Спосіб виготовлення безшовних труб з мартенситно-феритної сталі
Номер патенту: 26279
Опубліковано: 10.09.2007
Автори: Поночовний Володимир Володимирович, Балинський Віталій Миколайович, Довгополюк Тетяна Петрівна, Винокуров Микола Васильович, Красюк Дмитро Ігоревич, Заплюсвичка Руслан Володимирович, Непопалов Володимир Миколайович, Трегуб Анатолій Степанович, Волошин Євгеній Юрійович, Чекмарьов В'ячеслав Віталійович, Бєрлов Андрій Іванович, Кайда Валентина Іванівна, Терещенко Андрій Анатолійович, Чаплицький Володимир Павлович, Тіпер Едуард Анатолійович, Куценко Михайло Олексійович, Шперлін Павло Ілліч, Ковбаса Ігор Георгійович, Кайда Іван Іванович, Головченко Олексій Павлович, Мещерякова Тетяна Петрівна, Чекмарьов Олександр Ілліч, Шпак Олег Вікторович, Дуплій Юлія Вікторівна, Головачук Олександр Павлович, Курдіновський Євгеній Сергійович, Тенета Михайло Володимирович, Янова Віта Анатоліївна, Білецький Юрій Борисович, Кулик Денис Анатолійович, Львова Вікторія Юріївна, Балєв Андрій Євгенович, Степаненко Віктор Іванович, Чудний Євгеній Васильович, Гречаник Лілія Володимирівна, Русакова Валентина Іванівна, Самойленко Ігор Володимирович

Формула / Реферат
Спосіб виготовлення безшовних труб з мартенситно-феритної сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також наступну прокатку на готовий розмір теплим способом, який відрізняється тим, що після термічної обробки видаляють дефектні шари металу та прокатують за 2-3 проходи на станах ХПТ з додатковими поворотом у крайньому задньому і подачею, зменшеною в 0,65÷0,69 раза від величини подачі перед прямим ходом, в крайньому передньому положеннях робочої кліті, при цьому перед кожним проходом на станах ХПТ проводять високотемпературний відпуск при температурі (0,94÷1,02)·Ас1 упродовж 0,9÷2,2 години, а трубам готового розміру здійснюють східчасту термообробку, сполучивши рекристалізацію при температурі (1,01÷1,03)·Ас3 з наступним високотемпературним відпуском при температурі (0,83÷0,85)·Ас1, відповідно, упродовж 0,3÷0,6 і 2,3÷3,1 години.
Текст
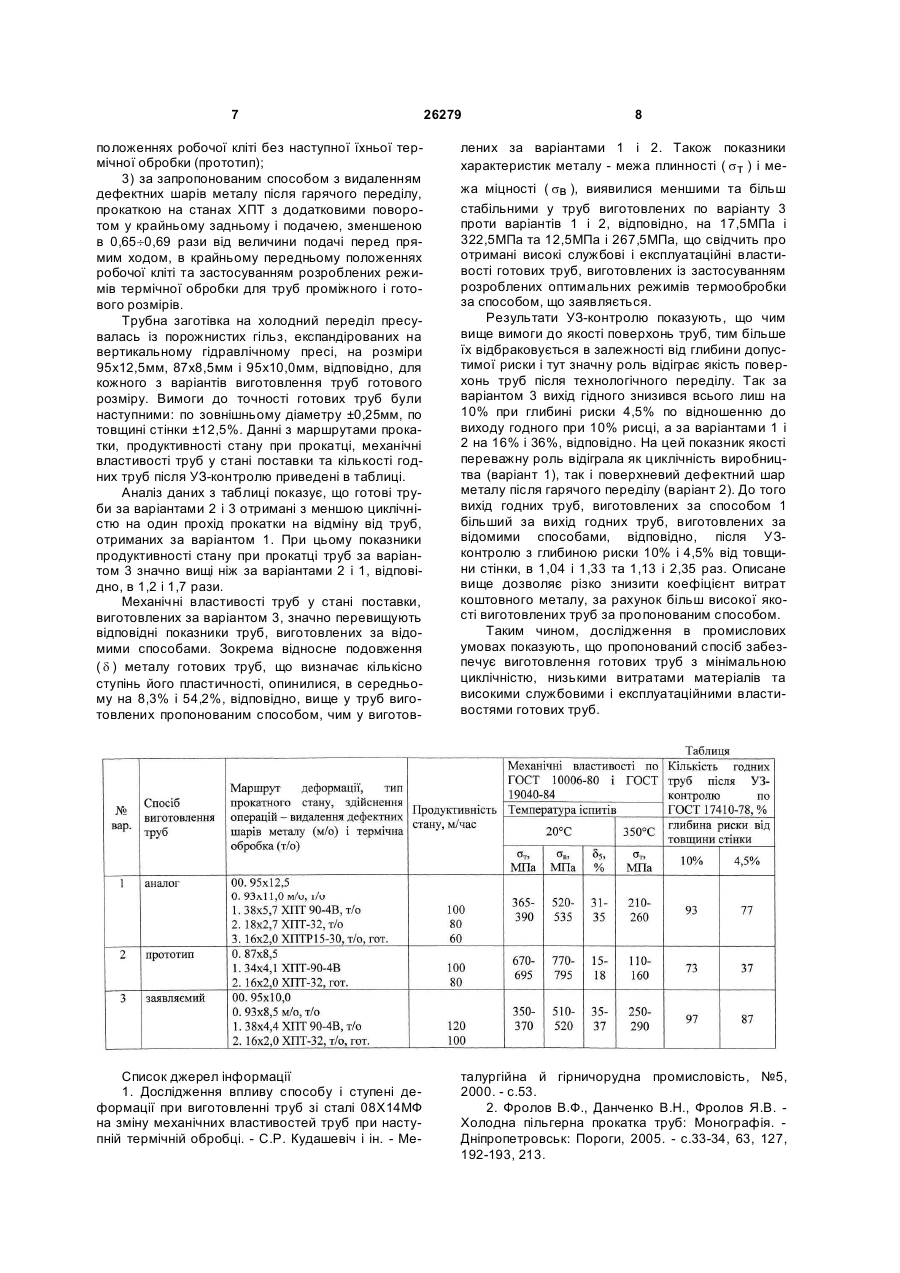
Спосіб виготовлення безшовних труб з мартенситно-феритної сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також наступну прокатку на готовий розмір теплим способом, який відрізняється тим, що після термічної обробки видаляють дефектні шари металу та прокатують за 2-3 проходи на станах ХПТ з додатковими поворотом у крайньому задньому і подачею, зменшеною в 0,65÷0,69 раза від величини подачі перед прямим ходом, в крайньому передньому положеннях робочої кліті, при цьому перед кожним проходом на станах ХПТ проводять високотемпературний відпуск при температурі (0,94÷1,02)·Ас1 упродовж 0,9÷2,2 години, а трубам готового розміру здійснюють східчасту термообробку, сполучивши рекристалізацію при температурі (1,01÷1,03)·Ас3 з наступним високотемпературним відпуском при температурі (0,83÷0,85)·Ас1, відповідно, упродовж 0,3÷0,6 і 2,3÷3,1 години. (19) UA (11) (21) u200705320 (22) 15.05.2007 (24) 10.09.2007 (46) 10.09.2007, Бюл. № 14, 2007 р. (72) Терещенко Андрій Анатолійович, Куценко Михайло Олексійович, Чекмарьов В'ячеслав Віталійович, Винокуров Микола Васильович, Ковбаса Ігор Георгійович, Чаплицький Володимир Павлович, Заплюсвичка Руслан Володимирович, Трегуб Анатолій Степанович, Шпак Олег Вікторович, Головченко Олексій Павлович, Гречаник Лілія Володимирівна, Мещерякова Тетяна Петрівна, Русакова Валентина Іванівна, Курдіновський Євгеній Сергійович, Поночовний Володимир Володимирович, Дуплій Юлія Вікторівна, Кайда Валентина Іванівна, Головачук Олександр Павлович, Балєв Андрій Євгенович, Довгополюк Тетяна Петрівна, Янова Віта Анатоліївна, Чекмарьов Олександр Ілліч, Тенета Михайло Володимирович, Бєрлов Андрій Іванович, Чудний Євгеній Васильович, Кулик Денис Анатолійович, Самойленко Ігор Володимирович, Красюк Дмитро Ігоревич, Волошин Євгеній Юрійович, Кайда Іван Іванович, Тіпер Едуард Анатолійович, Шперлін Павло Ілліч, Львова Вікторія Юріївна, Білецький Юрій Борисович, Балинський Віталій Миколайович, Непопалов Володимир Миколайович, Степаненко Віктор Іванович U 2 26279 1 3 Ще одним недоліком цього способу є режим термічної обробки труб який не враховує напружений стан металу після деформації, і тому не забезпечує при термообробці повноту завершення процесів рекристалізації і забезпечення максимального роззміцнення металу, що знижує службові та експлуатаційні властивості готових труб. Відомий також спосіб прокатки на станах ХПТ та ХПТР [3], згідно з яким деформування трубизаготівки здійснюють за схемою з подачею і поворотом її в обох крайніх положеннях робочої кліті, а величини подач перед прямим (mпр) і зворотнім (mзв) ходами робочої кліті розподіляють в рівних долях від величини сумарної подачі (mS); mпр=mзв=0,5.mS. При використанні цієї схеми прокатки, по відношенню до звичайної схеми, при якій подача труб-заготівок здійснюється в крайньому задньому, а поворот їх в крайньому передньому положеннях робочої кліті, одночасно зростає продуктивність стану і підвищується геометрична точність труб за рахунок більших коефіцієнтів дрібності деформації (nд) та поліровки (kп), відповідно, по довжині обтискної (1об) та калібруючої (1к) зон рівчака калібру і додаткового повороту прокатголовки перед деформуванням її при зворотному ході кліті [2]. Залежності для визначення коефіцієнтів, означених вище, мають вид: nд=1об/m.mS³10, (1) kп=1к/m.m S³2, (2) де: m - величина подачі труб-заготівок до осередку деформації, мм; mS - коефіцієнт сумарної витяжки, який визначається як відношення площі поперечного переріза труби-заготівки (Fз) до площі поперечного переріза труби (Fт), що прокатується, mS= F з/Fт. Точність труб, що прокатуються на стані, тим вище, чим більші значення мають коефіцієнти за виразами (1, 2), з меншими їх значеннями процес пільгерної прокатки не ефективний. Але цьому способу, на відміну від способу прокатки за звичайною схемою, при зворотному ході кліті характерне зростання зусиль зриву не обкатаної за цим ходом прокат-голівки з оправки і підвищення осьових зусиль до 15-20% від тиску металу на валки. Останнє пов'язане із спільною дією деформацій напресовки прокат-головки на оправку і обтиску не обжатої при прямому ході кліті частки металу з випусків калібру. Це перешкоджає нормальному протіканню процесу прокатки, знижує його деформаційну здібність і приводе до значних перенавантажень вузлів і механізмів силової лінії прокатного стану. Загальним недоліком цього способу і аналога є те, що вони не враховують технології виготовлення труб-заготівок, геометрична точність, стан структури, механічні властивості та якість поверхонь яких неодмінно впливають на якість готових труб. Найбільш близьким за технічною суттю до заявляємого (прототип) є спосіб виготовлення труб з мартенситно-феритної сталі [4], що включає нагрів заготівки, нанесення скломаси, одержування порожнистої гільзи, нанесення скломаси з наступним 26279 4 пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки труб з попереднім охолодженням на повітрі, а також наступну прокатку на готовий розмір теплим способом. При цьому заготівки нагрівають перед пресуванням до температури 10701090°С і до 150-180°С перед прокаткою на станах ХПТ по звичайній схемі - з подачею труб-заготівок в крайньому задньому і поворотом їх в крайньому передньому положеннях робочої кліті. Недоліком цього способу є те, що після гарячого переділу труб-заготівок перед прокатуванням на станах ХПТ не видаляються поверхневі дефектні шари металу які в процесі виробництва труб усугубляються, погіршуючи їхній стан поверхонь та службові властивості. До речі, така технологія ще і не відповідає вимогам енергетичного машинобудування, що стосуються виготовлення готових труб із заготівки розточеної і обточеної після гарячого переділу [5]. До того, для виконання вимог стандартів, які визначають величини допусків відхилень розмірів і форми труб від номінальних, треба обмежувати величину m.mS. Відповідно до цього, чим вище потрібна точність труб, що прокатуються на стані, тим більше знижують величину m.mS для підвищення коефіцієнтів nд та kп, переважно за рахунок зменшення значень m, що, за інших рівних умов, прямо пропорційно знижує продуктивність стану. Також вказаний спосіб не враховує режимів термічної обробки, які повинні забезпечувати в трубах проміжного розміру - пластичність металу для наступної задовільної прокатки, а в трубах готового розміру - повноту завершення процесів рекристалізації з максимальним роззміцненням металу для отримання необхідного комплексу фізико-механічних властивостей цих труб. В основу корисної моделі поставлена задача удосконалення способу виготовлення труб з мартенситно-феритної сталі, у якому шляхом введення додаткових технологічних операцій - видалення дефектних шарів металу і термічної обробки, розробкою оптимальних режимів термічної обробки труб проміжного і готового розмірів та удосконаленням технологічної схеми прокатки забезпечується виготовлення високоякісних готових труб. Поставлена задача вирішується тим, що в способі виготовлення безшовних труб з мартенситно-феритної сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також наступну прокатку на готовий розмір теплим способом, відповідно до корисної моделі, після термічної обробки видаляють дефектні шари металу та прокатують за 2-3 проходи на станах ХПТ з додатковими поворотом у крайньому задньому і подачею, зменшеною в 0,65¸0,69 рази від величини подачі перед прямим ходом, в крайньому передньому положеннях робочої кліті, при цьому, перед кожним проходом на станах ХПТ проводять високотемпературний відпуск при 5 температурі (0,94¸1,02).Ас1 упродовж 0,9¸2,2 годин, а трубам готового розміру здійснюють східчасту термообробку, сполучивши рекристалізацію при температурі (1,01¸1,03).Ас3 з послідуючим високотемпературним відпуском при температурі (0,83¸0,85).Ас1, відповідно, упродовж 0,3¸0,6 і 2,3¸3,1 годин. Видалення дефектних шарів металу після гарячого переділу з поверхонь труб-заготівок сприяє якості готових труб і відповідає вимогам енергетичного машинобудування. Технологічна схема деформування трубизаготівки з її додатковими поворотом у крайньому задньому і подачею в крайньому передньому положеннях робочої кліті підвищує точність труб, що прокатуються, за рахунок розподілу подачі mS=mпр+mзв, де: mзв=mпр/(0,65¸0,69) і таким чином збільшення в 1,3¸3,0 рази коефіцієнтів nд і kп, одночасно підвищуючи продуктивність станів на 1520%. А зменшення подачі mзв в 0,65¸0,69 рази від подачі mпр дозволяє, при деформуванні металу за зворотнім ходом робочої кліті, знизити осьові зусилля, чим облегшить роботу механізмів і вузлів силової лінії стану, а також процесу прокатки в цілому. Високотемпературний відпуск при температурі (0,94¸1,02).Ас1 упродовж 0,9¸2,2 годин трубзаготівок і труб проміжного розміру перед кожним деформаційним проходом на станах ХПТ проводять для зменшення внутрішніх напружень та властивостей, що зміцнюють метал, щоб збільшити його пластичність для задовільного деформування. Східчаста термообробка труб готового розміру, яка поєднує рекристалізацію при температурі (1,01¸1,03).Ас3 з послідуючим високотемпературним відпуском при температурі (0,83¸0,85).Ас1, відповідно, упродовж 0,3¸0,6 і 2,3¸3,1 годин враховує напружений стан металу після деформації, і тому забезпечує при термообробці повноту завершення процесів рекристалізації і забезпечення максимального роззміцнення металу, що значно підвищує службові та експлуатаційні властивості готових труб. Пропонований спосіб здійснюють таким чином. Нагріту, попередньо експандіровану на спеціальному вертикальному пресі заготівку, задають у контейнер трубопрофільного пресу і проводять гаряче пресування її при температурі 1070-1090°С в трубну заготівку, необхідного розміру, для холодного переділу. Після пресування цю заготівку охолоджують на повітрі на спеціальних охолоджувальних столах, здійснюють їй роззміцнюючу низькотемпературну термообробку (~700°С) та правку на трубоправильних станах. Отримані після гарячого переділу трубизаготівки направляють на ділянку задачі їх у виробництво на холодний переділ, де з їх поверхонь видаляють дефектні шари металу. Труби готового розміру отримують прокаткою на станах ХПТ теплим способом (заготівку підігрівають перед прокаткою до 150-180°С) за 2-3 деформаційні проходи. Щоб підвищити точність розмірів труб і не знижувати, при цьому, показники 26279 6 продуктивності стану, процес прокатки здійснюють з подвійними подачею труби-заготівки в крайньому передньому і поворотом її у крайньому задньому положеннях робочої кліті. В процесі прокатки величину подачі труби-заготівки до осередку деформації перед деформуванням за зворотнім ходом робочої кліті зменшують в 0,65¸0,69 раза від величини подачі перед прямим ходом, що сприяє зменшенню осьових зусиль та полегшує роботу механізмів і вузлів силової лінії стану. При цьому, перед кожним проходом на станах ХПТ проводять високотемпературний відпуск при температурі (0,94¸1,02).Ас1 упродовж 0,9¸2,2 годин, що забезпечує в трубах проміжного розміру пластичність металу для наступної задовільної прокатки. Отриманим трубам готового розміру здійснюють східчасту термообробку, сполучивши рекристалізацію при температурі (1,01¸1,03).Ас3 з послідуючим високотемпературним відпуском при температурі (0,83¸0,85).Ас1, відповідно, упродовж 0,3¸0,6 і 2,3¸3,1 годин для отримання необхідного комплексу фізико-механічних властивостей цих труб. Температури відпуску і рекристалізації розраховують після того, як знайдуть з діаграми фазової рівноваги для відповідної мартенситно-феритної сталі температури критичних точок – Ас1 і Ас3. Наприклад, для сталі 08Х14МФ температури цих точок становлять – Ас1=820°С і Ас3=880°С, тоді: температура відпуску труб-заготівок перед прокаткою -(0,94¸1,02).820°С=770,8¸836,4°С; температура рекристалізації і відпуску для труб готового розміру, відповідно (1,01¸1,03).880°С=888,8¸906,4°С і (0,83¸0,85).880°С=730,4¸748°С. Вибір граничних параметрів часу цих термічних обробок, зазначених у вигляді інтервалу значень, де, відповідно, менші значення, рівні 0,9; 0,3; 2,3, призначаються при обробці тонкостінних труб, а більші значення, рівні 2,2; 0,6; 3,1, призначаються при обробці товстостінних труб. Проміжні значення часу обробки призначаються для труб з середньої товщиною стінки. Після термообробки труби охолоджуються на повітрі. Всі параметри що замовляються вище отримані дослідницьким шляхом. При невиконанні та недотриманню параметрів нагріву, що заявляються, використання запропонованого способу не має рації. Приклад: Були виготовлені труби готового розміру 16х2,0мм із сталі 08Х14МФ із пресованої трубної заготівки по трьом варіантам: 1) за відомим способом по прийнятим в практиці виробництва маршруту з прокаткою готового розміру на стані ХПТР 15-30 і режимом термообробки (аналог); 2) за способом, в якому з поверхонь трубзаготівок після гарячого переділу не видалялись дефектні шари металу, а готові труби отримані на станах ХПТ, способом теплої прокатки по звичайній схемі - з подачею труб-заготівок в крайньому задньому і поворотом їх в крайньому передньому 7 26279 8 положеннях робочої кліті без наступної їхньої термічної обробки (прототип); 3) за запропонованим способом з видаленням дефектних шарів металу після гарячого переділу, прокаткою на станах ХПТ з додатковими поворотом у крайньому задньому і подачею, зменшеною в 0,65¸0,69 рази від величини подачі перед прямим ходом, в крайньому передньому положеннях робочої кліті та застосуванням розроблених режимів термічної обробки для труб проміжного і готового розмірів. Трубна заготівка на холодний переділ пресувалась із порожнистих гільз, експандірованих на вертикальному гідравлічному пресі, на розміри 95х12,5мм, 87х8,5мм і 95х10,0мм, відповідно, для кожного з варіантів виготовлення труб готового розміру. Вимоги до точності готових труб були наступними: по зовнішньому діаметру ±0,25мм, по товщині стінки ±12,5%. Данні з маршрутами прокатки, продуктивності стану при прокатці, механічні властивості труб у стані поставки та кількості годних труб після УЗ-контролю приведені в таблиці. Аналіз даних з таблиці показує, що готові труби за варіантами 2 і 3 отримані з меншою циклічністю на один прохід прокатки на відміну від труб, отриманих за варіантом 1. При цьому показники продуктивності стану при прокатці труб за варіантом 3 значно вищі ніж за варіантами 2 і 1, відповідно, в 1,2 і 1,7 рази. Механічні властивості труб у стані поставки, виготовлених за варіантом 3, значно перевищують відповідні показники труб, виготовлених за відомими способами. Зокрема відносне подовження ( d ) металу готових труб, що визначає кількісно ступінь його пластичності, опинилися, в середньому на 8,3% і 54,2%, відповідно, вище у труб виготовлених пропонованим способом, чим у виготов лених за варіантами 1 і 2. Також показники характеристик металу - межа плинності ( s т ) і межа міцності ( sв ), виявилися меншими та більш стабільними у труб виготовлених по варіанту 3 проти варіантів 1 і 2, відповідно, на 17,5МПа і 322,5МПа та 12,5МПа і 267,5МПа, що свідчить про отримані високі службові і експлуатаційні властивості готових труб, виготовлених із застосуванням розроблених оптимальних режимів термообробки за способом, що заявляється. Результати УЗ-контролю показують, що чим вище вимоги до якості поверхонь труб, тим більше їх відбраковується в залежності від глибини допустимої риски і тут значну роль відіграє якість поверхонь труб після технологічного переділу. Так за варіантом 3 вихід гідного знизився всього лиш на 10% при глибині риски 4,5% по відношенню до виходу годного при 10% рисці, а за варіантами 1 і 2 на 16% і 36%, відповідно. На цей показник якості переважну роль відіграла як циклічність виробництва (варіант 1), так і поверхневий дефектний шар металу після гарячого переділу (варіант 2). До того вихід годних труб, виготовлених за способом 1 більший за вихід годних труб, виготовлених за відомими способами, відповідно, після УЗконтролю з глибиною риски 10% і 4,5% від товщини стінки, в 1,04 і 1,33 та 1,13 і 2,35 раз. Описане вище дозволяє різко знизити коефіцієнт витрат коштовного металу, за рахунок більш високої якості виготовлених труб за пропонованим способом. Таким чином, дослідження в промислових умовах показують, що пропонований спосіб забезпечує виготовлення готових труб з мінімальною циклічністю, низькими витратами матеріалів та високими службовими і експлуатаційними властивостями готових труб. Список джерел інформації 1. Дослідження впливу способу і ступені деформації при виготовленні труб зі сталі 08Х14МФ на зміну механічних властивостей труб при наступній термічній обробці. - С.Р. Кудашевіч і ін. - Ме талургійна й гірничорудна промисловість, №5, 2000. - с.53. 2. Фролов В.Ф., Данченко В.Н., Фролов Я.В. Холодна пільгерна прокатка труб: Монографія. Дніпропетровськ: Пороги, 2005. - с.33-34, 63, 127, 192-193, 213. 9 26279 3. Інтенсифікація холодної і теплої прокатки труб подвійною подачею і поворотом заготівки. О.А. Семенов та ін. - Чорна металургія: Бюл. научно-техн. інф. - вип. 22. -М.: Черметінформація, 1977. Комп’ютерна верстка І.Скворцова 10 4. Патент України №7171U, МПК7 В21С 23/08, заявл. 07.10.04, опубл. 15.06.05, бюл.№6. 5. Технічні умови - ТУ 1361-023-002121792005. Труби безшовні холоднодеформовані і теплодеформовані із сталі марок 08Х14МФ і 08Х14МФ-Ш. - ФГУП "ЦНІІТМАШ", 2005. - с.3. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing seamless drawn pipes made of martensitic-ferrite steel
Автори англійськоюTereschenko Andrii Anatoliiovych, Kutsenko Mykhailo Oleksiiovych, Chekmariov Viacheslav Vitaliovych, Vynokurov Mykola Vasyliovych, Kovbasa Ihor Heorhiiovych, Chaplytskyi Volodymyr Pavlovych, Zapliusvychka Ruslan Volodymyrovych, Trehub Anatolii Stepanovych, Shpak Oleh Viktorovych, Holovchenko Oleksii Pavlovych, Hrechanyk Lilia Volodymyrivna, Mescheriakova Tetiana Petrivna, Rusakova Valentyna Ivanivna, Kurdinovskyi Yevhenii Serhiiovych, Ponochovnyi Volodymyr Volodymyrovych, Duplii Yulia Viktorivna, Kaida Valentyna Ivanivna, Holovachuk Oleksandr Pavlovych, Baliev Andrii Yevhenovych, Dovhopoliuk Tetiana Petrivna, Yanova Vita Anatoliivna, Chekmariov Oleksandr Illich, Teneta Mykhailo Volodymyrovych, Bierlov Andrii Ivanovych, Chudnyi Yevhenii Vasyliovych, Kulyk Denys Anatoliiovych, Samoilenko Ihor Volodymyrovych, Krasiuk Dmytro Ihorevych, Voloshyn Yevhenii Yuriiovych, Kaida Ivan Ivanovych, Tiper Eduard Anatoliiovych, Shperlin Pavlo Illich, Lvova Viktoria Yuriivna, Biletskyi Yurii Borysovych, Balynskyi Vitalii Mykolaiovych, Nepopalov Volodymyr Mykolaiovych, Stepanenko Viktor Ivanovych
Назва патенту російськоюСпособ изготовления бесшовных труб из мартенситно-ферритной стали
Автори російськоюТерещенко Андрей Анатольевич, Куценко Михаил Алексеевич, Чекмарев Вячеслав Витальевич, Винокуров Николай Васильевич, Ковбаса Игорь Георгиевич, Чаплицкий Владимир Павлович, Заплюсвичка Руслан Владимирович, Трегуб Анатолий Степанович, Шпак Олег Викторович, Головченко Алексей Павлович, Гречаник Лилия Владимировна, Мещерякова Татьяна Петровна, Русакова Валентина Ивановна, Курдиновский Евгений Сергеевич, Поночовный Владимир Владимирович, Дуплий Юлия Викторовна, Кайда Валентина Ивановна, Головачук Александр Павлович, Балев Андрей Евгеньевич, Довгополюк Татьяна Петровна, Янова Вита Анатольевна, Чекмарев Александр Ильич, Тэнэта Михаил Владимирович, Берлов Андрей Иванович, Чудный Евгений Васильевич, Кулик Денис Анатольевич, Самойленко Игорь Владимирович, Красюк Дмитрий Игоревич, Волошин Евгений Юрьевич, Кайда Иван Иванович, Типер Эдуард Анатольевич, Шперлін Павло Ілліч, Львова Виктория Юрьевна, Билецкий Юрий Борисович, Балинский Виталий Николаевич, Непопалов Владимир Николаевич, Степаненко Виктор Иванович
МПК / Мітки
МПК: B21C 23/00
Мітки: сталі, виготовлення, спосіб, мартенситно-феритної, труб, безшовних
Код посилання
<a href="https://ua.patents.su/5-26279-sposib-vigotovlennya-bezshovnikh-trub-z-martensitno-feritno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення безшовних труб з мартенситно-феритної сталі</a>
Спосіб виготовлення безшовних труб з жароміцної високохромистої сталі
Номер патенту: 23372
Опубліковано: 25.05.2007
Автори: Куценко Михайло Олексійович, Чекмарьов В'ячеслав Віталійович, Терещенко Андрій Анатолійович, Тенета Михайло Володимирович
МПК: B21C 23/02
Мітки: безшовних, сталі, труб, високохромистої, спосіб, виготовлення, жароміцної
Формула / Реферат:
1. Спосіб виготовлення безшовних труб з жароміцної високохромистої сталі, що включає нагрівання заготівки, нанесення скломаси, одержування порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, після пресування здійснення низькотемпературної термообробки з попереднім охолодженням на повітрі, а також подальшу теплу прокатку на готовий розмір при...
Спосіб виготовлення сталевих безшовних труб
Номер патенту: 7171
Опубліковано: 15.06.2005
Автори: Черняк Сергій Аркадійович, Шперлін Павло Ільїч, Кобиляшний Андрій Миколайович
МПК: B21C 23/02
Мітки: труб, сталевих, виготовлення, безшовних, спосіб
Формула / Реферат:
1. Спосіб виготовлення сталевих безшовних труб, що включає нагрівання заготовки, нанесення скломаси, одержання порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, який відрізняється тим, що після пресування здійснюють низькотемпературну термообробку труб з попереднім охолодженням на повітрі, а також наступну теплу прокатку на готовий розмір при...
Спосіб виготовлення безшовних труб з високолегованих сталей та сплавів високої якості
Номер патенту: 25530
Опубліковано: 10.08.2007
Автори: Чекмарьов В'ячеслав Віталійович, Терещенко Андрій Анатолійович, Куценко Михайло Олексійович, Тенета Михайло Володимирович
МПК: B21C 23/00
Мітки: високолегованих, сплавів, спосіб, сталей, якості, високої, безшовних, труб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення безшовних труб з високолегованих сталей та сплавів високої якості, що включає отримання порожнистої трубної заготівки, термообробку, механічне видалення поверхневих дефектних шарів металу та цикл прокаток холодним способом до отримання готового розміру труб, при цьому після кожного циклу виконують термообробку, а готові труби піддають безокисному нагріву, який відрізняється тим, що одержання заготівки здійснюють...
Спосіб виготовлення тонкої стрічки з феритної нержавіючої сталі та тонка сталева стрічка, виготовлена цим способом
Номер патенту: 55398
Опубліковано: 15.04.2003
Автори: МАРТЕН Філіпп, ПАРАДІС Філіпп
МПК: B22D 11/06, C21D 8/02, B22D 11/22, C21D 9/52
Мітки: цим, стрічки, феритної, сталі, спосіб, виготовлена, тонкої, способом, нержавіючої, стрічка, виготовлення, сталева, тонка
Формула / Реферат:
1. Спосіб виготовлення тонких стрічок з феритної нержавіючої сталі завтовшки менше 10 мм, згідно з яким безпосередньо з рідкого розплавленого металу між розташованими поряд один з одним двома валками з горизонтально розміщеними осями обертання, що охолоджуються зсередини і пускаються в обертальний рух в протилежних напрямках, отверджують тонку стрічку з феритної нержавіючої сталі, що містить у ваг.%, не більше 0,12 % вуглецю, не більше 1 %...
Спосіб виробництва безшовних стальних труб
Номер патенту: 9478
Опубліковано: 30.09.1996
Автори: Чеха Віктор Миколаєвич, Бенько Віктор Петрович, Кислиціна Любов Михайлівна, Лавренюк Петро Данилович, Кармінова Валентина Андріївна, Кісельов Віктор Стефанович, Островський Ігор Петрович, Кореняк Юрій Констянтинович, Зуєв Леонід Артемович, Лезінська Олена Яківлівна, Чуб Анатолій Васильович
МПК: C21D 9/08, B21B 21/00
Мітки: безшовних, труб, виробництва, стальних, спосіб
Формула / Реферат:
Способ изготовления бесшовных стальных труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию, отличающийся тем, что в качестве полой заготовки используюттрубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры, определяемой в соответствии с выражением: где Т - температура в градусах по Кельвину;Dср...
Попередній патент: Конвеєр-охолоджувач
Наступний патент: Торкрет-фурма для ремонту футерівки конвертера
Випадковий патент: Спосіб активного блискавкозахисту