Зносостійка деталь із композитного матеріалу (варіанти)
Формула / Реферат
1. Зносостійка деталь із композитного матеріалу, яка одержана традиційним або відцентровим литтям і яка представляє собою металеву матрицю, зношувальна(і) поверхня(і) якої оснащена(і) вставками з високою зносостійкістю, яка відрізняється тим, що вставки виконані у вигляді керамічної галети, що просочена рідким металом у процесі лиття, причому керамічний матеріал цієї галети являє собою гомогенний твердий розчин 20-80 % АІ2О3 і 80-20 % ZrO2, де кількісні значення виражені у вазі компонентів.
2. Зносостійка деталь із композитного матеріалу згідно з пунктом 1, яка відрізняється тим, що керамічний матеріал містить 55-60 ваг. % АІ2О3 і 38-42 ваг. % ZrO2.
3. Зносостійка деталь із композитного матеріалу згідно з пунктом 1, яка відрізняється тим, що керамічний матеріал містить 70-77 ваг. % АІ2О3 і 23-27 ваг. % ZrO2.
4. Зносостійка деталь із композитного матеріалу згідно з будь-яким із попередніх пунктів, яка відрізняється тим, що вміст керамічних матеріалів у вставці знаходиться в межах від 35 до 80 ваг. %, краще від 40 до 60 % і в оптимальному варіанті - близько 50 %.
5. Зносостійка деталь із композитного матеріалу згідно з будь-яким із попередніх пунктів, яка відрізняється тим, що вставки виконані з агломерату композитних керамічних зерен, що мають розміри згідно із стандартом FEPA в діапазоні F6-F22.
6. Зносостійка деталь із композитного матеріалу згідно з пунктом 5, яка відрізняється тим, що керамічні зерна одержані електроплавленням, спіканням, термічним напилюванням або будь-яким іншим способом.
7. Зносостійка деталь із композитного матеріалу згідно з пунктом 5 або 6, яка відрізняється тим, що керамічна галета виготовлена з керамічних зерен, скріплених за допомогою мінерального або органічного клею.
8. Зносостійка деталь із композитного матеріалу згідно з пунктом 7, яка відрізняється тим, що галета містить не більше 4 % клею.
9. Зносостійка деталь із композитного матеріалу згідно з будь-яким із попередніх пунктів, яка відрізняється тим, що керамічна галета має стільникову структуру, різні комірки якої, в серцевині керамічної фази, мають багатокутну або круглу форму.
10. Зносостійка деталь із композитного матеріалу згідно з пунктом 9, яка відрізняється тим, що товщина стінок різних комірок, що утворюють керамічну фазу, знаходиться в межах від 5 до 25 мм.
11. Зносостійка деталь із композитного матеріалу, яка одержана традиційним або відцентровим литтям і яка представляє собою металеву матрицю, зношувальна(і) поверхня(і) якої оснащена(і) вставками з високою зносостійкістю, яка відрізняється тим, що вставки виконані у вигляді, принаймні, двох керамічних галет, що розташовані на відстані, принаймні, 10 мм одна від одної.
12. Зносостійка деталь із композитного матеріалу згідно з пунктом 11, яка відрізняється тим, що керамічна галета має стільникову структуру, різні комірки якої мають багатокутну або круглу форму в серцевині керамічної фази.
13. Зносостійка деталь із композитного матеріалу згідно з пунктом 12, яка відрізняється тим, що товщина стінок різних комірок, що утворюють керамічну фазу, знаходиться в межах від 5 до 25 мм.
Текст
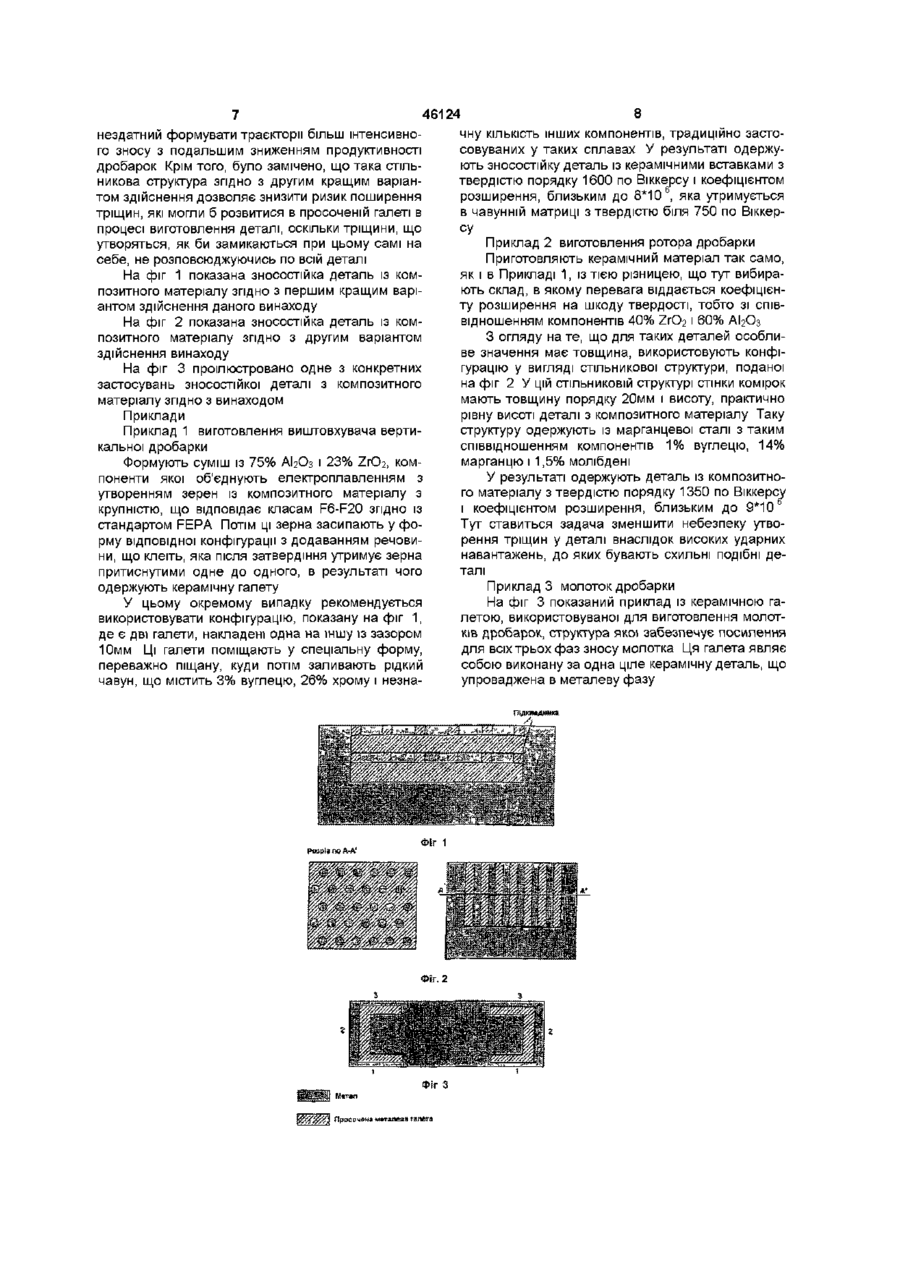
1 Зносостійка деталь ІЗ КОМПОЗИТНОГО матеріалу, яка одержана традиційним або відцентровим литтям і яка представляє собою металеву матрицю, зношувальна(і) поверхня(і) якої оснащена(і) вставками з високою ЗНОСОСТІЙКІСТЮ, яка відрізняється тим, що вставки виконані у вигляді керамічної галети, що просочена рідким металом у процесі лиття, причому керамічний матеріал цієї галети являє собою гомогенний твердий розчин 20-80 % АІ2О3 і 80-20 % ZrO2, де КІЛЬКІСНІ значення виражені у вазі компонентів 2 Зносостійка деталь із композитного матеріалу згідно з пунктом 1, яка відрізняється тим, що керамічний матеріал містить 55-60 ваг % АІ2Оз і 3842 ваг % ZrO2 3 Зносостійка деталь із композитного матеріалу згідно з пунктом 1, яка відрізняється тим, що керамічний матеріал містить 70-77 ваг % АІ2Оз і 2327 ваг % ZrO2 4 Зносостійка деталь із композитного матеріалу згідно з будь-яким із попередніх пунктів, яка відрізняється тим, що вміст керамічних матеріалів у вставці знаходиться в межах від 35 до 80 ваг %, краще від 40 до 60 % і в оптимальному варіанті - близько 50 % 5 Зносостійка деталь із композитного матеріалу згідно з будь-яким із попередніх пунктів, яка відрізняється тим, що вставки виконані з агломерату композитних керамічних зерен, що мають розміри згідно із стандартом FEPA в діапазоні F6-F22 6 Зносостійка деталь із композитного матеріалу згідно з пунктом 5, яка відрізняється тим, що керамічні зерна одержані електроплавленням, спіканням, термічним напилюванням або будь-яким іншим способом 7 Зносостійка деталь із композитного матеріалу згідно з пунктом 5 або 6, яка відрізняється тим, що керамічна галета виготовлена з керамічних зерен, скріплених за допомогою мінерального або органічного клею 8 Зносостійка деталь із композитного матеріалу згідно з пунктом 7, яка відрізняється тим, що галета містить не більше 4 % клею 9 Зносостійка деталь із композитного матеріалу згідно з будь-яким із попередніх пунктів, яка відрізняється тим, що керамічна галета має стільникову структуру, різні комірки якої, в серцевині керамічної фази, мають багатокутну або круглу форму 10 Зносостійка деталь із композитного матеріалу згідно з пунктом 9, яка відрізняється тим, що товщина стінок різних комірок, що утворюють керамічну фазу, знаходиться в межах від 5 до 25 мм 11 Зносостійка деталь із композитного матеріалу, яка одержана традиційним або відцентровим литтям і яка представляє собою металеву матрицю, зношувальна(і) поверхня(і) якої оснащена(і) вставками з високою ЗНОСОСТІЙКІСТЮ, яка відрізняється тим, що вставки виконані у вигляді, принаймні, двох керамічних галет, що розташовані на відстані, принаймні, 10 мм одна від одної 12 Зносостійка деталь із композитного матеріалу згідно з пунктом 11, яка відрізняється тим, що керамічна галета має стільникову структуру, різні комірки якої мають багатокутну або круглу форму в серцевині керамічної фази 13 Зносостійка деталь із композитного матеріалу згідно з пунктом 12, яка відрізняється тим, що товщина стінок різних комірок, що утворюють керамічну фазу, знаходиться в межах від 5 до 25 мм О (О 46124 Даний винахід стосується зносостійкої деталі з композитного матеріалу, що виготовляється шляхом лиття і що представляє собою металеву матрицю, зношувальна поверхня якої постачена вставками, які мають високу ЗНОСОСТІЙКІСТЬ Говорячи більш конкретно, винахід охоплює ЗНОСОСТІЙКІ деталі устаткування для здрібнювання, дроблення і транспортування різних абразивних матеріалів, використовуваного в таких галузях промисловості, як цементна, гірничорудна, металургійна, а також на електростанціях і в різноманітних кар'єрах Такі деталі часто бувають схильні до значних механічних навантажень по всьому об'ємі, а їх робочі поверхні перетерплюють сильний абразивний знос Тому виникає потреба в тому, щоб подібні деталі мали високий опір стиранню і певну пластичність, із тим щоб забезпечити їх СТІЙКІСТЬ до механічних навантажень типу ударів і при необхідності - можливість їх механічної обробки Як відомо, поєднати указані дві властивості в тому самому матеріалі досить важко, тому раніше вже пропонувалися деталі з композитного матеріалу, що мають осердя із відносно пластичного сплаву, в якому утоплені роздільні вставки з високою ЗНОСОСТІЙКІСТЮ У документі ЕР-А-0576496 подібна методика запропонована для виготовлення валків, що подрібнюють, робочі поверхні яких постачені вставками з хромистого чавуна Відомо також застосування керамічних матеріалів, які мають високий опір стиранню, для поліпшення цих властивостей у деталей, що піддаються зносу Так, у документі ЕР-А-0575685 запропоноване використання керамічних матеріалів у формуванні невеликих зносостійких деталей методом прецизійного лиття по воскових моделях, що виплавляються При такій технології використовують воскові моделі, які для одержання порожнини форми, що підлягає заливанню металом, необхідно розплавляти, при цьому сама ливарна форма виконується не піщаною, як звичайно, а керамічною Згідно ЗІ способом, описаним у згаданому документі, спочатку формують губчасту керамічну галету з тривимірною решіткою із сполучених між собою відкритих пор Для цього в спеціальну форму засипають зерна керамічного матеріалу, а потім заливають рідку речовину, що клеїть, наприклад, смолу з високою текучістю, яка після затвердіння утримує зерна, забезпечуючи одержання керамічної структури У якості керамічного матеріалу можна використовувати оксид алюмінію або цирконію Просочивши попередньо цю галету воском, її поміщають у форму, яка служить для формування воскової моделі майбутньої деталі Потім відливають воскову модель і, нарешті, одержують керамічну форму шляхом змочування воскової моделі в керамічному шлікері Після цього керамічну форму з восковою моделлю нагрівають до розплавлення воскової моделі Віск витікає при цьому з керамічної форми, а галети, заздалегідь вставлені у воскову модель, залишаються такими, що пристали до стінок цієї форми Для того щоб можна було залити метал у керамічну форму, її піддають попередньому нагріванню до температури порядку 1150°С, як правило, у вакуумі Однак застосування описаного відомого методу обмежено прецизійним литтям по воскових моделях, що виплавляються Крім того, у тих випадках застосування, про які говориться в цитованому документі, не виникає проблем сумісності матеріалів металевої матриці і керамічної структури, зокрема у сенсі їх термічних характеристик, оскільки при заливанні металу форма і керамічна структура піддаються попередньому нагріванню до високих температур Випливає також мати на увазі, що даний метод обмежений одержанням особо точних деталей, реалізованих по винятково високій ЦІНІ, тому що коштовною є сама технологія лиття по воскових моделях, що виплавляються У документі "Ullmann's Encyclopedia of Industrial Chemistry" (1985), W Gerhartz, VCH Verlagsgesellschaft, 5 th Edition XP002023826, page 5, описані склади на основі АЬОз - ZrCb для шліфувальних машин, використовуваних при обробці таких вилитих виробів, як болванки і сляби Описану вище методику не можна поширити в цьому вигляді на виготовлення більш великих зносостійких деталей, застосовуваних, наприклад, в устаткуванні для здрібнювання, дроблення і транспортування різних абразивних матеріалів, де такі деталі мають, як правило, перерізи не менше 25мм, а часто і більше 40мм Крім того, згідно з запропонованою методикою, неможлива, і вже у всякому разі, важко реалізований виливок деталей малого перерізу, наприклад менше 25мм, тому що ні форма, ні керамічна вставка не піддаються перед заливанням металу нагріванню до високих температур Слід також врахувати, що оскільки деталь звичайно піддають подальшій термообробці, необхідно домогтися певної сумісності керамічного матеріалу і металу з точки зору їх поведінки при теплових навантаженнях щоб уникнути розтріскування, обумовленого тепловими ударами при заливанні керамічних вставок розплавленим металом або виникаючого в ряді випадків при подальшій термообробці внаслідок різниць у коефіцієнтах розширення цих двох матеріалів Необхідно також, щоб механічні характеристики керамічного матеріалу були приведені у ВІДПОВІДНІСТЬ ІЗ характеристиками металу, що дозволить одержати деталь, властивості якої будуть відповідати вимогам и конкретного застосування Ціллю даного винаходу є створення зносостійкої деталі із композитного матеріалу з керамічними вставками, яка б цілком задовольняла перерахованим вище вимогам Ще одна проблема полягає в тому, що при товщині керамічного матеріалу більш 25мм має місце недостатнє просочування металу Отже, ще одною ціллю винаходу є рішення цієї проблеми шляхом створення особливої конфігурації зносостійкої деталі з композитного матеріалу Для досягнення першої ЦІЛІ пропонується зносостійка деталь із композитного матеріалу, одержувана традиційним, або відцентровим, литтям 46124 Вона являє собою металеву матрицю, зношувальцьому, однак, деякого граничного значення, після на поверхня якої постачена вставками з високим якого опір стиранню і в'язкість починають зменшуопором стиранню, виконані з керамічного, також ватися У цьому випадку доцільніше вибрати другі композитного, матеріалу, що представляє собою з зазначених для керамічної композиції меж твердий розчин або гомогенну фазу з 20 - 80% Навпроти, працюючи з деталями, схильними АЬОз- і 80 - 20% ZrO2, де КІЛЬКІСНІ значення виразначним ударним навантаженням або дії високих жені у вазі компонентів тисків, є сенс віддати перевагу коефіцієнту розширення ціною деякого зниження твердості і підвиКрім того, керамічний матеріал може включати щити вміст оксиду цирконію з тим, щоб зменшити ІНШІ оксиди, ваговий вміст яких не перевищує 3 виникаючі в деталі напруги і, отже, небезпеку зло4% му Згідно З першим кращим варіантом здійснення винаходу, керамічний матеріал має такий склад Що стосується деталей, схильних небезпеки розтріскування в процесі лиття або подальшої 55 - бОваг % АІ2О3, термообробки, то тут також доцільно підвищувати 38 - 42ваг % ZrO2 вміст оксиду цирконію, із тим, щоб коефіцієнт розЗгідно З ІНШИМ кращим варіантом здійснення, ширення вставки наблизився до коефіцієнта розкерамічний матеріал має такий склад ширення металевої матриці 70 - 77ваг % АІ2О3, 23 - 27ваг % ZrO2 Зрозуміло, при виборі відносного вміст компонентів керамічної вставки з композитного матеріаВміст керамічних матеріалів у вставці складає лу можна також урахувати склад металу, що заливід 35 до 80ваг %, краще від 40 до 60% і в оптимавається, що дозволить одержати властивості, яких льному варіанті - порядку 50% вимагає дане застосування деталі Подібним же Цей композитний керамічний матеріал отричином, при виборі складу металу, що заливається, маний з агломерату керамічних зерен, що мають можна привести його у ВІДПОВІДНІСТЬ ІЗ ВИДОМ крупність згідно із стандартом FEPA у діапазоні вставки з композитного матеріалу F6-F22, що відповідає діаметру в межах від 0,7мм до 5,5мм Ці керамічні зерна виготовляються по Для того, щоб вирішити проблему, зв'язану з традиційній технології -електроплавленням, спіпоганою інфільтрацією рідкого металу в глиб кеканням, термічним напилюванням або будь-яким рамічної фази, згідно з даним винаходом пропоіншим способом, що забезпечує злиття двох комнуються різноманітні конфігурації понентів В окремому випадку, коли товщина галети з керамічного матеріалу стає значної, ВІДПОВІДНО ДО Керамічні зерна агломерують за допомогою першого варіанта здійснення запропоновано викоклею, вміст якого не перевищує 4ваг % по віднористовувати дві або декілька накладених один на шенню до загальної ваги галети і переважно доріодного галет із збереженням між ними мінімальновнює 2 - Зваг % Для цих цілей можна використого зазору порядку 10мм, що забезпечує надховувати мінеральний або органічний клей Як дження рідкого металу Завдяки цьому вдасться приклад згадаємо клей на силікатній основі або у домогтися необхідного просочування різних галет формі епоксидної смоли У результаті досягається істотне підвищення вмісВ основі винаходу лежить констатація того ту керамічної фази в ТІЛІ вставки, при цьому не факту, що властивості оксиду алюмінію (корунду) і виникає проблем недостатнього просочування оксиду цирконію декілька різні, завдяки чому вдаметалом сться шляхом належного вибору в зазначених межах змінювати твердість, в'язкість і коефіцієнт теЗгідно З ІНШИМ варіантом здійснення, краще плового розширення керамічного композитного виконувати галету у вигляді стільникової структуматеріалу, із тим щоб, з одного боку, одержати ри, що включає ряд елементарних комірок, що оптимальне сполучення твердості і в'язкості І ДОмають багатокутну або круглу форму в серцевині МОГТИСЯ суворої ВІДПОВІДНОСТІ цього матеріалу викерамічної фази Доцільно, щоб товщина стінок могам конкретного застосування деталі, а з іншого різних комірок, що утворюють керамічну фазу, боку - одержати коефіцієнт теплового розширення знаходилася в межах від 5 до 25мм керамічного композитного матеріалу, близький до У цьому випадку також удається підвищити його значення для обраного металу, що заливавміст керамічної фази, не зштовхуючись при цьому ється, тобто чавуну або сталі, коефіцієнт розшиз проблемою поганого просочування рідкого метарення яких коливається від 10*10 6 до 11*10 лу у випадку використання деталі, знос якої відбувається, головним чином, у глибину Оксид цирконію має ту перевагу, що його коефіцієнт розширення близький до значення для І тут досягається перевага, яка полягає в тому, металу Крім того, завдяки йому підвищується в'ящо товщина стінок не перевищує граничний роззкість, а виходить, зменшується небезпека злому мір, який відповідає необхідній інфільтрації рідкого металу, але висота при цьому практично дорівнює Що ж стосується оксиду алюмінію, то його висоті деталі з композитного матеріалу Крім того, введення приводить до підвищення твердості У при такому виконанні галети у вигляді стільникової ТІЛІ галет частинки дюксиду цирконію, що є у наявструктури спостерігається краще протікання проності у глиноземі, забезпечують підвищення тріцесу здрібнювання Дійсно, ПІСЛЯ деякого періоду ЩИНОСТСТІЙКОСТІ останнього і, ВІДПОВІДНО, одержанексплуатації в металевій коміркуватій зоні формуня в'язкості, ЩО ВИЯВЛЯЄТЬСЯ більшою, ніж для ються лунки, що заповнюються згодом підлягаюкожного з компонентів - ZrO2, і АІ2Оз - окремо чим здрібнюванню матеріалом і що грають роль Іншими словами, при роботі з деталями, що своєрідного засобу самозахисту від зносу Завдяки піддаються сильному стиранню, вигідно збільшутакому профілю матеріал, що подрібнюється, уже вати вміст оксиду алюмінію, не перевищуючи при 8 46124 нездатний формувати траєісгорії більш інтенсивночну КІЛЬКІСТЬ інших компонентів, традиційно застого зносу з подальшим зниженням продуїсгивності совуваних у таких сплавах У результаті одержудробарок Крім того, було замічено, що така стільють зносостійку деталь із керамічними вставками з никова структура згідно з другим кращим варіантвердістю порядку 1600 по Віккерсу і коефіцієнтом том здійснення дозволяє знизити ризик поширення розширення, близьким до 8*10 , яка утримується тріщин, які могли б розвитися в просоченій галеті в в чавунній матриці з твердістю біля 750 по Віккерпроцесі виготовлення деталі, оскільки тріщини, що су утворяться, як би замикаються при цьому самі на Приклад 2 виготовлення ротора дробарки себе, не розповсюджуючись по всій деталі Приготовляють керамічний матеріал так само, як і в Прикладі 1, із тією різницею, що тут вибираНа фіг 1 показана зносостійка деталь із комють склад, в якому перевага віддається коефіцієнпозитного матеріалу згідно з першим кращим варіту розширення на шкоду твердості, тобто зі співантом здійснення даного винаходу відношенням компонентів 40% ZrO21 60% АІ2Оз На фіг 2 показана зносостійка деталь із комЗ огляду на те, що для таких деталей особлипозитного матеріалу згідно з другим варіантом ве значення має товщина, використовують конфіздійснення винаходу гурацію у вигляді стільникової структури, поданої На фіг 3 проілюстровано одне з конкретних на фіг 2 У цій СТІЛЬНИКОВІЙ структурі стінки комірок застосувань зносостійкої деталі з композитного мають товщину порядку 20мм і висоту, практично матеріалу згідно з винаходом рівну висоті деталі з композитного матеріалу Таку Приклади структуру одержують із марганцевої сталі з таким Приклад 1 виготовлення виштовхувача вертиспіввідношенням компонентів 1% вуглецю, 14% кальної дробарки марганцю і 1,5% молібдені Формують суміш із 75% АІ2О3 і 23% ZrO2, комУ результаті одержують деталь із композитнопоненти якої об'єднують електроплавленням з го матеріалу з твердістю порядку 1350 по Віккерсу утворенням зерен із композитного матеріалу з і коефіцієнтом розширення, близьким до 9*10 крупністю, що відповідає класам F6-F20 згідно із Тут ставиться задача зменшити небезпеку утвостандартом FEPA Потім ці зерна засипають у форення тріщин у деталі внаслідок високих ударних рму відповідної конфігурації з додаванням речовинавантажень, до яких бувають схильні подібні дени, що клеїть, яка після затвердіння утримує зерна талі притиснутими одне до одного, в результаті чого одержують керамічну галету Приклад 3 молоток дробарки На фіг 3 показаний приклад із керамічною гаУ цьому окремому випадку рекомендується летою, використовуваної для виготовлення молотвикористовувати конфігурацію, показану на фіг 1, ків дробарок, структура якої забезпечує посилення де є дві галети, накладені одна на іншу із зазором для всіх трьох фаз зносу молотка Ця галета являє 10мм Ці галети поміщають у спеціальну форму, собою виконану за одна ціле керамічну деталь, що переважно піщану, куди потім заливають рідкий упроваджена в металеву фазу чавун, що містить 3% вуглецю, 26% хрому і незна РівріЗ по А-А' ФІГ 1 Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 19/06, B22D 19/02
Мітки: деталь, зносостійка, композитного, варіанти, матеріалу
Код посилання
<a href="https://ua.patents.su/5-46124-znosostijjka-detal-iz-kompozitnogo-materialu-varianti.html" target="_blank" rel="follow" title="База патентів України">Зносостійка деталь із композитного матеріалу (варіанти)</a>
Спосіб виготовлення листа композитного матеріалу
Номер патенту: 19870
Опубліковано: 25.12.1997
Автор: Жоель К'єрель
МПК: B29C 47/00, B29L 9/00
Мітки: спосіб, листа, виготовлення, матеріалу, композитного
Формула / Реферат:
1. Способ изготовления листа композитного материала, заключающийся в предварительном формовании методом литья пластин из полиметилметакрилата, составляющих наружный слой композитного материала, и соединении пластин со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола, отличающийся тем, что слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством зкструдера,...
Спосіб одержання шаруватого композитного матеріалу для захисту від динамічних навантажень
Номер патенту: 27583
Опубліковано: 15.09.2000
Автори: Жук Генадій Віліорович, ТРИГУБ Микола Петрович, Пап Петро Аркадійович, ДЕРЕЧА Олександр Якович, Патон Борис Євгенович
МПК: B22F 7/00, B22F 7/02, B22D 23/00
Мітки: одержання, захисту, динамічних, матеріалу, шаруватого, навантажень, спосіб, композитного
Формула / Реферат:
1. Способ получения композиционного материала для защиты от динамических нагрузок, включающий подачу предварительно нагретой первой составляющей композиционного материала, нанесение на нее слоя последующей составляющей путем осаждения потока диспергированного расплава и проплавление последующей составляющей на всю толщину нанесенного слоя, отличающийся тем, что подают на поверхность первой составляющей перед нанесением последующей...
Металева деталь (варіанти), спосіб її виготовлення (варіанти)та матеріал для термобар’єрного покриття металевої деталі
Номер патенту: 44780
Опубліковано: 15.03.2002
Автор: Мелоні Майкл Дж.
МПК: C23C 14/28, C23C 4/10, C23C 14/08, C23C 4/12
Мітки: металевої, термобар'єрного, матеріал, варіанти, деталі, виготовлення, варіанти)та, деталь, металева, покриття, спосіб
Формула / Реферат:
1. Металева деталь, що містить металеву основу і термобар'єрне керамічне покриття, яка відрізняється тим, що термобар'єрне керамічне покриття має структуру кубічного пірохлору.2. Металева деталь за п. 1, яка відрізняється тим, що основу виготовлено з металу, який вибрано з групи, що складається з сталі, жароміцних сплавів, сплавів титану та сплавів міді.3. Металева деталь за п. 1 або п. 2, яка відрізняється тим, що термобар’єрне...
Спосіб одержання композитного матеріалу із зміцнювальних волокон і матриці, волокна якого мають шарувате покриття , та матеріал, отриманий таким способом
Номер патенту: 40631
Опубліковано: 15.08.2001
Автори: Гужар Стефан, Пайє Рене, Дюпель Паскаль, Ертевен Фабріс
МПК: C04B 35/565, C04B 35/80
Мітки: матеріал, матеріалу, покриття, одержання, таким, способом, якого, шарувате, зміцнювальних, волокна, волокон, композитного, спосіб, матриці, отриманий, мають
Формула / Реферат:
1. Способ получения композитного материала, включающий образование упрочняющего волокнистого материала, покрытия слоистой текстуры на указанном материале, образующего поверхность раздела, состоящего из нескольких слоев, и уплотнение указанного упрочняющего материала, имеющего покрытие поверхности раздела, с помощью матрицы, отличающийся тем, что образование поверхности раздела предусматривает повторение последовательности, путем нанесения...
Зносостійка сталь
Номер патенту: 25268
Опубліковано: 30.10.1998
Автори: Малінов Леонід Соломонович, Малінов Володимир Леонідович
МПК: C22C 38/38
Мітки: сталь, зносостійка
Формула / Реферат:
Зносостійка сталь, яка містить у собі вуглець, марганець, кремній, алюміній, залізо, яка відрізняється тим, що компоненти узяті у такому співвідношенні, мас.%: Вуглець 1,00 - 1,25 Марганець 6,00 - 9,50 Кремній 0,80 - 1,00 Алюміній 0,05 - 0,10 Залізо Решта
Попередній патент: Спосіб одержання магнієвого сплаву
Наступний патент: Спосіб розбирання судна на метал
Випадковий патент: Спосіб отримання тезіографічного портрета біорідини