Пристрій для зварювання тонким дротом
Текст
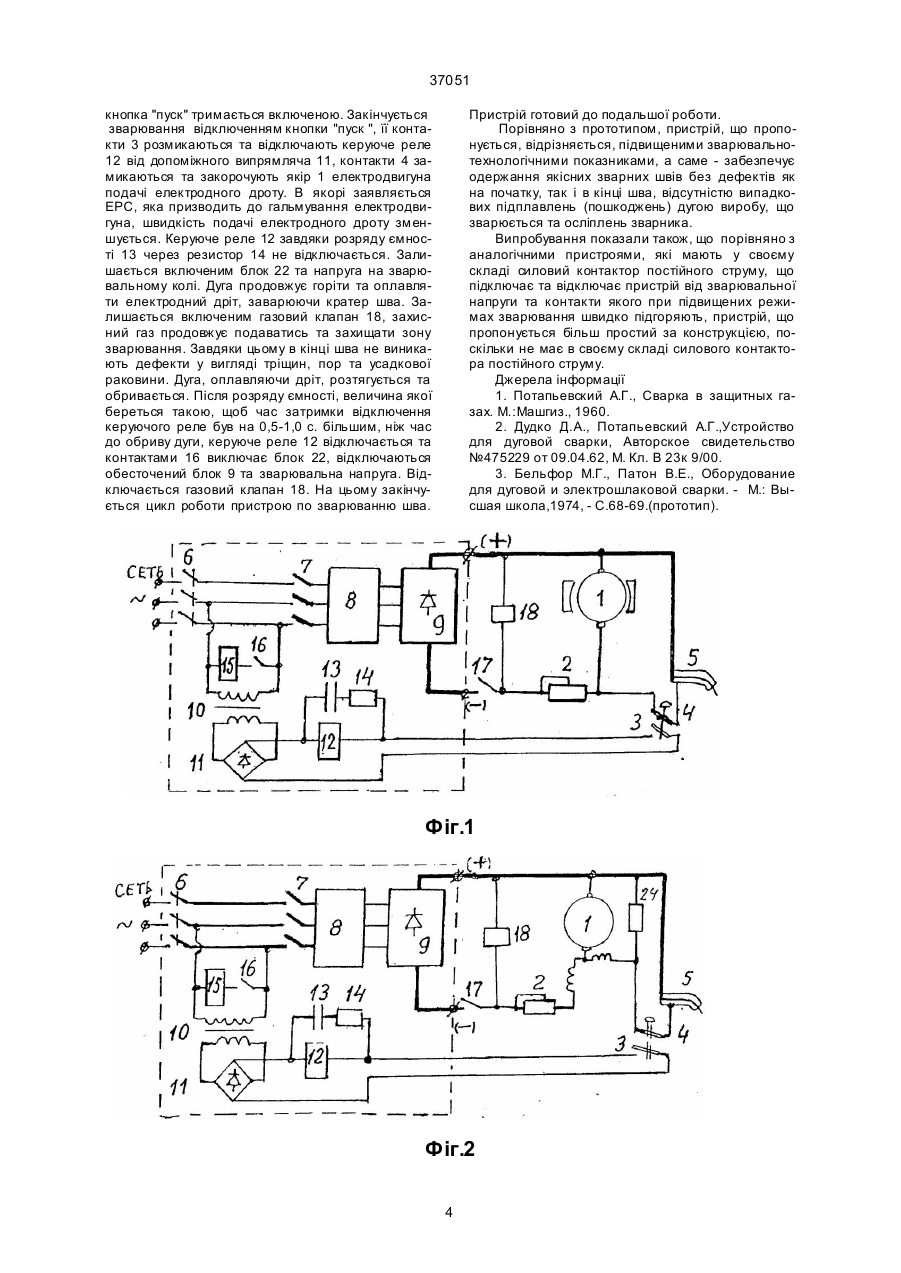
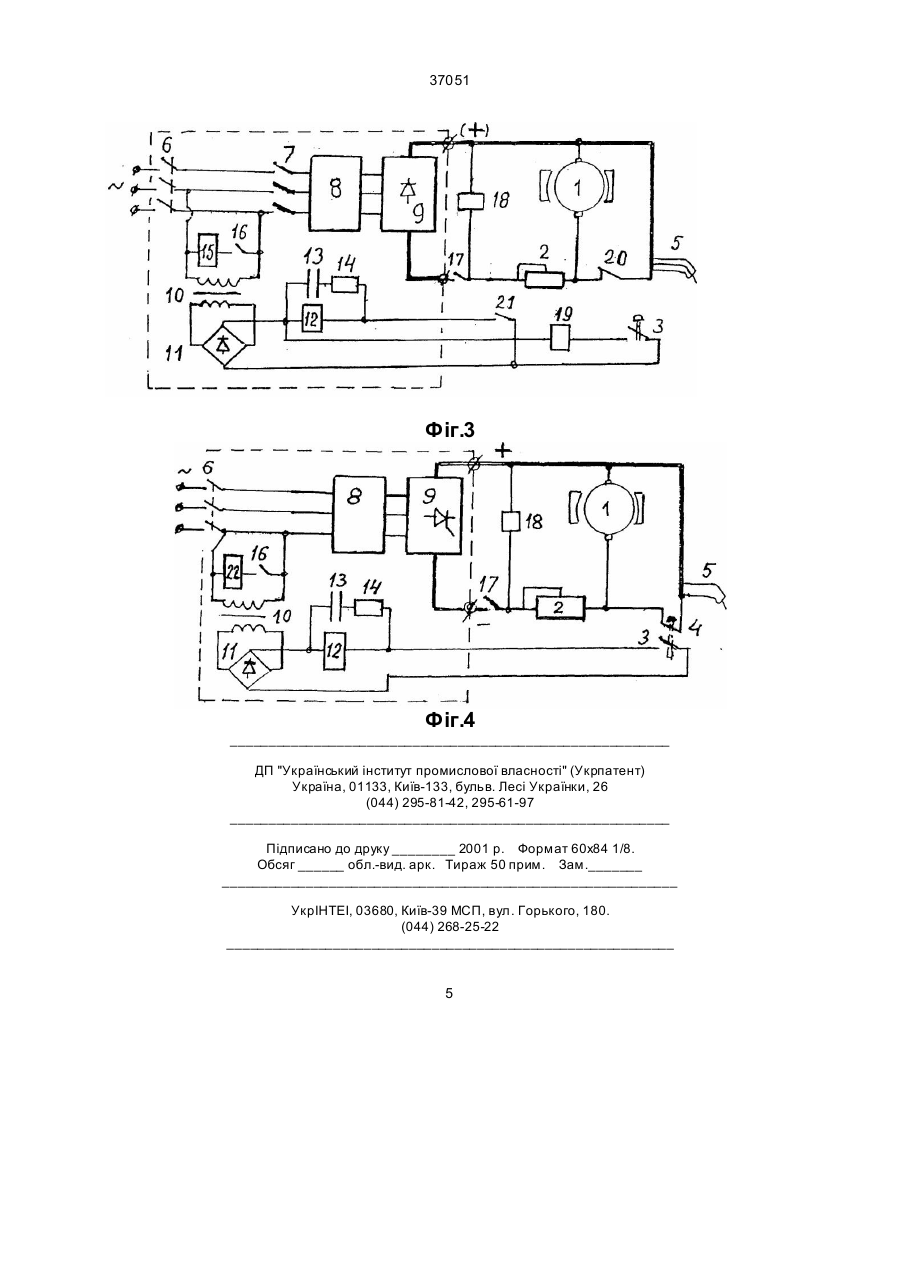
1.Пристрій для зварювання тонким дротом, який складається з механізму подачі електродного дроту з електродвигуном постійного струму, який підключено до зварювального кола, зварювального випрямляча, керуючого реле та блока пуску, який відрізняється тим, що. блок пуску, обладнано нормально-відкритими контактами, які включені в коло живлення керуючого реле та нормально закритими контактами, які включено паралельно якорю чи якорю та шунтовій частині обмотки збудження електродвигуна подачі електродного дроту, керуюче реле містить силову частину зварювального випрямляча та зварювальну напругу та додатково обладнано блоком затримки відключення, який забезпечує затримку відключення керуючого реле на 0,5-1,0 с більше, ніж час гальмування електродвигуна подачі електродного дроту та обриву дуги. 2. Пристрій для зварювання по п. 1, який відрізняється тим, що послідовно з нормальнозакритими контактами блока пуску додатково Винахід відноситься до області електротехніки, а саме обладнання для дугового зварювання плавким електродом та може бути використаний в машинобудуванні. Відомі пристрої для дугового зварювання, які складаються з механізму подачі електродного дроту з електродвигуном постійного струму ,який підключено до зварювального кола, регулюючого резистора, зварювального джерела струмувипрямляча або генератора, силового контактора в зварювальному колі, кнопки "пуск", яка підключає за допомогою силового контактора зварювальне коло та електродвигун до зварювального джерела струму (1, 2). Недоліком цих пристроїв є використання складного, великої вартості силового контактора та швидкий вихід його з ладу при виконанні зварювання на великих режимах, що викликане підвищеною довжиною зварювальної дуги та тим, що дуга великого струму при обриві підплавляє контакти контактора. В результаті суттєво зменшується ресурс роботи силового контактора та збільшується вартість експлуатації пристрою. За прототип вибрано пристрій для дугового зварювання, який складається з механізму подачі електродного дроту з електродвигуном постійного струму, який живиться від зварювального кола, зварювального джерела струму- випрямляча або генератора постійно підключеного до зварювального кола, кнопки "пуск " та реле, яке підключає електродвигун до зварювального кола з напругою (3). Недоліком цього пристрою є ускладнення виконання початку зварювання, оскільки випадковий дотик електродного дроту до зварювального виробу призводить до спалаху зварювальної дуги, яка підплавляє та пошкоджує виріб та осліплює зварника, що утр удню одержання якісного зварного виробу та ускладнює роботу зварника. Задача винаходу - підвищення технікоекономічних показників пристрою, спрощення його конструкції та одержання якісних зварних швів. Поставлена задача вирішена за допомогою пристрою, який складається з механізму подачі електродного дроту з електродвигуном постійного струму, який підключено до зварювального кола, зварювального випрямляча, керуючого реле та блоку пуску ,який має нормально-закриті контакти,, які включені паралельно якорю або якорю та шунтовій частині обмотки збудження електродвигуна подачі електродного дроту, та нормально-відкриті контакти, які включені в коло живлення керуючого реле, яке включає силову частину випрямляча та його напругу, крім того керуюче реле додатково обладнано блоком затримки відключення, який забезпечує затримку відключення керуючого реле на 0,5-1,0 с. більше, ніж час гальмування електродвигуна механізму подачі дроту та обриву зварювальної дуги. (19) UA (11) 37051 (13) A включено резистор. 37051 В першому варіанті блок пуску виконано у вигляді, кнопки "пуск", яка, обладнана нормальновідкритими контактами, які включені в коло живлення керуючого реле, та нормально-закритими контактами, які включено паралельно якорю, або якорю та шунтовій частині обмотки збудження електродвигуна подачі дроту. В другому варіанті реалізації послідовно з нормально закритими контактами кнопки "пуск " включено резистор. В третьому варіанті реалізації, наприклад коли пристрій має електродвигун значної потужності.блок пуску виконано у вигляді кнопки "пуск" та додаткового реле з нормально-закритими та нормально-відкритими контактами. Кнопка "пуск" має нормально-відкриті контакти, які включено в коло живлення додаткового реле. Нормально-закриті контакти додаткового реле включено паралельно якорю, або якорю та шунтовій обмотці збудженні електродвигуна подачі дроту, а нормальновідкриті контакти включено в коло живлення керуючого реле. Аналіз рішення порівняно з прототипом показує, що вещезгаданий пристрій, відрізняється від прототипу тим, що нормально - відкриті контакти блоку пуску включені в коло живлення керуючого реле, яке включає силову частину зварювального випрямляча та зварювальну напругу до зварювального кола, а не в коло живлення електродвигуна подачі електродного дроту від зварювального кола, яке постійно підключене до зварювальної напруги. Це забезпечує відсутність зварювальної напруги на електродному дроті до початку зварювання, що виключає можливість спалаху зварювальної дуги при випадковому дотику електродного дроту до зварювального виробу та пошкодження виробу, не призводить до осліплення зварника, а також забезпечує якісний початок шва в необхідному місці. Додаткове обладнання керуючого реле блоком затримки при його відключенні на 0,5-1,0 с. більше за час гальмування електродвигуна подачі електродного дроту та обриву дуги забезпечує якісний кінець шва та відключення силової частини зварювального випрямляча без струму, що попереджає пошкодження контактів магнітного пускача випрямляча, які забезпечують відключення зварювальної напруги від зварювального кола. Таким чином, цей пристрій відповідає критерію -"новизна". Аналіз відомих те хнічних рішень (аналогів) в досліджуваній галузі - пристроїв для напівавтоматичного зварювання плавким електродом з живленням від зварювального кола дозволяє зробити висновок про відсутність в аналогах ознак з суттєвими відмінними ознаками цього пристрою та таким, що відповідає критерію - "суттєві відміни". На фіг. 1 -4 наведені принципові електричні схеми варіантів пристрою. На фіг. 1 та 2 показано пристрій який складається з механізму подачі електродного дроту з електродвигуном постійного струму 1 зі збудженням від постійних магнітів, або зі збудженням від незалежної ,або серієсної обмотки (Фіг. 1 ),або компаудним збудженням (Фіг-2), який підключено до зварювального кола, регулюючого резистора 2, кнопки "пуск", яка має нормально-відкриті 3 та но рмально-закриті контакти 4 та установлена на ручці тримача напівавтомата 5, зварювального випрямляча, який має автоматичний вимикач 6, що підключає випрямляч до мережі живлення змінним струмом, магнітний пускач 7, силовий трансформатор 8, силовий випрямляючий блок 9, допоміжний трансформатор 10, допоміжний випрямляч 11, керуюче реле 12, яке живиться від допоміжного випрямляча 11 через нормально-відкриті контакти 3 кнопки "пуск", паралельно котушці керуючого реле 12 включено ємність 13 та резистор 14, котушка магнітного пускача 15 підключена до живлення від додаткового трансформатора 10 через контакти 16 керуючого реле 12. Нормально-закриті контакти 4 кнопки "пуск" включені паралельно якорю 1 електродвигуна подачі електродного дроту (Фіг. 1) або паралельно якорю та шунтовій частині обмотки збудження електродвигуна подачі електродного дроту (Фіг. 2). Напівавтомат підключається до зварювального випрямляча силовим кабелем та кабелем живлення через вимикач 17. В разі використання пристрою для зварювання в захисних газах пристрій має газовий клапан 18, який підключено до кола живлення напівавтомата, В другому варіанті реалізації пристрій складається з тих же елементів, що і в першому варіанті, додатково оснащено резистором, який включено послідовно з нормально-закритими контактами 4 кнопки "пуск". В третьому варіанті реалізації (Фіг.З), наприклад коли пристрій має електродвигун значної потужності, блок пуску виконано у вигляді кнопки "пуск" та додаткового реле 19 Нормально-відкриті контакти 3 кнопки "пуск" включено в коло живлення додаткового реле 19, нормально-закриті контакти додаткового реле 20 включено паралельно якорю , або якорю та шунтовій обмотці збудження електродвигуна 1 подачі дроту, а нормальновідкриті контакти 21 включено в коло живлення керуючого реле 12, паралельно котушці керуючого реле 12 включено ємність 13 та резистор 14, котушка 15 магнітного пускача підключена до живлення від додаткового трансформатора 10 через контакти 16 керуючого реле 12. На фіг.4 показано пристрій, який складається з механізму подачі електродного дроту з електродвигуном постійного струму 1 зі збудженням від постійних магнітів (або зі збудженням від незалежної, серієсної обмотки, або компаудним збудженням), який підключено до зварювального кола, регулюючого резистора 2, кнопки "пуск", яка має нормально-відкриті 3 та нормально-закриті контакти 4 та установлена на ручці тримача напівавтомата 5, зварювального випрямляча, який має автоматичний вимикач 6, що підключає випрямляч до мережі живлення змінним струмом, силовий трансформатор 8, силовий випрямляючий блок 9, який виконано з тиристорів або транзисторів, допоміжний трансформатор 10, допоміжний випрямляч 11, керуюче реле 12, яке підключено до допоміжного випрямляча 11 через нормально-відкриті контакти 3 кнопки "пуск", паралельно катушці керуючого реле 12 включено ємність 13 та резистор 14 блока 22, який включає та виключає силові тиристори або транзистори та управляється від контактів 16 керуючого реле 12. Нормально-закриті 2 37051 контакти 4 кнопки "пуск" включені паралельно якорю (або паралельно якорю та шунтовій частині обмотки збудження) електродвигуна 1 подачі електродного дроту. Пристрій, який показано на фіг.1 та 2 працює таким чином. Спочатку до кола живлення змінним струмом автоматичним вимикачем 6 підключається додатковий трансформатор 10, а вимикачем 17 до роботи підготовляються електродвигун подачі електродного дроту 1 та газовий клапан 18. Початок зварювання виконується включенням кнопки "пуск", яка контактами 4 розриває коло, яке шунтує якір електродвигуна 1, а контактами 3 включає живлення котушки керуючого реле 12 від допоміжного випрямляча 11. Керуюче реле 12 своїми контактами 16 включає живлення котушки 15 магнітного пускача від допоміжного трансформатора 10. Магнітний пускач 7 своїми контактами підключає до кола змінного струму силовий трансформатор 8 та силовий випрямляючий блок 9. На вихідних клемах випрямляча та зварювальному колі заявляється зварювальна напруга, включається газовий клапан 18 та електродвигун 1, який починає подавати електродний дріт до виробу, що підлягає зварюванню та підключений до від'ємного полюсу зварювального випрямляча. При стиканні дроту з виробом спалахує дуга та починається зварювання, яке продовжується до тих пір, поки кнопка "пуск" тримається включеною. Закінчується зварювання відключенням кнопки "пуск". Контакти 3 розмикаються та відключають керуюче реле 12 від допоміжного випрямляча 11, контакти 4 замикаються та закорочують якір електродвигуна 1 (Фіг. 1), або якір та шунтову частину обмотки збудження (Фіг.2). В якорі з'я вляється ЕРС (електрорушійна сила), яка призводить до гальмування електродвигуна, швидкість подачі електродного дроту зменшується. Завдяки розряду ємності 13 через резистор 14 керуюче реле 12 не відключається, залишається включеним магнітний пускач 7 та напруга на зварювальному колі. Дуга продовжує горіти та оплавляти електродний дріт, заварюючи кратер шва. Залишається включеним газовий клапан 18, захисний газ продовжує подаватись та захищати зону зварювання. Завдяки цьому в кінці шва не виникають дефекти у вигляді тріщин, пор та усадкової раковини. Дуга, оплавляючи дріт, розтягується та обривається. Після розряду ємності, величина якої береться такою, щоб час затримки відключення керуючого реле був на 0,5-1,0 с. більшим, ніж час до обриву дуги, керуюче реле 12 відключається та контактами 16 виключає живлення котушки 15 магнітного пускача , магнітний пускач своїми контактами 7 відключає живлення силового трансформатора 8 та зварювальну напругу. Відключається газовий клапан 18. На цьому закінчується цикл роботи пристрою по зварюванню шва. Пристрій готовий до подальшої роботи. Поскільки магнітний пускач 7 розриває силове коло без струму, контакти його не підгорають і гарантійний термін його роботи не зменшується. Пристрій другого варіанту виконання на початку та при зварюванні шва працює так, як і пристрій, показаний на фіг. 1, Закінчується зварювання відключенням кнопки "пуск" наявність резистора в колі нормально-замкнути х контактів 4 приводить до зменшення струму , що полегшує роботу конта ктів 4. Робота пристрою, показаного на фіг.3 іде таким чином: починається зварювання вмиканням кнопки "пуск", яка контактами 3 підключає живлення котушки додаткового реле 19 від допоміжного випрямляча 11. Реле 19 своїми контактами 20 розмикає коло, яке шунтує якір електродвигуна 1 та контактами 21 включає живлення керуючого реле 12 від допоміжного випрямляча 11. Реле 12 своїми контактами 16 включає котушк у 15 магнітного пускача, який включає силовий випрямляючий блок 9, що призводить до появи на виході та на зварювальному колі напруги зварювального випрямляча, включається газовий клапан 18 та двигун подачі електродного дроту 1. Електродний дріт подається до виробу, що підлягає зварюванню, при дотику дроту з виробом спалахує дуга та починається зварювання, яке продовжується до тих пір поки кнопка "пуск" тримається замкнутою. Закінчується зварювання відключенням кнопки "пуск", яка своїми контактами 4 закорочує якір електродвигуна 1 подачі електродного дроту ,що призводить до гальмування електродвигуна, швидкість подачі електродного дроту зменшується. Керуюче реле 12 завдяки розряду ємності 13 через резистор 14 не відключається. Залишаються включеними трансформатор 8 , блок 9 та напруга на зварювальному колі. Дуга продовжує горіти та оплавляти електродний дріт, заварюючи кратер шва. Залишається включеним газовий клапан 18, захисний газ продовжує подаватись та захищати зону зварювання. Завдяки цьому в кінці шва не виникають дефекти у вигляді тріщин, пор та усадкової раковини. Дуга, оплавляючи дріт, розтягується та обривається. Після розряду ємності, величина якої береться такою, щоб час затримки відключення керуючого реле був на 0,5-1,0 с. більшим, ніж час до обриву дуги, керуюче реле 12 відключається та контактами 16 виключає живлення котушки 15 магнітного пускача, магнітний пускач своїми контактами 7 відключає живлення силового трансформатора 8 та зварювальну напругу. Відключається газовий клапан 18. На цьому закінчується цикл роботи пристрою по зварюванню шва. Пристрій готовий до подальшої роботи. Пристрій, який показано на фіг.4 працює таким чином. Спочатку до зварювального кола вимикачем 17 підключаються електродвигун подачі електродного дроту 1 та газовий клапан 18, а вимикачем 6 до мережі живлення змінним струмом підключається зварювальний випрямляч. Починається зварювання включенням кнопки "пуск", яка контактами 4 розриває коло, яке шунтує якір електродвигуна 1, а контактами 3 включає живлення котушки керуючого реле 12 від допоміжного випрямляча 11. Керуюче реле 12 своїми контактами 16 включає блок 22, який відкриває тиристори (транзистори) силового випрямляючого блока 9. На вихідних клемах випрямляча та зварювальному колі заявляється зварювальна напруга. Включається газовий клапан 18 та електродвигун 1, який починає подавати електродний дріт до виробу, що підлягає зварюванню, та який підключено до від'ємного полюса зварювального випрямляча. При стиканні дроту з виробом спалахує дуга та починається зварювання, яке продовжується до тих пір поки 3 37051 кнопка "пуск" тримається включеною. Закінчується зварювання відключенням кнопки "пуск ", її контакти 3 розмикаються та відключають керуюче реле 12 від допоміжного випрямляча 11, контакти 4 замикаються та закорочують якір 1 електродвигуна подачі електродного дроту. В якорі заявляється ЕРС, яка призводить до гальмування електродвигуна, швидкість подачі електродного дроту зменшується. Керуюче реле 12 завдяки розряду ємності 13 через резистор 14 не відключається. Залишається включеним блок 22 та напруга на зварювальному колі. Дуга продовжує горіти та оплавляти електродний дріт, заварюючи кратер шва. Залишається включеним газовий клапан 18, захисний газ продовжує подаватись та захищати зону зварювання. Завдяки цьому в кінці шва не виникають дефекти у вигляді тріщин, пор та усадкової раковини. Дуга, оплавляючи дріт, розтягується та обривається. Після розряду ємності, величина якої береться такою, щоб час затримки відключення керуючого реле був на 0,5-1,0 с. більшим, ніж час до обриву дуги, керуюче реле 12 відключається та контактами 16 виключає блок 22, відключаються обесточений блок 9 та зварювальна напруга. Відключається газовий клапан 18. На цьому закінчується цикл роботи пристрою по зварюванню шва. Пристрій готовий до подальшої роботи. Порівняно з прототипом, пристрій, що пропонується, відрізняється, підвищеними зварювальнотехнологічними показниками, а саме - забезпечує одержання якісних зварних швів без дефектів як на початку, так і в кінці шва, відсутністю випадкових підплавлень (пошкоджень) дугою виробу, що зварюється та осліплень зварника. Випробування показали також, що порівняно з аналогічними пристроями, які мають у своєму складі силовий контактор постійного струму, що підключає та відключає пристрій від зварювальної напруги та контакти якого при підвищених режимах зварювання швидко підгоряють, пристрій, що пропонується більш простий за конструкцією, поскільки не має в своєму складі силового контактора постійного струму. Джерела інформації 1. Потапьевский А.Г., Сварка в защитных газах. М.:Машгиз., 1960. 2. Дудко Д.А., Потапьевский А.Г.,Устройство для дуговой сварки, Авторское свидетельство №475229 от 09.04.62, М. Кл. В 23к 9/00. 3. Бельфор М.Г., Патон В.Е., Оборудование для дуговой и электрошлаковой сварки. - М.: Высшая школа,1974, - С.68-69.(прототип). Фіг.1 Фіг.2 4 37051 Фіг.3 Фіг.4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for thin wire welding
Автори англійськоюPotap'evskyi Arkadii Hryhorovych
Назва патенту російськоюУстройство для сварки тонкой проволокой
Автори російськоюПотапьевский Аркадий Григорьевич
МПК / Мітки
МПК: B23K 9/095
Мітки: зварювання, дротом, тонким, пристрій
Код посилання
<a href="https://ua.patents.su/5-37051-pristrijj-dlya-zvaryuvannya-tonkim-drotom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зварювання тонким дротом</a>
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Зацерковний Сергій Анатолійович, Горбенко Микола Володимирович, Кістерська Світлана Михайлівна, Дудко Данило Андрійович
МПК: B23K 9/10
Мітки: зварювання, електродним, автономний, пристрій, дугового, дротом, тонким, механізованого
Формула / Реферат:
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Пристрій для дугового зварювання
Номер патенту: 36536
Опубліковано: 16.04.2001
Автори: Кучеренко Володимир Олександрович, Гончарук Дмитро Олександрович
МПК: B23K 9/00
Мітки: зварювання, пристрій, дугового
Текст:
...трансформатора з ключами та вхідним випрямлячем досягається можливість плавно змінювати зварювальний струм у широкому діапазоні, що значно покращує якість зварного з'єднання за рахунок більш точного підбору режимів зварювання, а також внаслідок практично безінерційного керування зварювальним струмом в разі корегування режиму під впливом збурюючих дій. Головною перевагою запропонованого винаходу є те, що значно скорочується вага активних...
Пристрій для дугового зварювання

Номер патенту: 36967
Опубліковано: 16.04.2001
Автори: Набок Тарас Миколайович, Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: пристрій, дугового, зварювання
Текст:
...ключами, вхі дним та вихідним випрямлячами досягається можливість плавно змінювати зварювальний струм у широкому діапазоні, що значно покращує якість зварного з'єднання за рахунок більш точного підбору режимів зварювання. а також внаслідок практично безінерційного керування зварювальним струмом в разі корегування режиму під впливом збурюючих дій. Головною перевагою запропонованого винаходу є те, що значно скорочується вага активних...
Пристрій для дугового зварювання
Номер патенту: 33210
Опубліковано: 15.02.2001
Автори: Гончарук Дмитро Олександрович, Кучеренко Володимир Олександрович, Казаков Микола Костянтинович
МПК: B23K 9/00
Мітки: дугового, пристрій, зварювання
Текст:
...для дугового зварювання. На Фіг. 2 зображена зовнішня статична характеристика пропонуємого пристрою. 1 Пристрій для дугового зварювання включає: вхідний випрямляч 1, перший перетворювач проміжної високої частоти 2, зварювальний трансформатор з низьким значенням напруги холостого ходу і великим струмом короткого замикання 3, другий перетворювач проміжної високої частоти 4, зварювальний трансформатор з високим значенням напруги холостого ходу і...
Пристрій для дугового зварювання

Номер патенту: 36846
Опубліковано: 16.04.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: дугового, зварювання, пристрій
Текст:
...10 випрямляються вихідним випрямлячем 11 і подаються на дуговий проміжок. Розмір зварювального струму може ре гулюватись плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 14 та проміжком часу, на протязі якого кожний з ключів 7, 8 і 9 знаходяться у відкритому стані. Завдяки такому з'єднанню зварювального трансформатора з ключами та вхідними діодами досягається можливість плавно змінювати зварювальний...
Попередній патент: Спосіб осушки природного газу
Наступний патент: Викопувальний орган коренезбиральної машини
Випадковий патент: Пристосування для перевезення рідин організму різних видів тварин