Система керування гідравлічним пресом
Номер патенту: 37863
Опубліковано: 10.12.2008
Автори: Іоффе Анатолій Моісейович, Мазур Ігор Анатолійович, Величко Роман Ігорович
Формула / Реферат
Система керування гідравлічним пресом, що містить джерело тиску, з'єднане через клапани з робочим і піднімальними циліндрами преса, наповнювальний бак, з'єднаний із пневмомережею, наповнювальний клапан із сервоприводом, гідравлічне гальмо з пневморозподільником, пристрій для точної зупинки рухливої траверси з пневморозподільником, яка відрізняється тим, що клапани робочого і піднімальних циліндрів виконані у вигляді двопозиційних гідравлічних клапанів з пневматичним приводом та регульованим гідравлічним гальмуванням, кожний з яких має запірний елемент, керований від пневморозподільника, підключеного до пневмомережі, при цьому впускний клапан робочого циліндра з'єднаний з пристроєм для точної зупинки рухливої траверси і джерелом тиску, випускний клапан робочого циліндра з'єднаний з пристроєм для точної зупинки рухливої траверси і наповнювальним баком, впускний клапан піднімальних циліндрів з'єднаний з гідравлічним гальмом і джерелом тиску, випускний клапан піднімальних циліндрів з'єднаний з гідравлічним гальмом і наповнювальним баком.
Текст
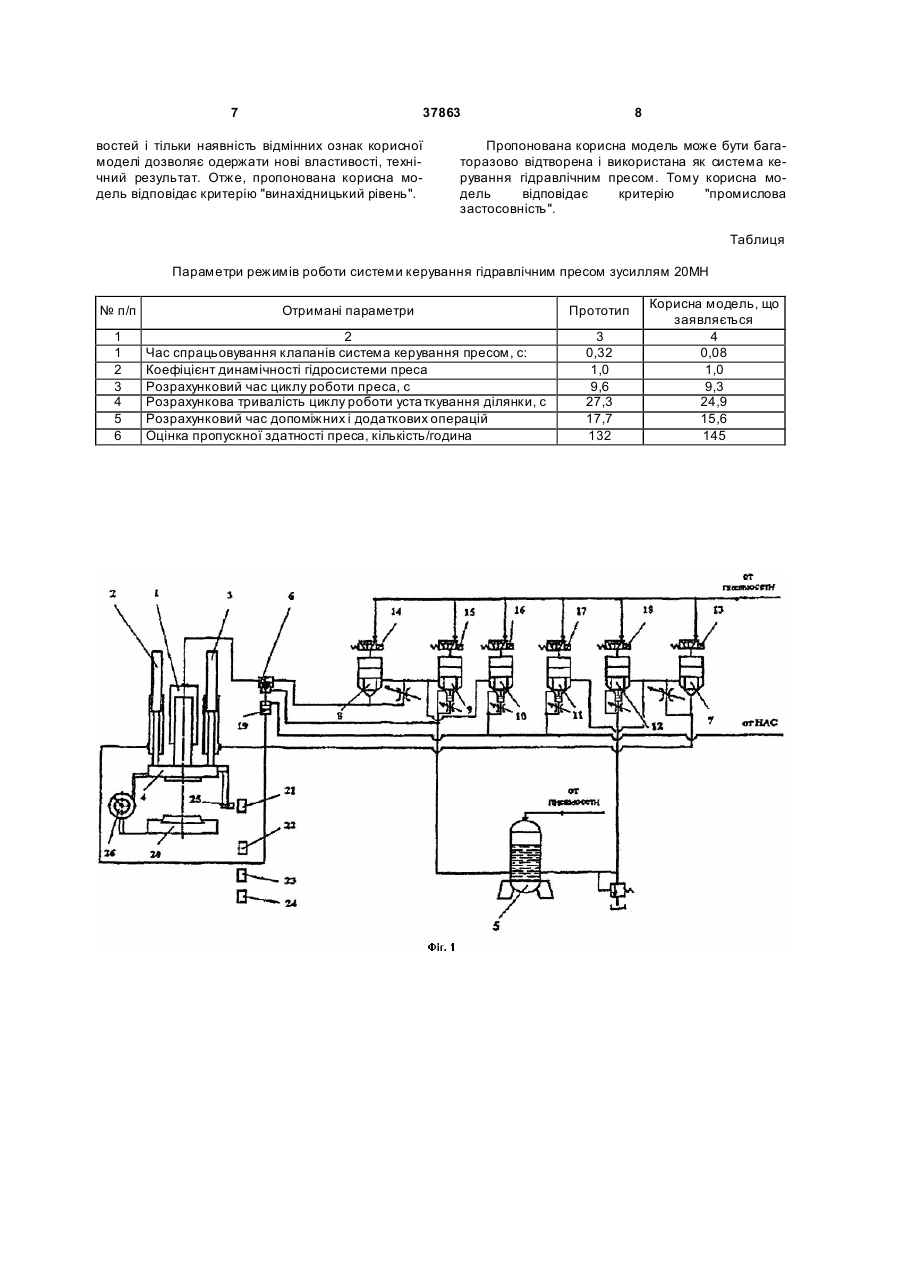
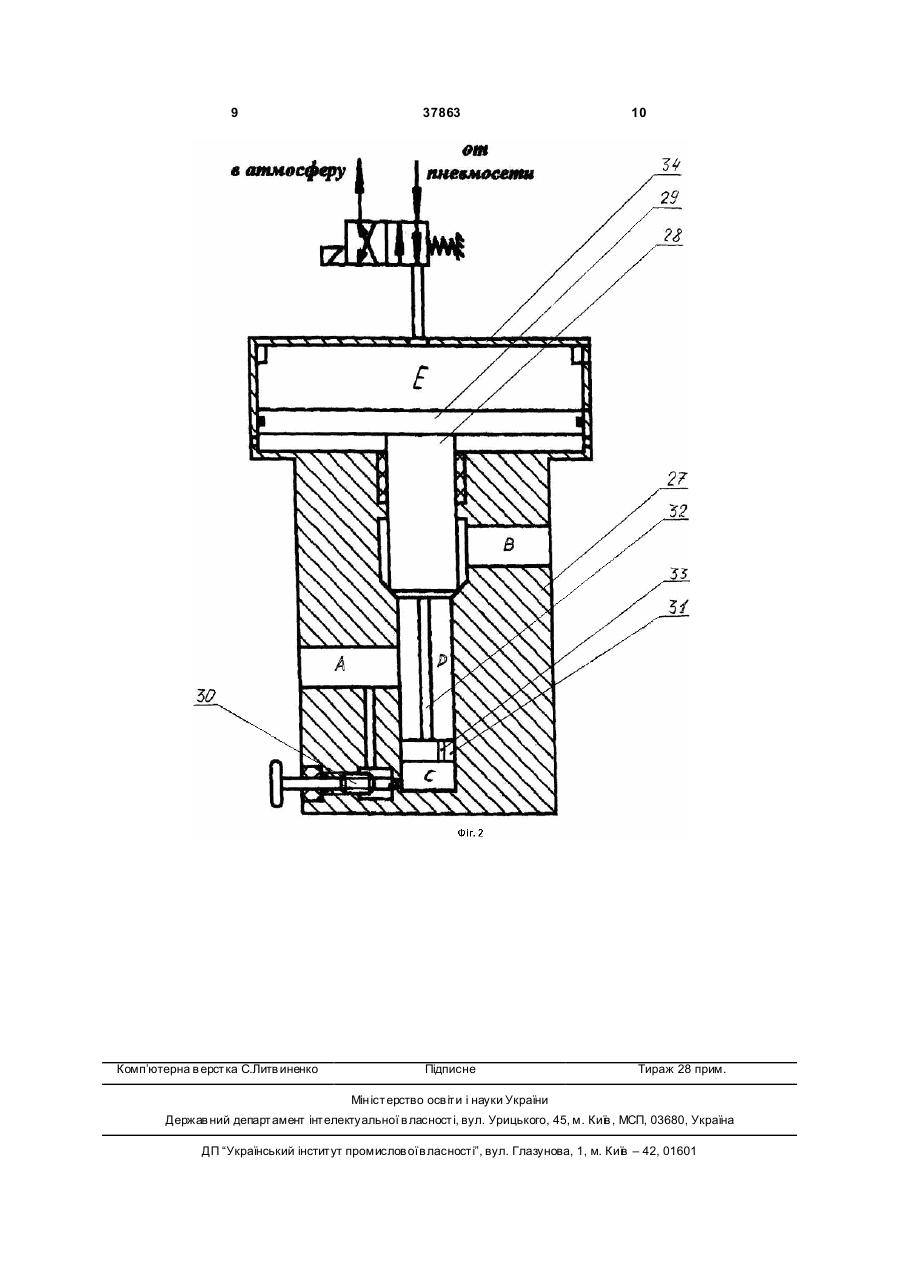
Система керування гідравлічним пресом, що містить джерело тиску, з'єднане через клапани з робочим і піднімальними циліндрами преса, наповнювальний бак, з'єднаний із пневмомережею, наповнювальний клапан із сервоприводом, гідравлічне гальмо з пневморозподільником, пристрій для точної зупинки рухливої траверси з пневморо 3 37863 повзун, і інші додаткові зв'язки, що мають зазори і потребують постійного регулювання. Наявність гальмового пристрою, виконаного у виді гідророзподільника з'єднаного системою тяг із траверсою, позначається на надійності системи керування, при цьому наявність ручного керування гідромотором кулачкового вала, за допомогою якого відбувається керування клапанами гідророзподільників, позначається на часі спрацьовування клапанів, що залежить від кваліфікації оператора і який не в змозі підтримувати необхідний темп протягом усієї зміни, що не забезпечує проектних режимів роботи преса, і вище сказане не дозволяє автоматизувати цикл роботи штампувального преса. Найбільш близькою по технічній суті і результату, досягаємому при використанні, є система керування гідравлічним пресом, що містить джерело тиску, з'єднане через розподільники з робочим і піднімальними циліндрами преса, наповнювальний бак, з'єднаний із пневмомережею, наповнювальний клапан, гідравлічне гальмо, пристрій для точної зупинки рухливої траверси [авт. св. СРСР №1636252, В30В15/16 бюл. №11, 1991]. У відомій системі керування гідравлічним пресом є важіль керування, клапанні гідророзподільники, кулачковий вал із сервоприводом, і інші додаткові зв'язки, що мають зазори, і потребують постійного регулювання, наявність яких позначається на надійності системи керування, при цьому наявність ручного керування сервоприводом кулачкового вала, за допомогою якого відбувається керування клапанами гідророзподільників, позначається на часі спрацьовування клапанів, що залежить від кваліфікації оператора і який не в змозі підтримувати необхідний темп протягом усієї зміни, що не забезпечує проектних режимів роботи преса і не дозволяє автоматизувати цикл роботи штампувального преса. В основу корисної моделі системи керування гідравлічним пресом поставлена задача підвищення швидкодії пресів, а також поліпшення обслуговування системи керування гідравлічним пресом і автоматизації циклу роботи преса. Поставлена задача досягається тим, що в системі керування гідравлічним пресом, що містить джерело тиску, з'єднане через клапани з робочим і піднімальними циліндрами преса, наповнювальний бак, з'єднаний із пневмомережею, наповнювапьний клапан із сервоприводом, гідравлічне гальмо з пневморозподільником, пристрій для точної зупинки рухливої траверси з пневморозподільником, який відрізняється тим, що клапани робочого і піднімальних циліндрів виконані у вигляді двопозиційних гідравлічних клапанів з пневматичним приводом та регульованим гідравлічним гальмуванням, кожний з яких оснащений запірним елементом, керованим від пневморозподільника, підключеного до пневмомережі, при цьому впускний клапан робочого циліндра з'єднаний з пристроєм для точної зупинки рухливої траверси і джерелом тиску, випускний клапан робочого циліндра з'єднаний з пристроєм для точної зупинки рухливої траверси і наповнювальним баком, впускний клапан піднімальних циліндрів з'єднаний з гідравлічним гальмом і джерелом тиску, вип ускний клапан під 4 німальних циліндрів з'єднаний з гідравлічним гальмом і наповнювальним баком. Загальні ознаки прототипу, із системою керування гідравлічним пресом, що заявляється, є наявність джерела тиску, з'єднаного через клапани з робочим і піднімальними циліндрами преса, наповнювального бака, з'єднаного з пневмомережею, наповнювального клапана із сервоприводом, гідравлічного гальма з пневморозподільником, пристрою для точної зупинки рухливої траверси з пневморозподільником. Відміні ознаки прототипу, із системою керування гідравлічним пресом, що заявляється, є те, що клапани робочого і піднімальних циліндрів виконані у виді двопозиційних гідравлічних клапанів з регульованим гідравлічним режимом гальмування, кожний з який постачений запірним елементом, керованим від пневморозподільника, підключеного до пневмомережі, при цьому впускний клапан робочого циліндра з'єднаний з пристроєм для точної зупинки рухливої траверси і джерелом тиску, випускний клапан робочого циліндра з'єднаний з пристроєм для точної зупинки рухли вої траверси і наповнювальним баком, впускний клапан піднімальних циліндрів з'єднаний з гідравлічним гальмом і джерелом тиску, випускний клапан піднімальних циліндрів з'єднаний з гідравлічним гальмом і наповнювальним баком. Запропоноване технічне рішення дозволяє підвищити швидкодію системи керування гідравлічним пресом за рахунок виключення недосконалого в роботі механізму сервомотора з ручним керуванням, рейковим механізмом, кулачковим валом, клапанними гідророзподільниками й іншими додатковими зв'язками, що мають зазори і вимагають постійне регулювання, і постачання системи керування гідравлічним пресом двопозиційними гідравлічними клапанами з регульованим гідравлічним режимом гальмування, кожний з яких постачений запірним елементом, керованим за допомогою пневморозподільника, підключеним до пневмомережі, що забезпечує підвищення продуктивності преса і поліпшення умов обслуговування системи керування гідравлічним пресом і можливе підвищення надійності і довговічності устаткування, за рахунок більш чіткого регулювання площі пропускного інерційного отвору в конструкції гальмування гідравлічного клапана, а також дозволяє автоматизувати цикл роботи преса. Корисна модель пояснюється кресленням, де на Фіг.1 - система керування гідравлічним; на Фіг.2 - схема запірного сідельного гідроклапана з пневматичним приводом і гідравлічним. Система керування гідравлічним пресом містить джерело тиску (НАС -насосно-акумуляторна станція) з’єднане через клапани з робочим циліндром 1 і піднімальними 2 і 3 циліндрами рухливої траверси 4, наповнювальний бак 5 з'єднаний із пневмомережею, наповнювальний клапан 6, гідравлічне гальмо 7, пристрій для точної зупинки рухливої траверси 8. Джерело тиску з'єднане через клапани 9-12 з робочим 1 і піднімальними 2 і 3 циліндрами. Керування гідравлічним гальмом 7, пристроєм для точної зупинки рухливої траверси 8 і клапанами 9-12 здійснюється від пневморозподі 5 37863 льників 13-18. Для наповнювального клапана 6 установлений сервопривод 19, поршнева порожнина якого з'єднана з порожниною піднімальних циліндрів 2 і 3, а штокова - із джерелом тиску. Стіл 20 преса призначений для установки оброблюваної заготівлі (на схемі не показана). Положення рухливої траверси 4 контролюється датчиками 2124, взаємодіючими з прапорцем 25. Позицією 26 позначений покажчик обтиснення заготівлі. Запірний сідельний гідроклапан із пневматичним приводом і гідравлічним гальмівним пристроєм складається з корпуса 27, у якому виконані отвори А і В для підведення, для підведення й відводу робочої рідини відповідно. У напрямній втулці переміщається запірний плунжер 28, який при посадці забезпечує повну герметичність. Запірний плунжер жорстко пов'язаний з гідравлічним гальмовим пристроєм, що представляє собою поршень 31 зі штоком 32. Поршень гідравлічного гальмового пристрою розділяє розточення на дві порожнини штокову С і поршневу D. У поршні гідравлічного гальмового пристрою виконаний наскрізний отвір 33, що представляє собою дросель інерційного опору. 34 – пневмоциліндр, у якому переміщається поршень пневмопривода 29. Поршень пневмопривода жорстко пов'язаний із запірним плунжером гідроклапана й розділяє пневмоциліндр на дві порожнини Ε і F. Для регулювання часу спрацьовування гідравлічного клапана в розточення корпуса вставлений голчастий дросель 30, що повідомляє отвір для підведення робочої рідини А з поршневою порожниною з гідравлічного гальмового пристрою. Працює запропонована система керування гідравлічним пресом у такий спосіб. У вихідному положенні траверса 4 знаходиться в крайнім нижнім положенні. Для підйому траверси нагору знеструмлюють пневморозподільники 13, 14, 15, 17 відповідно відкриваючи двопозиційні гідравлічні клапани 7, 8, 9, 11. При цьому робоча рідина високого тиску через клапани 11 та регулювальний голчастий дросель цього клапану, а також через клапан 7 і через дросель клапана 7 надходить до піднімальних циліндрів 2, 3 і сервоприводу 19, що відкриває клапан наповнення 6, і рідина з робочого циліндра 1 витісняється через клапан 6 і відкриті клапани 8, 9 і дросель клапана 8 у наповнювальний бак 5. Траверса 4 при цьому піднімається нагору. При підході траверси 4 до архітрава прапорець 25 замикається з датчиком 21 і подає сигнал на пневморозподільник 13, що закриває клапан гідравлічного гальма 7 і рідина до піднімальних циліндрів 2, 3 надходить через дросель клапана гідравлічного гальма 7, забезпечуючи плавний і ненаголошений підхід траверси до архітрава, після чого, за допомогою реле часу (на схемі не показане), пневморозподільник 13 знеструмлюється і клапан гідравлічного гальма 7 відкривається. Для опускання траверси 4 униз включають пневморозподільник 17, закриваючи двопозиційний гідравлічний клапан 11, і відключають пневморозподільник 18, відкриваючи двопозиційний гідравлічний клапан 12. Робоча рідина з піднімальних циліндрів 2, 3 через двопозиційні гідравлічні кла 6 пани 7, 12 надходить у наповнювальний бак 5. Одночасно, під тиском рідини з наповнювального бака 5 відкривається клапан наповнення 6 і робоча рідина надходить у робочий циліндр 1 через клапан наповнення 6, пристрій для точної зупинки рухливої траверси 8 і двопозиційний гідравлічний клапан 9 з регулювальним голчастим дроселем. Траверса 4 при цьому під дією власної ваги і тиску рідини з наповнювального бака 5 опускається. При підході траверси 4 до заготівлі замикається прапорець 25 з датчиком 22, що подає сигнал на пневморозподільник 13 і клапан гідравлічного гальма 7 закривається і рідина витісняється з піднімальних циліндрів 2, 3 надходить через дросель клапана гідравлічного гальма 7 у наповнювальний бак 5. При цьому траверса 4 плавно опускається на швидкості гальмування і прапорець 25 замикається з датчиком 23, що подає сигнал на пневморозподільник 18 закриваючи двопозиційний гідравлічний клапан 12 з регулювальним голчастим дроселем, забезпечуючи плавний і без ударній підхід траверси до заготівлі на повзучій швидкості, після укладання траверси на заготівлю і її повну зупинку, за допомогою реле часу (на схемі не показане), пневморозподільники 13, 18 знеструмлюються і відкриваються двопозиційний гідравлічний клапан 12 з регулювальним голчастим дроселем, клапан гідравлічного гальма 7. При вирівнюванні тиску в робочому циліндрі 1 і наповнювальному баці 5, наповнювальний клапан 6 під дією пружини закривається. Для пресування заготівлі включають пневморозподільник 15, закриваючи двопозиційний гідравлічний клапан 9 з регулювальним голчастий дроселем, і знеструмлюють пневморозподільник 16, відкриваючи двопозиційний гідравлічний клапан 10 з регулювальним голчастий дроселем. При цьому робоча рідина високого тиску через двопозиційний гідравлічний клапан 10 та регулювальний голчастий дросель і верхню порожнину наповнювального клапана 6 надходить у робочий циліндр 1 і відбувається обтиснення заготівки. Для забезпечення точності розміру заготівлі прапорець 25 замикає датчик 24, що включає пневморозподільник 14, закриваючи клапан пристрою для точної зупинки рухливої траверси 8 і рідина високого тиску через дросель пристрою для точної зупинки рухливої траверси 8 надходить у робочий циліндр 1. При цьому траверса пресує заготівлю на повзучій швидкості забезпечуючи тим самим точність розмірів заготівлі, після закінчення пресування за допомогою реле часу (на схемі не показане), пневморозподільники 14 знеструмлюється і відкриває клапан пристрою для точної зупинки рухливої траверси 8. Після чого цикл повторюється. У ході досліджень роботи штампувальних пресів для виробництва залізничних коліс в умовах колесопрокатного цеху ВАТ Нижньодніпровський трубопрокатний завод (НТЗ) були отримані наступні дані, що підтверджують можливість здійснення корисної моделі, які наведені в таблиці. Сутність корисної моделі, що заявляється, не випливає явно для фахівця з відомого рівня техніки. Сукупність ознак, що характеризують відоме рішення не забезпечує досягнення нових власти 7 37863 востей і тільки наявність відмінних ознак корисної моделі дозволяє одержати нові властивості, технічний результат. Отже, пропонована корисна модель відповідає критерію "винахідницький рівень". 8 Пропонована корисна модель може бути багаторазово відтворена і використана як система керування гідравлічним пресом. Тому корисна модель відповідає критерію "промислова застосовність". Таблиця Параметри режимів роботи системи керування гідравлічним пресом зусиллям 20МН № п/п Отримані параметри Прототип 1 1 2 3 4 5 6 2 Час спрацьовування клапанів система керування пресом, с: Коефіцієнт динамічності гідросистеми преса Розрахунковий час циклу роботи преса, с Розрахункова тривалість циклу роботи уста ткування ділянки, с Розрахунковий час допоміжних і додаткових операцій Оцінка пропускної здатності преса, кількість/година 3 0,32 1,0 9,6 27,3 17,7 132 Корисна модель, що заявляється 4 0,08 1,0 9,3 24,9 15,6 145 9 Комп’ютерна в ерстка С.Литв иненко 37863 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюControl system of hydraulic press
Автори англійськоюIoffe Anatolii Moiseiovych, Mazur Ihor Anatoliiovych, Velychko Roman Ihorovych
Назва патенту російськоюСистема управления гидравлическим прессом
Автори російськоюИоффе Анатолий Моисеевич, Мазур Игорь Анатольевич, Величко Роман Игоревич
МПК / Мітки
МПК: B30B 15/16
Мітки: система, керування, пресом, гідравлічним
Код посилання
<a href="https://ua.patents.su/5-37863-sistema-keruvannya-gidravlichnim-presom.html" target="_blank" rel="follow" title="База патентів України">Система керування гідравлічним пресом</a>
Система керування гідравлічним пресом
Номер патенту: 46386
Опубліковано: 15.05.2002
Автори: Цапко Валерій Констянтинович, Лопатенко Костянтин Петрович, Кукушкін Олег Миколайович, Ничаєв Віктор Іванович, Клименко Фелікс Констянтинович, Мазур Ігор Анатолійович, Михайловський Миколай Володимирович, Іоффе Анатолій Моісейович
МПК: B30B 15/16
Мітки: пресом, гідравлічним, система, керування
Формула / Реферат:
Система керування гідравлічним пресом, що містить джерело тиску, з'єднане через клапани з робочим і піднімальними циліндрами преса, наповнювальний бак, з'єднаний із пневмосіттю, наповнювальний клапан із сервоприводом, гідравлічне гальмо з пневморозподільником, пристрій для точної зупинки рухливої траверси з пневморозподільником, який відрізняється тим, що клапани робочого і піднімальних циліндрів виконані у вигляді двопозиційних...
Система керування гідравлічним пресом з насосно-акумуляторним приводом
Номер патенту: 24969
Опубліковано: 25.07.2007
Автори: Корчак Олена Сергіївна, Шинкаренко Олег Михайлович
МПК: B21J 9/00
Мітки: приводом, керування, насосно-акумуляторним, гідравлічним, система, пресом
Формула / Реферат:
Система керування гідравлічним пресом з насосно-акумуляторним приводом, що містить робочий та зворотний циліндри, наповнювальний клапан, наповнювач, акумулятор, головний клапанний розподільник, систему трубопроводів, яка відрізняється тим, що напірний регулювальний клапан керування робочим циліндром встановлений у блоці наповнювального клапана на пресі біля робочого циліндра та з’єднаний з акумулятором індивідуальним з мінімумом гідравлічних...
Система керування гідравлічним пресом з насосно-акумуляторним приводом
Номер патенту: 32172
Опубліковано: 12.05.2008
Автор: Корчак Олена Сергіївна
МПК: B21J 9/00
Мітки: система, керування, насосно-акумуляторним, гідравлічним, приводом, пресом
Формула / Реферат:
Система керування гідравлічним пресом з насосно-акумуляторним приводом, що містить робочий та зворотний циліндри, наповнювально-зливну систему у вигляді клапана наповнення та наповнювально-зливного бака з переливним клапаном, що сполучає його з основним баком, насосно-акумуляторну станцію, клапан-автомат, головний клапанний розподільник, систему трубопроводів, яка відрізняється тим, що головний клапанний розподільник розділено на два окремих...
Система керування гідравлічним кувальним пресом
Номер патенту: 37183
Опубліковано: 25.11.2008
Автори: Смородинський Генріх Юхимович, Михайлов Микола Олексійович, Попов Микола Миколайович, Трембач Юрій Миколайович, Забабурин Олексій Леонідович, Шевченко Микола Іванович, Іванов Антон Ігоревич
МПК: B30B 15/16
Мітки: пресом, керування, гідравлічним, система, кувальним
Формула / Реферат:
1. Система керування гідравлічним кувальним пресом, що містить розподільну апаратуру, яка з'єднує робочі і піднімальні циліндри з джерелом високого тиску, і наповнювальні клапани з сервоциліндрами і розподільними пристроями, що сполучають робочі циліндри з джерелом низького тиску, яка відрізняється тим, що штоки сервоциліндрів оснащено жорстким зв'язком з взаємодіючими з ними в осьовому напрямі наповнювальними клапанами, які забезпечені...
Система керування гідравлічним трициліндровим пресом
Номер патенту: 82380
Опубліковано: 10.04.2008
Автори: Трембач Юрій Миколайович, Токарев Олексій Захарович, Шевченко Микола Іванович, Смородинський Генріх Юхимович, Граматний Віктор Михайлович, Невідомський Володимир Олександрович
МПК: B30B 15/16
Мітки: система, пресом, керування, гідравлічним, трициліндровим
Формула / Реферат:
1. Система керування гідравлічним трициліндровим пресом, що має центральний і бічні робочі циліндри, з'єднані з джерелом низького тиску, а також зворотні циліндри, всі вказані циліндри зв'язані гідролініями з джерелом високого тиску та головним розподільником, обладнаним впускними і зливними керованими клапанами і оливосистемою керування, одні із клапанів підключені до зворотних циліндрів преса, а інші - до центрального робочого циліндра, яка...
Попередній патент: Електробур сухомліна
Наступний патент: Спосіб лапароскопічного лікування ургентних абдомінальних станів у дітей
Випадковий патент: Двошаровий основов'язаний трикотаж