Гідравлічні скрапні ножиці з автоматизованою системою керування процесом
Номер патенту: 25916
Опубліковано: 27.08.2007
Автори: Тарасов Олександр Федорович, Вінников Максим Олександрович
Формула / Реферат
Гідравлічні скрапні ножиці з автоматизованою системою керування процесом, що містять бункер для засипки скрапу, повзун з приводом для локального попереднього ущільнення скрапу, який має виступ у формі клину, ширина якого не менше ширини ножів, і розміщений на відстані кроку повздовжньої подачі від площини розділення, шибер, яким подають скрап на крок повздовжньої подачі, раму та повзун, на яких розміщені нерухомий та рухомий ножі відповідно, систему керування, які відрізняються тим, що шибер повздовжньої подачі виконаний складеним з не менше ніж двох, наприклад, двох або трьох частин, які мають приводи із можливістю автономної або синхронної спільної роботи, повзун або рухомий ніж, виконаний у вигляді рамної конструкції, причому у верхньому положенні повзуна нижня частина рухомого ножа піднята вище площини розташування дна бункера нерухомого ножа з можливістю у цьому положенні блокування переміщення шибером нижнього шару скрапу, система керування містить блоки контролю положення рухомих частин ножиць: повзуна для локального ущільнення, повзуна для розділення та шиберів, а також контролю зміни зусилля повздовжньої подачі, локального ущільнення скрапу клиновим виступом і зусилля розділення, блоки керування приводами повзуна з клиновим виступом та повзуна для розділення, блок керування приводами шиберів для автономної або синхронної спільної роботи, блок реєстрації, накопичення та збереження статистичної інформації про попередні цикли процесу переробки скрапу, блок прийняття рішення для узгодженої роботи приводів шиберів та повзунів згідно із статистичною моделлю та алгоритмом переробки скрапу на ножицях, блок корегування статистичної моделі і реалізації алгоритму керування переробкою скрапу на основі отриманої інформації про хід процесу переробки скрапу.
Текст
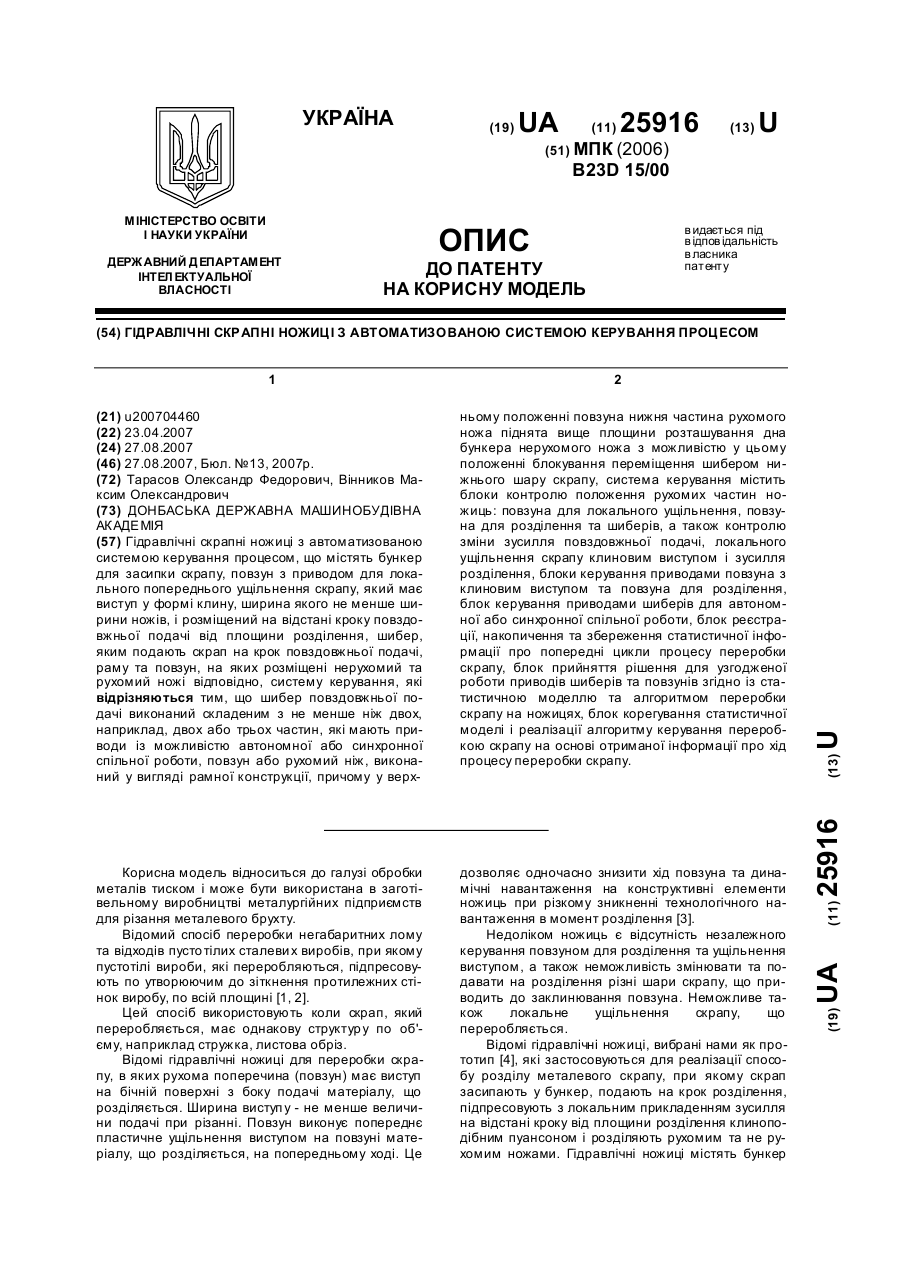
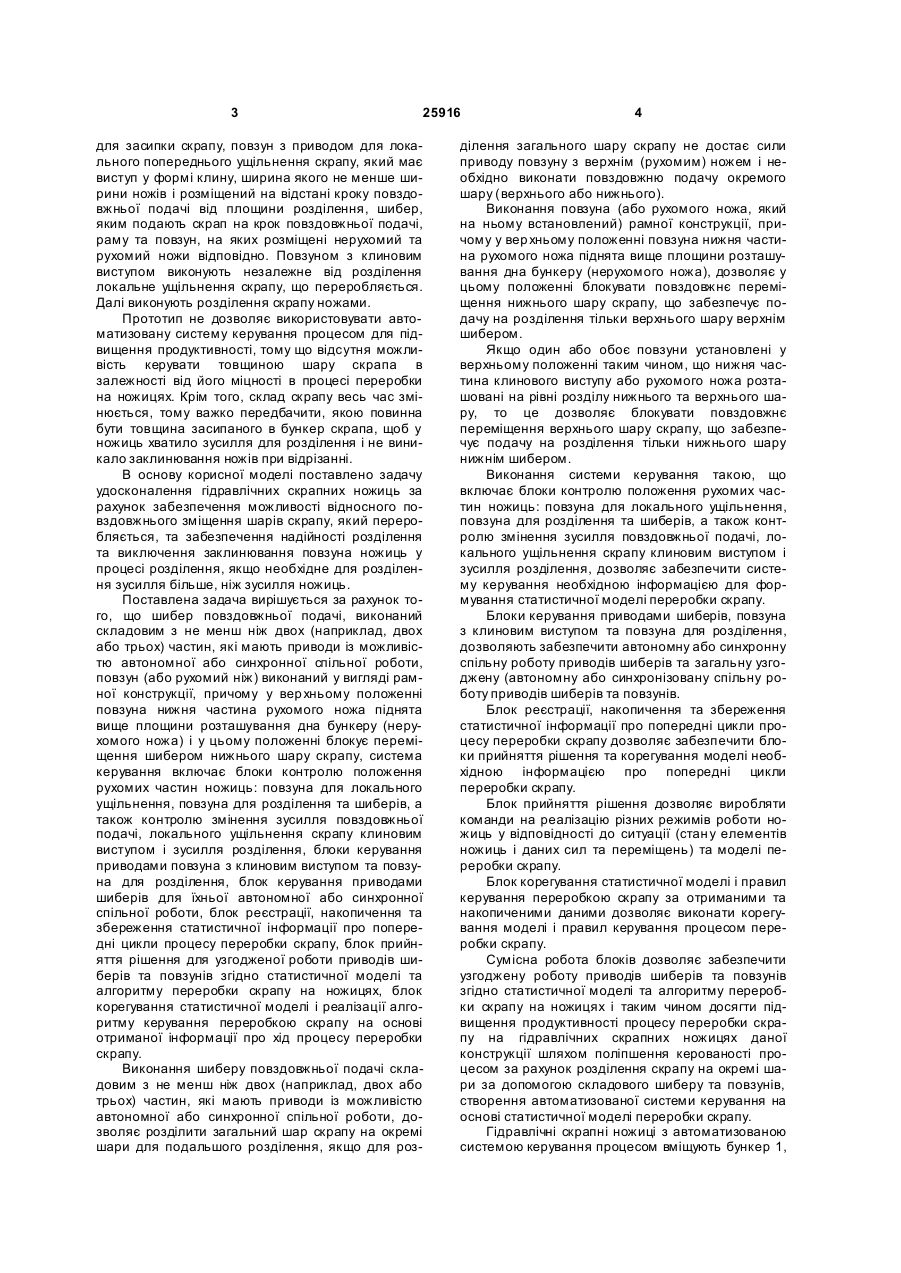
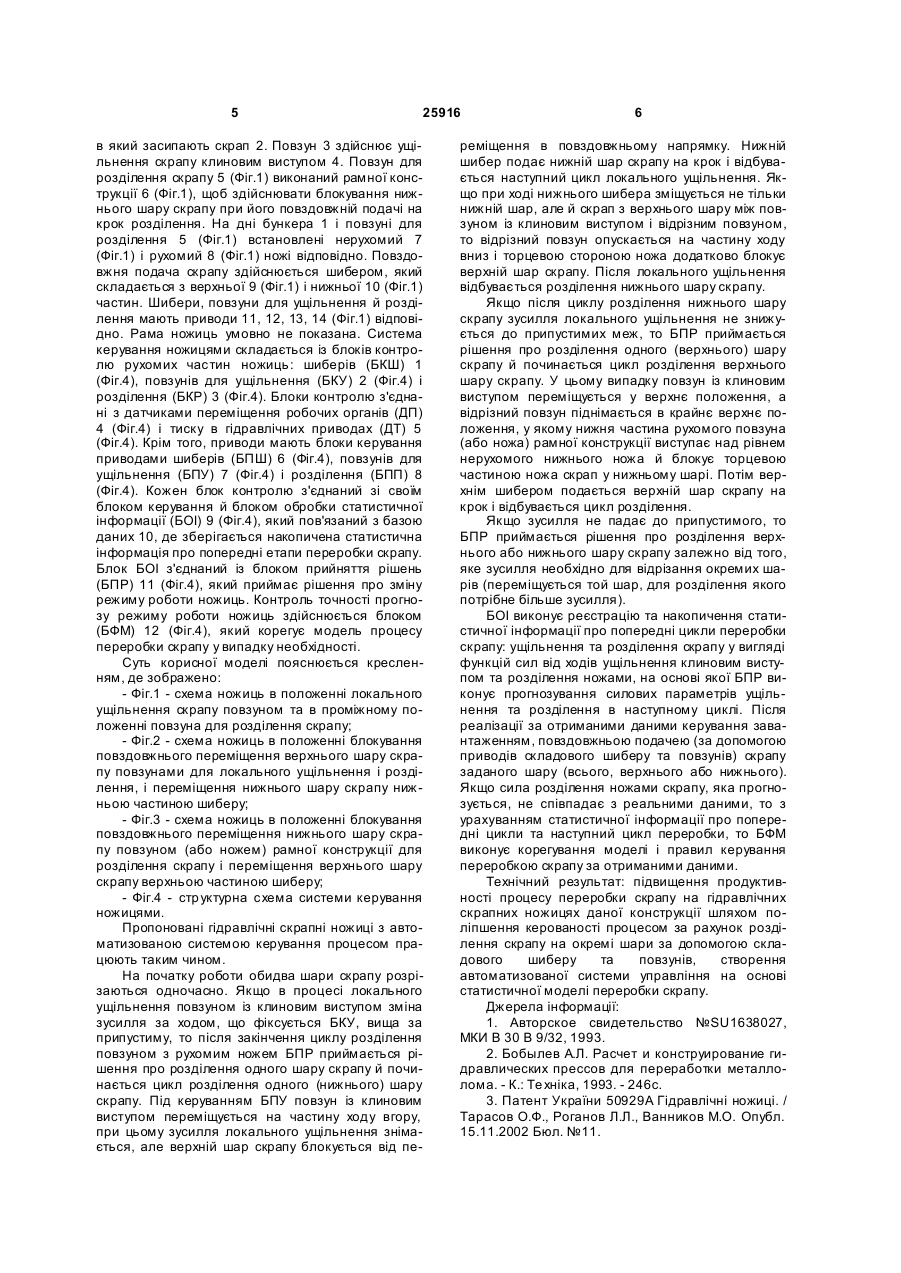
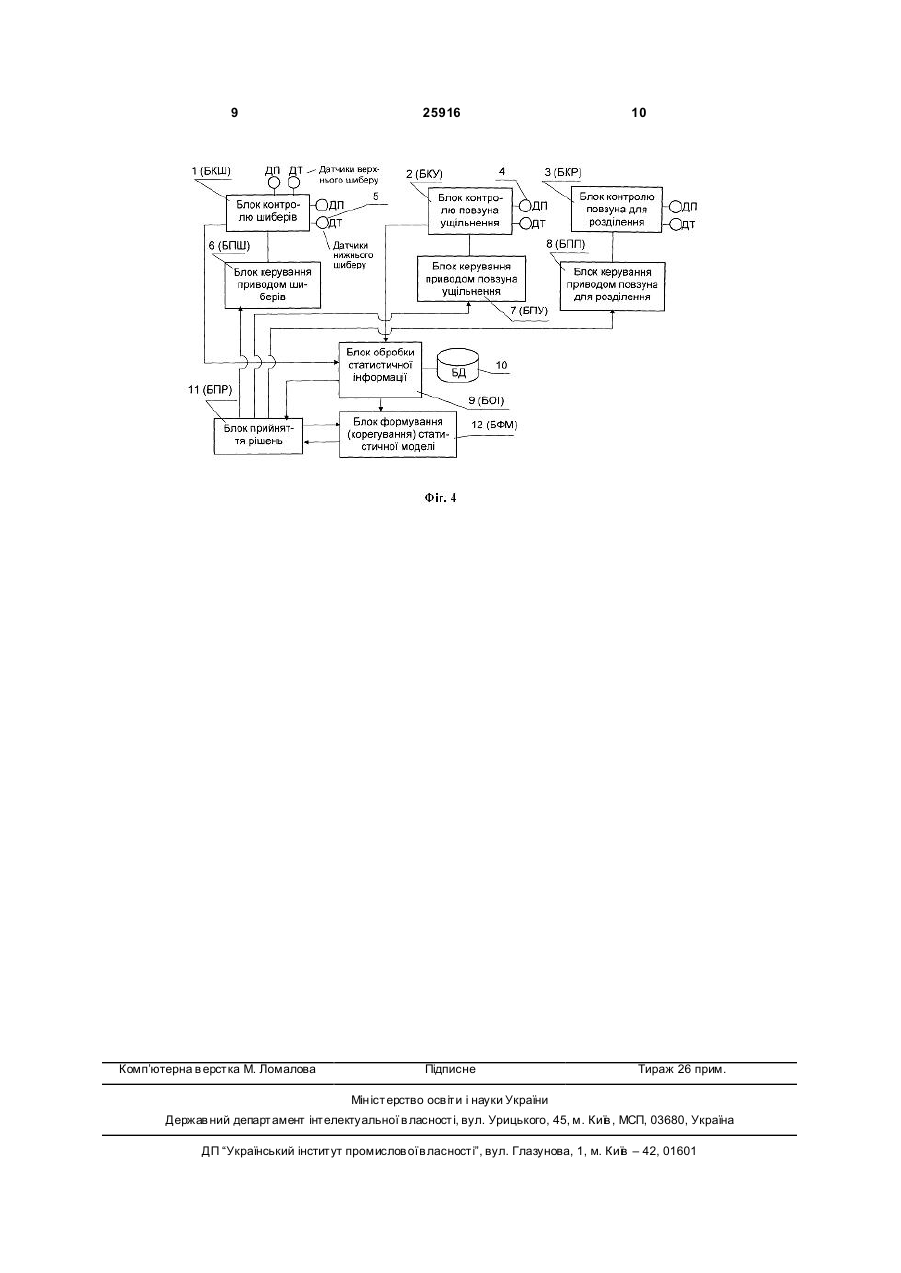
Гідравлічні скрапні ножиці з автоматизованою системою керування процесом, що містять бункер для засипки скрапу, повзун з приводом для локального попереднього ущільнення скрапу, який має виступ у формі клину, ширина якого не менше ширини ножів, і розміщений на відстані кроку повздовжньої подачі від площини розділення, шибер, яким подають скрап на крок повздовжньої подачі, раму та повзун, на яких розміщені нерухомий та рухомий ножі відповідно, систему керування, які відрізняються тим, що шибер повздовжньої подачі виконаний складеним з не менше ніж двох, наприклад, двох або трьох частин, які мають приводи із можливістю автономної або синхронної спільної роботи, повзун або рухомий ніж, виконаний у вигляді рамної конструкції, причому у верх U 2 (19) 1 3 25916 для засипки скрапу, повзун з приводом для локального попереднього ущільнення скрапу, який має виступ у формі клину, ширина якого не менше ширини ножів і розміщений на відстані кроку повздовжньої подачі від площини розділення, шибер, яким подають скрап на крок повздовжньої подачі, раму та повзун, на яких розміщені нерухомий та рухомий ножи відповідно. Повзуном з клиновим виступом виконують незалежне від розділення локальне ущільнення скрапу, що переробляється. Далі виконують розділення скрапу ножами. Прототип не дозволяє використовувати автоматизовану систему керування процесом для підвищення продуктивності, тому що відсутня можливість керувати товщиною шару скрапа в залежності від його міцності в процесі переробки на ножицях. Крім того, склад скрапу весь час змінюється, тому важко передбачити, якою повинна бути товщина засипаного в бункер скрапа, щоб у ножиць хватило зусилля для розділення і не виникало заклинювання ножів при відрізанні. В основу корисної моделі поставлено задачу удосконалення гідравлічних скрапних ножиць за рахунок забезпечення можливості відносного повздовжнього зміщення шарів скрапу, який переробляється, та забезпечення надійності розділення та виключення заклинювання повзуна ножиць у процесі розділення, якщо необхідне для розділення зусилля більше, ніж зусилля ножиць. Поставлена задача вирішується за рахунок того, що шибер повздовжньої подачі, виконаний складовим з не менш ніж двох (наприклад, двох або трьох) частин, які мають приводи із можливістю автономної або синхронної спільної роботи, повзун (або рухомий ніж) виконаний у вигляді рамної конструкції, причому у вер хньому положенні повзуна нижня частина рухомого ножа піднята вище площини розташування дна бункеру (нерухомого ножа) і у цьому положенні блокує переміщення шибером нижнього шару скрапу, система керування включає блоки контролю положення рухомих частин ножиць: повзуна для локального ущільнення, повзуна для розділення та шиберів, а також контролю змінення зусилля повздовжньої подачі, локального ущільнення скрапу клиновим виступом і зусилля розділення, блоки керування приводами повзуна з клиновим виступом та повзуна для розділення, блок керування приводами шиберів для їхньої автономної або синхронної спільної роботи, блок реєстрації, накопичення та збереження статистичної інформації про попередні цикли процесу переробки скрапу, блок прийняття рішення для узгодженої роботи приводів шиберів та повзунів згідно статистичної моделі та алгоритму переробки скрапу на ножицях, блок корегування статистичної моделі і реалізації алгоритму керування переробкою скрапу на основі отриманої інформації про хід процесу переробки скрапу. Виконання шиберу повздовжньої подачі складовим з не менш ніж двох (наприклад, двох або трьох) частин, які мають приводи із можливістю автономної або синхронної спільної роботи, дозволяє розділити загальний шар скрапу на окремі шари для подальшого розділення, якщо для роз 4 ділення загального шару скрапу не достає сили приводу повзуну з верхнім (рухомим) ножем і необхідно виконати повздовжню подачу окремого шару (верхнього або нижнього). Виконання повзуна (або рухомого ножа, який на ньому встановлений) рамної конструкції, причому у вер хньому положенні повзуна нижня частина рухомого ножа піднята вище площини розташування дна бункеру (нерухомого ножа), дозволяє у цьому положенні блокувати повздовжнє переміщення нижнього шару скрапу, що забезпечує подачу на розділення тільки верхнього шару верхнім шибером. Якщо один або обоє повзуни установлені у верхньому положенні таким чином, що нижня частина клинового виступу або рухомого ножа розташовані на рівні розділу нижнього та верхнього шару, то це дозволяє блокувати повздовжнє переміщення верхнього шару скрапу, що забезпечує подачу на розділення тільки нижнього шару нижнім шибером. Виконання системи керування такою, що включає блоки контролю положення рухомих частин ножиць: повзуна для локального ущільнення, повзуна для розділення та шиберів, а також контролю змінення зусилля повздовжньої подачі, локального ущільнення скрапу клиновим виступом і зусилля розділення, дозволяє забезпечити систему керування необхідною інформацією для формування статистичної моделі переробки скрапу. Блоки керування приводами шиберів, повзуна з клиновим виступом та повзуна для розділення, дозволяють забезпечити автономну або синхронну спільну роботу приводів шиберів та загальну узгоджену (автономну або синхронізовану спільну роботу приводів шиберів та повзунів. Блок реєстрації, накопичення та збереження статистичної інформації про попередні цикли процесу переробки скрапу дозволяє забезпечити блоки прийняття рішення та корегування моделі необхідною інформацією про попередні цикли переробки скрапу. Блок прийняття рішення дозволяє виробляти команди на реалізацію різних режимів роботи ножиць у відповідності до ситуації (стан у елементів ножиць і даних сил та переміщень) та моделі переробки скрапу. Блок корегування статистичної моделі і правил керування переробкою скрапу за отриманими та накопиченими даними дозволяє виконати корегування моделі і правил керування процесом переробки скрапу. Сумісна робота блоків дозволяє забезпечити узгоджену роботу приводів шиберів та повзунів згідно статистичної моделі та алгоритму переробки скрапу на ножицях і таким чином досягти підвищення продуктивності процесу переробки скрапу на гідравлічних скрапних ножицях даної конструкції шляхом поліпшення керованості процесом за рахунок розділення скрапу на окремі шари за допомогою складового шиберу та повзунів, створення автоматизованої системи керування на основі статистичної моделі переробки скрапу. Гідравлічні скрапні ножиці з автоматизованою системою керування процесом вміщують бункер 1, 5 25916 в який засипають скрап 2. Повзун 3 здійснює ущільнення скрапу клиновим виступом 4. Повзун для розділення скрапу 5 (Фіг.1) виконаний рамної конструкції 6 (Фіг.1), щоб здійснювати блокування нижнього шару скрапу при його повздовжній подачі на крок розділення. На дні бункера 1 і повзуні для розділення 5 (Фіг.1) встановлені нерухомий 7 (Фіг.1) і рухомий 8 (Фіг.1) ножі відповідно. Повздовжня подача скрапу здійснюється шибером, який складається з верхньої 9 (Фіг.1) і нижньої 10 (Фіг.1) частин. Шибери, повзуни для ущільнення й розділення мають приводи 11, 12, 13, 14 (Фіг.1) відповідно. Рама ножиць умовно не показана. Система керування ножицями складається із блоків контролю рухомих частин ножиць: шиберів (БКШ) 1 (Фіг.4), повзунів для ущільнення (БКУ) 2 (Фіг.4) і розділення (БКР) 3 (Фіг.4). Блоки контролю з'єднані з датчиками переміщення робочих органів (ДП) 4 (Фіг.4) і тиску в гідравлічних приводах (ДТ) 5 (Фіг.4). Крім того, приводи мають блоки керування приводами шиберів (БПШ) 6 (Фіг.4), повзунів для ущільнення (БПУ) 7 (Фіг.4) і розділення (БПП) 8 (Фіг.4). Кожен блок контролю з'єднаний зі своїм блоком керування й блоком обробки статистичної інформації (БОI) 9 (Фіг.4), який пов'язаний з базою даних 10, де зберігається накопичена статистична інформація про попередні етапи переробки скрапу. Блок БОI з'єднаний із блоком прийняття рішень (БПР) 11 (Фіг.4), який приймає рішення про зміну режиму роботи ножиць. Контроль точності прогнозу режиму роботи ножиць здійснюється блоком (БФМ) 12 (Фіг.4), який корегує модель процесу переробки скрапу у випадку необхідності. Суть корисної моделі пояснюється кресленням, де зображено: - Фіг.1 - схема ножиць в положенні локального ущільнення скрапу повзуном та в проміжному положенні повзуна для розділення скрапу; - Фіг.2 - схема ножиць в положенні блокування повздовжнього переміщення верхнього шару скрапу повзунами для локального ущільнення і розділення, і переміщення нижнього шару скрапу нижньою частиною шиберу; - Фіг.3 - схема ножиць в положенні блокування повздовжнього переміщення нижнього шару скрапу повзуном (або ножем) рамної конструкції для розділення скрапу і переміщення верхнього шару скрапу верхньою частиною шиберу; - Фіг.4 - стр уктурна схема системи керування ножицями. Пропоновані гідравлічні скрапні ножиці з автоматизованою системою керування процесом працюють таким чином. На початку роботи обидва шари скрапу розрізаються одночасно. Якщо в процесі локального ущільнення повзуном із клиновим виступом зміна зусилля за ходом, що фіксується БКУ, вища за припустиму, то після закінчення циклу розділення повзуном з рухомим ножем БПР приймається рішення про розділення одного шару скрапу й починається цикл розділення одного (нижнього) шару скрапу. Під керуванням БПУ повзун із клиновим виступом переміщується на частину ходу вгору, при цьому зусилля локального ущільнення знімається, але верхній шар скрапу блокується від пе 6 реміщення в повздовжньому напрямку. Нижній шибер подає нижній шар скрапу на крок і відбувається наступний цикл локального ущільнення. Якщо при ході нижнього шибера зміщується не тільки нижній шар, але й скрап з верхнього шару між повзуном із клиновим виступом і відрізним повзуном, то відрізний повзун опускається на частину ходу вниз і торцевою стороною ножа додатково блокує верхній шар скрапу. Після локального ущільнення відбувається розділення нижнього шару скрапу. Якщо після циклу розділення нижнього шару скрапу зусилля локального ущільнення не знижується до припустимих меж, то БПР приймається рішення про розділення одного (верхнього) шару скрапу й починається цикл розділення верхнього шару скрапу. У цьому випадку повзун із клиновим виступом переміщується у верхнє положення, а відрізний повзун піднімається в крайнє верхнє положення, у якому нижня частина рухомого повзуна (або ножа) рамної конструкції виступає над рівнем нерухомого нижнього ножа й блокує торцевою частиною ножа скрап у нижньому шарі. Потім верхнім шибером подається верхній шар скрапу на крок і відбувається цикл розділення. Якщо зусилля не падає до припустимого, то БПР приймається рішення про розділення верхнього або нижнього шару скрапу залежно від того, яке зусилля необхідно для відрізання окремих шарів (переміщується той шар, для розділення якого потрібне більше зусилля). БОI виконує реєстрацію та накопичення статистичної інформації про попередні цикли переробки скрапу: ущільнення та розділення скрапу у вигляді функцій сил від ходів ущільнення клиновим виступом та розділення ножами, на основі якої БПР виконує прогнозування силових параметрів ущільнення та розділення в наступному циклі. Після реалізації за отриманими даними керування завантаженням, повздовжньою подачею (за допомогою приводів складового шиберу та повзунів) скрапу заданого шару (всього, верхнього або нижнього). Якщо сила розділення ножами скрапу, яка прогнозується, не співпадає з реальними даними, то з урахуванням статистичної інформації про попередні цикли та наступний цикл переробки, то БФМ виконує корегування моделі і правил керування переробкою скрапу за отриманими даними. Технічний результат: підвищення продуктивності процесу переробки скрапу на гідравлічних скрапних ножицях даної конструкції шляхом поліпшення керованості процесом за рахунок розділення скрапу на окремі шари за допомогою складового шиберу та повзунів, створення автоматизованої системи управління на основі статистичної моделі переробки скрапу. Джерела інформації: 1. Авторское свидетельство №SU1638027, МКИ В 30 В 9/32, 1993. 2. Бобылев А.Л. Расчет и конструирование гидравлических прессов для переработки металлолома. - К.: Те хніка, 1993. - 246с. 3. Патент України 50929А Гідравлічні ножиці. / Тарасов О.Ф., Роганов Л.Л., Ванников М.О. Опубл. 15.11.2002 Бюл. №11. 7 4. Патент України 7334 Спосіб розділу металевого скрапу на прес-ножицях. / Тарасов О.Ф., 25916 8 Вінников М.О., Бурлей П.О. Опубл. 15.06.2005 Бюл. №6. 9 Комп’ютерна в ерстка М. Ломалова 25916 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHydraulic scrap shears with automated control system of process
Автори англійськоюTarasov Oleksandr Fedorovych
Назва патенту російськоюГидравлические скрапные ножницы с автоматизированной системой управления процессом
Автори російськоюТарасов Александр Федорович
МПК / Мітки
МПК: B23D 15/00
Мітки: процесом, системою, скрапні, автоматизованою, гідравлічні, керування, ножиці
Код посилання
<a href="https://ua.patents.su/5-25916-gidravlichni-skrapni-nozhici-z-avtomatizovanoyu-sistemoyu-keruvannya-procesom.html" target="_blank" rel="follow" title="База патентів України">Гідравлічні скрапні ножиці з автоматизованою системою керування процесом</a>
Гідравлічні ножиці

Номер патенту: 50929
Опубліковано: 15.11.2002
Автори: Вінников Максим Олександрович, Роганов Лев Леонідович, Тарасов Олександр Федорович
МПК: B23D 15/00
Мітки: ножиці, гідравлічні
Формула / Реферат:
1. Гідравлічні ножиці, що містять основу, нерухомі, з'єднані колонами поперечини, що утворюють станину, рухливу поперечину, притиск матеріалу, що розділяється, приводи рухливої поперечини і притиску, ножі для різання, які відрізняються тим, що рухлива поперечина має виступ на боковій поверхні зі сторони подачі матеріалу, що розділяється, ширина виступу не менше величини подачі при різанні, відстань від виступу до ножа - не менше половини...
Гирловий генератор імпульсів з автоматизованою системою керування
Номер патенту: 75207
Опубліковано: 15.03.2006
Автори: Здольник Геннадій Петрович, Верба Юрій Валентинович
МПК: E21B 43/25, E21B 28/00
Мітки: генератор, системою, керування, імпульсів, гирловий, автоматизованою
Формула / Реферат:
1. Гирловий генератор імпульсів, що містить корпус з камерою розрядки, яка підключена до затрубного простору свердловини та має дренажний відвід у зливну ємність, причому у корпусі встановлені з можливістю переміщення і замкового сполучення плунжер і підпружинена втулка, переміщення плунжера здійснюється гідроциліндром з поршнем із можливістю гідравлічного замикання поршневої порожнини гідрозамком, з подачею рідини від гідронасоса,...
Устєвий генератор імпульсів з автоматизованою системою керування
Номер патенту: 4809
Опубліковано: 15.02.2005
Автори: Верба Юрій Валентинович, Здольник Геннадій Петрович
МПК: F16K 17/00, F04F 5/54
Мітки: імпульсів, генератор, системою, автоматизованою, керування, устєвий
Формула / Реферат:
1. Устєвий генератор імпульсів, що містить корпус з камерою розрядки, яка підключена до затрубного простору свердловини та має дренажний вільний відвід у зливну ємність, причому у корпусі встановлені з можливістю переміщення і замкового сполучення плунжер і підпружинена втулка, переміщення плунжера здійснюється гідроциліндром з поршнем із можливістю гідравлічного замикання поршневої порожнини гідрозамком і з подачею від гідронасоса,...
Переносні гідравлічні ножиці для розрізування стержнів

Номер патенту: 51084
Опубліковано: 15.11.2002
Автори: Седуш Сергій Вікторович, Скляров Володимир Леонідович
МПК: B23D 29/00
Мітки: переносні, гідравлічні, розрізування, ножиці, стержнів
Формула / Реферат:
Переносні гідравлічні ножиці для розрізування стержнів, що містять корпус із закріпленим на ньому нерухомим ножем, гідроциліндр, на поршні якого встановлено рухомий ніж, зворотну пружину і штуцер для підведення робочої рідини, які відрізняються тим, що корпус виконано у вигляді станини закритого типу з напрямними, по яких переміщується рамка безпеки з гвинтовими фіксаторами, що складається з повзунів з пазами, розміри яких відповідають...
Пристрій для керування процесом відкритої розробки техногенного родовища
Номер патенту: 69629
Опубліковано: 15.09.2004
Автори: Шапарь Аркадій Григорович, Копач Павло Іванович, Поліський Юрій Давидович, Гулямов Богдан Святославович
Мітки: родовища, процесом, відкритої, техногенного, пристрій, керування, розробки
Формула / Реферат:
Пристрій для керування процесом відкритої розробки техногенного родовища, що містить першу та другу групи елементів І, групу елементів АБО та першу групу інформаційних входів пристрою, який відрізняється тим, що він додатково устаткований блоком статистичної обробки та лінеаризації, блоком моделювання загального балансу продукції, блоком моделювання локального балансу продукції, третьою та четвертою групами елементів І, блоком оцінювання...
Попередній патент: Дисковий млин
Наступний патент: Спосіб одержання соків при переробці плодів та ягід
Випадковий патент: Спосіб виробництва борошняних виробів з цільного зерна пшениці з використанням гідролізату з молюсків