Спосіб здобування формованого коксу
Номер патенту: 3339
Опубліковано: 27.12.1994
Автори: Торянік Едуард Ілліч, Шмадченко Валентин Миколайович, Шептовицький Марк Соломонович, Шульга Ігор Володимирович, Браун Микола Васильович, Вольфовський Анатолій Гарієвич, Скляр Михайло Григорович
Формула / Реферат
1. Способ получения формованного кокса, включающий смешение измельченных угля и кокса, нагрев смеси, горячее брикетирование смеси и последующее коксование брикетов, отличающийся тем, что нагрев смеси ведут до температуры, превышающей начало перехода угля в пластическое состояние на 0,2-0,3°С на каждый процент содержания кокса в шихте, и нагретую смесь перед брикетированием подвергают выдержке в течение 5-20 с.
2. Способ по п. 1, отличающийся тем, что коксование до 900°С ведут со скоростью 3,5-4,5 град/мин.
Текст
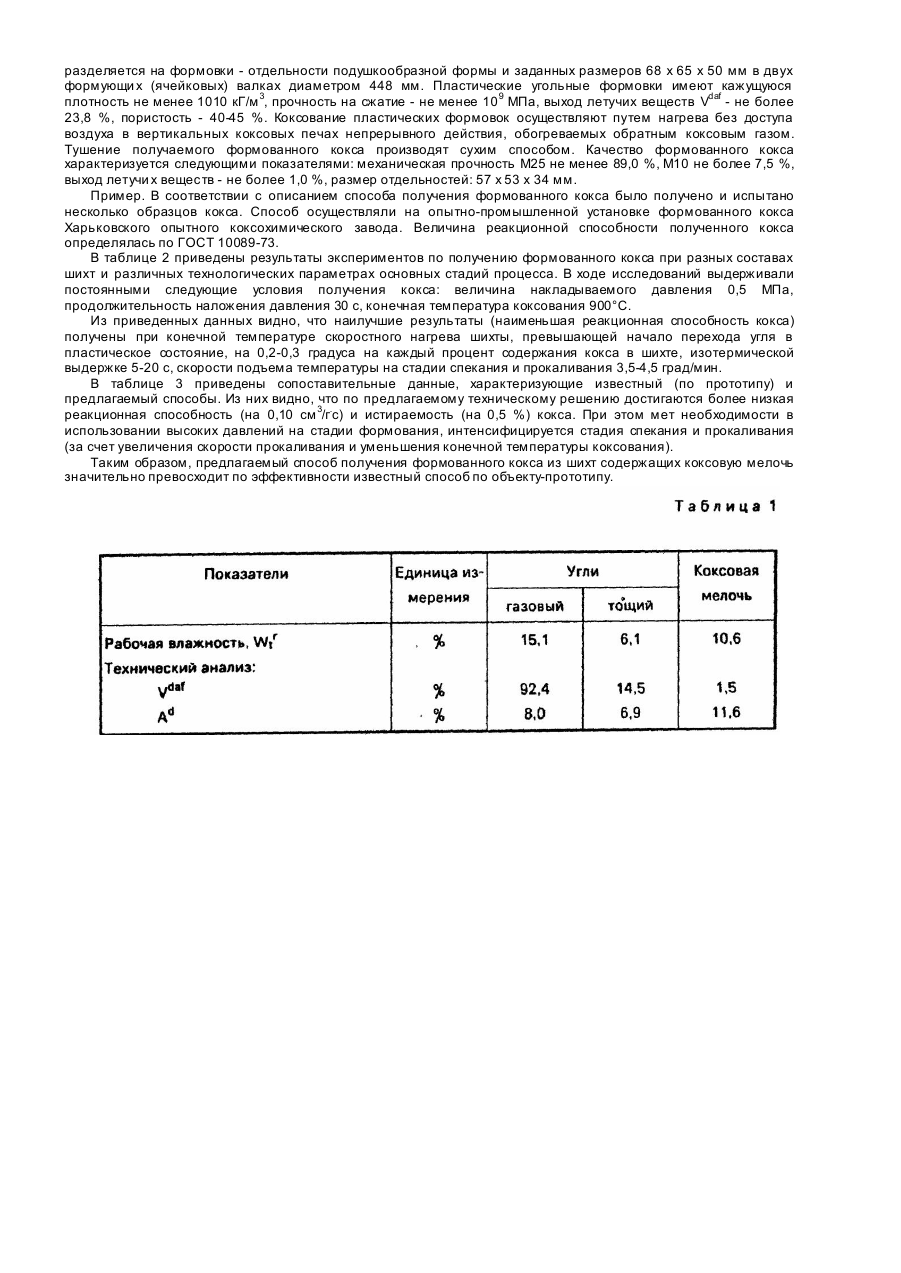
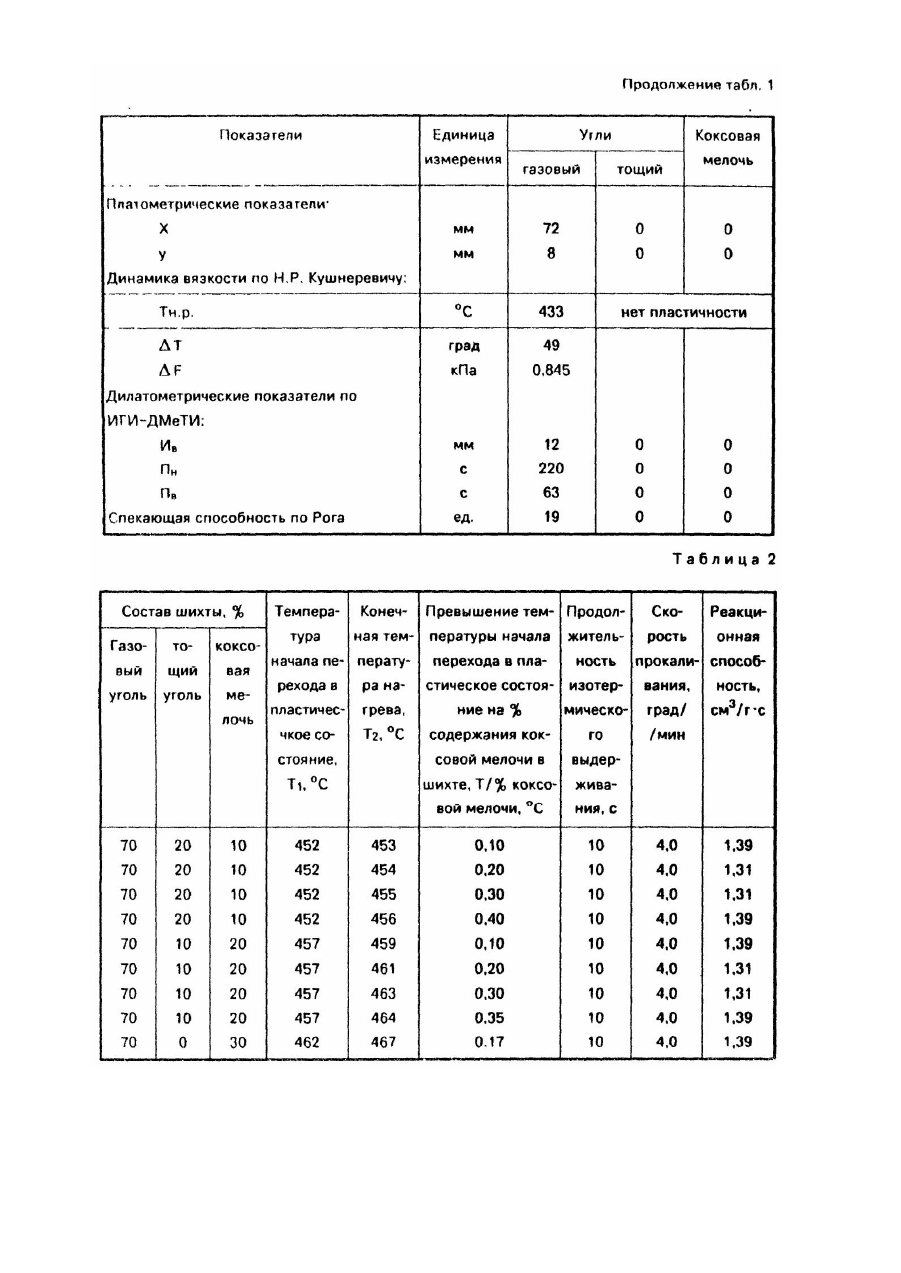
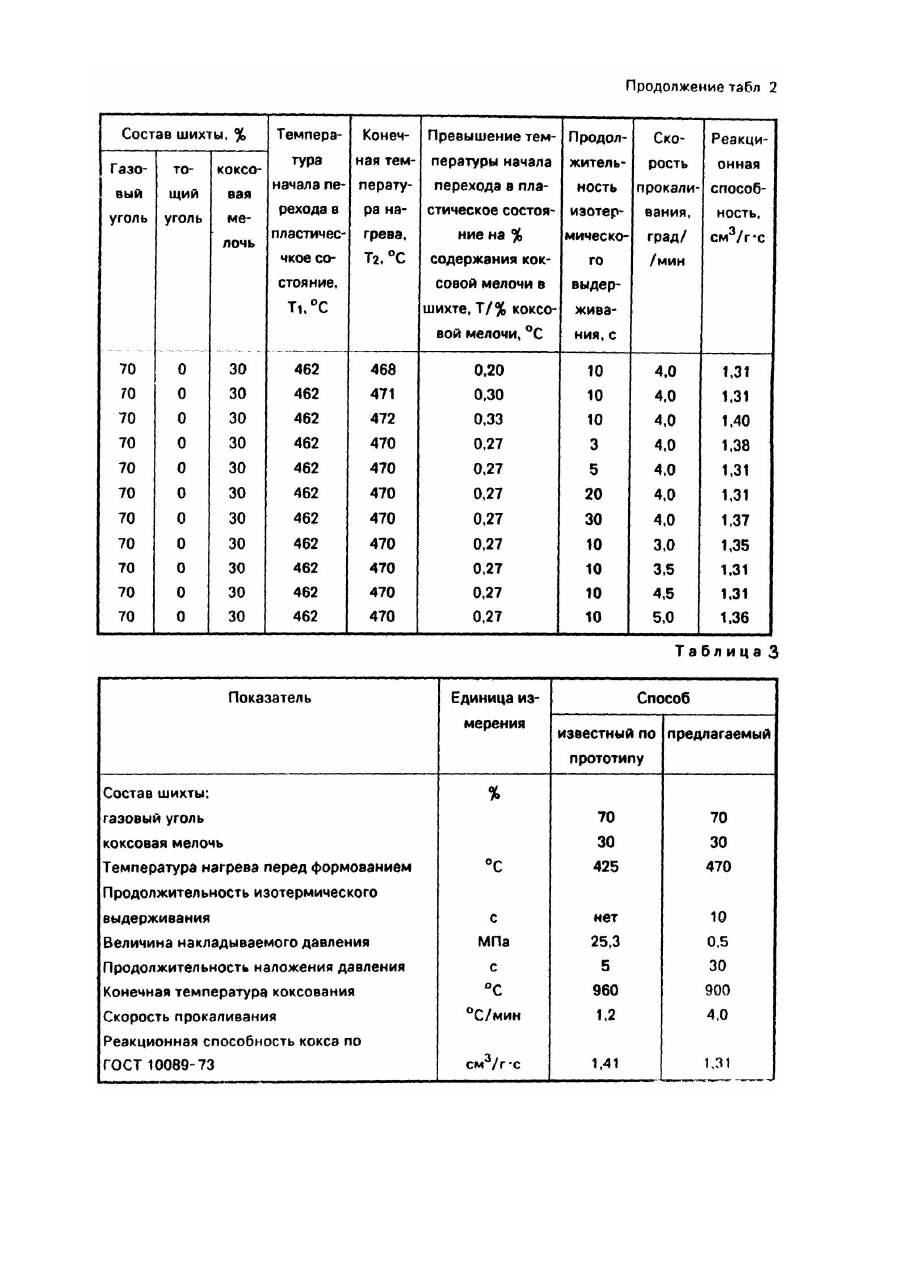
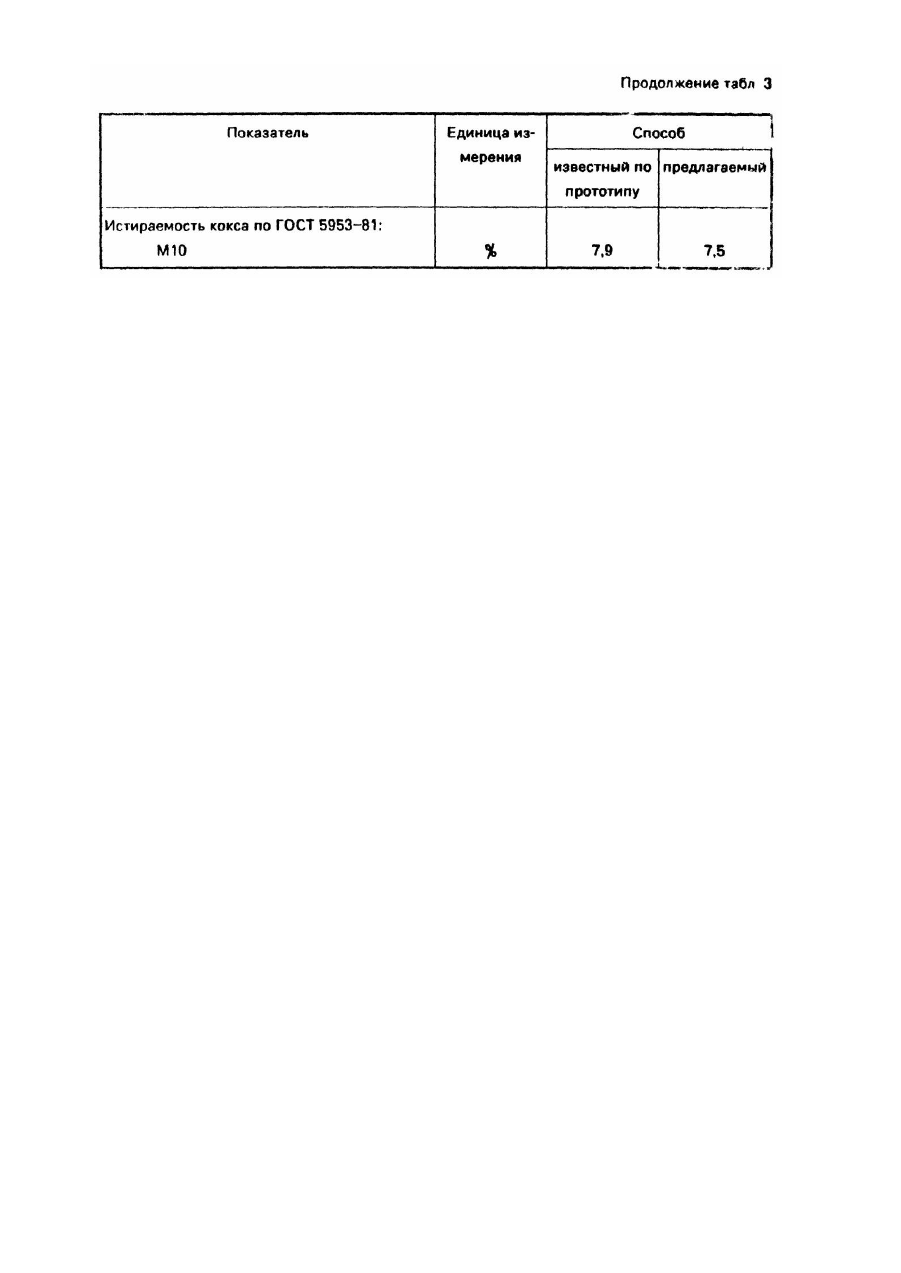
Изобретение относится к области производства формованного кокса и может быть использовано в коксохимической промышленности. Известен процесс горячего брикетирования угля коксовой смеси [1], при котором коксующийся уголь нагревают до ~100°С, а слабоспекающийся - до 700-800°С с получением полукокса. Затем два вида топлива смешивают, причем доля коксующегося угля в смеси составляет 20-40 %. Полученную смесь формуют в брикеты и загружают для прокалки в коксовые печи. Недостатками указанного способа являются: необходимость введения в шихту де фицитных коксующи хся углей и невозможность получения формованного кокса высокой механической прочности и низкой реакционной способности из шихт, содержащих коксовую мелочь. Для получения формованного кокса из слабоспекающихся ши хт известно несколько способов. Известен способ получения формованного кокса [2], включающий скоростной нагрев угольной шихты, ее последующее изотермическое выдерживание в течение 10-30 секунд, формование и прокаливание полученных угольных формовок. Недостаток состоит в том, что способ непригоден для получения формованного кокса низкой реакционной способности и высокой механической прочности из шихт, содержащих коксовую мелочь. Ближайшим аналогом является техническое решение [3], включающее смешение измельченного угля с измельченным коксом или коксовой мелочью, нагрев за 1-2 мин или менее 40 с шихты до 300-525°С, до перехода угля в пластическое состояние, в атмосфере инертного газа, брикетирование при той же температуре пол давлением более 3,5 МПа и последующее прокаливание брикетов со скоростью, например, 3-8 град/мин до 560960°С. Недостаток этого способа состоит в том, что он не позволяет получать кокс с низкой реакционной способностью. В основу изобретения поставлена задача усовершенствования способа получения формованного кокса путем оптимизации технологических параметров, а именно: температуры нагрева смеси, времени выдержки нагретой смеси перед брикетированием и скорости коксования полученных формовок, чем обеспечивается снижение реакционной способности формованного кокса и за счет этого увеличивается выход кокса и улучшается его качество. Поставленная задача решается тем, что в способе получения формованного кокса, включающем смешение измельченных угля и кокса, нагрев смеси, горячее брикетирование смеси и последующее коксование брикетов, согласно изобретению, нагрев смеси ведут до температуры, превышающей начало перехода угля в пластическое состояние на 0,2-0,3°С на каждый процент содержания кокса в шихте, и нагретую смесь перед брикетированием подвергают выдержке в течение 5-20 с. Кроме того, в данном способе, согласно изобретению, коксование до 900°С ведут со скоростью 3,5-4,5 град/мин. Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом заключается в следующем: - нагрев смеси до температуры, превышающей начало перехода угля в пластическое состояние на 0,2-0,3°С на каждый процент содержания кокса в шихте обеспечивает рациональную скорость пластификации вещества спекающего компонента, равномерное распределение жидкоподвижных продуктов деструкции по объему перерабатываемого материала. Если температура нагрева смеси компонентов перед формованием будет ниже оптимальной, то не будет достигнут полный переход спекающего компонента в пластическое состояние, часть шихты останется сыпучей, что приведет к уменьшению выхода целых формовок и их кажущейся плотности. Наоборот, если при скоростном нагреве произойдет перегрев шихты, то избыточная пластификация спекающего компонента приведет к лавинообразному накоплению пластической массы в циклоне последней ступени системы скоростного нагрева и аварийной остановке: - выдержка нагретой смеси перед брикетированием в течение 5-20°С обеспечивает получение однородного бруса нагретого угля, разделение его на формовки стабильно высокого качества. При более длительном изотермическом выдерживании происходит затвердевание пластической массы и вместо формования бруса последний раскалывается, что снижает выход целых формовок. При изотермическом выдерживании менее 5 с невозможно равномерное распределение нагретой шихты на гусенице пресс-формовой машины, что также ухудшает условия формования; - коксование до 900°С со скоростью 3,5-4,5 град/мин обеспечивает наиболее оптимальные условия коксообразования. Увеличение скорости прокаливания выше 4,5 град/мин приводит к ускорению реакции поликонденсации, интенсивному газовыделению и растрескиванию формовок, следствием чего является снижение прочности кокса. Уменьшение скорости прокаливания ниже 3,5 град/мин приводит к уменьшению производительности печей прокаливания, конгломерации формовок, прикоксовыванию конгломератов к стенкам камеры, ухудшению условий эксплуатации и в конечном итоге к снижению качества кокса. Следовательно, каждый из признаков способствует, а вся совокупность обеспечивает достижение требуемого технического результата - снижение реакционной способности формованного кокса - и таким образом решается поставленная задача. Шихта для производства формованного кокса состоит из компонентов, характеристика которых приведена в табл. 1. Формованный кокс из шихты, содержащей коксовую мелочь, получают следующим образом: дробление осуществляют по схеме ДК (дробление каждого компонента в отдельности). Уровень измельчения угля -90-92 % содержания класса менее 3 мм, коксовой мелочи - 100% менее 1,5 мм. Дробленные компоненты шихты поступают в бункера. Дозирование компонентов шихты осуществляют при выгрузке их из бункеров с помощью автодозаторов. Смешение и усреднение шихты осуществляют при ее погрузке на ленту угольного транспортера, перепадах между транспортерами и в бункере исходной шихты. Скоростной нагрев шихты происходит в четырехступенчатой параллельно-противоточной системе "каскад циклонов" с дополнительными подводами тепла между ступенями. После скоростного нагрева усредненная и нагретая шихта поступает в прессформовочную машину (ПФМ) гусеничного типа. При движении нагретой шихты на гусенице ПФМ происходит вначале изотермическое выдерживание, а затем уплотнение шихты при 0,4-0,5 МПа с помощью пяти прессующих (гладких) валков диаметром 700 мм. Полученный уплотненный брус угольной пластической массы разделяется на формовки - отдельности подушкообразной формы и заданных размеров 68 х 65 х 50 мм в двух формующи х (ячейковых) валках диаметром 448 мм. Пластические угольные формовки имеют кажущуюся плотность не менее 1010 кГ/м 3, прочность на сжатие - не менее 10 9 МПа, выход летучих веществ Vdaf - не более 23,8 %, пористость - 40-45 %. Коксование пластических формовок осуществляют путем нагрева без доступа воздуха в вертикальных коксовых печах непрерывного действия, обогреваемых обратным коксовым газом. Тушение получаемого формованного кокса производят сухим способом. Качество формованного кокса характеризуется следующими показателями: механическая прочность М25 не менее 89,0 %, М10 не более 7,5 %, выход летучи х веществ - не более 1,0 %, размер отдельностей: 57 х 53 х 34 мм. Пример. В соответствии с описанием способа получения формованного кокса было получено и испытано несколько образцов кокса. Способ осуществляли на опытно-промышленной установке формованного кокса Харьковского опытного коксохимического завода. Величина реакционной способности полученного кокса определялась по ГОСТ 10089-73. В таблице 2 приведены результаты экспериментов по получению формованного кокса при разных составах шихт и различных технологических параметрах основных стадий процесса. В ходе исследований выдерживали постоянными следующие условия получения кокса: величина накладываемого давления 0,5 МПа, продолжительность наложения давления 30 с, конечная температура коксования 900°С. Из приведенных данных видно, что наилучшие результаты (наименьшая реакционная способность кокса) получены при конечной температуре скоростного нагрева шихты, превышающей начало перехода угля в пластическое состояние, на 0,2-0,3 градуса на каждый процент содержания кокса в шихте, изотермической выдержке 5-20 с, скорости подъема температуры на стадии спекания и прокаливания 3,5-4,5 град/мин. В таблице 3 приведены сопоставительные данные, характеризующие известный (по прототипу) и предлагаемый способы. Из них видно, что по предлагаемому техническому решению достигаются более низкая реакционная способность (на 0,10 см 3/г.с) и истираемость (на 0,5 %) кокса. При этом мет необходимости в использовании высоких давлений на стадии формования, интенсифицируется стадия спекания и прокаливания (за счет увеличения скорости прокаливания и уменьшения конечной температуры коксования). Таким образом, предлагаемый способ получения формованного кокса из шихт содержащих коксовую мелочь значительно превосходит по эффективности известный способ по объекту-прототипу.
ДивитисяДодаткова інформація
Назва патенту англійськоюThe process for preparation of formed coke
Автори англійськоюBraun Mykola Vasyliovych, Skliar Mykhailo Hryhorovych, Torianyk Eduard Illich, Sheptovytskyi Mark Solomonovych, Shulha Ihor Volodymyrovych, Vol`fovskyi Anatolii Hariievych, Shmadchenko Valentyn Mykolaiovych
Назва патенту російськоюСпособ получения формованного кокса
Автори російськоюБраун Николай Васильеви, Скляр Михаил Григорьевич, Торяник Эдуард Ильич, Шептовицкий Марк Соломонович, Шульга Игорь Владимирович, Вольфовский Анатолий Гариевич, Шмадченко Валентин Николаевич
МПК / Мітки
МПК: C10L 5/00, C10B 53/00
Мітки: спосіб, коксу, здобування, формованого
Код посилання
<a href="https://ua.patents.su/5-3339-sposib-zdobuvannya-formovanogo-koksu.html" target="_blank" rel="follow" title="База патентів України">Спосіб здобування формованого коксу</a>
Спосіб здобування рідкого чавуну або сталевих напівпродуктів
Номер патенту: 2260
Опубліковано: 26.12.1994
Автори: Рольф Хаук, Вернер Кепплінгер
МПК: C21B 13/00
Мітки: сталевих, здобування, чавуну, напівпродуктів, спосіб, рідкого
Формула / Реферат:
1. Способ получения жидкого чугуна или стальных полупродуктов, включающий наведение в плавильном газификаторе над расплавом шлака и металла неподвижного слоя крупной фракции угля и кокса, подачу в неподвижный слой через стенку газификатора кислородсодержащего газа, образование над неподвижным слоем псевдоожиженного слоя из загружаемых сверху восстанавливаемых материалов и мелкой фракции угля, восстановление и плавление материала,...
Спосіб здобування рідкого чавуну або продуктів сталі і відновного газу у плавильному газифікаторі
Номер патенту: 2262
Опубліковано: 26.12.1994
Автори: Вернер Кепплінгер, Рольф Хаук
МПК: C21B 13/00
Мітки: газу, сталі, плавильному, рідкого, відновного, газифікаторі, чавуну, продуктів, здобування, спосіб
Формула / Реферат:
1. Способ получения жидкого чугуна или продуктов стали и восстановительного газа в плавильном газификаторе, включающий подачу сверху угля и вдувание сбоку кислородсодержащего газа или носителя углерода для образования выше плоскости вдувания псевдоожиженного слоя из частиц угля, подачу в него сверху частиц губчатого железа или предварительно восстановленного железа с размером частиц 3 мм, отличающийся тем, что, с целью повышения...
Спосіб здобування рідкого чавуну або сталевого напівпродукту і пристрій для його здійснення
Номер патенту: 2261
Опубліковано: 26.12.1994
Автори: Вернер Кепплінгер, Леопольд Зайрлендер, Рольф Хаук, Міхаель Нагл, Геро Папст, Клаус Лангер
МПК: C21B 13/00
Мітки: напівпродукту, спосіб, чавуну, здійснення, пристрій, рідкого, здобування, сталевого
Формула / Реферат:
Способ получения жидкого чугуна или стального полупродукта из частицеобразного, содержащего железо материала, в частности из предварительно восстановленного губчатого железа, включающий получение восстановительного газа в плавильном газификаторе, подачу в него угля и вдувание кислородсодержащего газа для образования псевдоожиженного слоя из частиц кокса, отличающийся тем, что, с целью использования дешевого топлива при использовании угля с...
Спосіб здобування твердого екстрагенту
Номер патенту: 2053
Опубліковано: 20.12.1994
Автори: М'ясніков Валерій Карпович, Кузовов Юрій Іванович, Коровін Юрій Федорович, Меркулов Віктор Анатолійович, Сілкін Валерій Олександрович
МПК: C08F 2/12, B01J 20/22, C08F 212/00, B01J 2/02
Мітки: спосіб, здобування, твердого, екстрагенту
Формула / Реферат:
Способ получения твердого экстрагента путем радикальной сополимеризации смеси моно- и дивинильных соединений в присутствии экстрагирующего агента или смеси экстрагирующих агентов и маслорастворимого инициатора полимеризации, отличающийся тем, что, с целью увеличения выхода гранул твердого экстрагента с размерами 0,63—2,0 мм и повышения их механической прочности, процесс проводят в присутствии водорастворимых солей надсерной кислоты при...
Спосіб підготовки вугільної шихти до коксування
Номер патенту: 3734
Опубліковано: 27.12.1994
Автори: Василенко Григорій Андрійович, Антропова Людмила Андріївна, Головін Петро Дмитрович, Півень Георгій Іванович, Фірсов Микола Миколайович, Неманіхін Володимир Валентинович, Скляр Михайло Григорович, Алексюк Іван Митрофанович, Курочка Еррі Пилипович, Малевич Василь Костянтинович
МПК: C10B 57/00
Мітки: підготовки, вугільної, шихти, спосіб, коксування
Формула / Реферат:
Способ подготовки угольной шихты к коксованию, включающий измельчение спекающихся углей, совместное измельчение неспекающегося или слабоспекающегося угля со спекающимся углем и смешение измельченных углей, отличающийся тем, что, с целью увеличения механической прочности кокса, неспекающийся или слабоспекающийся уголь измельчают со спекающимся углем в соотношении (1:0,5)-(1:1) до средней крупности зерен смеси углей 0,7-1,1 мм.
Попередній патент: Пружна опора
Наступний патент: Трубопровід
Випадковий патент: Спосіб профілактики реперфузійних ускладнень при алотрансплантації нирки