Спосіб литва під тиском з двома камерами пресування
Номер патенту: 29636
Опубліковано: 25.01.2008
Автори: Падєрін Володимир Миколайович, Галух Володимир Іванович
Формула / Реферат
1. Спосіб литва під тиском з двома камерами пресування із застосуванням вакуумування прес-форми на машинах з холодною горизонтальною або вертикальною, а також з гарячою камерами пресування, пристрій для реалізації якого містить прес-форму з однією камерою пресування і циліндр вакуумування з кришками, поршнева порожнина якого сполучена з робочою порожниною прес-форми через вентиляційний канал, а поршень зв’язаний з пресуючим поршнем камери пресування і має штангу регульованої довжини, закріплену на поршні з сторони поршневої порожнини і розміщену в отворі кришки циліндра вакуумування, в яких процес заповнення, вакуумування, підпресування і живлення відливання під час кристалізації здійснюється під дією тиску від одного горизонтального або вертикального механізму пресування з штоком і прес-поршнем до перемерзання живильника, який відрізняється тим, що додатково вводять вертикальний механізм підпресування з другою камерою пресування, що складається з двох половин, сполучених по площині розніму, яка, з одного боку, підключена до поршневої порожнини циліндра вакуумування, встановленого паралельно механізму пресування, поршень якого через шток і важіль жорстко сполучений з штоком механізму пресування, а з іншого сполучена вентканалом з розрахунковою площею перерізу і товщиною не менше товщини відливання з матрицею, а шток механізму пресування додатково забезпечений регульованим упором з тарілчастою пружиною для плавної його зупинки і кінцевим вимикачем, що включає додатковий механізм підпресування, внаслідок чого спочатку відбувається заповнення і одночасне вакуумування прес-форми і частини другої камери пресування за допомогою горизонтального або вертикального механізму пресування, що забезпечує за рахунок регулювання швидкості пресування оптимальний суцільний послідовний режим заповнення прес-форми розплавом від низу до верху, що не захоплює при максимальному видаленні вакуумуванням повітря і газів мастила через вентканал, а потім заповнення розплаву припиняється для запобігання його попаданню в систему вакуумування і за допомогою додаткового механізму здійснюється підпресування розплаву для максимального стиснення повітря і газів мастила, що залишилося, забезпечуючи при цьому живлення відливання під час кристалізації до повного твердіння.
2. Спосіб за пунктом 1, який відрізняється тим, що визначення оптимальної швидкості суцільного послідовного режиму заповнення, що забезпечує максимальне видалення повітря і газів мастила з прес-форми при мінімальному часі заповнення, здійснюється виготовленням неповного відливання шляхом зупинки пресуючого поршня у будь-який момент заповнення за умови отримання на фронті заповнення затверділого неповного відливання рівної поверхні без завихрень, що не захоплює рухомим потоком розплаву повітря і гази мастила.
Текст
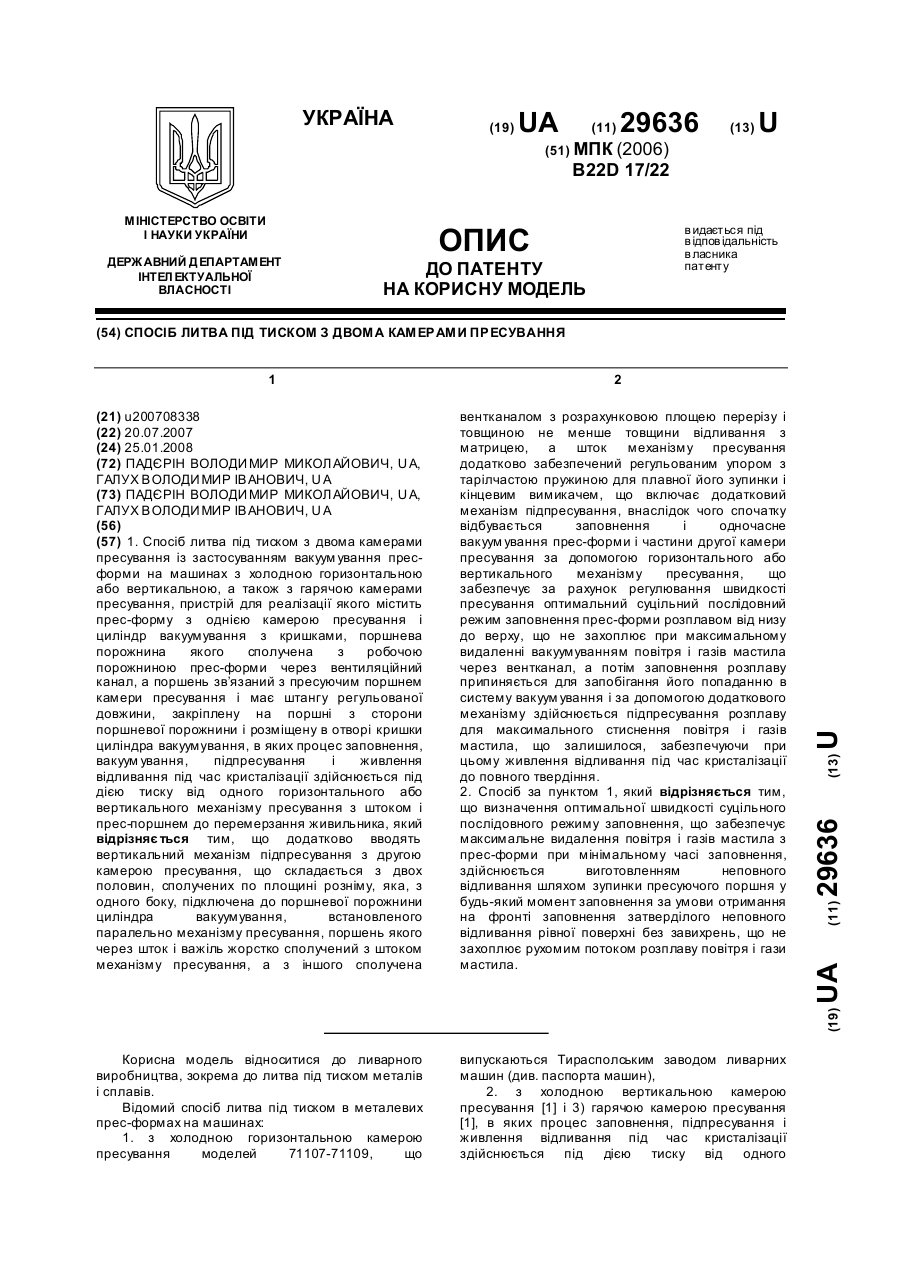
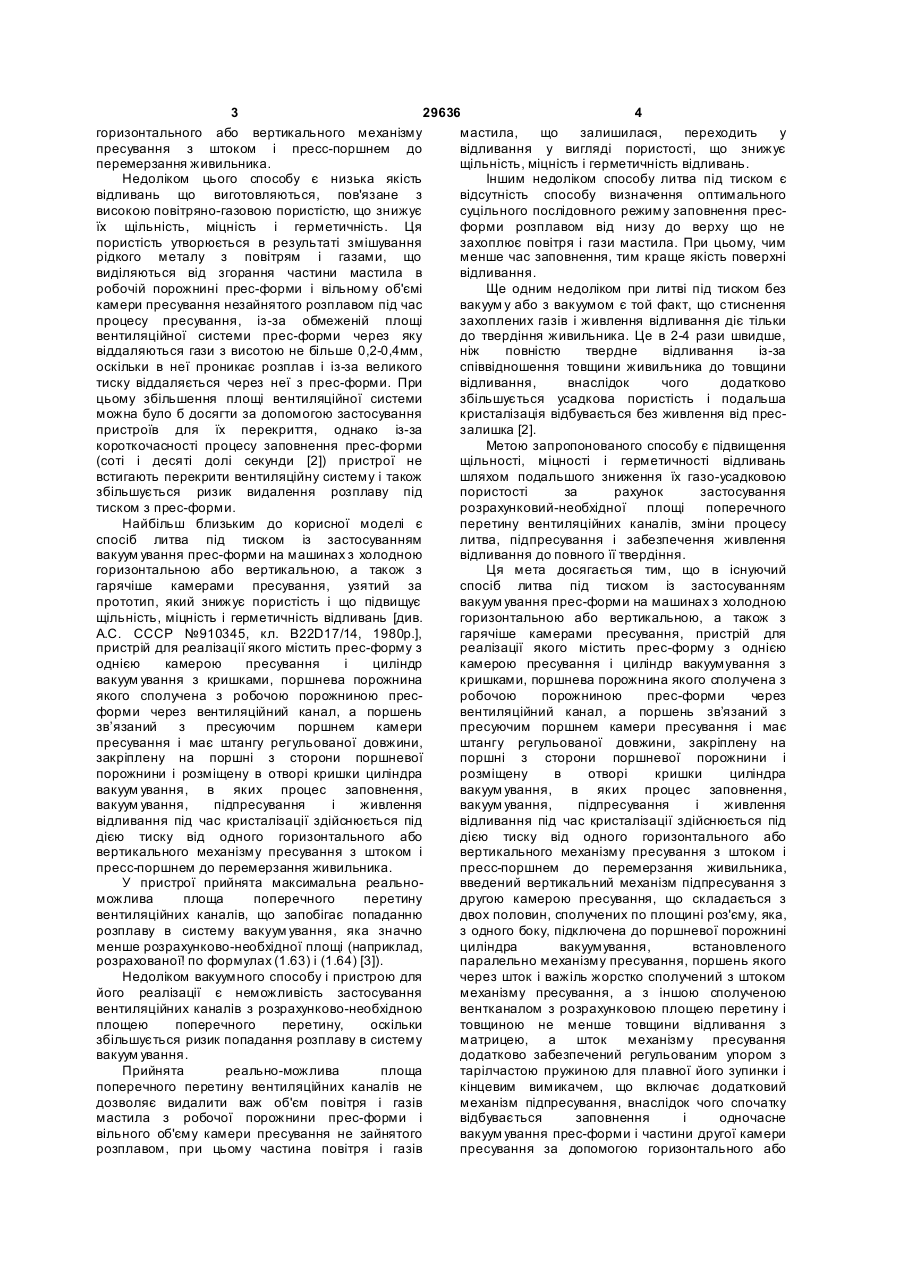
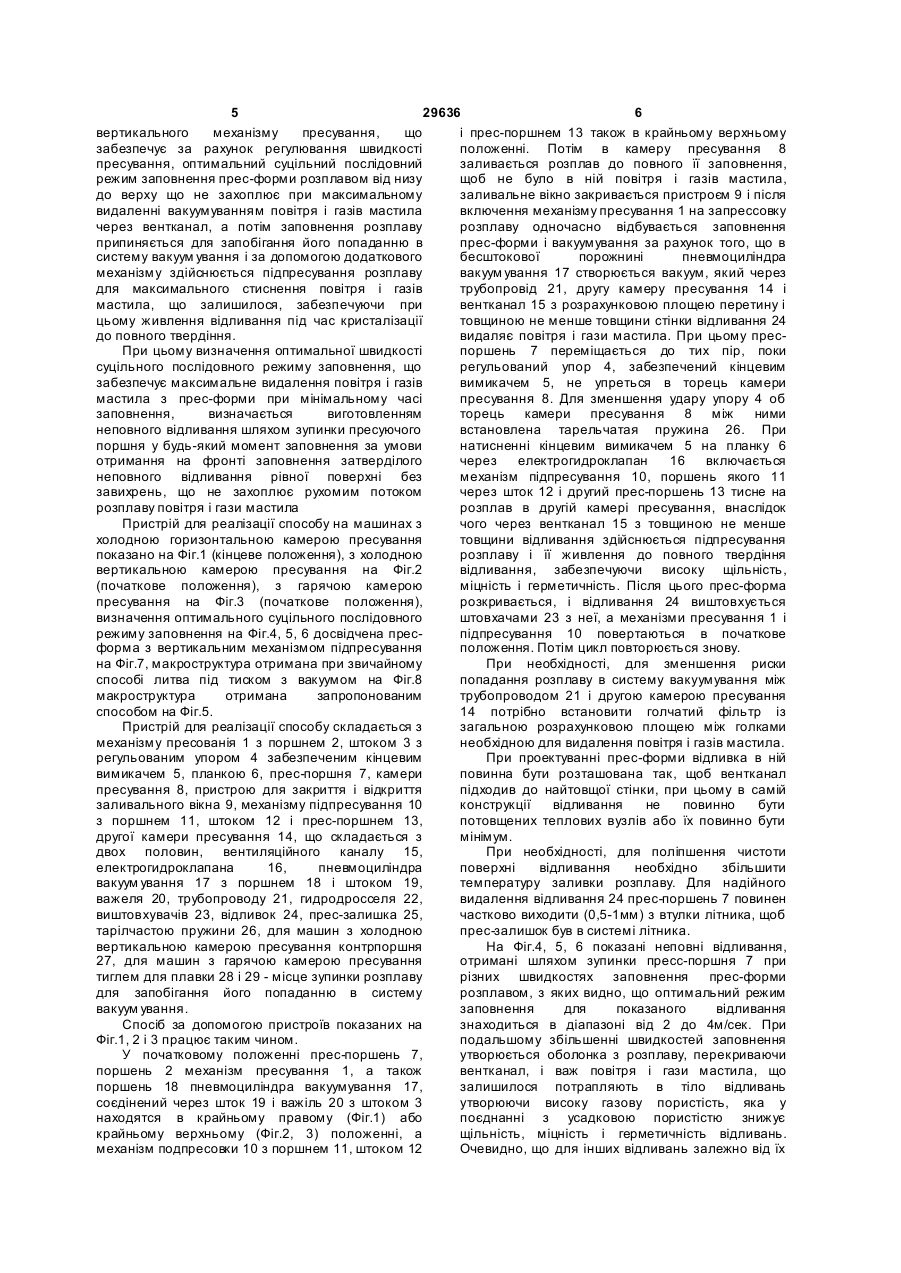
1. Спосіб литва під тиском з двома камерами пресування із застосуванням вакуум ування пресформи на машинах з холодною горизонтальною або вертикальною, а також з гарячою камерами пресування, пристрій для реалізації якого містить прес-форму з однією камерою пресування і циліндр вакуумування з кришками, поршнева порожнина якого сполучена з робочою порожниною прес-форми через вентиляційний канал, а поршень зв’язаний з пресуючим поршнем камери пресування і має штангу регульованої довжини, закріплену на поршні з сторони поршневої порожнини і розміщену в отворі кришки циліндра вакуумування, в яких процес заповнення, вакуум ування, підпресування і живлення відливання під час кристалізації здійснюється під дією тиску від одного горизонтального або вертикального механізму пресування з штоком і прес-поршнем до перемерзання живильника, який відрізняє ться тим, що додатково вводять вертикальний механізм підпресування з другою камерою пресування, що складається з двох половин, сполучених по площині розніму, яка, з одного боку, підключена до поршневої порожнини циліндра вакуумування, встановленого паралельно механізму пресування, поршень якого через шток і важіль жорстко сполучений з штоком механізму пресування, а з іншого сполучена U 2 UA 1 3 29636 4 горизонтального або вертикального механізму мастила, що залишилася, переходить у пресування з штоком і пресс-поршнем до відливання у вигляді пористості, що знижує перемерзання живильника. щільність, міцність і герметичність відливань. Недоліком цього способу є низька якість Іншим недоліком способу литва під тиском є відливань що виготовляються, пов'язане з відсутність способу визначення оптимального високою повітряно-газовою пористістю, що знижує суцільного послідовного режиму заповнення пресїх щільність, міцність і герметичність. Ця форми розплавом від низу до верху що не пористість утворюється в результаті змішування захоплює повітря і гази мастила. При цьому, чим рідкого металу з повітрям і газами, що менше час заповнення, тим краще якість поверхні виділяються від згорання частини мастила в відливання. робочій порожнині прес-форми і вільному об'ємі Ще одним недоліком при литві під тиском без камери пресування незайнятого розплавом під час вакуум у або з вакуумом є той факт, що стиснення процесу пресування, із-за обмеженій площі захоплених газів і живлення відливання діє тільки вентиляційної системи прес-форми через яку до твердіння живильника. Це в 2-4 рази швидше, віддаляються гази з висотою не більше 0,2-0,4мм, ніж повністю твердне відливання із-за оскільки в неї проникає розплав і із-за великого співвідношення товщини живильника до товщини тиску віддаляється через неї з прес-форми. При відливання, внаслідок чого додатково цьому збільшення площі вентиляційної системи збільшується усадкова пористість і подальша можна було б досягти за допомогою застосування кристалізація відбувається без живлення від преспристроїв для їх перекриття, однако із-за залишка [2]. короткочасності процесу заповнення прес-форми Метою запропонованого способу є підвищення (соті і десяті долі секунди [2]) пристрої не щільності, міцності і герметичності відливань встигають перекрити вентиляційну систему і також шляхом подальшого зниження їх газо-усадковою збільшується ризик видалення розплаву під пористості за рахунок застосування тиском з прес-форми. розрахунковий-необхідної площі поперечного Найбільш близьким до корисної моделі є перетину вентиляційних каналів, зміни процесу спосіб литва під тиском із застосуванням литва, підпресування і забезпечення живлення вакуум ування прес-форми на машинах з холодною відливання до повного її твердіння. горизонтальною або вертикальною, а також з Ця мета досягається тим, що в існуючий гарячіше камерами пресування, узятий за спосіб литва під тиском із застосуванням прототип, який знижує пористість і що підвищує вакуум ування прес-форми на машинах з холодною щільність, міцність і герметичність відливань [див. горизонтальною або вертикальною, а також з А.С. СССР №910345, кл. В22D17/14, 1980р.], гарячіше камерами пресування, пристрій для пристрій для реалізації якого містить прес-форму з реалізації якого містить прес-форму з однією однією камерою пресування і циліндр камерою пресування і циліндр вакуумування з вакуум ування з кришками, поршнева порожнина кришками, поршнева порожнина якого сполучена з якого сполучена з робочою порожниною пресробочою порожниною прес-форми через форми через вентиляційний канал, а поршень вентиляційний канал, а поршень зв’язаний з зв’язаний з пресуючим поршнем камери пресуючим поршнем камери пресування і має пресування і має штангу регульованої довжини, штангу регульованої довжини, закріплену на закріплену на поршні з сторони поршневої поршні з сторони поршневої порожнини і порожнини і розміщену в отворі кришки циліндра розміщену в отворі кришки циліндра вакуум ування, в яких процес заповнення, вакуум ування, в яких процес заповнення, вакуум ування, підпресування і живлення вакуум ування, підпресування і живлення відливання під час кристалізації здійснюється під відливання під час кристалізації здійснюється під дією тиску від одного горизонтального або дією тиску від одного горизонтального або вертикального механізму пресування з штоком і вертикального механізму пресування з штоком і пресс-поршнем до перемерзання живильника. пресс-поршнем до перемерзання живильника, У пристрої прийнята максимальна реальновведений вертикальний механізм підпресування з можлива площа поперечного перетину другою камерою пресування, що складається з вентиляційних каналів, що запобігає попаданню двох половин, сполучених по площині роз'єму, яка, розплаву в систему вакуум ування, яка значно з одного боку, підключена до поршневої порожнині менше розрахунково-необхідної площі (наприклад, циліндра вакуумування, встановленого розрахованої! по формулах (1.63) і (1.64) [3]). паралельно механізму пресування, поршень якого Недоліком вакуумного способу і пристрою для через шток і важіль жорстко сполучений з штоком його реалізації є неможливість застосування механізму пресування, а з іншою сполученою вентиляційних каналів з розрахунково-необхідною вентканалом з розрахунковою площею перетину і площею поперечного перетину, оскільки товщиною не менше товщини відливання з збільшується ризик попадання розплаву в систему матрицею, а шток механізму пресування вакуум ування. додатково забезпечений регульованим упором з Прийнята реально-можлива площа тарілчастою пружиною для плавної його зупинки і поперечного перетину вентиляційних каналів не кінцевим вимикачем, що включає додатковий дозволяє видалити важ об'єм повітря і газів механізм підпресування, внаслідок чого спочатку мастила з робочої порожнини прес-форми і відбувається заповнення і одночасне вільного об'єму камери пресування не зайнятого вакуум ування прес-форми і частини другої камери розплавом, при цьому частина повітря і газів пресування за допомогою горизонтального або 5 29636 6 вертикального механізму пресування, що і прес-поршнем 13 також в крайньому верхньому забезпечує за рахунок регулювання швидкості положенні. Потім в камеру пресування 8 пресування, оптимальний суцільний послідовний заливається розплав до повного її заповнення, режим заповнення прес-форми розплавом від низу щоб не було в ній повітря і газів мастила, до верху що не захоплює при максимальному заливальне вікно закривається пристроєм 9 і після видаленні вакуумуванням повітря і газів мастила включення механізму пресування 1 на запрессовку через вентканал, а потім заповнення розплаву розплаву одночасно відбувається заповнення припиняється для запобігання його попаданню в прес-форми і вакуумування за рахунок того, що в систему вакуум ування і за допомогою додаткового бесштокової порожнині пневмоциліндра механізму здійснюється підпресування розплаву вакуум ування 17 створюється вакуум, який через для максимального стиснення повітря і газів трубопровід 21, другу камеру пресування 14 і мастила, що залишилося, забезпечуючи при вентканал 15 з розрахунковою площею перетину і цьому живлення відливання під час кристалізації товщиною не менше товщини стінки відливання 24 до повного твердіння. видаляє повітря і гази мастила. При цьому пресПри цьому визначення оптимальної швидкості поршень 7 переміщається до тих пір, поки суцільного послідовного режиму заповнення, що регульований упор 4, забезпечений кінцевим забезпечує максимальне видалення повітря і газів вимикачем 5, не упреться в торець камери мастила з прес-форми при мінімальному часі пресування 8. Для зменшення удару упору 4 об заповнення, визначається виготовленням торець камери пресування 8 між ними неповного відливання шляхом зупинки пресуючого встановлена тарельчатая пружина 26. При поршня у будь-який момент заповнення за умови натисненні кінцевим вимикачем 5 на планку 6 отримання на фронті заповнення затверділого через електрогидроклапан 16 включається неповного відливання рівної поверхні без механізм підпресування 10, поршень якого 11 завихрень, що не захоплює рухомим потоком через шток 12 і другий прес-поршень 13 тисне на розплаву повітря і гази мастила розплав в другій камері пресування, внаслідок Пристрій для реалізації способу на машинах з чого через вентканал 15 з товщиною не менше холодною горизонтальною камерою пресування товщини відливання здійснюється підпресування показано на Фіг.1 (кінцеве положення), з холодною розплаву і її живлення до повного твердіння вертикальною камерою пресування на Фіг.2 відливання, забезпечуючи високу щільність, (початкове положення), з гарячою камерою міцність і герметичність. Після цього прес-форма пресування на Фіг.3 (початкове положення), розкривається, і відливання 24 виштовхується визначення оптимального суцільного послідовного штовхачами 23 з неї, а механізми пресування 1 і режиму заповнення на Фіг.4, 5, 6 досвідчена преспідпресування 10 повертаються в початкове форма з вертикальним механізмом підпресування положення. Потім цикл повторюється знову. на Фіг.7, макроструктура отримана при звичайному При необхідності, для зменшення риски способі литва під тиском з вакуумом на Фіг.8 попадання розплаву в систему вакуумування між макроструктура отримана запропонованим трубопроводом 21 і другою камерою пресування способом на Фіг.5. 14 потрібно встановити голчатий фільтр із Пристрій для реалізації способу складається з загальною розрахунковою площею між голками механізму пресованія 1 з поршнем 2, штоком 3 з необхідною для видалення повітря і газів мастила. регульованим упором 4 забезпеченим кінцевим При проектуванні прес-форми відливка в ній вимикачем 5, планкою 6, прес-поршня 7, камери повинна бути розташована так, щоб вентканал пресування 8, пристрою для закриття і відкриття підходив до найтовщої стінки, при цьому в самій заливального вікна 9, механізму підпресування 10 конструкції відливання не повинно бути з поршнем 11, штоком 12 і прес-поршнем 13, потовщених теплових вузлів або їх повинно бути другої камери пресування 14, що складається з мінімум. двох половин, вентиляційного каналу 15, При необхідності, для поліпшення чистоти електрогидроклапана 16, пневмоциліндра поверхні відливання необхідно збільшити вакуум ування 17 з поршнем 18 і штоком 19, температуру заливки розплаву. Для надійного важеля 20, трубопроводу 21, гидродросселя 22, видалення відливання 24 прес-поршень 7 повинен виштовхувачів 23, відливок 24, прес-залишка 25, частково виходити (0,5-1мм) з втулки літника, щоб тарілчастою пружини 26, для машин з холодною прес-залишок був в системі літника. вертикальною камерою пресування контрпоршня На Фіг.4, 5, 6 показані неповні відливання, 27, для машин з гарячою камерою пресування отримані шляхом зупинки пресс-поршня 7 при тиглем для плавки 28 і 29 - місце зупинки розплаву різних швидкостях заповнення прес-форми для запобігання його попаданню в систему розплавом, з яких видно, що оптимальний режим вакуум ування. заповнення для показаного відливання Спосіб за допомогою пристроїв показаних на знаходиться в діапазоні від 2 до 4м/сек. При Фіг.1, 2 і 3 працює таким чином. подальшому збільшенні швидкостей заповнення У початковому положенні прес-поршень 7, утворюється оболонка з розплаву, перекриваючи поршень 2 механізм пресування 1, а також вентканал, і важ повітря і гази мастила, що поршень 18 пневмоциліндра вакуумування 17, залишилося потрапляють в тіло відливань соєдінений через шток 19 і важіль 20 з штоком 3 утворюючи високу газову пористість, яка у находятся в крайньому правому (Фіг.1) або поєднанні з усадковою пористістю знижує крайньому верхньому (Фіг.2, 3) положенні, а щільність, міцність і герметичність відливань. механізм подпресовки 10 з поршнем 11, штоком 12 Очевидно, що для інших відливань залежно від їх 7 29636 об'єму і конфігурації оптимальні значення швидкостей заповнення також будуть інші. На Фіг.7 показана досвідчена прес-форма для литва корпусів пневмоклапана редукційного типу ПКР25, виготовлена для випробування запропонованого способу. На Фіг.8 показана макроструктура, збільшена в 100 разів, отримана при звичайному способі литва під тиском з вакуумом, а на Фіг.9 отримана запропонованим вакуумним способом литва під тиском з двома камерами пресування. З фотографії на Фіг.9 видно, що структура відливання складається з дрібної газо-усадочной пористості (див. темні плями), не сполученою між собою і відносно рівномірно розташованою по її перетину, що підвищує щільність, міцність і герметичність відливань, а пористість зменшується майже більш ніж в два рази в порівнянні із структурою показаною на Фіг.8. Враховуючи, що повітря і гази мастила віддаляються за рахунок вакуум у і послідовного режиму заповнення через вентканал з розрахунковою площею поперечного перетину, пористість, що залишилася, є в основному усадковою мікропористістю. Пропонований спосіб литва під тиском з двома камерами пресування дозволяє зменшити пористість і підвищити щільність, міцність і герметичність відливань. Список використаної літератури 1. Беккер М.Б. Литво під тиском. М.:Вища школа, 1978. - 213 з. 2. Белопухов А.К. Технологічні режими литва під тиском. М.: Машинобудування, 1967. - 240 з. 3. Герц Е.В., Крейнин Г.В. Розрахунок пневмопріводов. М.: Машинобудування, 1975.-272з. 8 9 29636 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pressure die casting with two pressure chambers
Автори англійськоюPadierin Volodymyr Mykolaiovych, Halukh Volodymyr Ivanovych
Назва патенту російськоюСпособ литья под давлением с двумя камерами прессования
Автори російськоюПадерин Владимир Николаевич, Галух Владимир Иванович
МПК / Мітки
МПК: B22D 17/22
Мітки: пресування, литва, камерами, тиском, спосіб, двома
Код посилання
<a href="https://ua.patents.su/5-29636-sposib-litva-pid-tiskom-z-dvoma-kamerami-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб литва під тиском з двома камерами пресування</a>
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба

Номер патенту: 24909
Опубліковано: 15.02.2002
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: закритих, коробчастих, литва, форм, зокрема, хліба, тиском, відливків, випічки, глибоких, прес-форма
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Прес-форма для литва під тиском глибоких коробчатих закритих відливок, зокрема, форм для випічки хліба
Номер патенту: 24909
Опубліковано: 06.10.1998
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: форм, прес-форма, коробчатих, хліба, відливок, закритих, випічки, зокрема, тиском, глибоких, литва
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Спосіб напівсухого пресування керамічної черепиці
Номер патенту: 9641
Опубліковано: 30.09.1996
Автори: Дубина Володимир Іванович, Чень Степан Матвійович, Бек Юрій Маркіянович, Дигдалович Андрій Михайлович, Паламар Орест Степанович, Чернікова Ірина Валеріївна, Бек Маркіян Васильович
МПК: B28B 3/00
Мітки: напівсухого, керамічної, черепиці, пресування, спосіб
Формула / Реферат:
Спосіб напівсухого пресування керамічної черепиці, що включає засипку прес-порошку в прес-форми, пресування його та виштовхування (відбір) відпресованої черепиці, який відрізняється тим, що пресування здійснюють у прес-формі з пазами.
Прес напівсухого пресування
Номер патенту: 67803
Опубліковано: 15.07.2004
Автори: Саєнко Леонід Володимирович, Болотських Микола Степанович, Савченко Олександр Григорович, Крот Олександр Юлійович, Федоров Георгій Дмитрович
Мітки: прес, напівсухого, пресування
Формула / Реферат:
Прес напівсухого пресування, що містить поворотний стіл з прес-формами і штампами, опори яких на позиції пресування контактують з пластинами пресового поршня, і дугову рейку для переміщення штампів після позиції виштовхування, який відрізняється тим, що він оснащений обігрівачем пластин пресового поршня, а поблизу дугової рейки розміщено очищувач нижніх опор штампів.
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B30B 15/02, B22C 15/00
Мітки: прес-форма, матеріалів, пресування, порошкових
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Попередній патент: Спосіб одержання хлористого кальцію
Наступний патент: Спосіб переорієнтації космічних апаратів
Випадковий патент: Пристрій для вимірювання параметрів грудних залоз жінок