Спосіб прання і пристрій для його здійснення
Формула / Реферат
1. Способ стирки содержащий наполнение обрабатывающим веществом изделия(ий) и(или) его(их) поверхности, отличающийся тем , что технологически чистое пульсирующее и колеблющееся обрабатывающее вещество принудительно и с контролируемыми местоположением и направлением воздействия наполняет и прокачивается а так же откачивается из обрабатываемого изделия(ий) и(или) его(их) поверхность а так же перемещает в контролируемыми местоположением и направлении обрабатываемое(мые) изделие(я).
2. Устройство для обработки изделия(ий) и (или) его(их) поверхности обрабатывающим веществом, в частности стиркой, содержащее внутренний барабан, отличающееся тем, что устройство оснащено системами принудительной подачи и извлечения из внутреннего барабана обрабатывающего вещества и переключающими системами различные
комбинации которых меняют место и направление воздействия обрабатывающего вещества а также системой пульсации и колебаний обрабатывающего вещества.
Текст
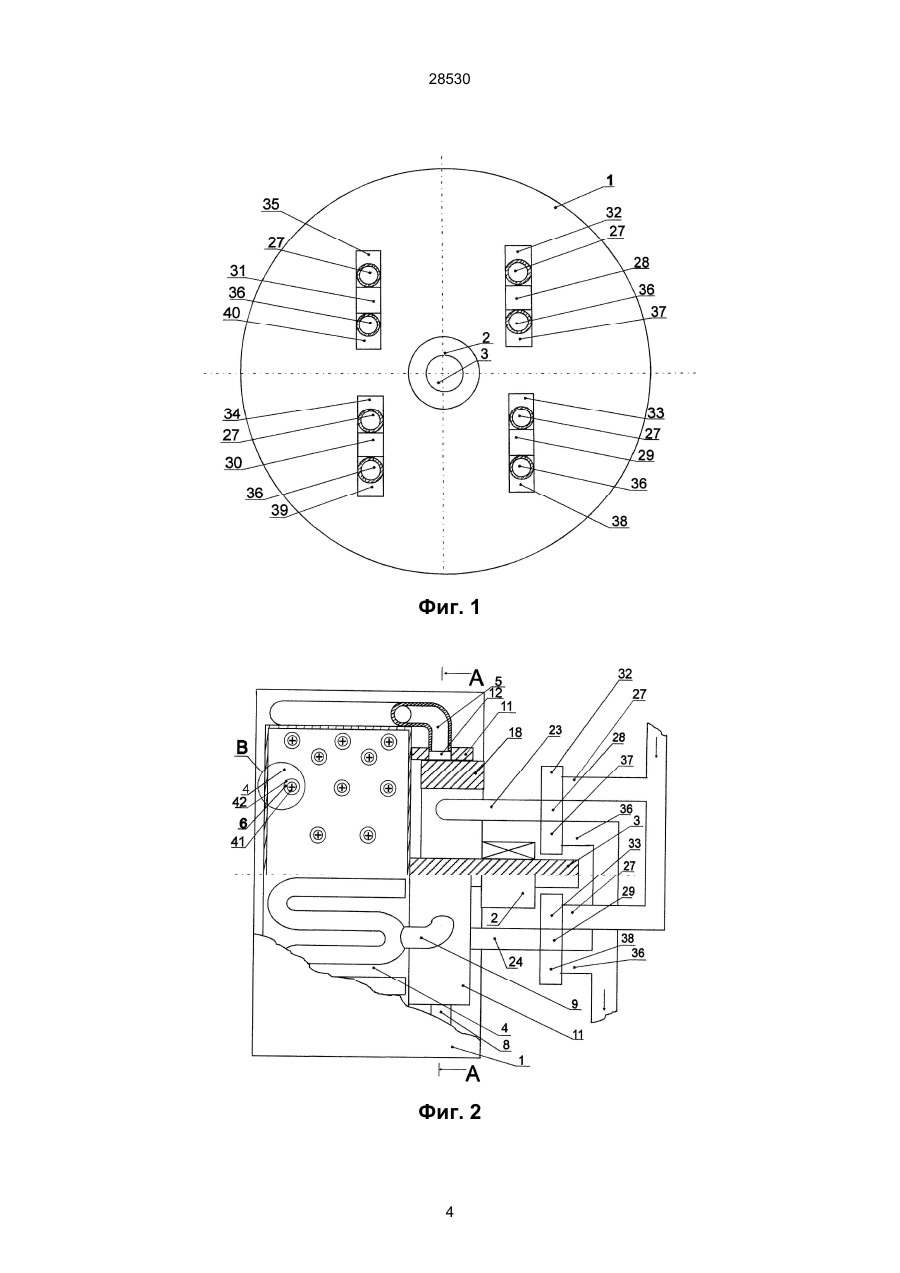
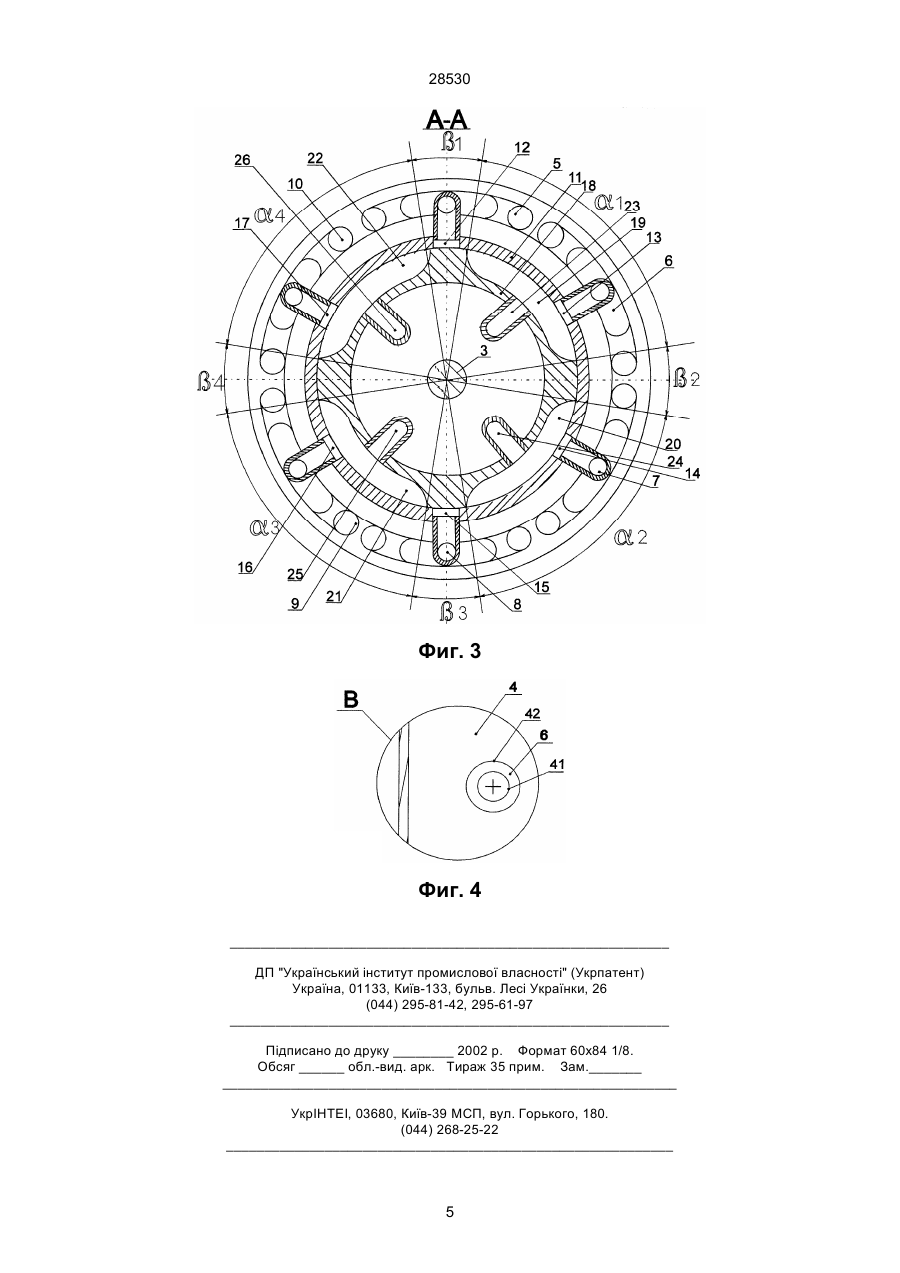
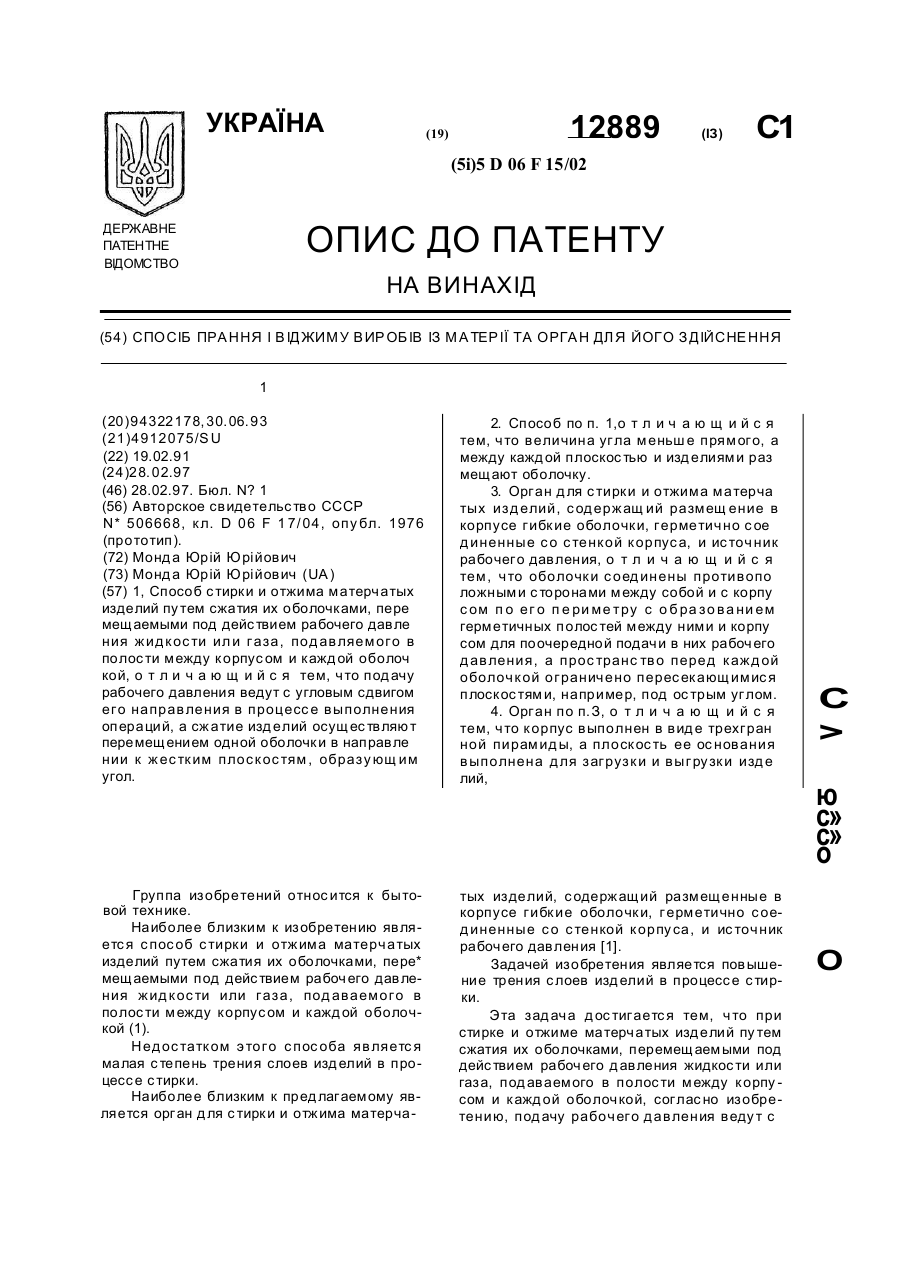
1. Способ стирки содержащий наполнение обрабатывающим веществом изделия(ий) и(или) его(их) поверхности, отличающийся тем, что технологически чистое пульсирующее и колеблющееся обрабатывающее вещество принудительно и с контролируемыми местоположением и направлением воздействия наполняет и прокачивается а так же откачивается из обрабатываемого 28530 тенсифицируют более так же частой сменой порций обрабатывающего вещества [3], при изменении параметров, например, температуры [4]. Известен способ стирки [5], содержащий повторяющиеся наполнения изделия и(или) его поверхности обрабатывающим веществом погружением в обрабатывающее вещество, до процесса транспортировки этого изделия транспортировки этого изделия, принудительного механического отделения изделия от транспортера консольно закрепленным элементом при каждом обороте, падения изделия с образованием положительного ускорения изделия под действием природных сил и принудительного отрицательного ускорения изделия с целью удаления обрабатывающего вещества из изделия и его поверхности под действием сил инерции. Производство стирки выше описанным способом требует длительного времени, поскольку перемещение обрабатывающего вещества внутри изделия и на его поверхности во время отделения, падения и принудительного отрицательного ускорения недостаточно интенсивно, количество повторений ограничено количеством оборотов, а количество обрабатывающего вещества ограничено заполняемым объемом внутри изделия, из которого часть обрабатывающего вещества под действием силы тяжести самопроизвольно покинуло изделие и его поверхность до процесса отделения, процесс перехода измельченных инородных веществ от изделия в объем обрабатывающего вещества замедляется по мере его насыщения удаленными из изделия и его поверхности инородными веществами, а так же процесс измельчения инородных веществ при движении обрабатывающего вещества не интенсифицирован. В основу изобретения поставлена задача усовершенствования способа стирки содержащего наполнение обрабатывающим веществом изделия(ий) и(или) его(их) поверхности, путем интенсификации процессов обработки при производстве принудительных, отделения, перемещения, и откачки производимых технологически чистым, пульсирующим и колеблющимся обрабатывающим веществом в контролируемом участке и с контролируемым направлением воздействия производимых с изделием(ями) и(или) его(их) поверхностью, что обеспечивает уменьшение времени качественной обработки. Предложенный способ стирки может осуществляться самостоятельно в специальном устройстве, либо совместно с другими способами стирки в стиральной машине барабанного типа изображенной сзади на фиг. 1 и ее проекции слева, изображенной на фиг. 2, а также изображением разреза фиг. 3 в плоскости А-А, содержащей корпус 1 на котором закреплена опора 2, в которой возможно вращение вала 3, на котором закреплен внутренний барабан 4 к внешней поверхности которого прикреплены шесть змееобразно изогнутых распределительных патрубков 5, 6, 7, 8, 9, 10, имеющие выходные отверстия направленные сквозь отверстия перфорации во внутрь внутреннего барабана 4 и соедененных с закрепленным на внутреннем барабане 4 и имеющим с ним одну ось вращения наружным кольцом 11 через отверстия 12, 13, 14, 15, 16, 17, соответственно. К корпу су 1 жестко прикреплено внутреннее кольцо 18 внешнюю поверхность которого охватывает своей внутренней поверхностью с возможностью скольжения наружное кольцо 11. Ha внешнюю сторону внутреннего кольца 18 открываются расположенные в нем четыре полости 19, 20, 21, 22, каждая из которых сообщается с соответствующим патрубком 23, 24, 25, 26, каждый из которых подсоединен к нагнетательному трубопроводу 27 через соответствующий генератор колебаний обрабатывающего вещества 28, 29, 30, 31 и подсоединенный к нему соответствующий вентиль 32, 33, 34, 35, и к всасывающему трубопроводу 36 через соответствующий вентиль 37, 38, 39, 40. Распределительные патрубки 5, 6, 7, 8, 9, 10, имеют выходные отверстия 41 направленные во внутрь внутреннего барабана 4 сквозь перфорирующие его отверстия 42. На участке В выделено одно такое сочетание и изображено в увеличенном виде на фиг. 4. Таким образом, содержимое патрубков 23, 24, 25, 26 сообщается со средой внутреннего барабана 4, например, при нормально закрытом вентиле 37, обрабатывающее вещество из нагнетательного патрубка 27 сквозь открытый вентиль 32, проходит сквозь генератор колебаний 28, в результате чего приобретает заданную технологией обработки изделия пульсацию ичастоту и попадает во внутренний барабан 4, перемещаясь в последовательности: нагнетательный патрубок 27, открытый вентиль 32, генератор колебаний 28, патрубок 23, полость 19 совмещенное с этой полостью, в данный момент, отверстие 12 наружного подвижного кольца 11, распредилительный патрубок 5 снабженный выходными отверстиями 4 направленными в отверстия перфорации 42 внутреннего барабана 4. В обратном направлении среда внутреннего барабана 4 попадает во всасывающий трубопровод 36 сквозь отрытый вентиль 38, при закрытом вентиле 32. Углы a1, a2, a3, a4, показывают районы совмещения отверс-тий 12, 13, 14, 15, 16, 17 наружного кольца 11, с полостями 19, 20, 21, 22 внутреннего кольца 18, а углы b 1, b2, b 3, b 4 показывают несообщаемость этих полостей 19, 20, 21, 22 с этими отверстиями 12, 13, 14, 15, 16, 17. Процесс принудительного перемещения изделия в пространстве внутреннего барабана состоит в том, что на поверхность изделия находящегося в зоне угла a1, a2, a3, a4 действия соответствующей полости 19, 20, 21, 22 подается из совмещенных с этой полостью соответствующих распределительных патрубков 5, 6, 7, 8, 9, при открытом соответствующем внтиле 32, 33, 34, 35, нагнетательного трубопровода обрабатывающее вещество под избыточным давлением. Величина скорости перемещения изделия и ускорения на участке (либо на всем пути) подбираетя согласно структуре изделия и характера удаляемого инородного вещества и регулируется количеством и скоростью обрабатывающего вещества оказывающего давление на поверхность изделия, под действием которого это изделие перемещается. Процесс принудительного перемещения изделия во внутреннем пространстве внутреннего барабана 4, повышает кинетическую энергию обрабатывающего вещества в изделии и на его поверхности, большая часть которой используется при вытекании по инерции в процес 2 28530 се принудительного отрицательного ускорения (торможения), что интенсифицирует процесс удаления инородных веществ из изделия и его поверхности. Процесс перемещения изделия начинается процессом изменения первоначального положения изделия в пространстве внутреннего барабана 4 т.е процессом отделения. Процесс наполнения изделия и его поверхности обрабатывающим веществом происходит с прокачкой в изделии и поверхности под воздействием избыточного давления обрабатывающего вещества на поверхность изделия в процессах отделения, перемещения и принудительного отрицательного ускорения. Процесс прокачки повышает скоростть движения обрабатывающего вещества в изделии и его поверхности, поэтому процесс удаления инородных веществ из изделия и его поверхности интенсифицируется. Процесс наполнения изделия и его поверхности производится технологически чистым обрабатывающим веществом (т.е. с концентрацией нородных веществ в нем менее допускающей, оседание инородных веществ из обрабатывающего вещества на изделие), что стимулирует переход раздробленных, но находящихся в пограничном к изделию повышенной вязкости слое, в объем обрабатывающего вещества, а это явление интенсифицирует процесс обработки. Процесс наполнения изделия и его поверхности обрабатывающим веществом прозводится с пульсацией и колебаниями обрабатывающего вещества, частота которой определяется согласно характеру инородных веществ, структуре изделия, составу обрабатывающего вещества и другим факторам, и может подбираться экспериментально. Пульсация обрабатывающего вещества осуществляется соответствующим генератором колебаний 28, 29, 30, 31, сквозь который проходит обрабатывающее вещество из нагнетательного трубопровода 27, при открытом соответствующем вентиле 32, 33, 34, 35, в соответствующий патрубок 23, 24, 25, 26. Пульсация обрабатывающего вещества стимулирует дробление инородных веществ, а это явление интенсифицирует процесс обработки. Процесс принудительного перемещения изделия в пространстве внутреннего барабана 4 заканчивается принудительным торможением изделия о стенку внутреннего барабана 4 в виде удара и изделию сообщается принудительное отрицательное ускорение следствием которого является вытекание обрабатывающего вещества из изделия и его поверхности по инерции и под воздействием прокачки и откачки, что интенсифицирует процесс удаления инородных веществ из изделия и его поверхности. Процесс откачки обрабатывающего вещества с поверхности изделия производится в процессе принудительного отрицательного ускорения изделия соответствующими патрубками 5, 6, 7, 8, 9, 10, при открытии соответствующих вентилей 37, 38, 39, 40, всасывающего трубопровода 36, интенсифицируя движение обрабатывающего вещества в изделии и его поверхности, и этим повышая эффективность удаления загрязнений из изделия и его поверхности. Частота перемещений изделия может изменяться вариацией коммуникации полостей 19, 20, 21, 22, и вариацией комбинаций открытой части вентилей при нормально закрытой части оставшихся вентилей. Например, при совмещении со способом использующим неподвижный внутренний барабан 4, со 100% заполнением его внутреннего пространства обрабатывающим веществом целесообразно воспользоваться комбинацией открытых вентилей 34, 35, 37, 38, перемещающей изделие на фиг. 3 слева-направо и сменой этой комбинации комбинацией открытых вентилей 32, 33, 39, 40, перемещающей изделие справо-налево, частота переключений опредилит, в этом случае частоту перемещений а, при совмещении со способом [2] использующим реверсивное вращение внутреннего барабана 4, с отделением изделия при каждом его обороте, при частичном его заполнении ванной из обрабатывающего вещества, целесообразно воспользоваться комбинацией открытых вентилей 34, 38, при вращении по часовой стрелке, и комбинацией открытых вентилей 33, 39, при вращении против часовой стрелки. Возможны и другие варианты. Предложенный способ стирки, с целью упрощения конструкции оборудования, позволяет разделить и отдалить оборудование осуществляющее изменение состава и параметров обрабатывающего вещества. Например, оборудование приготавливающее раствор технологически чистых моющих средств для стирки, может подсоединяться в середине нагнетательного трубопоровода 27, оборудование подачи воздуха для сушки может подсоединяться в его начале, а сам нагнетательный трубопровод 27 может проходить сквозь оборудование обеспечивающее параметры обрабатывающего вещества (давление, температура, частота пульсаций, и т.д.). Источники информации 1. Э.В. Лир. Справочник по электробытовым машинам и приборам. Киев, 1976, Техніка, стр. 5-7. 2. Е.И. Лихтцер, Я.Н. Берников. Обслуживание прачечного оборудования. В.Ш. Москва, 1991 г., стр. 55-59. 3. То же стр. 46, рис. 5. 4. То же стр. 50. 5. А/с SU 1612014 А1. 3 28530 Фиг. 1 Фиг. 2 4 28530 Фиг. 3 Фиг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for washing and device for its implementation
Назва патенту російськоюСпособ стирки и устройство для его осуществления
МПК / Мітки
МПК: D06F 35/00
Мітки: здійснення, пристрій, прання, спосіб
Код посилання
<a href="https://ua.patents.su/5-28530-sposib-prannya-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб прання і пристрій для його здійснення</a>
Спосіб прання і віджиму виробів із матерії та орган для його здійснення
Номер патенту: 12889
Опубліковано: 28.02.1997
Автор: Монда Юрій Юрійович
МПК: D06F 15/00
Мітки: здійснення, спосіб, виробів, матерії, прання, орган, віджиму
Формула / Реферат:
1. Способ стирки и отжима матерчатых изделий путем сжатия их оболочками, перемещаемыми под действием рабочего давления жидкости или газа, подавляемого в полости между корпусом и каждой оболочкой, отличающийся тем, что подачу рабочего давления ведут с угловым сдвигом его направления в процессе выполнения операций, а сжатие изделий осуществляют перемещением одной оболочки в направлении к жестким плоскостям, образующим угол.2. Способ по...
Знімний пристрій для прання

Номер патенту: 384
Опубліковано: 30.04.1993
Автор: Сафронов Володимир Григорович
МПК: D06F 13/00
Мітки: знімний, пристрій, прання
Формула / Реферат:
1. Съемное устройство для стирки, содержащее раму, устанавливаемую на емкость для стирки, электродвигатель, смонтированный на раме, и активатор, связанный с его приводным валом, отличающееся тем, что, с целью повышения качества стирки, активатор установлен непосредственно на валу электродвигателя посредством шлицевого соединения с возможностью его осевого перемещения, корпус электродвигателя закреплен на раме с помощью шарнира, подвижное...
Пристрій для прання
Номер патенту: 484
Опубліковано: 30.04.1993
Автор: Сафронов Володимир Григорович
Формула / Реферат:
1. Приспособление для стирки, содержащее корпус, смонтированный в нем над емкостью для раствора электродвигатель, на валу которого подвижно в осевом направлении установлен активатор, выполненный с возможностью частичного погружения в раствор, отличающееся тем, что активатор выполнен в виде конуса, обращенного вершиной в сторону емкости для раствора.2. Приспособление для стирки по п. 1, отличающееся тем, что оно дополнительно содержит...
Спосіб прання текстильних виробів
Номер патенту: 17186
Опубліковано: 18.03.1997
Автори: Цуркін Володимир Миколайович, Чечель Володимир Кузьмич, Тіманов Віктор Миколайович, Платонов Миколай Олександрович, Гнатенко Євген Константинович, Стріжикозіна Світлана Петрівна
МПК: D06F 19/00
Мітки: виробів, текстильних, спосіб, прання
Формула / Реферат:
1. Способ стирки текстильных изделий, включающий загрузку изделий в стиральный бак, подачу моющего раствора и воздействие активатором на обрабатываемое текстильное сырье, отличающийся тем, что воздействие активатора на обрабатываемое текстильное сырье совмещают с воздействием на моющий раствор звуковых волн слышимого диапазона.2. Способ стирки текстильных изделий по п.1, отличающийся тем, что на моющий раствор воздействуют звуковыми...
Пристрій для прання виробів
Номер патенту: 16816
Опубліковано: 29.08.1997
Автор: Кафітін Юхим Давидович
МПК: D06F 17/00
Мітки: прання, виробів, пристрій
Формула / Реферат:
Устройство для мойки изделий, содержащее герметичную рабочую емкость с моющей жидкостью, средство создания в ней вакуума и систему водоснабжения, отличающееся тем, что, с целью повышения эффективности воздействия жидкости на изделия, средство создания вакуума содержит камеру с находящимися внутри испарителем в виде пластин, связанных с источником электрического тока дозатором и конденсатором, при этом камера посредством патрубков с...
Попередній патент: Спосіб керування напрямком буріння і пристрій для його здійснення
Наступний патент: Підшипник рідинного тертя
Випадковий патент: Спосіб прицілювання космічної ракети-носія на морській стартовій платформі