Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Зацерковний Сергій Анатолійович, Кістерська Світлана Михайлівна, Дудко Данило Андрійович, Горбенко Микола Володимирович
Формула / Реферат
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и подключен совместно с аккумулятором параллельно дуговому промежутку, причем аккумулятор присоединен к дуговому промежутку через разделительный силовой вентиль.
Текст
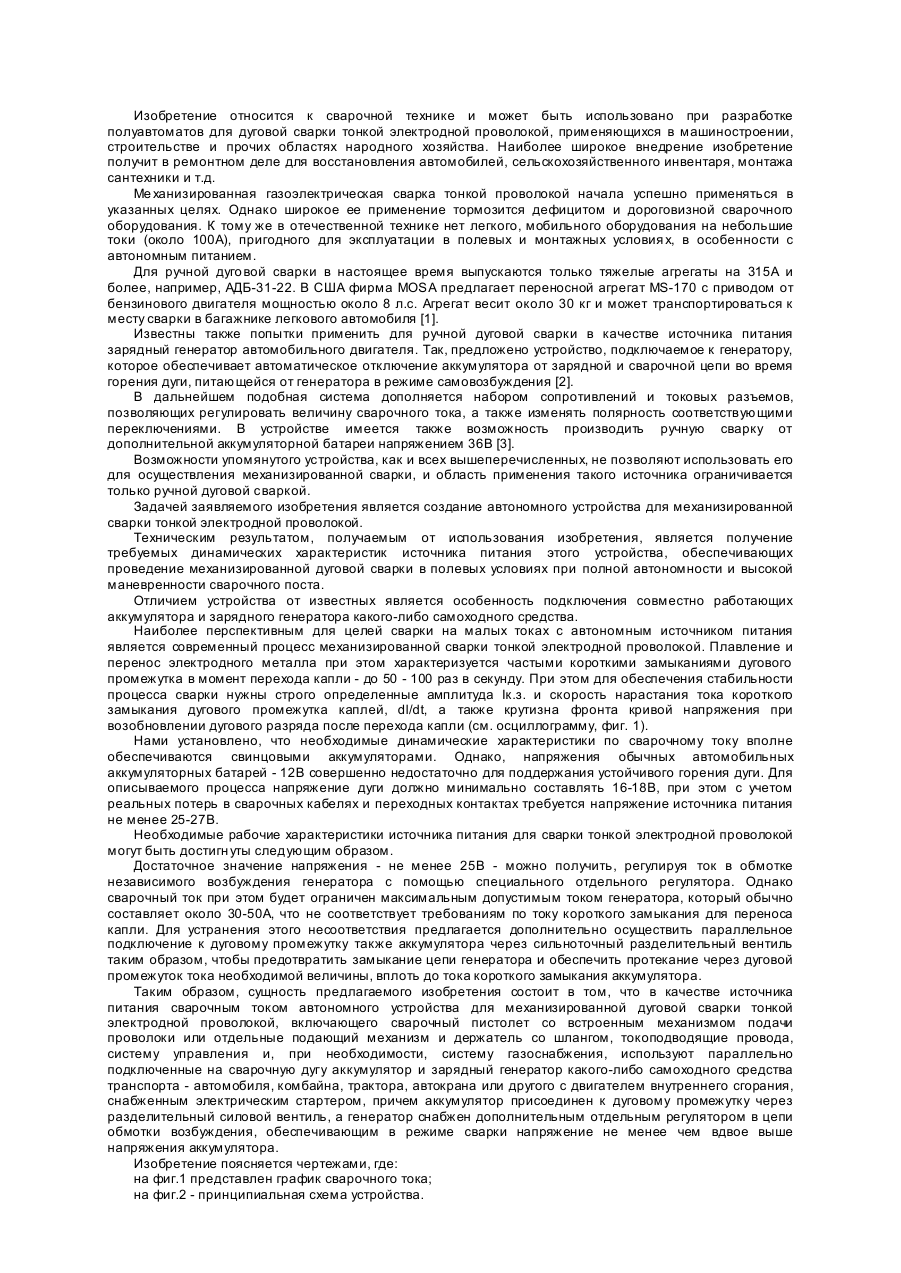
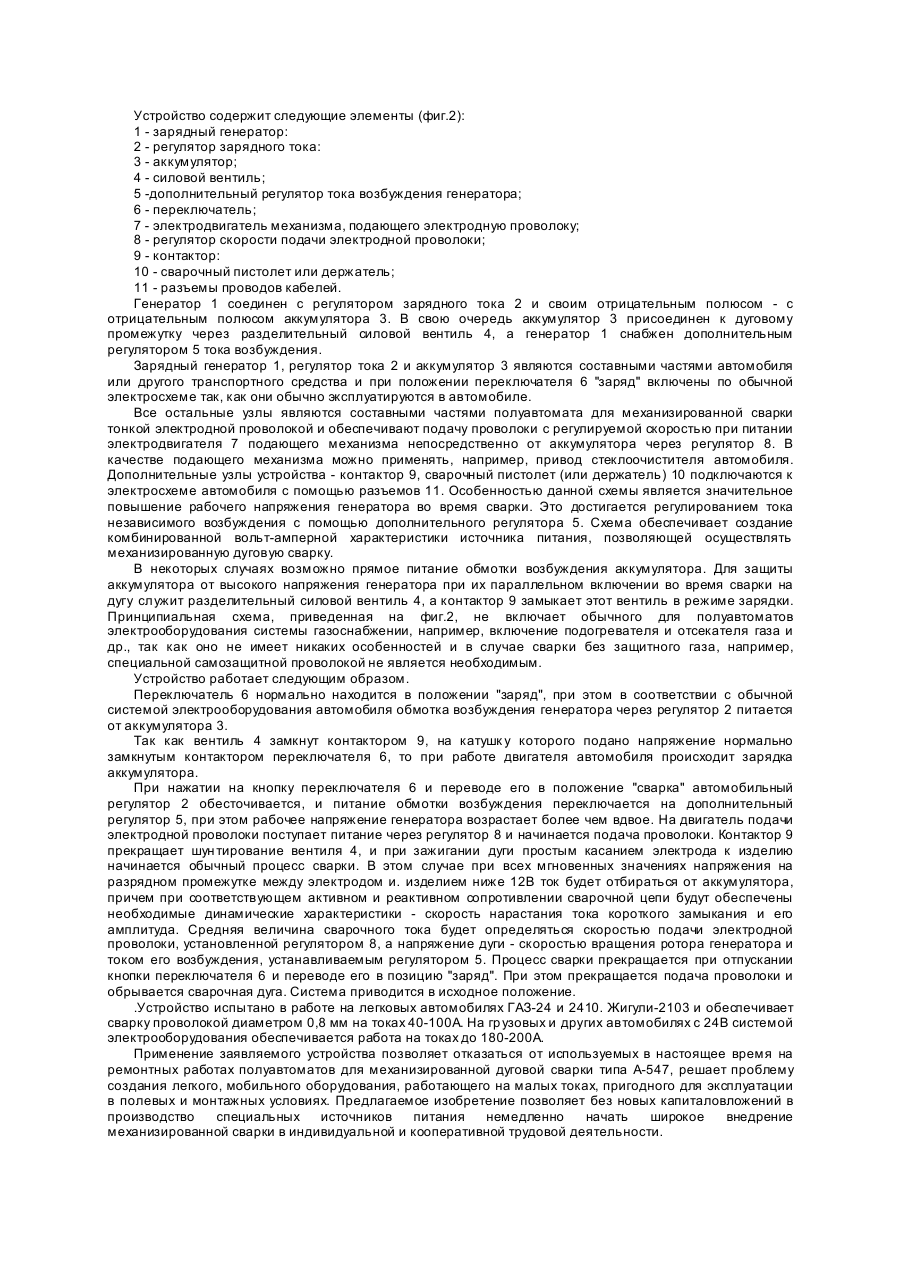
Изобретение относится к сварочной технике и может быть использовано при разработке полуавтоматов для дуговой сварки тонкой электродной проволокой, применяющихся в машиностроении, строительстве и прочих областях народного хозяйства. Наиболее широкое внедрение изобретение получит в ремонтном деле для восстановления автомобилей, сельскохозяйственного инвентаря, монтажа сантехники и т.д. Ме ханизированная газоэлектрическая сварка тонкой проволокой начала успешно применяться в указанных целях. Однако широкое ее применение тормозится дефицитом и дороговизной сварочного оборудования. К тому же в отечественной технике нет легкого, мобильного оборудования на небольшие токи (около 100А), пригодного для эксплуатации в полевых и монтажных условия х, в особенности с автономным питанием. Для ручной дуго вой сварки в настоящее время выпускаются только тяжелые агрегаты на 315А и более, например, АДБ-31-22. В США фирма MOSA предлагает переносной агрегат MS-170 с приводом от бензинового двигателя мощностью около 8 л.с. Агрегат весит около 30 кг и может транспортироваться к месту сварки в багажнике легкового автомобиля [1]. Известны также попытки применить для ручной дуговой сварки в качестве источника питания зарядный генератор автомобильного двигателя. Так, предложено устройство, подключаемое к генератору, которое обеспечивает автоматическое отключение аккумулятора от зарядной и сварочной цепи во время горения дуги, питающейся от генератора в режиме самовозбуждения [2]. В дальнейшем подобная система дополняется набором сопротивлений и токовых разъемов, позволяющих регулировать величину сварочного тока, а также изменять полярность соответствующими переключениями. В устройстве имеется также возможность производить ручную сварку от дополнительной аккумуляторной батареи напряжением 36В [3]. Возможности упомянутого устройства, как и всех вышеперечисленных, не позволяют использовать его для осуществления механизированной сварки, и область применения такого источника ограничивается только ручной дуговой сваркой. Задачей заявляемого изобретения является создание автономного устройства для механизированной сварки тонкой электродной проволокой. Техническим результатом, получаемым от использования изобретения, является получение требуемых динамических характеристик источника питания этого устройства, обеспечивающих проведение механизированной дуговой сварки в полевых условиях при полной автономности и высокой маневренности сварочного поста. Отличием устройства от известных является особенность подключения совместно работающих аккумулятора и зарядного генератора какого-либо самоходного средства. Наиболее перспективным для целей сварки на малых токах с автономным источником питания является современный процесс механизированной сварки тонкой электродной проволокой. Плавление и перенос электродного металла при этом характеризуется частыми короткими замыканиями дугового промежутка в момент перехода капли - до 50 - 100 раз в секунду. При этом для обеспечения стабильности процесса сварки нужны строго определенные амплитуда Iк.з. и скорость нарастания тока короткого замыкания дугового промежутка каплей, dl/dt, а также крутизна фронта кривой напряжения при возобновлении дугового разряда после перехода капли (см. осциллограмму, фиг. 1). Нами установлено, что необходимые динамические характеристики по сварочному току вполне обеспечиваются свинцовыми аккумуляторами. Однако, напряжения обычных автомобильных аккумуляторных батарей - 12В совершенно недостаточно для поддержания устойчивого горения дуги. Для описываемого процесса напряжение дуги должно минимально составлять 16-18В, при этом с учетом реальных потерь в сварочных кабелях и переходных контактах требуется напряжение источника питания не менее 25-27В. Необходимые рабочие характеристики источника питания для сварки тонкой электродной проволокой могут быть достигн уты следующим образом. Достаточное значение напряжения - не менее 25В - можно получить, регулируя ток в обмотке независимого возбуждения генератора с помощью специального отдельного регулятора. Однако сварочный ток при этом будет ограничен максимальным допустимым током генератора, который обычно составляет около 30-50А, что не соответствует требованиям по току короткого замыкания для переноса капли. Для устранения этого несоответствия предлагается дополнительно осуществить параллельное подключение к дуговому промежутку также аккумулятора через сильноточный разделительный вентиль таким образом, чтобы предотвратить замыкание цепи генератора и обеспечить протекание через дуговой промежуток тока необходимой величины, вплоть до тока короткого замыкания аккумулятора. Таким образом, сущность предлагаемого изобретения состоит в том, что в качестве источника питания сварочным током автономного устройства для механизированной дуговой сварки тонкой электродной проволокой, включающего сварочный пистолет со встроенным механизмом подачи проволоки или отдельные подающий механизм и держатель со шлангом, токоподводящие провода, систему управления и, при необходимости, систему газоснабжения, используют параллельно подключенные на сварочную дугу аккумулятор и зарядный генератор какого-либо самоходного средства транспорта - автомобиля, комбайна, трактора, автокрана или другого с двигателем внутреннего сгорания, снабженным электрическим стартером, причем аккумулятор присоединен к дуговому промежутку через разделительный силовой вентиль, а генератор снабжен дополнительным отдельным регулятором в цепи обмотки возбуждения, обеспечивающим в режиме сварки напряжение не менее чем вдвое выше напряжения аккумулятора. Изобретение поясняется чертежами, где: на фиг.1 представлен график сварочного тока; на фиг.2 - принципиальная схема устройства. Устройство содержит следующие элементы (фиг.2): 1 - зарядный генератор: 2 - регулятор зарядного тока: 3 - аккумулятор; 4 - силовой вентиль; 5 -дополнительный регулятор тока возбуждения генератора; 6 - переключатель; 7 - электродвигатель механизма, подающего электродную проволоку; 8 - регулятор скорости подачи электродной проволоки; 9 - контактор: 10 - сварочный пистолет или держатель; 11 - разъемы проводов кабелей. Генератор 1 соединен с регулятором зарядного тока 2 и своим отрицательным полюсом - с отрицательным полюсом аккумулятора 3. В свою очередь аккумулятор 3 присоединен к дуговому промежутку через разделительный силовой вентиль 4, а генератор 1 снабжен дополнительным регулятором 5 тока возбуждения. Зарядный генератор 1, регулятор тока 2 и аккумулятор 3 являются составными частями автомобиля или другого транспортного средства и при положении переключателя 6 "заряд" включены по обычной электросхеме так, как они обычно эксплуатируются в автомобиле. Все остальные узлы являются составными частями полуавтомата для механизированной сварки тонкой электродной проволокой и обеспечивают подачу проволоки с регулируемой скоростью при питании электродвигателя 7 подающего механизма непосредственно от аккумулятора через регулятор 8. В качестве подающего механизма можно применять, например, привод стеклоочистителя автомобиля. Дополнительные узлы устройства - контактор 9, сварочный пистолет (или держатель) 10 подключаются к электросхеме автомобиля с помощью разъемов 11. Особенностью данной схемы является значительное повышение рабочего напряжения генератора во время сварки. Это достигается регулированием тока независимого возбуждения с помощью дополнительного регулятора 5. Схема обеспечивает создание комбинированной вольт-амперной характеристики источника питания, позволяющей осуществлять механизированную дуговую сварку. В некоторых случаях возможно прямое питание обмотки возбуждения аккумулятора. Для защиты аккумулятора от высокого напряжения генератора при их параллельном включении во время сварки на дугу служит разделительный силовой вентиль 4, а контактор 9 замыкает этот вентиль в режиме зарядки. Принципиальная схема, приведенная на фиг.2, не включает обычного для полуавтоматов электрооборудования системы газоснабжении, например, включение подогревателя и отсекателя газа и др., так как оно не имеет никаких особенностей и в случае сварки без защитного газа, например, специальной самозащитной проволокой не является необходимым. Устройство работает следующим образом. Переключатель 6 нормально находится в положении "заряд", при этом в соответствии с обычной системой электрооборудования автомобиля обмотка возбуждения генератора через регулятор 2 питается от аккумулятора 3. Так как вентиль 4 замкнут контактором 9, на катушк у которого подано напряжение нормально замкнутым контактором переключателя 6, то при работе двигателя автомобиля происходит зарядка аккумулятора. При нажатии на кнопку переключателя 6 и переводе его в положение "сварка" автомобильный регулятор 2 обесточивается, и питание обмотки возбуждения переключается на дополнительный регулятор 5, при этом рабочее напряжение генератора возрастает более чем вдвое.На двигатель подачи электродной проволоки поступает питание через регулятор 8 и начинается подача проволоки. Контактор 9 прекращает шун тирование вентиля 4, и при зажигании дуги простым касанием электрода к изделию начинается обычный процесс сварки. В этом случае при всех мгновенных значениях напряжения на разрядном промежутке между электродом и. изделием ниже 12В ток будет отбираться от аккумулятора, причем при соответствующем активном и реактивном сопротивлении сварочной цепи будут обеспечены необходимые динамические характеристики - скорость нарастания тока короткого замыкания и его амплитуда. Средняя величина сварочного тока будет определяться скоростью подачи электродной проволоки, установленной регулятором 8, а напряжение дуги - скоростью вращения ротора генератора и током его возбуждения, устанавливаемым регулятором 5. Процесс сварки прекращается при отпускании кнопки переключателя 6 и переводе его в позицию "заряд". При этом прекращается подача проволоки и обрывается сварочная дуга. Система приводится в исходное положение. .Устройство испытано в работе на легковых автомобилях ГАЗ-24 и 2410. Жигули-2103 и обеспечивает сварку проволокой диаметром 0,8 мм на токах 40-100А. На гр узовых и других автомобилях с 24В системой электрооборудования обеспечивается работа на токах до 180-200А. Применение заявляемого устройства позволяет отказаться от используемых в настоящее время на ремонтных работах полуавтоматов для механизированной дуговой сварки типа А-547, решает проблему создания легкого, мобильного оборудования, работающего на малых токах, пригодного для эксплуатации в полевых и монтажных условиях. Предлагаемое изобретение позволяет без новых капиталовложений в производство специальных источников питания немедленно начать широкое внедрение механизированной сварки в индивидуальной и кооперативной трудовой деятельности.
ДивитисяДодаткова інформація
Назва патенту англійськоюAutonomous device for machine arc welding by thin electrode wire
Автори англійськоюDudko Danylo Andriiovych, Horbenko Mykola Volodymyrovych, Zatserkovnyi Serhii Anatoliovych
Назва патенту російськоюАвтономное устройство для механизированной дуговой сварки электродной проволокой
Автори російськоюДудко Даниил Андреевич, Горбенко Николай Владимирович, Зацерковный Сергей Анатольевич
МПК / Мітки
МПК: B23K 9/10
Мітки: зварювання, пристрій, механізованого, тонким, дротом, автономний, електродним, дугового
Код посилання
<a href="https://ua.patents.su/3-8-avtonomnijj-pristrijj-dlya-mekhanizovanogo-dugovogo-zvaryuvannya-tonkim-elektrodnim-drotom.html" target="_blank" rel="follow" title="База патентів України">Автономний пристрій для механізованого дугового зварювання тонким електродним дротом</a>
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Семенов Леонід Олександрович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Горишняков Олексій Іванович
МПК: B23K 11/25, B23K 11/04
Мітки: зварювання, контактного, управління, процесом, стикового, пристрій, оплавленням
Формула / Реферат:
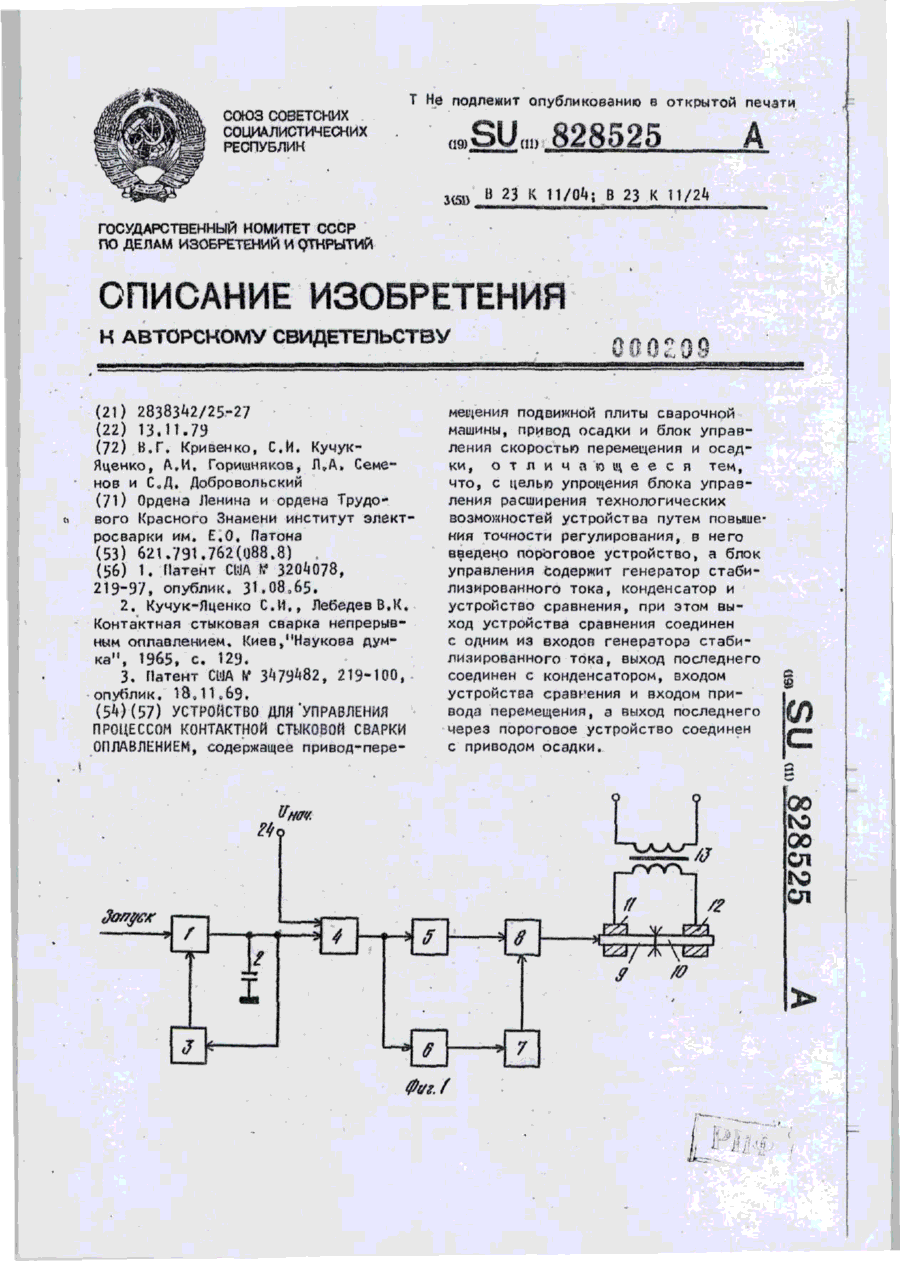
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: управління, контактного, пристрій, оплавленням, зварювання, машиною, стикового
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Боровой Валентин Михайлович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович
МПК: B23K 11/04
Мітки: процесом, стикового, автоматичного, програмного, пристрій, зварювання, управління, контактного, оплавленням
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Череднічок Віталій Тимофійович, Кривенко Валерій Георгійович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: контактного, оплавленням, стикового, машина, зварювання
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Бєляєв Данило Іванович, Грабчев Борис Леонідович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Ротару Іон Теодорович, Тільга Степан Сергійович, Мальцев Віктор Миколайович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: стикового, зварювання, контактного, спосіб, оплавленням
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Попередній патент: Зубчаста передача внутрішнього зачіплювання
Наступний патент: Енергетична установка та сепаратор для енергетичної установки
Випадковий патент: Фармацевтична дозована форма десмопресину ацетату, спосіб її одержання, застосування та упаковка