Спосіб виробництва безшовних стальних труб
Номер патенту: 9478
Опубліковано: 30.09.1996
Автори: Бенько Віктор Петрович, Островський Ігор Петрович, Кармінова Валентина Андріївна, Зуєв Леонід Артемович, Кореняк Юрій Констянтинович, Кісельов Віктор Стефанович, Чеха Віктор Миколаєвич, Чуб Анатолій Васильович, Лавренюк Петро Данилович, Лезінська Олена Яківлівна, Кислиціна Любов Михайлівна
Формула / Реферат
Способ изготовления бесшовных стальных труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию, отличающийся тем, что в качестве полой заготовки используюттрубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры, определяемой в соответствии с выражением:
где Т - температура в градусах по Кельвину;
Dср - средний диаметр зерна в готовой трубе, мкм;
А и В - коэффициенты, определенные экспериментально,
при этом А = 9,9-16,4;
В = (0,93,...,2,07) • 104,К,
причем полую заготовку сначала подвергают термической обработке, а затем химической обработке.
Текст
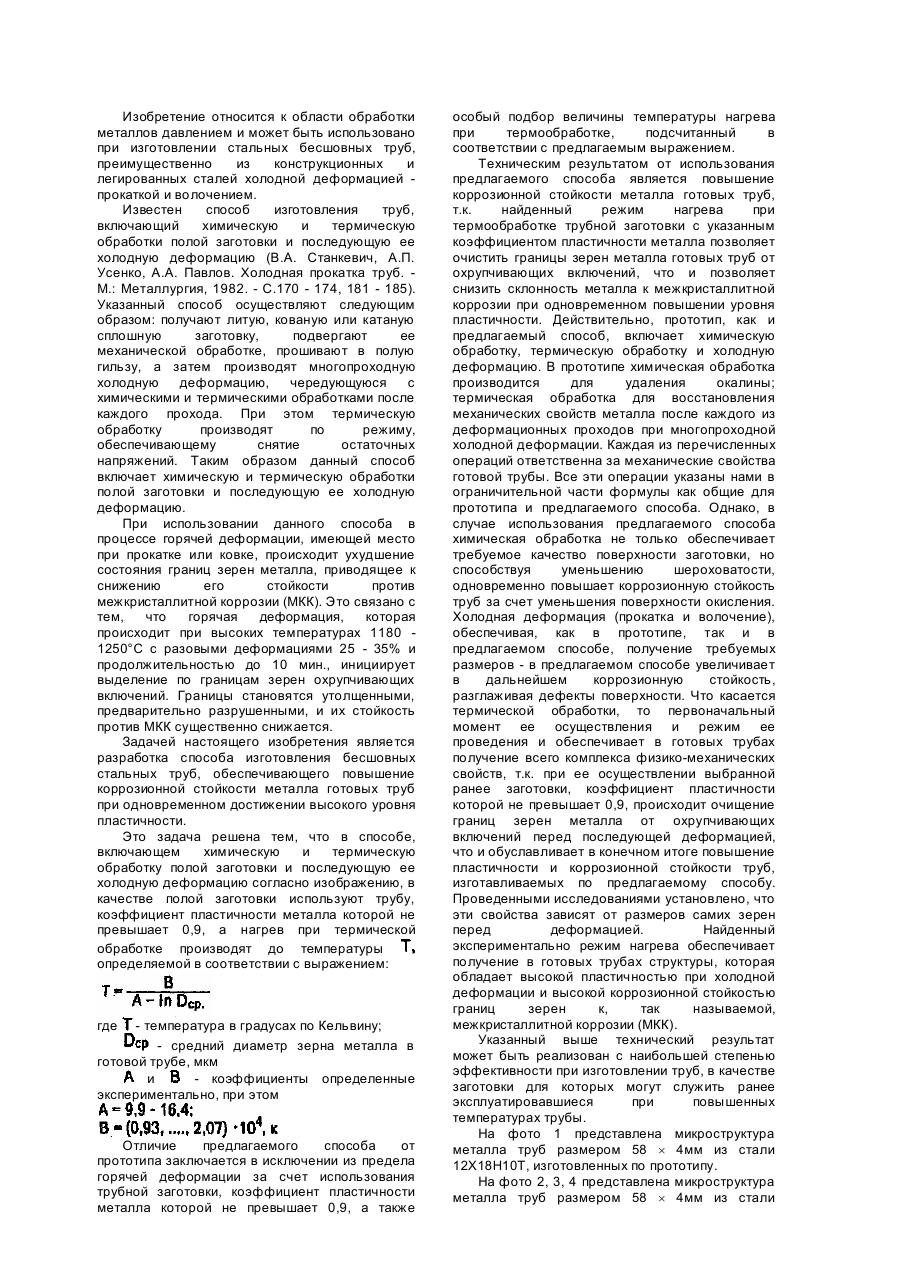
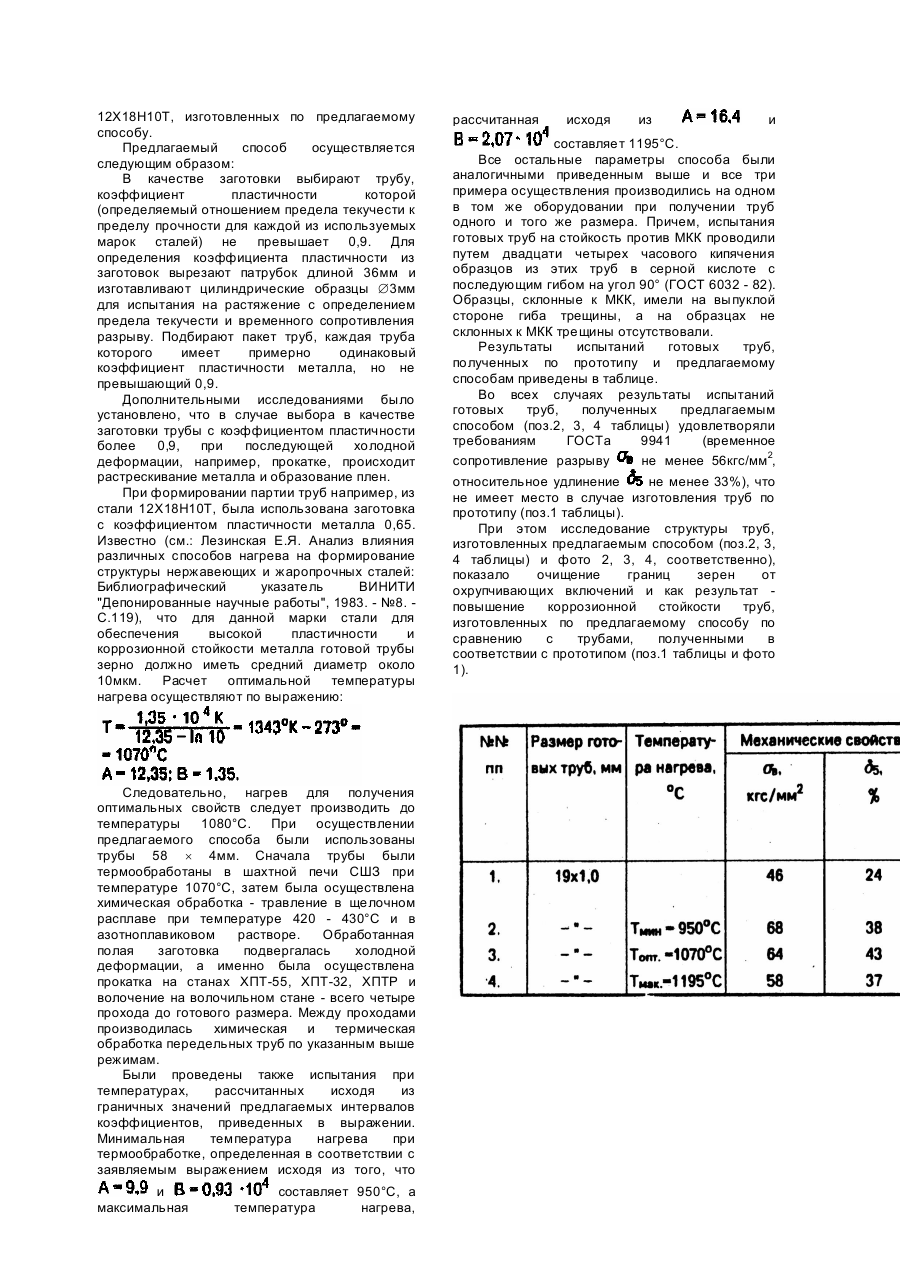
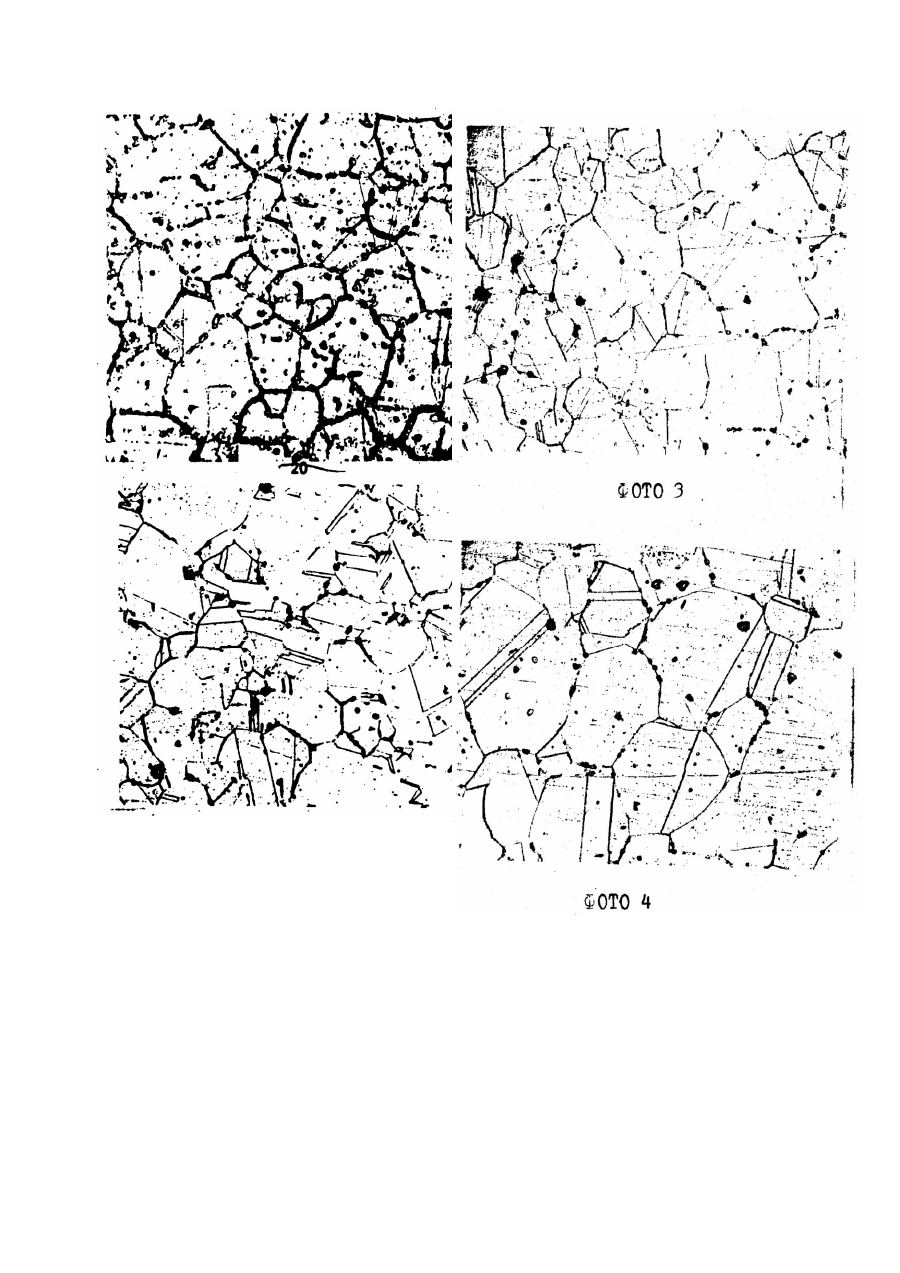
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении стальных бесшовных труб, преимущественно из конструкционных и легированных сталей холодной деформацией прокаткой и волочением. Известен способ изготовления труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию (В.А. Станкевич, А.П. Усенко, А.А. Павлов. Холодная прокатка труб. М.: Металлургия, 1982. - С.170 - 174, 181 - 185). Указанный способ осуществляют следующим образом: получают литую, кованую или катаную сплошную заготовку, подвергают ее механической обработке, прошивают в полую гильзу, а затем производят многопроходную холодную деформацию, чередующуюся с химическими и термическими обработками после каждого прохода. При этом термическую обработку производят по режиму, обеспечивающему снятие остаточных напряжений. Таким образом данный способ включает химическую и термическую обработки полой заготовки и последующую ее холодную деформацию. При использовании данного способа в процессе горячей деформации, имеющей место при прокатке или ковке, происходит ухудшение состояния границ зерен металла, приводящее к снижению его стойкости против межкристаллитной коррозии (МКК). Это связано с тем, что горячая деформация, которая происходит при высоких температуpax 1180 1250°C с разовыми деформациями 25 - 35% и продолжительностью до 10 мин., инициирует выделение по границам зерен охрупчивающих включений. Границы становятся утолщенными, предварительно разрушенными, и их стойкость против МКК существенно снижается. Задачей настоящего изобретения является разработка способа изготовления бесшовных стальных труб, обеспечивающего повышение коррозионной стойкости металла готовых труб при одновременном достижении высокого уровня пластичности. Это задача решена тем, что в способе, включающем химическую и термическую обработку полой заготовки и последующую ее холодную деформацию согласно изображению, в качестве полой заготовки используют трубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры определяемой в соответствии с выражением: где - температура в градусах по Кельвину; - средний диаметр зерна металла в готовой трубе, мкм и - коэффициенты определенные экспериментально, при этом Отличие предлагаемого способа от прототипа заключается в исключении из предела горячей деформации за счет использования трубной заготовки, коэффициент пластичности металла которой не превышает 0,9, а также особый подбор величины температуры нагрева при термообработке, подсчитанный в соответствии с предлагаемым выражением. Техническим результатом от использования предлагаемого способа является повышение коррозионной стойкости металла готовых труб, т.к. найденный режим нагрева при термообработке трубной заготовки с указанным коэффициентом пластичности металла позволяет очистить границы зерен металла готовых труб от охрупчивающих включений, что и позволяет снизить склонность металла к межкристаллитной коррозии при одновременном повышении уровня пластичности. Действительно, прототип, как и предлагаемый способ, включает химическую обработку, термическую обработку и холодную деформацию. В прототипе химическая обработка производится для удаления окалины; термическая обработка для восстановления механических свойств металла после каждого из деформационных проходов при многопроходной холодной деформации. Каждая из перечисленных операций ответственна за механические свойства готовой трубы. Все эти операции указаны нами в ограничительной части формулы как общие для прототипа и предлагаемого способа. Однако, в случае использования предлагаемого способа химическая обработка не только обеспечивает требуемое качество поверхности заготовки, но способствуя уменьшению шероховатости, одновременно повышает коррозионную стойкость труб за счет уменьшения поверхности окисления. Холодная деформация (прокатка и волочение), обеспечивая, как в прототипе, так и в предлагаемом способе, получение требуемых размеров - в предлагаемом способе увеличивает в дальнейшем коррозионную стойкость, разглаживая дефекты поверхности. Что касается термической обработки, то первоначальный момент ее осуществления и режим ее проведения и обеспечивает в готовых трубах получение всего комплекса физико-механических свойств, т.к. при ее осуществлении выбранной ранее заготовки, коэффициент пластичности которой не превышает 0,9, происходит очищение границ зерен металла от охрупчивающих включений перед последующей деформацией, что и обуславливает в конечном итоге повышение пластичности и коррозионной стойкости труб, изготавливаемых по предлагаемому способу. Проведенными исследованиями установлено, что эти свойства зависят от размеров самих зерен перед деформацией. Найденный экспериментально режим нагрева обеспечивает получение в готовых трубах структуры, которая обладает высокой пластичностью при холодной деформации и высокой коррозионной стойкостью границ зерен к, так называемой, межкристаллитной коррозии (МКК). Указанный выше технический результат может быть реализован с наибольшей степенью эффективности при изготовлении труб, в качестве заготовки для которых могут служить ранее эксплуатировавшиеся при повышенных температурах трубы. На фото 1 представлена микроструктура металла труб размером 58 ´ 4мм из стали 12Х18Н10Т, изготовленных по прототипу. На фото 2, 3, 4 представлена микроструктура металла труб размером 58 ´ 4мм из стали 12Х18Н10Т, изготовленных по предлагаемому способу. Предлагаемый способ осуществляется следующим образом: В качестве заготовки выбирают трубу, коэффициент пластичности которой (определяемый отношением предела текучести к пределу прочности для каждой из используемых марок сталей) не превышает 0,9. Для определения коэффициента пластичности из заготовок вырезают патрубок длиной 36мм и изготавливают цилиндрические образцы Æ3мм для испытания на растяжение с определением предела текучести и временного сопротивления разрыву. Подбирают пакет труб, каждая труба которого имеет примерно одинаковый коэффициент пластичности металла, но не превышающий 0,9. Дополнительными исследованиями было установлено, что в случае выбора в качестве заготовки трубы с коэффициентом пластичности более 0,9, при последующей холодной деформации, например, прокатке, происходит растрескивание металла и образование плен. При формировании партии труб например, из стали 12Х18Н10Т, была использована заготовка с коэффициентом пластичности металла 0,65. Известно (см.: Лезинская Е.Я. Анализ влияния различных способов нагрева на формирование структуры нержавеющих и жаропрочных сталей: Библиографический указатель ВИНИТИ "Депонированные научные работы", 1983. - №8. С.119), что для данной марки стали для обеспечения высокой пластичности и коррозионной стойкости металла готовой трубы зерно должно иметь средний диаметр около 10мкм. Расчет оптимальной температуры нагрева осуществляют по выражению: Следовательно, нагрев для получения оптимальных свойств следует производить до температуры 1080°C. При осуществлении предлагаемого способа были использованы трубы 58 ´ 4мм. Сначала трубы были термообработаны в шахтной печи СШЗ при температуре 1070°C, затем была осуществлена химическая обработка - травление в щелочном расплаве при температуре 420 - 430°C и в азотноплавиковом растворе. Обработанная полая заготовка подвергалась холодной деформации, а именно была осуществлена прокатка на станах ХПТ-55, ХПТ-32, ХПТР и волочение на волочильном стане - всего четыре прохода до готового размера. Между проходами производилась химическая и термическая обработка передельных труб по указанным выше режимам. Были проведены также испытания при температурах, рассчитанных исходя из граничных значений предлагаемых интервалов коэффициентов, приведенных в выражении. Минимальная температура нагрева при термообработке, определенная в соответствии с заявляемым выражением исходя из того, что и максимальная составляет 950°C, а температура нагрева, рассчитанная исходя из и составляет 1195°C. Все остальные параметры способа были аналогичными приведенным выше и все три примера осуществления производились на одном в том же оборудовании при получении труб одного и того же размера. Причем, испытания готовых труб на стойкость против МКК проводили путем двадцати четырех часового кипячения образцов из этих труб в серной кислоте с последующим гибом на угол 90° (ГОСТ 6032 - 82). Образцы, склонные к МКК, имели на выпуклой стороне гиба трещины, а на образцах не склонных к МКК трещины отсутствовали. Результаты испытаний готовых труб, полученных по прототипу и предлагаемому способам приведены в таблице. Во всех случаях результаты испытаний готовых труб, полученных предлагаемым способом (поз.2, 3, 4 таблицы) удовлетворяли требованиям ГОСТа 9941 (временное сопротивление разрыву не менее 56кгс/мм2, относительное удлинение не менее 33%), что не имеет место в случае изготовления труб по прототипу (поз.1 таблицы). При этом исследование структуры труб, изготовленных предлагаемым способом (поз.2, 3, 4 таблицы) и фото 2, 3, 4, соответственно), показало очищение границ зерен от охрупчивающих включений и как результат повышение коррозионной стойкости труб, изготовленных по предлагаемому способу по сравнению с трубами, полученными в соответствии с прототипом (поз.1 таблицы и фото 1).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of seamless steel pipes
Автори англійськоюChub Anatolii Vasyliovych, Ostrovskyi Ihor Petrovych, Chekha Viktor Mykolaievych, Kiseliov Viktor Stefanovych, Lezinska Olena Yakivlivna, Lavreniuk Petro Danylovych, Benko Viktor Petrovych, Zuiev Leonid Artemovych, Karminova Valentyna Andriivna, Koreniak Yurii Konstiantynovych, Kyslytsina Liubov Mykhailivna
Назва патенту російськоюСпособ производства бесшовных стальных труб
Автори російськоюЧуб Анатолий Васильевич, Островский Игорь Петрович, Чеха Виктор Николаевич, Киселев Виктор Стефанович, Лезинская Елена Яковлевна, Лавренюк Петр Данилович, Бенько Виктор Петрович, Зуев Леонид Артемович, Карминова Валентина Андреевна, Кореняк Юрий Константинович, Кислицина Любовь Михайловна
МПК / Мітки
МПК: B21B 21/00, C21D 9/08
Мітки: безшовних, труб, спосіб, стальних, виробництва
Код посилання
<a href="https://ua.patents.su/3-9478-sposib-virobnictva-bezshovnikh-stalnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва безшовних стальних труб</a>
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Рабінович Олександр Вольфович, Лезінська Олена Яківна, Перчаник Віктор Вольфович, Друян Володимир Михайлович, Рищенко Юрій Олександрович, Козловський Альфред Іванович, Буряк Тетяна Миколаївна, Ковальова Лариса Григорівна
МПК: B21B 23/00
Мітки: труб, аустенітних, виготовлення, спосіб, сталей
Формула / Реферат:
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб одержання стальних заготовок
Номер патенту: 932
Опубліковано: 15.12.1993
Автори: Нефьодов Анатолій Олександрович, Фролов Артур Володимирович, Лужецкая Ірина Анатоліївна, Фролов Володимир Миколайович
МПК: B22D 7/00
Мітки: заготовок, стальних, спосіб, одержання
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80... 180 кг/с, продувку газами производят с интенсивностью 0,03...0,05 м/с с...
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Валентин Рудольфович, Тир Сергій Валентинович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Автори: Хабчик Аркадій Семенович, Хабчик Валерій Семенович
МПК: F28F 19/00
Мітки: металевих, спосіб, труб, теплообмінника, виготовлення
Формула / Реферат:
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением...
Спосіб цинкування труб
Номер патенту: 1335
Опубліковано: 25.03.1994
Автори: Шевченко Дмитро Анатолійович, Зехов Сергій Васильович, Мітніков Ілля Юхимович, Фрісман Йосип Абрамович, Копаєвич Аркадій Михайлович, Гладуш Василь Макарович, Норвилло Надія Юріївна, Галенчик Микола Андрійович, Ліпман Михайло Хананович, Калінін Олексій Іванович, Сидорова Наталія Миколаївна, Проскурін Євген Васильович, Кучеренко Олег Павлович, Краминський Семен Петрович
МПК: C23C 2/36
Мітки: труб, цинкування, спосіб
Формула / Реферат:
Способ цинкования труб, включающий погружение их в цинко-свинцовый состав расплава с установкой по вертикали, отличающийся тем, что установку труб осуществляют с помощью набора параллельно размещенных решеток, оси ячеек которых совпадают, при этом площади ячеек крайних решеток в 1,1-1,3 раза меньше площади поперечного сечения цинкуемых труб, а усилия, обеспечивающие погружение труб. прикладываются со стороны зеркала расплава, причем усилие...
Попередній патент: Млин
Наступний патент: Спосіб тарифікаційного почасового обліку вартості телефонних розмов
Випадковий патент: Спосіб дослідження гломеруло-тубулярного балансу в нефроні