Спосіб одержання магнієвого сплаву
Номер патенту: 46123
Опубліковано: 15.05.2002
Автори: Башмаков Олександр Михайлович, Баранник Іван Андрійович, Калужська Еллен Леонідівна, Герб Андрій Павлович
Формула / Реферат
Спосіб одержання магнієвого сплаву, що включає сплавлення магнію-сирцю зі сплавоутворюючими компонентами в тигельній печі під шаром захисного флюсу, або у атмосфері захисного газу з наступним рафінуванням над шаром сольового розплаву в печі безперервного рафінування, який відрізняється тим, що одержаний сплав надходить на рафінування з температурою 650-690°С і проходить через 2-4 послідовно з'єднані рафінувальні камери з поступовим підвищенням температури до 680-700°С, при цьому компоненти сольового розплаву узяті в наступному співвідношенні, мас.%:
MgCl2
5,0-15,0
NaCl
15,0-40,0
CaCl2
0,5-15,0
NaBr
0,05-20,0
BaCl2
0,5-15,0
KCl
- решта
Текст
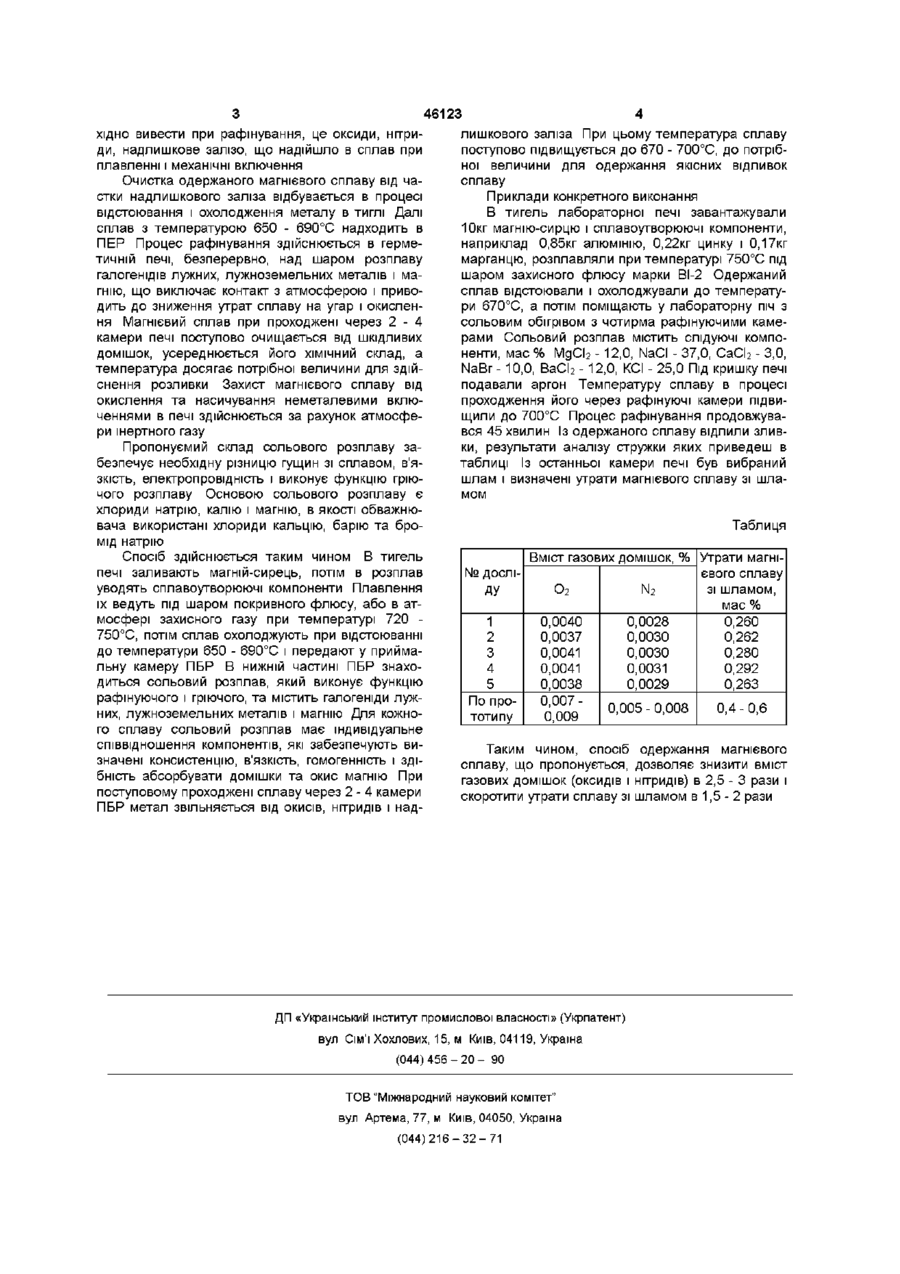
Спосіб одержання магнієвого сплаву, що включає сплавлення магнію-сирцю зі сплавоутворюючими компонентами в тигельній печі під ша ром захисного флюсу, або у атмосфері захисного газу з наступним рафінуванням над шаром сольового розплаву в печі безперервного рафінування, який відрізняється тим, що одержаний сплав надходить на рафінування з температурою 650690°С і проходить через 2-4 послідовно з'єднані рафінувальні камери з поступовим підвищенням температури до 680-700°С, при цьому компоненти сольового розплаву узяті в наступному співвідношенні, мас % МдСІ2 5,0-15,0 NaCI 15,0-40,0 СаСІ2 0,5-15,0 NaBr 0,05-20,0 ВаСІ2 0,5-15,0 КС І - решта Винахід стосується кольорової металлурги, а саме виробництва магнієвих сплавів Відомий спосіб одержання магнієвого сплаву, А В Курдюмов і ІНШІ "Ливарне виробництво кольорових і рідкісних металів", М Металургія, 1982 р , с 261-263 у електричних печах із стаціонарним або виємним тиглем Спосіб включає сплавлення магнію-сирцю з сплавоутворюючими компонентами під шаром захисного флюсу або в атмосфері захисного газу з наступним рафінуванням Захисний флюс складається із галогенідів лужних, лужноземельних металів і магнію Рафінування сплаву здійснюється шляхом відстоювання в тому ж тиглі під флюсом Застосування покривних флюсів через їх високу гігроскопічність приводить до проникнення флюсових включень у розплав, що знижує якість сплаву Тривале охолодження металу до температури лиття та розливка на відкритому повітрі, а також рафінування у недостатньо герметичних тиглях приводить до утрати металу Крім того, відносно невелика ємкість тигля не дозволяє розлити в зливки велику КІЛЬКІСТЬ однорідного по складу і стабільного по температурі сплаву Задачею даного винаходу є підвищення якості одержаного сплаву та зниження утрати металу шляхом ізоляції поверхні магнієвого сплаву від контакту з навколишнім середовищем і від хімічної взаємодії з його складовими за рахунок проведення процесу над шаром сольового розплаву у печі безперервного рафінування Поставлена задача досягається за рахунок того, що у відомому способі одержання магнієвого сплаву, який включає сплавлення магнію-сирцю із сплавоутворюючими компонентами в тигельній печі під шаром захисного флюсу, або в атмосфері захисного газу з наступним рафінуванням, рафінування проводять над шаром сольового розплаву у печі безперервного рафінування (ПБР) Сплав надходить на рафінування з температурою 650 690°С і проходить через 2 - 4 рафінувальні камері ПБР, що з'єднані послідовно При цьому поступово підвищується температура сплаву до 690 - 700°С Сольовий розплав містить слідуючі компоненти, мас% МдСІ 2 -5,0- 15,0, NaCI - 15,0-40,0, СаСІ 2 0,5 -15,0, NaBr - 0,05 - 20,0, ВаСІ2 - 0,5 -1 5,0, КСІ решта Виробництво різних марок магнієвих сплавів ЗДІЙСНЮЄТЬСЯ по індивідуальним технологічним параметрам, а їх температура плавлення коливається від 700°С до 780°С Проте рафінування усіх сплавів здійснюється при температурах близьких до температур розливки сплаву в зливки, в межах 680 - 700°С Основні ШКІДЛИВІ ДОМІШКИ, ЯКІ необ q ГО (О 46123 хідно вивести при рафінування, це оксиди, нітрилишкового заліза При цьому температура сплаву ди, надлишкове залізо, що надійшло в сплав при поступово підвищується до 670 - 700°С, до потрібплавленні і механічні включення ної величини для одержання якісних відливок сплаву Очистка одержаного магнієвого сплаву від частки надлишкового заліза відбувається в процесі Приклади конкретного виконання відстоювання і охолодження металу в тиглі Далі В тигель лабораторної печі завантажували сплав з температурою 650 - 690°С надходить в 10кг магнію-сирцю і сплавоутворюючі компоненти, ПЕР Процес рафінування здійснюється в герменаприклад 0,85кг алюмінію, 0,22кг цинку і 0,17кг тичній печі, безперервно, над шаром розплаву марганцю, розплавляли при температурі 750°С під галогенідів лужних, лужноземельних металів і машаром захисного флюсу марки ВІ-2 Одержаний гнію, що виключає контакт з атмосферою і привосплав відстоювали і охолоджували до температудить до зниження утрат сплаву на угар і окисленри 670°С, а потім поміщають у лабораторну піч з ня Магнієвий сплав при проходжені через 2 - 4 сольовим обігрівом з чотирма рафінуючими камекамери печі поступово очищається від шкідливих рами Сольовий розплав містить слідуючі комподомішок, усереднюється його ХІМІЧНИЙ склад, а ненти, мас % МдСІ2 - 12,0, NaCI - 37,0, СаСІ2 - 3,0, температура досягає потрібної величини для здійNaBr - 10,0, ВаСІ2 - 12,0, КСІ - 25,0 ПІД кришку печі снення розливки Захист магнієвого сплаву від подавали аргон Температуру сплаву в процесі окислення та насичування неметалевими вклюпроходження його через рафінуючі камери підвиченнями в печі здійснюється за рахунок атмосфещили до 700°С Процес рафінування продовжувари інертного газу вся 45 хвилин Із одержаного сплаву відлили зливки, результати аналізу стружки яких приведеш в Пропонуємий склад сольового розплаву затаблиці Із останньої камери печі був вибраний безпечує необхідну різницю гущин зі сплавом, в'яшлам і визначені утрати магнієвого сплаву зі шлазкість, електропровідність і виконує функцію гріюмом чого розплаву Основою сольового розплаву є хлориди натрію, калію і магнію, в якості обважнювача використані хлориди кальцію, барію та бромід натрію Спосіб здійснюється таким чином В тигель печі заливають магній-сирець, потім в розплав уводять сплавоутворюючі компоненти Плавлення їх ведуть під шаром покривного флюсу, або в атмосфері захисного газу при температурі 720 750°С, потім сплав охолоджують при відстоюванні до температури 650 - 690°С і передают у приймальну камеру ПЕР В нижній частині ПЕР знаходиться сольовий розплав, який виконує функцію рафінуючого і гріючого, та містить галогеніди лужних, лужноземельних металів і магнію Для кожного сплаву сольовий розплав має індивідуальне співвідношення компонентів, які забезпечують визначені консистенцію, в'язкість, гомогенність і здібність абсорбувати домішки та окис магнію При поступовому проходжені сплаву через 2 - 4 камери ПЕР метал звільняється від окисів, нітридів і над Таблиця Вміст газових домішок, % Утрати магнієвого сплаву N2 зі шламом, ДУ о2 мас % 1 0,0040 0,0028 0,260 2 0,0037 0,0030 0,262 3 0,0041 0,0030 0,280 4 0,0041 0,0031 0,292 5 0,0038 0,0029 0,263 По про0,007 0,005 - 0,008 0,4-0,6 тотипу 0,009 № дослі Таким чином, спосіб одержання магнієвого сплаву, що пропонується, дозволяє знизити вміст газових домішок (оксидів і нітридів) в 2,5 - 3 рази і скоротити утрати сплаву зі шламом в 1,5 - 2 рази ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюBarannik Ivan Andriiovych, Bashmakov Oleksandr Mykhailovych, Herb Andrii Pavlovych
Автори російськоюБаранник Иван Андреевич, Башмаков Александр Михайлович, Герб Андрей Павлович
МПК / Мітки
МПК: C25C 3/04, C22B 9/10, C22B 26/00
Мітки: одержання, спосіб, магнієвого, сплаву
Код посилання
<a href="https://ua.patents.su/2-46123-sposib-oderzhannya-magniehvogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання магнієвого сплаву</a>
Спосіб виплавки сплаву алніко

Номер патенту: 25401
Опубліковано: 30.10.1998
Автор: Соколов Владислав Михайлович
МПК: C22C 33/06
Мітки: сплаву, виплавки, спосіб, алніко
Формула / Реферат:
1. Спосіб виплавки сплаву АЛНІКО, який включає розплавлення шихти і окислювальне рафінування, який відрізняється тим, що шихту розплавляють шляхом введення в флюс, який нагрівають електричним струмом, при цьому частку неметалевої складової у відходах витримують в інтервалі 3 - 60%, температуру флюсу 1500 - 1800°C, а окислювальне рафінування ведуть до тих пір, коли вміст алюмінію стане 0,05 - 1%.2. Спосіб за п.1, який відрізняється тим,...
Спосіб одержання калійно-магнієвого добрива
Номер патенту: 35582
Опубліковано: 16.04.2001
Автори: Литвяк Олег Станіславович, Возний Петро Веніамінович, Савчук Володимир Іванович, Яремчук Богдан Миколайович, Гребенюк Дмитро Васильович, Ріттель Юрій Гаврилович, Яремчук Людмила Михайлівна, Довбенко Ніна Петрівна, Бачинська Галина Михайлівна, Варивода Зиновій Васильович, Циганков Сергій Володимирович
МПК: C05D 5/00, C01D 5/00, C05D 1/00
Мітки: калійно-магнієвого, одержання, спосіб, добрива
Формула / Реферат:
1.Спосіб одержання калійно-магнієвого добрива при галургійній переробці полімінеральної калійної руди шляхом її подрібнення, гарячого розчинення калійних мінералів оборотним розчином, згущення і промивання глинистого шламу, охолодження до 18-22°С, кристалізації солей із одержаного насиченого розчину, відмивання галіту із нерозчинного залишку руди і випарювання галітового розчину з виділенням із нього хлориду натрію, який...
Спосіб одержання комплексного сплаву
Номер патенту: 24084
Опубліковано: 31.08.1998
Автори: Васюра Геннадій Григорійович, Ніколаєв Клім Анатолійович, Міронов Євген Костянтинович, Бросєв Олександр Олександрович, Боклагов Сергій Григорійович, Шубравий Микола Стефанович, Дворядкін Борис Олександрович
МПК: C22C 1/02
Мітки: сплаву, комплексного, одержання, спосіб
Формула / Реферат:
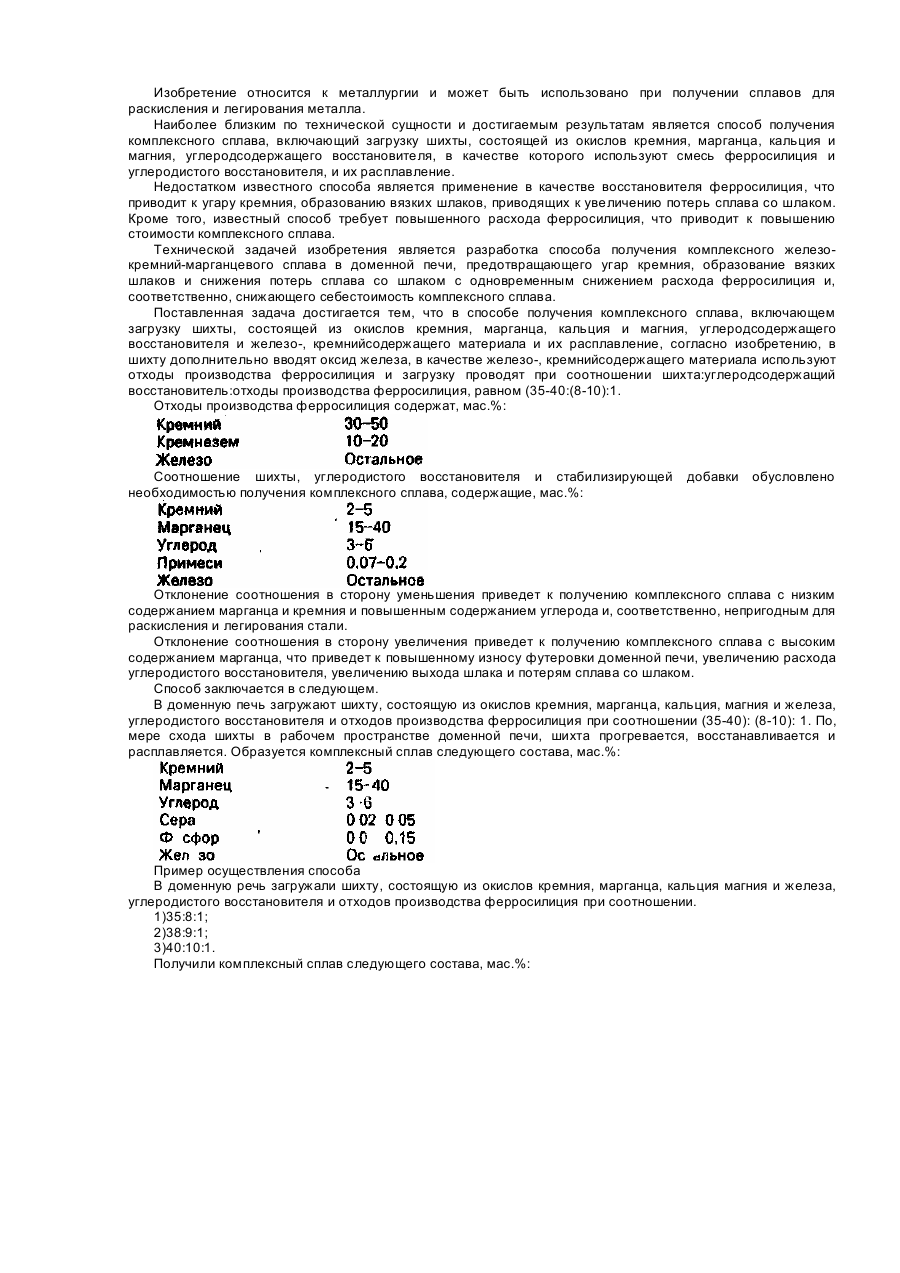
1. Способ получения комплексного сплава, включающий загрузку шихты, содержащей оксиды кремния, марганца и магния, углеродсодержащего восстановителя и железо-, кремнийсодержащего материала и их расплавление, отличающийся тем, что в шихту дополнительно вводят оксид железа, в качестве железо-кремнийсодержащего материала используют отходы производства ферросилиция и загрузку проводят при соотношении шихта : углеродсодержащий восстановитель:...
Труба із сплаву на основі цирконію і спосіб її одержання
Номер патенту: 42041
Опубліковано: 15.10.2001
Автори: Мардон Жан-Поль, Шарке Даніель, Сеневат Жан
МПК: G21C 3/02
Мітки: труба, сплаву, спосіб, одержання, цирконію, основі
Формула / Реферат:
1. Труба из сплава на основе циркония, образующая полностью или частично оболочку или трубчатую направляющую сборки ядерного реактора, отличающаяся тем, что использован сплав, содержащий 1,0-1,7 % мас. олова, 0,55-0,8 % мас. железа, 0,20-0,60 % мас., по меньшей мере, одного из элементов: хрома или ванадия и 0,10-0,18 % мас. кислорода, при этом содержание углерода и кремния выбрано равным соответственно от 50 до 200 %о и от 50 до 120 %о,...
Установка для одержання товарного зливка сплаву
Номер патенту: 568
Опубліковано: 15.09.2000
Автори: Тур Олександр Олексійович, Богач Микола Борисович
МПК: C22B 9/22
Мітки: товарного, установка, сплаву, одержання, зливка
Формула / Реферат:
1. Установка для одержання товарного зливка сплаву, що містить вакуумну плавильну камеру з електронними гарматами, пристрій подання кускової шихти в зону плавлення, виливницю для формування зливка-напівпродукту, проміжну ємність і кристалізатор, яка відрізняється тим, що виливниця для формування зливка-напівпродукту встановлена між пристроєм подання кускової шихти в зону плавлення і проміжною ємністю.2. Установка за п. 1, яка...
Попередній патент: Спосіб безперервного рафінування магнію
Наступний патент: Зносостійка деталь із композитного матеріалу (варіанти)
Випадковий патент: Пристрій для виготовлення металевої штаби за допомогою безперервного лиття