Склад електродного покриття “елод-1″
Номер патенту: 55492
Опубліковано: 15.04.2003
Автори: Панін Олексій Дмитрович, Солодько Костянтин Олександрович, Стеблянко Борис Максимович

Формула / Реферат
Склад електронного покриття для зварювання низьковуглецевих марок сталей, який містить ільменітовий концентрат, слюдяний продукт молотий, польовий шпат та феромарганець, який відрізняється тим, що додатково містить марганцеву руду, доломіт, глинозем, соду, торф, пральний порошок при такому співвідношенні компонентів, ваг. %:
Ільменітовий концентрат
20-36
Феромарганець
8-22
Марганцева руда
2-5
Доломіт
8-16,5
Слюдяний продукт молотий
8-16,5
Польовий шпат
4-8
Глинозем
3-6
Сода
1-3
Торф
1-6
Пральний порошок
1-3,
при цьому співвідношення між складом в електродному покритті соди, торфу та прального порошку відповідно повинно бути 1:2:1.
Текст
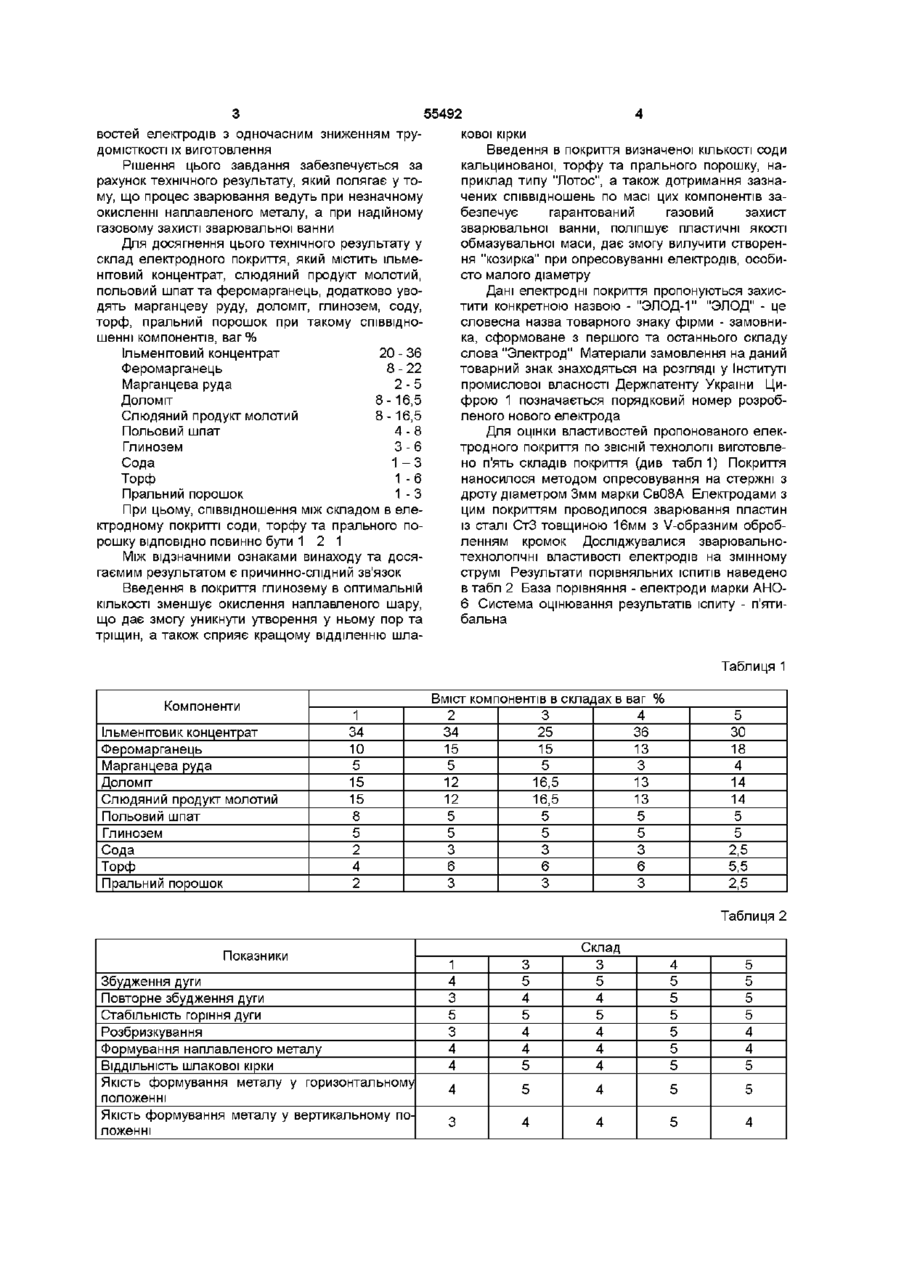
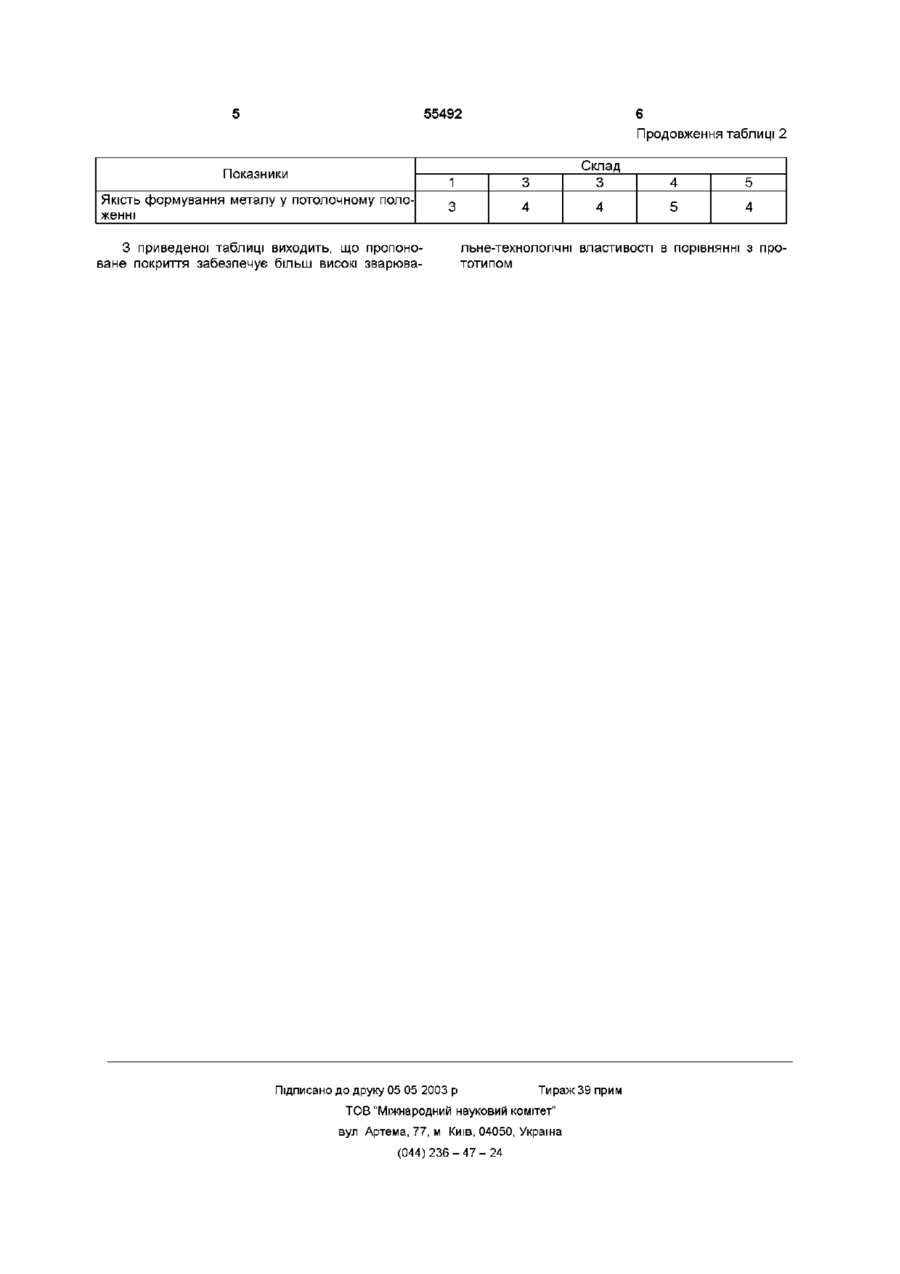
Склад електронного покриття для зварювання низьковуглецевих марок сталей, який містить ільменітовий концентрат, слюдяний продукт молотий, польовий шпат та феромарганець, який відрізняється тим, що додатково містить марганцеву руду, доломіт, глинозем, соду, торф, пральний порошок при такому співвідношенні компонентів, ваг % Ільменітовий концентрат 20-36 Феромарганець 8-22 Марганцева руда 2-5 Доломіт 8-16,5 Слюдяний продукт молотий 8-16,5 Польовий шпат 4-8 Глинозем 3-6 Сода 1-3 Торф 1 -6 Пральний порошок 1-3, при цьому співвідношення між складом в електродному покритті соди, торфу та прального порошку ВІДПОВІДНО повинно бути 1 2 1 о Винахід відноситься до зварювального виробництва, а саме - до електродного покриття електродів для дугового електричного зварювання переважно металоконструкцій з низьковуглецевих марок сталі Широко ЗВІСНІ покриття електродів марок АНО4, МР-3, РБУ-4, РБУ-5, та інш Найбільш розповсюдженим у галузі зварювального виробництва є покриття електроду марки АНО-4, яке використовується при зварюванні низьковуглецевої сталі (див , наприклад И А Закс "Электроды для дуговой сварки сталей и никелевых сплавов", СанкиПетербург, 1996г) Указане покриття містить такі компоненти рутиловий концентрат, слюдяний продукт молотий, магнезит (необпалений), феромарганець, целюлоза Його недоліками є недостатні зварювально-технологічні властивості електродів через використовування слюдяного продукту молотого замість слюди -мусковіт, що привело до погіршення умов опресування, збільшенню тугоплавкості покриття, висока собівартість виготовлення через прису тність в складі дорогокоштовних (рутиловий концентрат) та імпортних (целюлоза, магнезит) компонентів Найбільш близьким аналогом по сукупності інгредієнтів є покриття електроду марки АНО-6 (див , наприклад И А Закс "Электроды для дуговой сварки сталей и никелевых сплавов", СанктПетербург, 1996г) Відоме та замовляємо електродне покриття складається з таких східних компонентів ільменітовий концентрат, слюдяний продукт молотий, польовий шпат, феромарганець Проте, цьому електродному покриттю характерні ті самі недоліки, на які вказано вище, а саме відносно низькі зварювально-технологічні властивості (високий тиск опресовування, значна імовірність "козирка" і т д ), висока собівартість виготовлення через присутність в складі дорогокоштовних (залізний порошок) та імпортних (целюлоза, магнезит) компонентів, В основу винаходу покладено завдання створити електродне покриття, яке забезпечить покращання зварювальне - технологічних власти ю ю 55492 кової кірки Введення в покриття визначеної КІЛЬКОСТІ СОДИ кальцинованої, торфу та прального порошку, наприклад типу "Лотос", а також дотримання зазначених співвідношень по масі цих компонентів забезпечує гарантований газовий захист зварювальної ванни, поліпшує пластичні якості обмазувальної маси, дає змогу вилучити створення "козирка" при опресовуванні електродів, особисто малого діаметру Дані електродні покриття пропонуються захистити конкретною назвою - "ЭЛОД-1" "ЭЛОД" - це словесна назва товарного знаку фірми - замовника, сформоване з першого та останнього складу слова "Электрод" Матеріали замовлення на даний товарний знак знаходяться на розгляді у Інституті промислової власності Держпатенту України Цифрою 1 позначається порядковий номер розробленого нового електрода Для оцінки властивостей пропонованого електродного покриття по ЗВІСНІЙ технології виготовлено п'ять складів покриття (див табл 1) Покриття наносилося методом опресовування на стержні з дроту діаметром Змм марки СвО8А Електродами з цим покриттям проводилося зварювання пластин із сталі СтЗ товщиною 16мм з V-образним обробленням кромок Досліджувалися зварювальнотехнологічні властивості електродів на змінному струмі Результати порівняльних ІСПИТІВ наведено в табл 2 База порівняння - електроди марки АНО6 Система оцінювання результатів іспиту - п'ятибальна востеи електродів з одночасним зниженням трудомісткості їх виготовлення Рішення цього завдання забезпечується за рахунок технічного результату, який полягає у тому, що процес зварювання ведуть при незначному окисленні наплавленого металу, а при надійному газовому захисті зварювальної ванни Для досягнення цього технічного результату у склад електродного покриття, який містить ільменітовий концентрат, слюдяний продукт молотий, польовий шпат та феромарганець, додатково уводять марганцеву руду, доломіт, глинозем, соду, торф, пральний порошок при такому співвідношенні компонентів, ваг % Ільменітовий концентрат 20 - 36 Феромарганець 8 - 22 Марганцева руда 2 -5 Доломіт 8-16,5 Слюдяний продукт молотий 8 -16,5 Польовий шпат 4 -8 Глинозем 3 -6 Сода 1- З Торф 1 -6 Пральний порошок 1- З При цьому, співвідношення між складом в електродному покритті соди, торфу та прального порошку ВІДПОВІДНО повинно бути 1 2 1 Між відзначними ознаками винаходу та досягаємим результатом є причинно-слідний зв'язок Введення в покриття глинозему в оптимальній КІЛЬКОСТІ зменшує окислення наплавленого шару, що дає змогу уникнути утворення у ньому пор та тріщин, а також сприяє кращому відділенню шла Таблиця 1 Компоненти Ільменітовик концентрат Феромарганець Марганцева руда Доломіт Слюдяний продукт молотий Польовий шпат Глинозем Сода Торф Пральний порошок 1 34 10 5 15 15 8 5 2 4 2 Вміст компонентів в складах в ваг % 2 3 4 34 25 36 15 15 13 5 5 3 12 16,5 13 12 16,5 13 5 5 5 5 5 5 3 3 3 6 6 6 3 3 3 5 ЗО 18 4 14 14 5 5 2,5 5,5 2,5 Таблиця 2 Показники Збудження дуги Повторне збудження дуги Стабільність горіння дуги Розбризкування Формування наплавленого металу ВІДДІЛЬНІСТЬ шлакової кірки Якість формування металу у горизонтальному положенні Якість формування металу у вертикальному положенні 1 4 3 5 3 4 4 3 5 4 5 4 4 5 Склад 3 5 4 5 4 4 4 4 5 5 5 5 5 5 5 5 5 5 4 4 5 4 5 4 5 5 3 4 4 5 4 55492 Продовження таблиці 2 1 Показники Якість формування металу у потолочному положенні 3 Склад 3 4 5 3 4 4 5 4 З приведеної таблиці виходить, що пропоноване покриття забезпечує більш високі зварюва льне-технолопчні властивості в порівнянні з прототипом Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of electrode coating “elod-1”
Автори англійськоюPanin Oleksii Dmytrovych
Назва патенту російськоюСостав электродного покрытия «элод-1»
Автори російськоюПанин Алексей Дмитриевич
МПК / Мітки
МПК: B23K 35/365
Мітки: покриття, елод-1, склад, електродного
Код посилання
<a href="https://ua.patents.su/3-55492-sklad-elektrodnogo-pokrittya-elod-1.html" target="_blank" rel="follow" title="База патентів України">Склад електродного покриття “елод-1″</a>
Склад електродного покриття

Номер патенту: 50758
Опубліковано: 15.11.2002
Автори: Єфіменко Микола Григорович, Калін Микола Андрійович
МПК: B23K 35/365
Мітки: покриття, склад, електродного
Формула / Реферат:
Склад електродного покриття, переважно для зварювання вуглецевих і низьколегованих сталей, що містить ільменітовий концентрат, феромарганець, тальк, карбонат металу, який відрізняється тим, що він додатково містить чавун, деревинне борошно, компонент, що містить двоокис кремнію, вибраний із групи: кварцовий пісок, цеоліт, вогнетривку глину, компонент, вибраний із групи: вапняк, мергель, при наступному співвідношенні компонентів, мас. %: ...
Склад електродного покриття
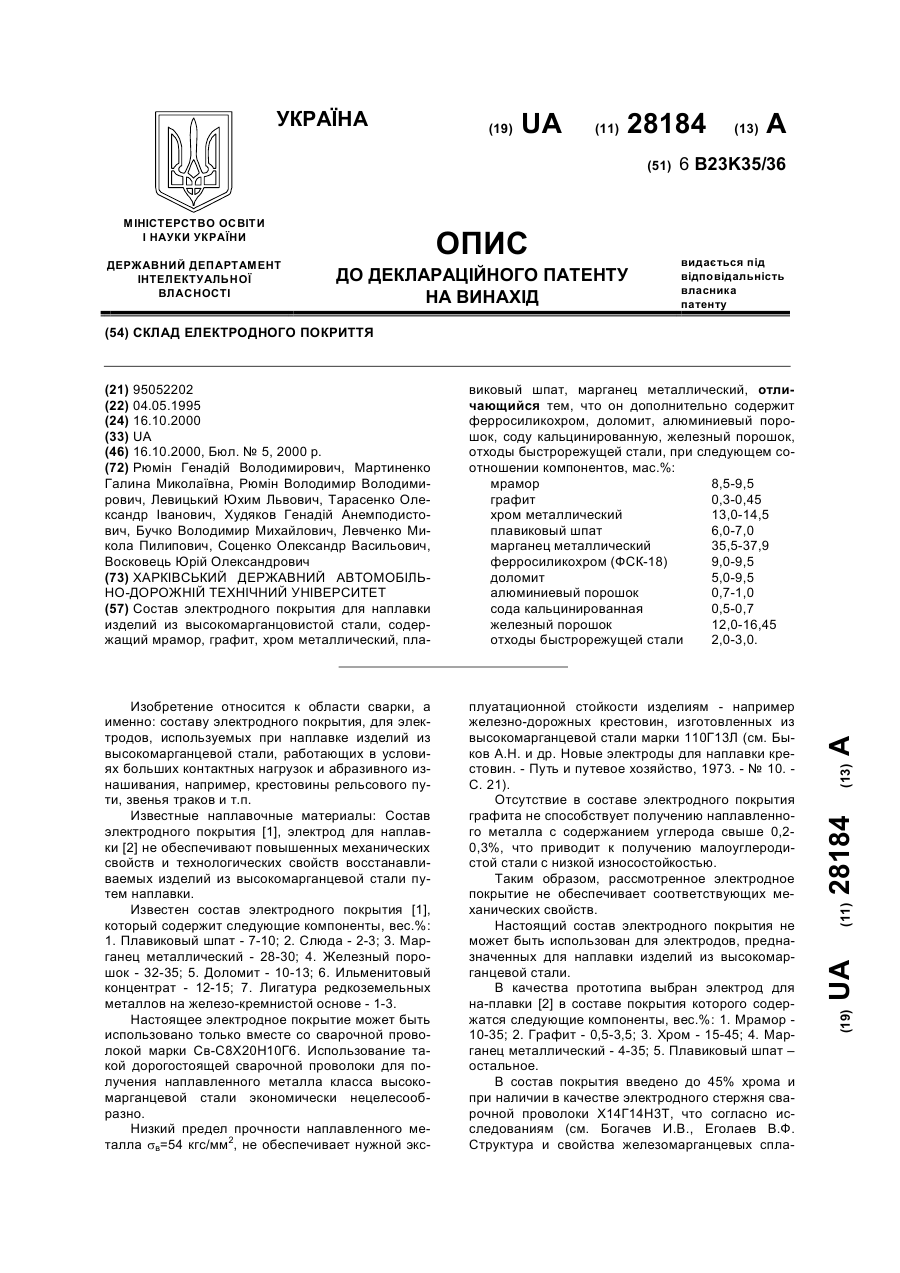
Номер патенту: 28184
Опубліковано: 16.10.2000
Автори: Тарасенко Олександр Іванович, Левицький Юхим Львович, Мартиненко Галина Миколаївна, Левченко Микола Пилипович, Рюмін Генадій Володимирович, Рюмін Володимир Володимирович, Бучко Володимир Михайлович, Восковець Юрій Олександрович, Соценко Олександр Васильович, Худяков Генадій Анемподистович
МПК: B23K 35/36
Мітки: покриття, електродного, склад
Формула / Реферат:
Состав электродного покрытия для наплавки изделий из высокомарганцовистой стали, содержащий мрамор, графит, хром металлический, плавиковый шпат, марганец металлический, отличающийся тем, что он дополнительно содержит ферросиликохром, доломит, алюминиевый порошок, соду кальцинированную, железный порошок, отходы быстрорежущей стали, при следующем соотношении компонентов, масс. %: мрамор 8,5-9,5 ...
Склад електродного покриття для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 24113
Опубліковано: 31.08.1998
Автори: Сафронов Олександр Сергійович, Хохлов Віктор Григорович, Філіпов Юрій Олександрович, Дзюба Вячеслав Михайлович, Петрова Людмила Савеліївна, Мойсов Леонід Петрович, Лапшин Віктор Михайлович, Йосипов Микола Григорович, Богаєвський Олексій Леонідович, Кир'яков Микола Миколайович
МПК: B23K 35/365
Мітки: покриття, електродного, вуглецевих, сталей, зварювання, склад, низьколегованих
Формула / Реферат:
Формула изобретенияСостав электродного покрытия для сварки углеродистых и низколегированных сталей, содержащий мрамор, плавиковый шпат, ферромарганец, ферросилиций, ферротитан, поташ, целлюлозу, железный порошок, отличающийся тем, что, с целью повышения прочности металла шва при высокопроизводительной сварке сталей повышенной прочности, состав дополнительно содержит отвальный шлак никелевого производства и лигатуру...
Склад електродного покриття

Номер патенту: 15674
Опубліковано: 30.06.1997
Автори: Супрунєнко Владімір Васильєвіч, Косенко Петро Олексійович, Нестеренко Сергій Вікторович, Бронфельд Володимир Миронович, Єфіменко Микола Григорович
МПК: B23K 35/365
Мітки: покриття, склад, електродного
Текст:
...металла в кислых средах в положительную область, при этом, однако, не обеспечивается образование плотных защитных пленок. Введение иттрия приводит к образованию к области пассивации плот- 10 ной защитной пленки. Таким образом, совместное действие иттрия и двуокиси церия (IV) при их определенном отношении всоставе, равном 1:(1,02,0} позволяет получить микролегиро- Ї5 ванный наплавленный металл с высокими антикоррозионными свойствами,...
Склад електродного покриття

Номер патенту: 26651
Опубліковано: 12.11.1999
Автори: Єфіменко Микола Григорович, Калін Микола Андрійович
МПК: B23K 35/365
Мітки: електродного, покриття, склад
Формула / Реферат:
Состав электродного покрытия, содержащий титансодержащий компонент, ферромарганец, соду и сухой остаток калиево-натриевого силиката, отличающийся тем, что в качестве титансодержащего компонента он содержит рутиловый или ильменитовый концентрат и дополнительно содержит мергель, цеолит, ферросилиций, гематит и компонент, выбранный из группы: каолин, бентонит, огнеупорная глина, при следующем соотношении компонентов, мас.%:Титансодержащий...
Попередній патент: Пристрій для зарядки накопичувальних конденсаторів від мережі змінного струму
Наступний патент: Роторно-лопатева гідромашина
Випадковий патент: Система побудови локальної мережі моніторингу за екологічним становищем полігону відходів промислових підприємств