Спосіб виготовлення листа композитного матеріалу
Формула / Реферат
1. Способ изготовления листа композитного материала, заключающийся в предварительном формовании методом литья пластин из полиметилметакрилата, составляющих наружный слой композитного материала, и соединении пластин со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола, отличающийся тем, что слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством зкструдера, питающего машину каландрования, при этом равномерно подают на вход машины с одной стороны формованного листа из термопластичного материала пластины из полиметилметакрилата, которые каландрируют одновременно с формованным листом между валками машины каландрования, затем на выходе из машины каландрования обрезают полученные листы композитного материала, состоящие из пластин полиметилметакрилата, скрепленных на слое-подложке из вышеуказанного термопластичного материала.
2. Способ по п. 1, отличающийся тем, что пластины полиметилметакрилата каландруют с экструдированным листом из термопластичного материала на выходе его из экструдера, при этом начальная стадия каландрования обеспечивает нанесение текучего термопластичного материала на нетекучую пластину полиметилметакрилата.
3. Способ по пп. 1 и 2, отличающийся тем, что на входе машины каландрования температура текучести термопластичного материала равна температуре текучести на выходе его из экструдера, а пластины полиметилметакрилата имеют температуру окружающей среды.
4. Способ по пп. 1-3, отличающийся тем, что температура подачи листа полиакрилонитрилбутадиенстирола на вход машины каландрования составляет 240°С.
5. Способ по пп. 1-4, отличающийся тем, что толщина пластин полиметилметакрилата выбрана в пределах от 1 до 7 мм, преимущественно от 2,5 до 4 мм.
6. Способ по пп. 1-5, отличающийся тем, что используют прозрачные или светопроницаемые пластины из полиметилметакрилата с украшениями по их стороне соединения с листом термопластичного материала.
7. Способ по пп. 1-5, отличающийся тем, что используют прозрачные или светопроницаемые пластины из полиметилметакрилата, а лист термопластичного материала формуют методом многослойной экструзии с одним основным слоем-подложкой и одним окрашенным поверхностным слоем для соединения его с пластиной полиметилметакрилата.
Текст
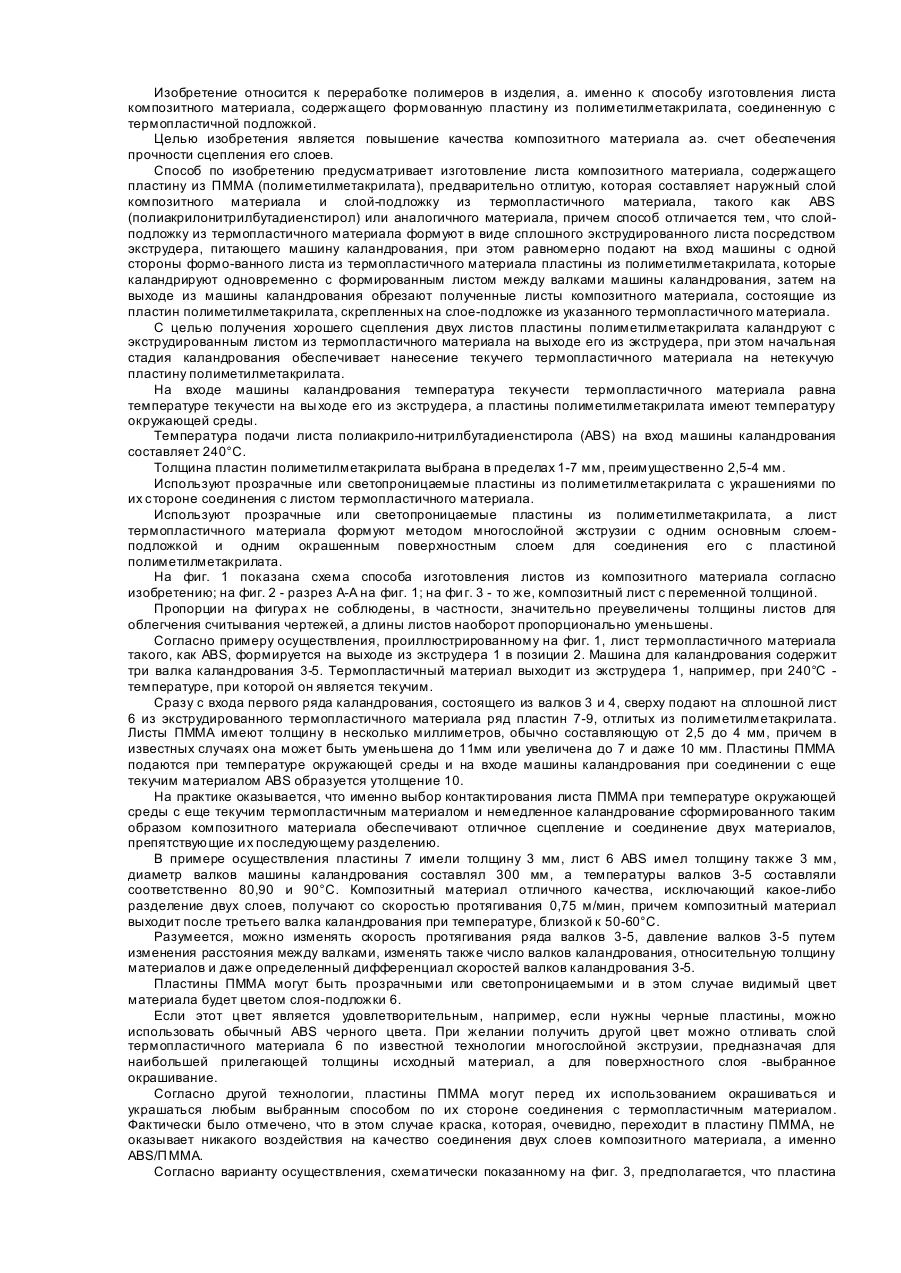
Изобретение относится к переработке полимеров в изделия, а. именно к способу изготовления листа композитного материала, содержащего формованную пластину из полиметилметакрилата, соединенную с термопластичной подложкой. Целью изобретения является повышение качества композитного материала аэ. счет обеспечения прочности сцепления его слоев. Способ по изобретению предусматривает изготовление листа композитного материала, содержащего пластину из ПММА (полиметилметакрилата), предварительно отлитую, которая составляет наружный слой композитного материала и слой-подложку из термопластичного материала, такого как ABS (полиакрилонитрилбутадиенстирол) или аналогичного материала, причем способ отличается тем, что слойподложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством экструдера, питающего машину каландрования, при этом равномерно подают на вход машины с одной стороны формо-ванного листа из термопластичного материала пластины из полиметилметакрилата, которые каландрируют одновременно с формированным листом между валками машины каландрования, затем на выходе из машины каландрования обрезают полученные листы композитного материала, состоящие из пластин полиметилметакрилата, скрепленных на слое-подложке из указанного термопластичного материала. С целью получения хорошего сцепления двух листов пластины полиметилметакрилата каландруют с экструдированным листом из термопластичного материала на выходе его из экструдера, при этом начальная стадия каландрования обеспечивает нанесение текучего термопластичного материала на нетекучую пластину полиметилметакрилата. На входе машины каландрования температура текучести термопластичного материала равна температуре текучести на вы ходе его из экструдера, а пластины полиметилметакрилата имеют температуру окружающей среды. Температура подачи листа полиакрило-нитрилбутадиенстирола (ABS) на вход машины каландрования составляет 240°С. Толщина пластин полиметилметакрилата выбрана в пределах 1-7 мм, преимущественно 2,5-4 мм. Используют прозрачные или светопроницаемые пластины из полиметилметакрилата с украшениями по их стороне соединения с листом термопластичного материала. Используют прозрачные или светопроницаемые пластины из полиметилметакрилата, а лист термопластичного материала формуют методом многослойной экструзии с одним основным слоемподложкой и одним окрашенным поверхностным слоем для соединения его с пластиной полиметилметакрилата. На фиг. 1 показана схема способа изготовления листов из композитного материала согласно изобретению; на фиг. 2 - разрез А-А на фиг. 1; на фи г. 3 - то же, композитный лист с переменной толщиной. Пропорции на фигура х не соблюдены, в частности, значительно преувеличены толщины листов для облегчения считывания чертежей, а длины листов наоборот пропорционально уменьшены. Согласно примеру осуществления, проиллюстрированному на фиг. 1, лист термопластичного материала такого, как ABS, формируется на выходе из экструдера 1 в позиции 2. Машина для каландрования содержит три валка каландрования 3-5. Термопластичный материал выходит из экструдера 1, например, при 240°С температуре, при которой он является текучим. Сразу с входа первого ряда каландрования, состоящего из валков 3 и 4, сверху подают на сплошной лист 6 из экструдированного термопластичного материала ряд пластин 7-9, отлитых из полиметилметакрилата. Листы ПММА имеют толщину в несколько миллиметров, обычно составляющую от 2,5 до 4 мм, причем в известных случаях она может быть уменьшена до 11мм или увеличена до 7 и даже 10 мм. Пластины ПММА подаются при температуре окружающей среды и на входе машины каландрования при соединении с еще текучим материалом ABS образуется утолщение 10. На практике оказывается, что именно выбор контактирования листа ПММА при температуре окружающей среды с еще текучим термопластичным материалом и немедленное каландрование сформированного таким образом композитного материала обеспечивают отличное сцепление и соединение двух материалов, препятствующие и х последующему разделению. В примере осуществления пластины 7 имели толщину 3 мм, лист 6 ABS имел толщину также 3 мм, диаметр валков машины каландрования составлял 300 мм, а температуры валков 3-5 составляли соответственно 80,90 и 90°С. Композитный материал отличного качества, исключающий какое-либо разделение двух слоев, получают со скоростью протягивания 0,75 м/мин, причем композитный материал выходит после третьего валка каландрования при температуре, близкой к 50-60°С. Разумеется, можно изменять скорость протягивания ряда валков 3-5, давление валков 3-5 путем изменения расстояния между валками, изменять также число валков каландрования, относительную толщину материалов и даже определенный дифференциал скоростей валков каландрования 3-5. Пластины ПММА могут быть прозрачными или светопроницаемыми и в этом случае видимый цвет материала будет цветом слоя-подложки 6. Если этот цвет является удовлетворительным, например, если нужны черные пластины, можно использовать обычный ABS черного цвета. При желании получить другой цвет можно отливать слой термопластичного материала 6 по известной технологии многослойной экструзии, предназначая для наибольшей прилегающей толщины исходный материал, а для поверхностного слоя -выбранное окрашивание. Согласно другой технологии, пластины ПММА могут перед их использованием окрашиваться и украшаться любым выбранным способом по их стороне соединения с термопластичным материалом. Фактически было отмечено, что в этом случае краска, которая, очевидно, переходит в пластину ПММА, не оказывает никакого воздействия на качество соединения двух слоев композитного материала, а именно ABS/П ММА. Согласно варианту осуществления, схематически показанному на фиг. 3, предполагается, что пластина ПММА 11 объединяется с пластиной из термопластичного материала 12, толщина которой изменяется с увеличением от краев к центру. Это может представить интерес, например, если из композитного материала хотят сформировать ванну с получением большей толщины на дне и даже на боковых стенках ванны, но меньшей толщины сверху и, в частности, на двух боковых краях. Таким образом, можно было бы отказаться от элементов жесткости на дне и пo пояску. Особенно достигается хорошее качество полученного композитного материала при сочетании отличного поверхностного внешнего вида пластины из полиметилметакрилата и ее прочности с жесткостью термопластичного материала типа ABS, использованного для подстилающего слоя, причем композитный материал лишен дефектов, присущи х ПММА, в плане относительной хрупкости при ударах и после соответствующей обработки приобретает исключительную стойкость к таким ударам. Вместо уже указанного ABS можно использовать многие другие термопластичные материалы и, в частности, ПЭ (полиэтилен), ПС (полистирол), ПП (полипропилен); эти материалы могут быть с наполнителями или без них. Выбор материалов, а также выбор относительных толщин слоев зависит от назначения изделия, которое должно быть сформировано методом горячей штамповки в форме из композитного листа. Отмечено только, что обычно лист полиметилметакрилата может быть менее толстым с учетом использования известных технологий упрочнения с получением композитного материала хорошей стойкости без возможного отслаивания. Такому материалу ПММА может даже при его тонком слое придать требуемые качества гладкости и прочности поверхности.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing sheet of composite material
Автори англійськоюJoel Queierel
Назва патенту російськоюСпособ изготовления листа композитного материала
Автори російськоюЖоэль К'ерель
МПК / Мітки
МПК: B29L 9/00, B29C 47/00
Мітки: матеріалу, спосіб, композитного, листа, виготовлення
Код посилання
<a href="https://ua.patents.su/2-19870-sposib-vigotovlennya-lista-kompozitnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення листа композитного матеріалу</a>
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Порошин Григорій Васильович, Кокурін Олександр Миколайович, Півень Євген Григорович
МПК: B32B 37/00, B29C 69/00
Мітки: листового, шаруватого, виготовлення, спосіб, матеріалу
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Спосіб виготовлення полімерного матеріалу

Номер патенту: 4568
Опубліковано: 28.12.1994
Автори: Дзюра Євген Антонович, Столяр Ігор Анатолійович, Науменко Олександр Петрович
МПК: B29D 30/00, B29B 11/16
Мітки: виготовлення, полімерного, матеріалу, спосіб
Спосіб безперервного виготовлення стільникового матеріалу
Номер патенту: 3820
Опубліковано: 27.12.1994
Автори: Петров Олександр Олександрович, Федоров Віктор Савелійович, Борщов Генадій Васильович, Слівінський Володимир Іванович
МПК: B31D 3/00
Мітки: матеріалу, безперервного, стільникового, спосіб, виготовлення
Формула / Реферат:
Способ непрерывного изготовления сотового материала, включающий разрезку рулонного материала на ленты, ширина которых равна высоте сотового заполнителя, ориентирование лент перпендикулярно плоскости рулонного материала, соединение лент в шахматном порядке и формирование сотовой структуры, отличающийся тем, что, с целью повышения качества сотового материала, после ориентирования ленты разделяют на половину ширины ячейки, а соединение лент...
Спосіб виготовлення забоєчного матеріалу
Номер патенту: 16439
Опубліковано: 29.08.1997
Автори: Забуга Віктор Якович, Сергієвич Борис Олексійович, Кравець Лариса Іванівна, Даценко Дмитро Федорович, Джигрин Анатолій Володимирович, Стікачьов Василь Йосипович, Вербецька Тетяна Григорівна, Куприйонок Павло Олексійович, Калимулін Ілля Дем'янович, Юрчук Марина Євгенівна, Бондаренко Анатолій Володимирович
Мітки: спосіб, забоєчного, матеріалу, виготовлення
Формула / Реферат:
Способ получения забоечного материала, включающий приготовление смеси на основе порошкового взрывоподавляющего состава путем смешивания компонентов с последующим их увлажнением. отличающийся тем, что, с целью придания оптимальних технологических и функциональных свойств, обеспечивающих эффективность забойки, порошковообразную взрывоподавляющую смесь приготавливают на основе карбоната кальция - отхода производства меловой крошки, отхода...
Спосіб виготовлення рулонного матеріалу
Номер патенту: 11004
Опубліковано: 25.12.1996
Автори: Бойко Володимир Васильович, Шевчук Іван Миколайович, Малашонок Борис Іванович
МПК: D06N 5/00
Мітки: виготовлення, матеріалу, рулонного, спосіб
Формула / Реферат:
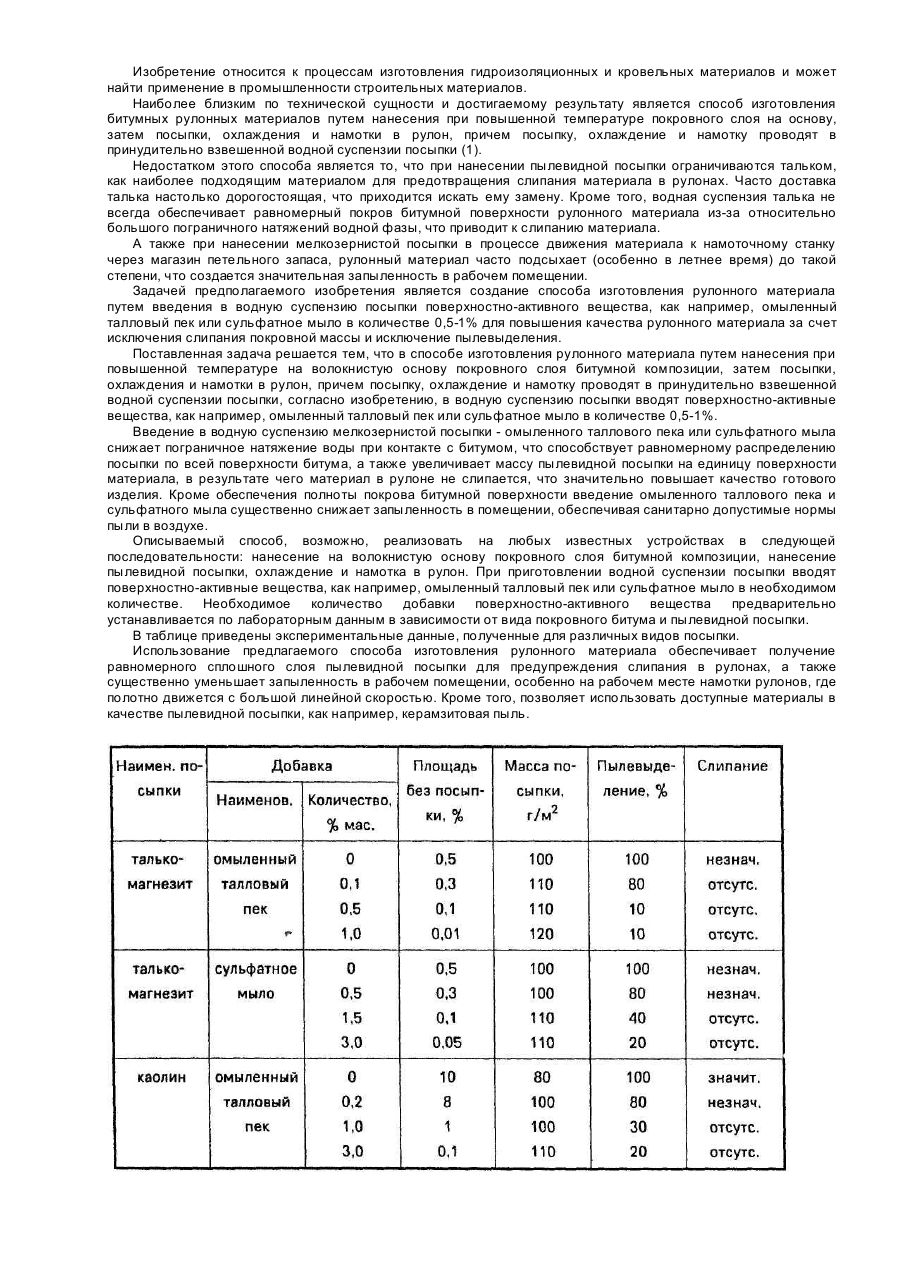
1. Способ изготовления рулонного материала, предусматривающий нанесение при повышенной температуре на волокнистую основу покровного слоя битумной композиции, посыпку, охлаждение и намотку в рулон, причем посыпку, охлаждение и намотку в рулон проводят в принудительно взвешенной водной суспензии посыпки, отличающийся тем, что в водную суспензию посыпки вводят поверхностно-активное вещество в количестве 0,5-1 %.2. Способ по п. 1,...
Попередній патент: Спосіб одержання лецитинового комплексу
Наступний патент: Класифікатор спіральний
Випадковий патент: Тверда фармацевтична композиція пролонгованого вивільнення 1-(2,3,4-триметоксибензил)піперазину і спосіб її одержання