Система керування гідравлічним кувальним пресом
Номер патенту: 37183
Опубліковано: 25.11.2008
Автори: Забабурин Олексій Леонідович, Трембач Юрій Миколайович, Іванов Антон Ігоревич, Смородинський Генріх Юхимович, Шевченко Микола Іванович, Попов Микола Миколайович, Михайлов Микола Олексійович
Формула / Реферат
1. Система керування гідравлічним кувальним пресом, що містить розподільну апаратуру, яка з'єднує робочі і піднімальні циліндри з джерелом високого тиску, і наповнювальні клапани з сервоциліндрами і розподільними пристроями, що сполучають робочі циліндри з джерелом низького тиску, яка відрізняється тим, що штоки сервоциліндрів оснащено жорстким зв'язком з взаємодіючими з ними в осьовому напрямі наповнювальними клапанами, які забезпечені датчиками контролю лінійних переміщень.
2. Система керування гідравлічним кувальним пресом за п. 1, яка відрізняється тим, що розподільні пристрої керування наповнювальними клапанами виконано у вигляді двоклапанних дросельних впускних і зливних клапанів, забезпечених датчиками лінійних переміщень і незалежним приводом від оливоциліндрів, керованих взаємоблокуючими пропорційним і дискретним розподільниками, при цьому надклапанні порожнини впускних клапанів сполучені між собою і з джерелом високого тиску, а їх підклапанні порожнини - з сервоциліндрами наповнювальних клапанів, і через зливні клапани - з джерелом низького тиску.
3. Система керування гідравлічним кувальним пресом за п. 1, яка відрізняється тим, що розподільна апаратура забезпечена адаптивними регуляторами з програмним пристроєм.
Текст
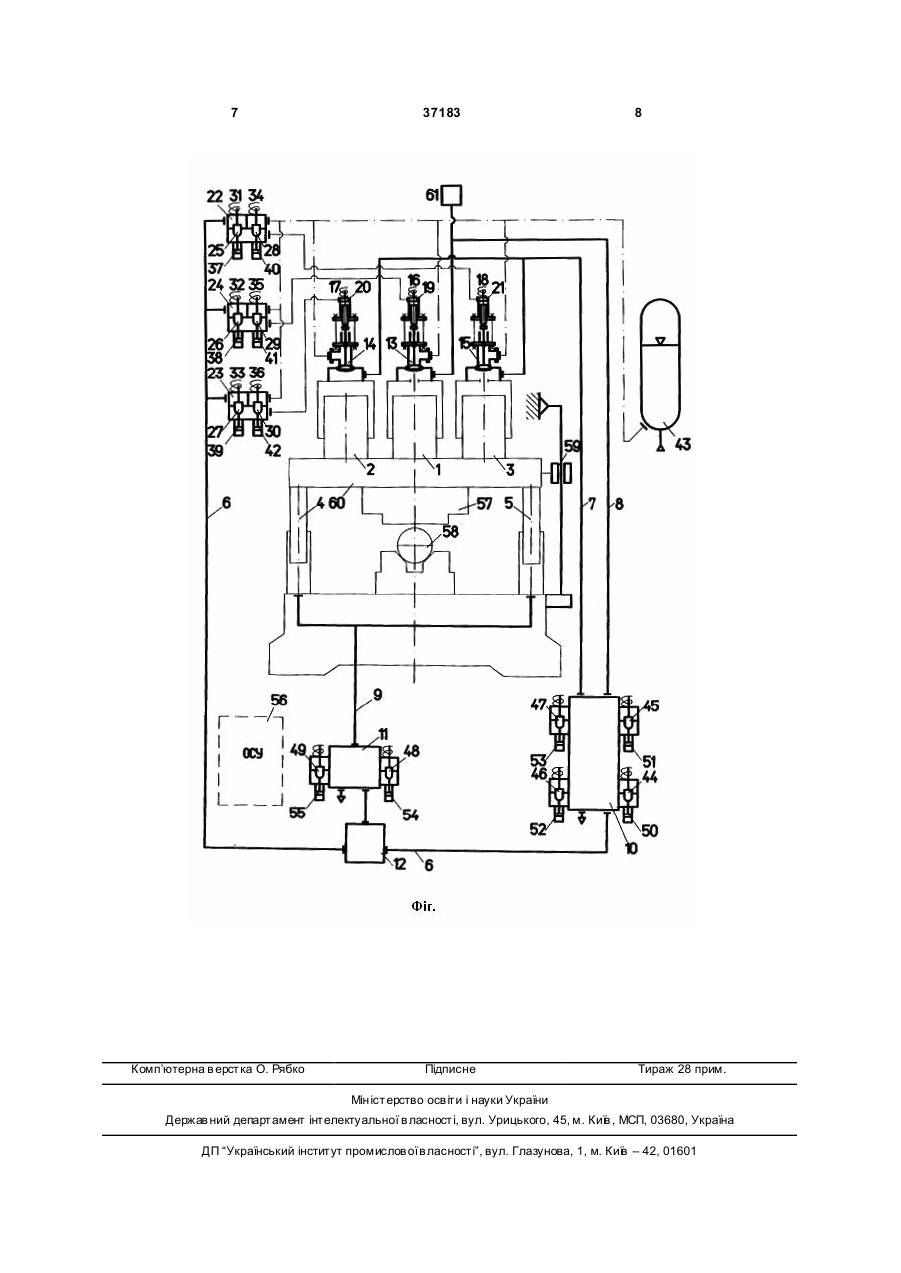
1. Система керування гідравлічним кувальним пресом, що містить розподільну апаратуру, яка з'єднує робочі і піднімальні циліндри з джерелом високого тиску, і наповнювальні клапани з сервоциліндрами і розподільними пристроями, що сполучають робочі циліндри з джерелом низького тиску, яка відрізняє ться тим, що штоки сервоциліндрів оснащено жорстким зв'язком з вза 3 37183 джерела високого тиску, а його підклапанна порожнина сполучена з розподільником вибору ступеня зусилля, і через зливний клапан, із зливною магістраллю [див. наприкл. Патент України №5560, МПК В30В15/16]. У цій системі керування кувальним пресом описаний раніше недолік - автоколивання траверси усунено. Проте, його розподільний пристрій, виконаний на основі дискретного керування, не має ресурсу підвищення продуктивності через відсутність засобів керування і контролю його роботи. По сукупності істотних ознак вищезазначена система керування гідравлічним кувальним пресом є найбільш близькою до тієї, що заявляється, і може бути прийнята за найближчий аналог. В основу корисної моделі покладено завдання - створити систему керування гідравлічним кувальним пресом, яка забезпечує ресурс підвищення продуктивності кувального преса, розширює технологічні можливості його роботи за рахунок технічного результату, який полягає в створенні зв'язку сервоциліндрів і взаємодіючими з ними наповнювальними клапанами, і забезпеченні контролю за їх переміщенням. Цей технічний результат забезпечується тим, що в системі керування гідравлічним кувальним пресом, що містить розподільну апаратуру, яка з'єднує робочі і піднімальні циліндри з джерелом високого тиску і наповнювальні клапани з сервоциліндрами і розподільними пристроями, що сполучають робочі циліндри з джерелом низького тиску, штоки сервоциліндрів оснащено жорстким зв'язком з взаємодіючими з ними в осьовому напрямі наповнювальними клапанами, і забезпечені датчиками контролю лінійних переміщень, при цьому, розподільні пристрої виконані у вигляді двохклапанних дросельних впускних і зливних клапанів, забезпечених датчиками лінійних переміщень і незалежним приводом від оливоциліндрів, керованих взаємоблокуючим пропорційним і дискретним розподільниками, при цьому, надклапанні порожнини впускних клапанів сполучені між собою і з джерелом високого тиску, а їхні підклапанні порожнини - з сервоциліндрами наповнювальних клапанів, і через зливні клапани, з джерелом низького тиску, а розподільна апаратура додатково оснащена адаптивними регуляторами з програмним пристроєм. Тільки завдяки тому, що в системі керування гідравлічним кувальним пресом, штоки сервоциліндрів оснащено жорстким зв'язком з взаємодіючими з ними в осьовому напрямі наповнювальними клапанами, і забезпечені датчиками контролю лінійних переміщень, а розподільні пристрої керування наповнювальними клапанами виконані у вигляді двоклапанних дросельних впускних і зливних клапанів, забезпечених датчиками лінійних переміщень і незалежним приводом від оливоциліндрів, керованих взаємоблокуючим пропорційним і дискретним розподільниками, при цьому, надклапанні порожнини впускних клапанів сполучені між собою і з джерелом високого тиску, а їх підклапанні порожнини - з сервоциліндрами наповнювальних клапанів, і через зливні клапани, з джерелом низького тиску, при цьому, розподільна 4 апаратура забезпечена адаптивними регуляторами з програмним пристроєм, забезпечено регулювання швидкості, зусилля і точность позиційонування, а також перемикання режимів роботи преса, забезпечено керування і контроль за роботою кувального преса в режимі перехідних процесів, підвищена ефективність роботи і продуктивність кування преса. По заявленому рішенню на AT HKM3 розроблено проект системи керування гідравлічним кувальним пресом зусиллям 5000тс. Суть корисної моделі пояснюється на кресленні, де: на Фіг.1 показано схему системи керування гідравлічним кувальним пресом. Система керування гідравлічним кувальним пресом включає Центральний робочий циліндр 1, бічні робочі циліндри 2 і 3, а також підіймальні циліндри 4 і 5, зв'язані трубопроводами 6 через головний розподільник 10 і розподільник піднімальних циліндрів 11, з джерелом високого тиску 12. Безпосередньо на кожному робочому циліндрі встановлені наповнювальні клапани 13, 14 і 15, які забезпечені датчиками лінійних переміщень 16, 17, 18, а також, відповідно, сервоциліндрами 19, 20, 21. Відмінною особливістю корисної моделі, що заявляється, є те, що штоки сервоциліндрів 19, 20, 21 жорстко зв'язані в осьовому напрямі із взаємодіючими з ними наповнювальними клапанами 13, 14 і 15, а їх розподільні пристрої управління виконані у вигляді двохклапанних розподільників 22, 23, 24, що складаються з дросельних впускних 25, 26, 27 і зливних 28, 29, 30 клапанів, забезпечених датчиками лінійних переміщень 31...36, і індивідуальними приводними сервоциліндрами 37...42. Робочі циліндри 1, 2, 3 за допомогою наповнювальних клапанів 13, 14, 15, з'єднані з джерелом низького тиску 43. Керування робочими циліндрами 1, 2, 3 виконано за допомогою впускних 44, 45 і зливних 46, 47 клапанів. Піднімальні циліндри 4 і 5 керуються впускним клапаном 48 і зливним клапаном 49. Всі вказані клапани 44...49 приводяться до дії сервоциліндрами 50...55 від оливостанції 56. Система керування гідравлічним кувальним пресом може працювати в наступних режимах: осадка, кування, і шліхтовка в дво х варіантах. Режим «Осадка» передбачає роботу преса при подачі високого тиску одночасно в три робочих циліндра 1, 2, 3. Послідовність операцій в цьому режимі така: В початковому положенні рухома траверса знаходиться в крайньому верхньому положенні. Сервоциліндри 50...55, і сервоциліндри 37...42 знаходяться в такому положенні, при якому всі впускні клапани 25, 26, 27, 44, 45, 48, а також зливний клапан 49 закриті, а зливні клапани 28, 29, 30, 46, 47 відчинені в межах 5-10%. Хід наближення відбувається при одночасному відчиненні зливного клапана 49 за допомогою сервоциліндра 55, а також наповнювальних клапанів 13, 14, 15 за допомогою двоклапанних розподільників 22...24, керованих пропорційними оливорозподільниками. При цьому, рідина низького 5 37183 тиску з наповнювального бака 43 заповнює робочі циліндри, а рухома траверса 60 рухається вниз до зіткнення верхнього бойка 57 з заготівкою 58. Контроль за переміщенням рухомої траверси 60 преса здійснюється за допомогою датчика лінійних переміщень 59. Осадка злитка (робочий хід) здійснюється при закритті наповнювальних клапанів 13, 14, 15, з подальшим відкриттям впускних клапанів 44 і 45 головного розподільника 10. Зливний клапан 49 розподільника піднімальних циліндрів 11 залишається відкритим, при цьому, рідина високого тиску по трубопроводах 7 і 8 надходить в робочі циліндри преса. Після закінчення робочого ходу, виконується розвантаження робочих циліндрів (декомпресія), яке реалізується відкриттям зливних клапанів 46 і 47 з одночасним відкриттям напірного клапану 48 розподільника 11 піднімальних циліндрів 4 і 5. Рух траверси 60 «вгору» здійснюється лише при відкритті наповнювальних клапанів за допомогою розподільників 22, 23, 24 з пропорційним регулюванням підйому впускних 25, 26, 27 і зливних клапанів 28, 29, 30, спільна робота яких забезпечує роботу наповнювальних клапанів і системи в цілому без виникнення ударів в перехідних режимах з підвищеним швидкісним ресурсом роботи преса. Режим «Кування», реалізовується при навантаженні робочим тиском одного центрального циліндра 1 або двох бічних 2 і 3. При навантаженні трьох робочих циліндрів 1, 2, 3 - повторюються всі операції режиму «Осадка». Розглянемо роботу преса на 1-му ступені при навантаженні центрального робочого циліндра 1. Заздалегідь, за допомогою розподільників 22 і 24, примусово відкриваються наповнювальні клапани 14 і 15, які утримуються у відкритому положенні впродовж всього циклу кування, чим забезпечується постійний зв'язок бічних робочих циліндрів 2 і 3 з наповнювальним баком 43. Хід наближення траверси 60 до зіткнення бойка 57 із заготівкою 58 відбувається при відкритті зливного клапана 49 керування підіймальними циліндрами 4 і 5, що з'єднуються з наповнювальним баком 43. Водночас, в пропорційному режимі відкривається наповнювальний клапан 16, забезпечуючи оптимальну швидкісну характеристику ходу наближення. Робочий хід в даному режимі відбувається з відкриттям напірного клапана 44, головного розподільника 10. При цьому, робоча рідина надходить в центральний робочий циліндр 1, а бічні циліндри 2 і 3 заповнюються рідиною низького тиску з наповнювального бака 43. 6 Після закінчення робочого ходу, величина якого контролюється датчиком лінійних переміщень 59, за допомогою сервоциліндра 50, закривається впускний клапан 44, а зливний клапан 46 відкривається, забезпечуючи розвантаження центрального циліндра (декомпресія). Підйом траверси 60 в початкове положення відбувається при відкритті впускного клапана 48 за допомогою сервоциліндра 54, при цьому, робоча рідина високого тиску надходить в підйомні циліндри 4 і 5. Водночас, в режимі пропорційного керування, за допомогою напірного клапана 26, рідина високого тиску надходить в сервоциліндр 19 наповнювального клапана 13, забезпечуючи злив рідини з робочого циліндра 1. Здійснюється зворотний хід робочою траверси в початкове положення, контрольоване датчиком лінійних переміщень 59. При роботі в режимі «Кування» на другому ступені (робота двома бічними циліндрами) в початковому положенні і весь час роботи в режимуроботи центральний робочий циліндр примусово відкритий за допомогою розподільника 29. В подальшому всі операції повторюються. В режимі «Шліхтовка 1», для забезпечення максимальної швидкості роботи преса, при роботі одним центральним робочим циліндром 1, підіймальні циліндри 4 і 5 постійно з'єднані з джерелом високого тиску 12, для чого впускний клапан 48, за допомогою сервоциліндра 54 встановлюється в постійно відкрите положення, при цьому, наповнювальні клапана 14 і 15 бічних циліндрів примусово відкрито, а клапан 13 - закритий. Переміщення траверси 60 в цьому режимі здійснюється при послідовній роботі впускного клапана 44 і зливного клапана 46 головного розподільника 10, перемикання яких відбувається по сигналу датчика лінійних переміщень 59. У режимі «Шліхтовка 2» для реверсивного руху р ухомої траверси преса використовується перетворювач тиску 61 з вихідним електричним сигналом відповідно від 12 до 20% номінального робочого тиску, який підтримується постійним для окремих ділянок фінішної обробки. Перехід на вказаний контроль по тиску, замість контролю за переміщенням траверси за допомогою датчика лінійних переміщень, більш перспективніший для фінішних операцій, особливо при шліхтовці в зоні знижених температур до 700°...750°С. Послідовність взаємодій клапанів в цьому режимі повністю відповідає режиму «Шліхтовка 1». Система керування гідравлічним кувальним пресом запропонованої конструкції забезпечує ефективне керування і контроль за роботою кувального преса в режимі перехідних процесів, а також підвищує е фективність роботи і продуктивність кувального преса. 7 Комп’ютерна в ерстка О. Рябко 37183 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюControl system of hydraulic forging press
Автори англійськоюPopov Mykola Mykolaiovych, Mykhailov Mykola Oleksiiovych, Shevchenko Mykola Ivanovych, Smorodynskyi Henrikh Yukhymovych, Trembach Yurii Mykolaiovych, Zababurin Oleksii Leonidovych, Ivanov Anton Ihorevych
Назва патенту російськоюСистема управления гидравлическим ковочным прессом
Автори російськоюПопов Николай Николаевич, Михайлов Николай Алексеевич, Шевченко Николай Иванович, Смородинский Генрих Ефимович, Трембач Юрий Николаевич, Забабурин Алексей Леонидович, Иванов Антон Игоревич
МПК / Мітки
МПК: B30B 15/16
Мітки: кувальним, керування, система, гідравлічним, пресом
Код посилання
<a href="https://ua.patents.su/4-37183-sistema-keruvannya-gidravlichnim-kuvalnim-presom.html" target="_blank" rel="follow" title="База патентів України">Система керування гідравлічним кувальним пресом</a>
Система керування гідравлічним кувальним пресом
Номер патенту: 5560
Опубліковано: 15.03.2005
Автори: Шевченко Микола Іванович, Волошин Олексій Іванович, Трембач Юрій Миколайович, Граматний Віктор Михайлович, Смородинський Генріх Юхимович
МПК: B30B 15/16
Мітки: гідравлічним, система, кувальним, керування, пресом
Формула / Реферат:
Система керування гідравлічним кувальним пресом, що включає розподільну апаратуру, яка зв'язує робочі і зворотні циліндри з джерелом високого тиску і наповнюючі клапани із сервоциліндрами, що з'єднують робочі циліндри з джерелом низького тиску, при цьому розподільна апаратура виконана з двома індивідуально керованими двоклапанними розподільниками вибору ступеня зусилля і розподільником вибору режиму, причому розподільники вибору ступеня...
Система керування гідравлічним пресом
Номер патенту: 46386
Опубліковано: 15.05.2002
Автори: Михайловський Миколай Володимирович, Лопатенко Костянтин Петрович, Іоффе Анатолій Моісейович, Цапко Валерій Констянтинович, Клименко Фелікс Констянтинович, Мазур Ігор Анатолійович, Ничаєв Віктор Іванович, Кукушкін Олег Миколайович
МПК: B30B 15/16
Мітки: гідравлічним, пресом, керування, система
Формула / Реферат:
Система керування гідравлічним пресом, що містить джерело тиску, з'єднане через клапани з робочим і піднімальними циліндрами преса, наповнювальний бак, з'єднаний із пневмосіттю, наповнювальний клапан із сервоприводом, гідравлічне гальмо з пневморозподільником, пристрій для точної зупинки рухливої траверси з пневморозподільником, який відрізняється тим, що клапани робочого і піднімальних циліндрів виконані у вигляді двопозиційних...
Система керування гідравлічним трициліндровим пресом
Номер патенту: 82380
Опубліковано: 10.04.2008
Автори: Токарев Олексій Захарович, Невідомський Володимир Олександрович, Трембач Юрій Миколайович, Граматний Віктор Михайлович, Смородинський Генріх Юхимович, Шевченко Микола Іванович
МПК: B30B 15/16
Мітки: пресом, трициліндровим, система, гідравлічним, керування
Формула / Реферат:
1. Система керування гідравлічним трициліндровим пресом, що має центральний і бічні робочі циліндри, з'єднані з джерелом низького тиску, а також зворотні циліндри, всі вказані циліндри зв'язані гідролініями з джерелом високого тиску та головним розподільником, обладнаним впускними і зливними керованими клапанами і оливосистемою керування, одні із клапанів підключені до зворотних циліндрів преса, а інші - до центрального робочого циліндра, яка...
Система керування гідравлічним пресом з насосно-акумуляторним приводом
Номер патенту: 24969
Опубліковано: 25.07.2007
Автори: Шинкаренко Олег Михайлович, Корчак Олена Сергіївна
МПК: B21J 9/00
Мітки: насосно-акумуляторним, гідравлічним, система, керування, пресом, приводом
Формула / Реферат:
Система керування гідравлічним пресом з насосно-акумуляторним приводом, що містить робочий та зворотний циліндри, наповнювальний клапан, наповнювач, акумулятор, головний клапанний розподільник, систему трубопроводів, яка відрізняється тим, що напірний регулювальний клапан керування робочим циліндром встановлений у блоці наповнювального клапана на пресі біля робочого циліндра та з’єднаний з акумулятором індивідуальним з мінімумом гідравлічних...
Система керування гідравлічним пресом з насосно-акумуляторним приводом
Номер патенту: 32172
Опубліковано: 12.05.2008
Автор: Корчак Олена Сергіївна
МПК: B21J 9/00
Мітки: приводом, гідравлічним, насосно-акумуляторним, пресом, керування, система
Формула / Реферат:
Система керування гідравлічним пресом з насосно-акумуляторним приводом, що містить робочий та зворотний циліндри, наповнювально-зливну систему у вигляді клапана наповнення та наповнювально-зливного бака з переливним клапаном, що сполучає його з основним баком, насосно-акумуляторну станцію, клапан-автомат, головний клапанний розподільник, систему трубопроводів, яка відрізняється тим, що головний клапанний розподільник розділено на два окремих...
Попередній патент: Запобіжна вибухова речовина
Наступний патент: Кінцевий кран повітропроводу гальмівної магістралі залізничного транспортного засобу
Випадковий патент: Спосіб фіксації свиней у спинному положенні