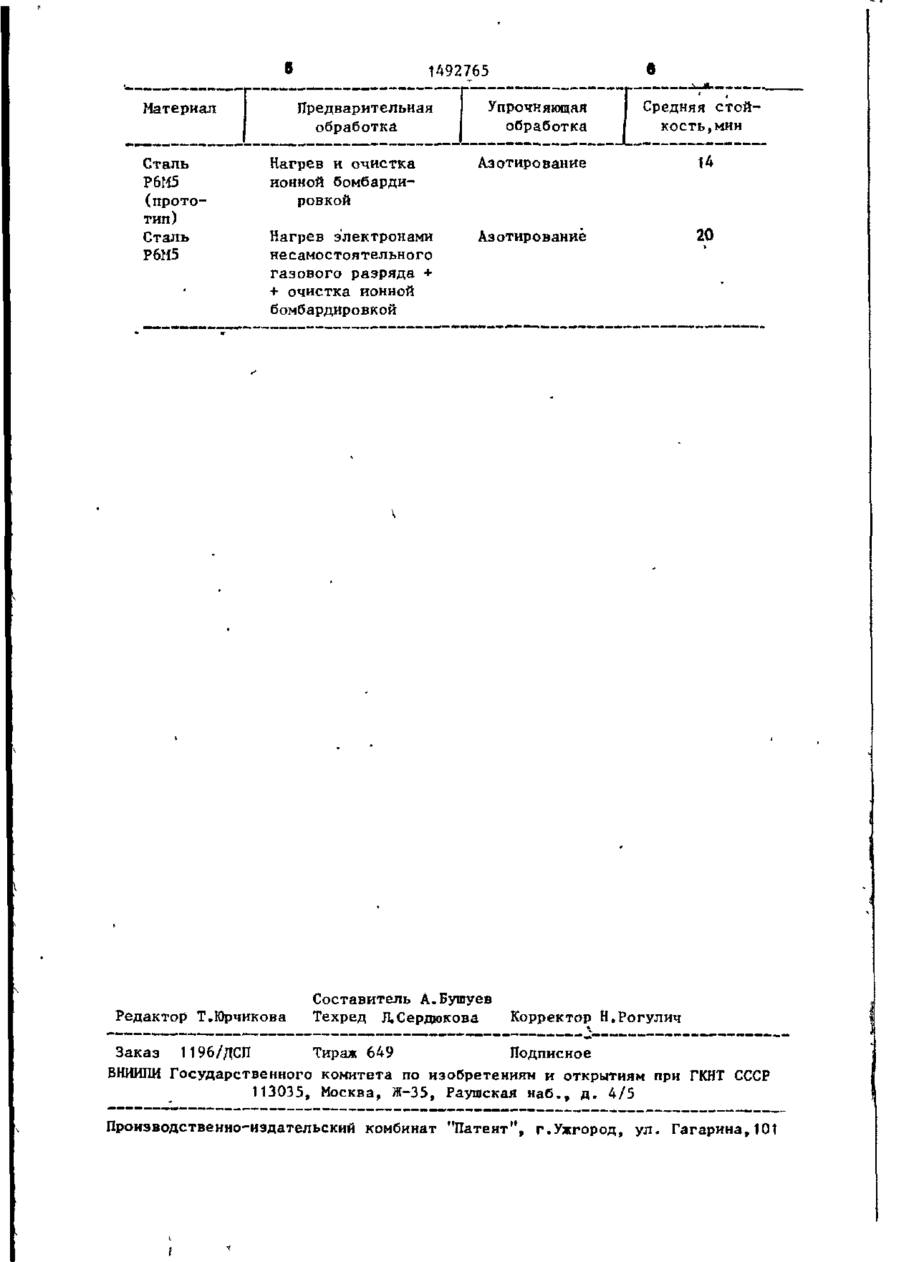
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ СОЮЗ СОВЕТСКИХ СОЦИАЛИСТ* РЕСПУБЛИК С 23 С 1 4 / 4 8 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ ГННТ СССР еятюпааяа і (21) 4321926/24- 21 (22) 05.10.86 (72) С.Н.Григорьев, А.А.Андреев, А.С.Верещака, Л.П.Саблев и Р.И.Ступак (53) 621.793.324.82(088.8) (56) Авторское свидетельство СССР № 1307886, кл. С 23 С 14/48, 1985. Прогрессивная технология металлообработки. Л.: Лениздат, 1985, с.103113. »(54) СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ , р (57) Изобретение относится к области обработки материалов в газовом разряде и может быть использовано в машиностроении для упрочнения режущего инструмента и деталей машин. Сущность изобретения заключается в разделении процессов нагрева и очистки изделия перед упрочняющей обработкой, что позволяет независимо друг от друга Изобретение относится к области обработки материалов в газовом разряде и может быть использовано в инструментальной промышленности для упрочнения режущего инструмента .и деталей машин. Целью изобретения является повышение эффективности обработки. Сущность изобретения заключается в разделении процессов нагрева и очистки изделия перед упрочняющей обработкой, что позволяет независимо друг ат друга нагреть изделие до 25-89 нагреть изделие до температуры обработки и провести очистку ионной бомбардировкой дозой порядка 1 9 ион/см, На изделие при нагреве подают положительный потенциал и осуществляют нагрев посредством бомбардировки электронами газовой плазмы. Электроны при бомбардировке че производят распыления поверхности упрочняемого изделия, что повышает эффективность последующей обработки. Несамостоятельный газовый разряд инициируется ва~ куумно-дуговым разрядом. При этом области металлической и газовой плазмы разделены оптически непрозрачным, но проницаемым для электрического поля экраном. Таким образом, в процессе нагрева изделия электронами .газовой плазмы поверхность упрочнения не запыляется металлом,что благоприятно сказывается на последующий процесс очистки поверхности упрочнения ионной бомбардировкой. 1 табл. температуры обработки и пронести очистку ионной бомбардировкой дозой ~101 9 ион/см 2 . На изделие при нагреве подают положительный потенциал и осуществляют нагрев посредством бомбардировки электронами газовой плазмы. Электроны при бомбардировке не производят распыление поверхности упрочняемого изделия, что повышает эффективность последующей обработки» Несамостоятельный газовый разряд иницируется вакуумко-дугогым разрядом, 1492765При этом области металлической и ганым потенциалом 250 В. Время нагрезовой плазмы разделены оптически нева изделий до температуры 510 С и л ? прозрачным, но проницаемым для электочистки дозой облучения - Ю ион/см •рического поля экраном. составляло 60 мин. Рабочий газ-аргон, Таким образом, в процессе нагрева давление аргона в камере -10 мм рт.ст. изделия электронами газовой плазмы Плотность ионного тока на изделия поверхность упрочнения не запыляется составляла 2 МА/см . металлом, что благоприятно сказываПосле ионной очистки изделий как ется на последующий процесс очистки 10 в первом, так и во втором случаях поверхности упрочнения ионной бомбарпроводили упрочняющую обработку методировкой. дом азотирования. При этом ток вакуП р и м е р . Обработке подвергаумно-дугового разряда составлял лись режущие пластины из стали Р6М5. 150 А,температура изделий -500 С, Операцию упрочнения пластин проводи- 15 парциальное давление азота '' ли азотированием в несамостоятельном 5* 10 мм рт.ст., время азотирования газовом разряде с нагревом и очисткой 30 мин. согласно предложенному способу и ионСреднюю стойкость изделий опреденой бомбардировкой согласно прототиляли про точении стали 40 Х(190) пу. 20 на станке 1 А62 с бесступенчатым приОбрабатывались две партии пластин водом при режимах резания^ = 50 м/мин, по 5 шт. в партии. S = 0,3 мм/об, t = 2 мм. За критерий В первом случае нагрев и очистку износа было принято время, при котоповерхности упрочнения проводили разром достигался износ по задней подельно . 25 верхности, равный 0,3 мм. При нагреве ток вакуумно-дугового Результаты стойкостных испытаний разряда составлял 130 А. На изделия приведены в таблице. подавали положительный потенциал относительно катода 57 В. В среде арСравнительные стойкостные испытагона при давлении 1*10 мм рт.ст. 30 ния показали, что предложенный способ возбуждали несамостоятельный газовый обработки металлических изделий поразряд инжекцией электронов из плаззволяет По сравнению со способом-промы вакуумно-дугового разряда. Поскольтотипом повысить эффективность обраку изделия являются анодом разряда, ботки изделий более чем 1,4 раза • то под воздействием электронной бомбез снижения производительности. 35 бардировки они прогревались до температуры 510°С. Время прогрева состаФ о р м у л а и з о б р е т е н и я вило 10 мин. При очистке на изделия подавали Способ обработки металлических отрицательный потенциал 250 Б. Плотизделий, включающий нагрев изделий 40 ность ионного тока составила 2МА/см 2 , заряженными частицами до температуры очистку проводили в течение 5 мин, упрочнения, очистку ионной обработчто соответствовало дозе облучения кой и формирование упрочненного слоя ~ 1 0 1 9 ион/см? на изделии, о т л и ч а ю щ и й ся Во втором случае нагрев и очистку тем, что, с целью повышения эффек45 изделий проводили совместно ионной тивности обработки, нагрев осуществбомбардировкой. При этом ток ваккумноляют электронами несамостоятельного дугового разряда составлял 200 А., газового разряда, инициируемого ваизделия находились под отрицатель'куумно-дуговым разрядом. в 1492765 Предварительная обработка Материал Сталь Р6М5 (прототип) Сталь Р6М5 Упрочняющая обработка Средняя стойкость, мин Нагрев и очистка ионной бомбардировкой Азотирование 14 Нагрев электронами несамостоятельного газового разряда + + очистка ионной бомбардировкой Азотирование 20 Редактор Т.Юрчикова Составитель А.Бушуев Техред ЛСердюкова Корректор Н.Рогулич Заказ 1196/ДСП Тираж 649 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of metal articles
Автори англійськоюHryhoriev Serhii Mykolaiovych, Andreiev Anatolii Afanasiiovych, Vereschaka Anatolii Stepanovych, Sabliev Leonid Pavlovych, Stupak Rymma Ivanivna
Назва патенту російськоюСпособ обработки металлических изделий
Автори російськоюГригоръев Сергей Николаевич, Андреев Анатолий Афанасьевич, Верещака Анатолий Степанович, Саблев Леонид Павлович, Ступак Римма Ивановна
МПК / Мітки
МПК: C23C 14/48
Мітки: спосіб, виробів, металічних, обробки
Код посилання
<a href="https://ua.patents.su/4-8624-sposib-obrobki-metalichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металічних виробів</a>
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8688
Опубліковано: 30.09.1996
Автори: Саблєв Леонід Павлович, Григор'єв Сергій Миколайович, Андреєв Анатолій Афанасійович, Ступак Римма Іванівна, Верещака Анатолій Степанович
МПК: C23C 14/48
Мітки: хіміко-термічної, обробки, виробів, спосіб
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного газового разряда вакуумно-дуговым разрядом, нагрев изделий и обработку в плазме реакционного газа, отличающийся тем, что, с целью повышения износостойкости изделий без снижения производительности обработки, обработку в плазме реакционного газа проводят бомбардировкой электронами несамостоятельного разряда при давлении реакционного газа...
Спосіб зміни забарвлення виробів із монокристалів діоксиду цирконію
Номер патенту: 6741
Опубліковано: 29.12.1994
Автори: Цибульов Павло Миколайович, Сердюк Георгій Нікандрович, Ткачук Борис Васильович, Пархоменко Володимир Дмитрович
МПК: C30B 33/04, C30B 29/16
Мітки: спосіб, виробів, цирконію, монокристалів, зміни, забарвлення, діоксиду
Формула / Реферат:
Способ изменения окраски изделий из монокристаллов диоксида циркония, включающий изотермическую выдержку изделий в вакууме, отличающийся тем, что изотермическую выдержку изделий осуществляют при температуре 400-1200°С в течение 10-30 мин в тлеющем разряде с энергией электронов 1-2 кэВ, создаваемом в вакууме остаточной атмосферы 0,3-3 Па.
Спосіб теплової обробки виробів із важкого бетону
Номер патенту: 2465
Опубліковано: 26.12.1994
Автори: Коршунов Михайло Олександрович, Дикань Сергій Антонович, Калініченко Станіслав Іванович, Улько Петро Іванович
МПК: C04B 40/02
Мітки: важкого, спосіб, бетону, теплової, обробки, виробів
Формула / Реферат:
Способ тепловой обработки изделий из тяжелого бетона, включающий нагрев в среде продуктов сгорания природного газа при нормальном давлении до 85—95 °C с регулируемой скоростью повышения температуры и понижения влажности среды до 20—40 % с последующим остыванием, отличающийся тем, что, с целью снижения расхода газа при сохранении прочности бетона, повышение температуры среды осуществляют со скоростью: 30—50°С/ч в течение 0,5ч; 14—20°С/ч в...
Спосіб термічної обробки великогабаритних виробів
Номер патенту: 3591
Опубліковано: 27.12.1994
Автори: Калиновський Сергій Костянтинович, Толстих Владислав Самуїлович, Дроб'язко Володимир Олексійович, Дейнеко Леонід Миколайович, Большаков Володимир Іванович, Іл'юшонок Валерій Васильович, Куксенко Іван Васильович, Власов Леонід Олексійович, Рязанцев Юрій Михайлович
МПК: C21D 1/56
Мітки: виробів, обробки, термічної, спосіб, великогабаритних
Формула / Реферат:
1. Способ термической обработки крупногабаритных изделий, включающий нагрев, выдержку, охлаждение в баке с нагретой закалочной средой и отпуск, отличающийся тем, что, с целью снижения коробления изделий и повышения безопасности труда за счет предотвращения выброса закалочной среды, охлаждение осуществляют в две стадии, на первой из которых охлаждают в воде с температурой tкип -10°С - tкип или водных растворах солей с температурой tкип -...
Спосіб хіміко-термічної обробки металевих виробів
Номер патенту: 5105
Опубліковано: 28.12.1994
Автори: Фальченко Віталій Митрофанович, Поліщук Дмитро Федорович, Тишкевич Віктор Михайлович, Мазанко Володимир Федорович, Ворона Сергій Петрович
МПК: C23C 8/06
Мітки: виробів, хіміко-термічної, обробки, спосіб, металевих
Формула / Реферат:
Способ химико-термической обработки металлических изделий, включающий нагрев до температуры насыщения с использованием насыщающей газообразной среды под импульсным давлением, отличающийся тем, что, с целью интенсификации процесса, нагрев и выдержку проводят в насыщающей среде при ее импульсном сжатии в процессе выдержки до давления 1·103-1,5-103 ''Па с»ери«д« >5-10>иa.
Попередній патент: Спосіб приготування корму для сільськогосподарських тварин
Наступний патент: Спосіб хіміко-термічної обробки виробів
Випадковий патент: Засіб термічної обробки порошків