Спосіб зіштовхування обрізків прокату з супорту ножиць дільниці порізки обжимного цеху та пристрій для його реалізації
Номер патенту: 47055
Опубліковано: 17.06.2002
Автори: Моісєєв Сергій Вікторович, Кашков Генадій Алимович, Гладковський Савелій Петрович, Дригін Олександр Іванович, Купригін Олег Вікторович, Куракін Юрій Миколайович, Бойко Володимир Семенович, Ощепков Анатолій Миколайович, Бурняшев Аркадій Васильович, Омельяненко Микола Іванович, Зеленський Віктор Євгенович
Формула / Реферат
1. Спосіб зіштовхування обрізків прокату з супорту ножиць дільниці порізки обжимного цеху, що включає переміщення штовхача до супорту ножиць, зіштовхування штовхачем обрізка, повернення штовхача у початкове положення, який відрізняється тим, що послідовно переміщують приводом штовхач до супорта, зіштовхують ним обрізок та повертають штовхач у початкове положення по траєкторії, яка лежить у горизонтальній площині.
2. Пристрій для реалізації способу зіштовхування обрізків прокату з супорту ножиць дільниці порізки обжимного цеху, що містить з’єднані між собою станину, привід механізму штовхача, механізм штовхача, штовхач Г-подібної форми, який відрізняється тим, що станину пристрою для зіштовхування обрізків розміщують збоку від рольганга, штовхач у початковому положенні розміщують на місці направляючої лінійки рольганга, при цьому довга частина штовхача розташована паралельно осі рольганга і повернена до неї своїм зовнішнім боком, а коротка частина штовхача спрямована горизонтально і перпендикулярно у бік від осі рольганга та своїм зовнішнім робочим боком повернена у бік лінії розрізу ножиць.
3. Пристрій по п. 2, який відрізняється тим, що коротка частина штовхача з’єднана з його довгою частиною за допомогою шарніра, вісь якого паралельна короткій частині штовхача та забезпечує її розворот угору на кут 90 градусів.
Текст
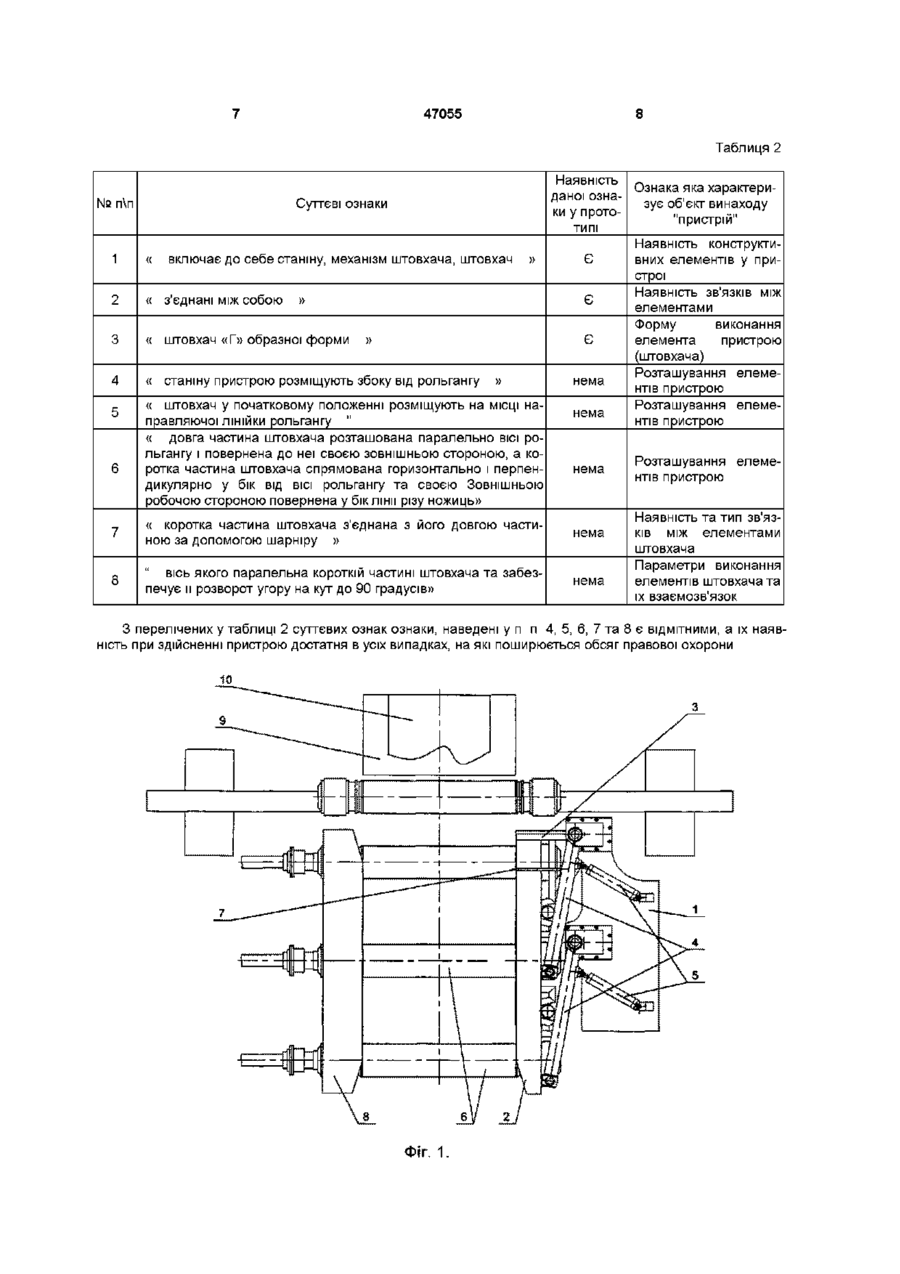
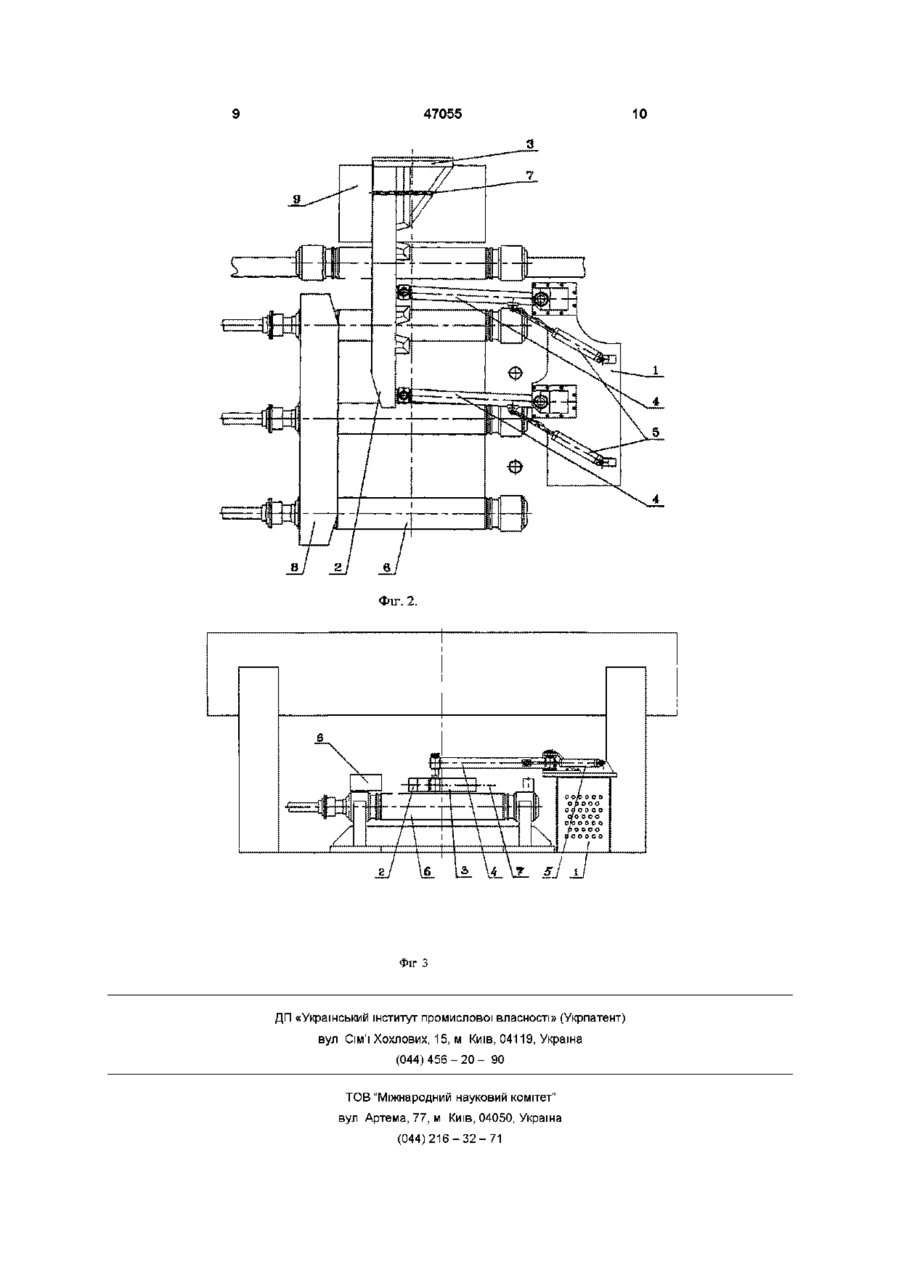
1 Спосіб зіштовхування обрізків прокату з супорту ножиць ДІЛЬНИЦІ порізки обжимного цеху, що включає переміщення штовхача до супорту ножиць, зіштовхування штовхачем обрізка, повернення штовхача у початкове положення, який відрізняється тим, що послідовно переміщують приводом штовхач до супорта, зіштовхують ним обрізок та повертають штовхач у початкове положення по траєкторії, яка лежить у горизонтальній площині 2 Пристрій для реалізації способу зіштовхування обрізків прокату з супорту ножиць ДІЛЬНИЦІ порізки обжимного цеху, що містить з'єднані між собою станину, привід механізму штовхача, механізм штовхача, штовхач Г-подібної форми, який відрізняється тим, що станину пристрою для зіштовхування обрізків розміщують збоку від рольганга, штовхач у початковому положенні розміщують на МІСЦІ направляючої ЛІНІЙКИ рольганга, при цьому довга частина штовхача розташована паралельно осі рольганга і повернена до неї своїм ЗОВНІШНІМ боком, а коротка частина штовхача спрямована горизонтально і перпендикулярно у бік від осі рольганга та своїм ЗОВНІШНІМ робочим боком повернена у бік лінії розрізу ножиць 3 Пристрій по п 2, який відрізняється тим, що коротка частина штовхача з'єднана з його довгою частиною за допомогою шарніра, вісь якого паралельна короткій частині штовхача та забезпечує и розворот угору на кут 90 градусів ю ю о Передбачуваний винахід стосується способів та засобів скидання обрізків прокату з супорту ножиць обжимного цеху на підприємствах чорної металургії У технологічному процесі виробництва заготівок для одержання сортового чи листового прокату з слитків є така операція як порізка розкату, прокатаного на обжимному стані з слітка У процесі цієї операції виконують наступні дії Передню частину розкату подають на ножиці ДІЛЬНИЦІ порізки, відривають головну частину розкату з неякісним металом, головний обрізок під власною вагою падає на транспортер обрізків Потім розкат висовують на задану довжину першої заготовки та виконують різ цієї заготовки та послідовно наступних У підсумку після відривання останній заготовки з розкату на супорті ножиць залишається лежати відрізана донна частина розкату, яку необхідно з супорту вилучити на транспортер до початку порізки наступного розкату ВІДОМІ різні способи скидання обрізків слябових (блюмових) розкатів з суппорта ножиць обжимного цеху Наприклад зіштовхування донних обрізків одного розкату головною частиною наступного розкату У прокатному виробництві обжимних цехів застосовують також спеціальні зіштовхувачі обрізків Усі ВОНИ виконують зіштовхування здебільшого одним способом, а конструкції їх відрізняються лише своїми габаритними розмірами (Див , наприклад, «Правила технической эксплуатации механического оборудования слябингов», ВНИИОЧЕРМЕТ - М «Металлургия» 1970 г - С 82 - 83) З найбільш близьких за технічною суттю до передбачуваного винаходу є спосіб зіштовхування обрізків котрий реализован у більшості відомих 47055 конструкцій зіштовхувачів (див Акингиев Н С Механическое оборудование обжимных и непрерывно-заготовочных станов, «Металлургия», 1976 г с 51) У конструкції цих зіштовхувачів їх станіну в вигляді рами з монорельсовим візком розміщують на опорах над рольгангом до ножиць Штовхач (ричаг) «Г» подібної форми розвернутої на 90 градусів проти стрілці годинника закріплен за коротку частину до візку таким чином, щоб довга частина штовхача у КІНЦІ пересування його до супорту розміщувалась над віссю рольгангу, паралельно цій ВІСІ та своєю зовнішньою стороною була спрямована до рольгангу При цьому довга та коротка частини штовхача завжди знаходяться у площині перпендикулярной до рольгангу, а вільний кінець довгої частини являє собою робочу поверхню штовхача та спрямован до лінії різу ножиць Робить зіштовхувач слідуючим чином При пересуванні візка до ножиць штовхач переміщується у вертикальній площині над рольгангом до супорту та своєю робочою поверхністью зіштовхує лежачу на супорті обрізь на транспортер Після чого візок починає переміщатися у зворотний бік від ножиць та у КІНЦІ свого зворотного ходу наїзджає на профильований копір В результаті штовхач обертається навколо горизонтальної ВІСІ у вертикальної площині та підіймається у початкове положення т ч , що під штовхачем на рольганзі звільнюється місце для пересування наступного розкату до ножиць Після порізки розкату починається черговий цикл зіштовхування При цьому візок пересувається уперед до ножиць та з"ізджає з котра, штовхач знижується та обертається навколо горизонтальної ВІСІ до горизонтального положення його довгої частини При подальшому русі візка з штовхачем уперед у вертикальної площині він своєю робочою частиною зіштовхує лежачий на супорті ножиць обрізок разкату на транспортер, потім виконує зворотний поступальний хід з розворотом у вертикальної площини та звертається у початкове положення де знаходиться до порізки наступного розкату Головним недоліком способа зіштовхування обрізків по прототипу являється те, що для його реалізації пристрій для зіштовхування обрізків (ПЗО) разміщують над рольгангом Для цього станіну ПЗО в вигляді рами закріплюють над рольгангом на опорах При цьому ускладнюється можливість доступа цеховым крановим обладнанням як до обладнання рольгангу (ролики, підшипники, привід роликів, направляючи ЛІНІЙКИ), так і до вузлів передній частини ножиць Для оперативного ремонту візка або зіштовхувача потрібно зупиняти технологічний процес на ДІЛЬНИЦІ порізки, та ВІДПОВІДНО в усьому обжимному цеху, бо проводити ремонт над гарячим металом на рольгангу неможливо Крім цього виникає проблема з вилученням з рольгангу не порізаних частин розкату якщо зламається рольганг Ці недоліки ведуть до збільшення часу як оперативного, так і плановопопереджувального ремонту обладнання ДІЛЬНИЦІ порізки У результаті знижується середньодобова продуктивність як ДІЛЬНИЦІ порізки, так и всього обжимного цеху На практиці витрати продуктивності настільки великі, що прокатчики до останнього часу не бажали встановлювати ПЗО на ДІЛЬНИЦІ порізки, а зіштовхували дону обрізь з супорту головною частиною наступного розкату, який подають до ножиць для порізки Однак такий спосіб, хоча й являється з першого погляду простим, не завжди відповідає вимогам прокатчиків так як потребує на своє виконання теж деякого часу Цей час потрібен на зіштовхування донного обрізка попереднього розкату на транспортер обрізків, на очікування, доки транспортер не перемістить цей обрізок з під ножиць та не з'явиться на ньому місце для головного обрізку Лише після цього можливо виконувати різ головної частини наступного розкату, температура якого за час очикування зменшується Крім цього, ножи ножиць, щоб вони повільніше тупились, охолоджують водою, яка потрапляє на гарячий розкат та охолоджує його З цими недоліками мирились до тих пір, доки основна частина порізаних заготівок потрапляла на подальшу прокатку після додаткового підігріву у методичних печах сортових та листопрокатних станів У останній час у технології прокатного виробництва все ширше почали застосовувати так звану «транзитну» прокатку Цей спосіб прокатки з метою економії палива на додатковий підігрів заготівок передбачує їх подачу після порізки безпосередньо на подальшу прокатку При цьому стараються мінімізіувати зниження температури гарячих заготівок у процесі порізки розкатів У висновку спосіб зіштовхування донного обрізку розкату з супорту ножиць головною частиною наступного розкату з застосуванням «транзитної» прокатки також почав незадовільняти прокатчиків У основу передбачуваного винаходу "Спосіб зіштовхування обрізків прокату з суппорта ножиць ДІЛЬНИЦІ порізки обжимного цеху та пристрій для його реалізації» покладено завдання підвищення продуктивності обжимного цеху шляхом покращення зручності обслуговування та ремонту обладнання ДІЛЬНИЦІ порізки, зниження габаритномасових характеристик пристрою для зіштовхування обрізків Поставлена задача досягається за рахунок того, що у передбачуваному способі зіштовхування обрізків прокату з супорта ножиць ДІЛЬНИЦІ порізки обжимного цеху послідовно виконувані переміщення штовхача до супорта, зіштовхування ним обрізка та повернення штовхача у початкове положення виконують по траєкторії, яка лежить у горизонтальній площині Слід відзначити, що ПОСЛІДОВНІСТЬ ДІЙ у способі по прототипу повністю співпадає з ПОСЛІДОВНІСТЮ ДІЙ у передбачуваному способі зіштовхування обрізків, але умови виконання цих дій суттєво відрізняються Передбачуваний винахід, як «спосіб», характеризується наступною сукупністю суттєвих ознак, яка дозволяє досягти ефекту при його реалізації (див Табл 1) 47055 Таблиця 1 № п\п 1 2 3 4 5 Наявність даної ознаки у прототипі Суттєві ознаки « « « послідовно виконувані » » Є переміщення штовхача до супорту ножиць зіштовхування штовхачем обрізка » Є « повернення штовхача у початкове положення » « переміщення штовхача до супорту, зіштовхування ним обрізка та повернення штовхача у початкове положення виконують по траєкторії, яка лежить у горизонтальній ПЛОЩИНІ " З перелічених у таблиці 1 суттєвих ознак ознака, наведена у п 5 є ВІДМІТНОЮ, а и наявність при реалізації способу достатня в усіх випадках, на які поширюється обсяг правової охорони Для реалізації суттєвої відмітної ознаки за п 5 передбачується пристрій, що його реалізує розмістити не над рольгангом (як у прототипі), а поряд з ним та виконувати пересування зіштовхувача у час робочої та обратної ходи по «траєкторії» яка знаходиться у горизонтальній площині, а не у вертикальній площині (як у прототипі) Тим самим відкривається простір над рольгангом для виконання ремонтних та регламентних робіт з обладнанням ДІЛЬНИЦІ порізки за допомогою кранів, а також з'являється можливість ремонту механізму приводу штовхача даже під час прокатки та порізки гарячих розкатів На фіг 1 , 2 та 3, представлено схематичне зображення пристрою який реалізує передбачуваний спосіб На фіг 1 показан ПЗО вид з гори, зіштовхувач у початковому положенні, обрізок прокату знаходиться на супорті На фіг 2 показан ПЗО вид з гори, зіштовхувач у кінцевому положенні, обрізок зіштовхнуто з супорта На фіг 3 показан ПЗО вид з боку подачі розкатів, зіштовхувач у кінцевому положенні, обрізок зіштовхнуто з супорту На фігурах визначено 1 Станіна ПЗО 2 Довга частина штовхача 3 Коротка частина штовхача 4 Траверса 5 Гідроциліндр 6 Рольганг 7 Вісь шарніру обертання короткої частини штовхача 8 Ліва направляюча лінійка 9 Супорт ножиць 10 Обрізок розкату ПЗО представляє собою (див фіг 1) послідовно з'єднані повз шарніри станіну 1, гідроциліндри Є Є нема Ознака яка характеризує об'єкт винаходу "спосіб" Визначають ПОСЛІДОВНІСТЬ виконання дій з матеріальними об'єктами у часі Виконують дію над матеріальним об'єктом (штовхачем) Виконують дію над матеріальним об'єктом (обрізком) з використуванням пристрою (штовхачем) Виконують дію над матеріальним об'єктом Задають умови виконання дій з матеріальним об'єктом (штовхач переміщують у горизонтальній площині) 5, траверси 4, довгу частину штовхача 2, коротку частину штовхача 3 Гідроциліндри 5 та траверси 4 у сукупності являють собою механізм штовхача При цьому станіна ПЗО розміщена збоку від рольгангу, а штовхач (його довга частина) у початковому положенні розташован на МІСЦІ правої направляючої ЛІНІЙКИ рольгангу Працює ПЗО слідуючим чином Якщо на супорті 9 знаходиться обрізок попереднього розкату 10 оператор ножиць включає ПЗО (Див фіг1) У одну з двух полостів гідроциліндрів 5 поступає під тиском робоча рідина, штоки гідроциліндрів висовуються та повз шарнір починають передавати зусилля на траверси 4 Під впливом зусилля гідроциліндрів траверси починають розворачуватися навколо шарнірів закріплених на станіні 1 у напрямку по стрільці годинника При цьому довга частина штовхача 2 та його коротка частина 3 переміщуються зі свого первисного положення плоско-паралельно у горизонтальній площині над рольгангом у бік супорту При подальшому переміщенні штовхача він своєю короткою частиною 3 дотикається обрізку розкату 10 та зіштовхує його з супорту 9 Полуперюд зіштовхування обрізку розкату закінчено (див фіг 2 та фіг 3) Після ЦЬОГО ТИСК робочої рідини починає підвищуватися у другої полості гідроциліндрів, а з першої полості робоча рідина під низьким тиском зливається При цьому траверси починають розворачиватися у напрямку проти стрільці годинника та переміщують штовхач над рольгангом у горизонтальній площині до початкового положення, у якому закінчується другий полуперюд циклу зіштовхування обрізку Слід відзначити, що у передбачуваному способі як і у прототипі наявні фактично тіж самі елементи пристрою та форма виконання його основного елемента (штовхача), але суттєво відрізняються взаємне розташування як елементів штовхача, так і самого пристрою Передбачуваний винахід, як пристрій, характеризується наступною сукупністю суттєвих ознак, яка дозволяє досягти ефекту при його реалізації 47055 Таблиця 2 Наявність Ознака яка характериданої озна№ п\п Суттєві ознаки зує об'єкт винаходу ки у прото"пристрій" типі Наявність конструкти1 « включає до себе станіну, механізм штовхача, штовхач » Є вних елементів у пристрої Наявність зв'язків МІЖ 2 « з'єднані між собою » Є елементами Форму виконання 3 « штовхач «Г» образної форми » Є елемента пристрою (штовхача) Розташування елеме4 « станіну пристрою розміщують збоку від рольгангу » нема нтів пристрою « штовхач у початковому положенні розміщують на МІСЦІ наРозташування елеме5 нема правляючої ЛІНІЙКИ рольгангу " нтів пристрою « довга частина штовхача розташована паралельно ВІСІ рольгангу і повернена до неї своєю зовнішньою стороною, а коРозташування елемеротка частина штовхача спрямована горизонтально і перпен6 нема нтів пристрою дикулярно у бік від ВІСІ рольгангу та своєю Зовнішньою робочою стороною повернена у бік лінії різу ножиць» Наявність та тип зв'яз« коротка частина штовхача з'єднана з його довгою части7 нема ків між елементами ною за допомогою шарніру » штовхача Параметри виконання " вісь якого паралельна короткій частині штовхача та забез8 нема елементів штовхача та печує и розворот угору на кут до 90 градусів» їх взаємозв'язок З перелічених у таблиці 2 суттєвих ознак ознаки, наведені у п п 4, 5, 6, 7 та 8 є ВІДМІТНИМИ, а їх наявність при здійсненні пристрою достатня в усіх випадках, на які поширюється обсяг правової охорони ФІГ. 1. 47055 Фіг ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Автори англійськоюBoiko Volodymyr Semenovych, Burniashev Arkadii Vasyliovych, Hladkovskyi Savelii Petrovych, Dryhin Oleksandr Ivanovych, Zelenskyi Viktor Yevhenovych, Kupryhin Oleh Viktorovych, Kurakin Yurii Mykolaiovych, Omelianenko Mykola Ivanovych, Oschepkov Anatolii Mykolaiovych
Автори російськоюБойко Владимир Семенович, Бурняшев Аркадий Васильевич, Гладковский Савелий Петрович, Дрыгин Александр Иванович, Зеленский Виктор Евгеньевич, Купрыгин Олег Викторович, Куракин Юрий Николаевич, Омельяненко Николай Иванович, Ощепков Анатолий Николаевич
МПК / Мітки
МПК: B23D 23/00
Мітки: пристрій, реалізації, ножиць, порізки, цеху, обрізків, прокату, дільниці, зіштовхування, спосіб, супорту, обжимного
Код посилання
<a href="https://ua.patents.su/5-47055-sposib-zishtovkhuvannya-obrizkiv-prokatu-z-suportu-nozhic-dilnici-porizki-obzhimnogo-cekhu-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб зіштовхування обрізків прокату з супорту ножиць дільниці порізки обжимного цеху та пристрій для його реалізації</a>
Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації
Номер патенту: 43490
Опубліковано: 17.12.2001
Автори: Кашков Генадій Алимович, Коваленко Валерій Володимирович, Гладковський Савелій Петрович, Омельяненко Микола Іванович, Чекер Анатолій Олександрович, Кравцов Олексій Вадимович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Чаркін Євген Іванович, Ощепков Анатолій Миколайович
МПК: G01B 21/06, B23D 25/00
Мітки: цеху, беззалишкового, потоці, система, розкатів, реалізації, розкрою, обжимного, слябних, спосіб
Формула / Реферат:
1. Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху, при якому розкат вводять у робочу зону системи беззалишкового розкрою, відрізають від нього головну частину з неякісним металом, у момент розрізу визначають його довжину, розкроюють розкат на сляби з урахуванням нормативної довжини донноі обрізі, далі вводять розкат у робочу зону чутливих елементів вимірювача довжини слябів, вимірюють поточну довжину сляба, у разі...
Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації
Номер патенту: 20428
Опубліковано: 15.07.1997
Автори: Гладковський Савелій Петрович, Бойко Володимир Семенович, Ощепков Анатолій Миколайович, Кравцов Олексій Вадимович, Налча Георгій Іванович, Коваленко Валерій Володимирович
МПК: B23D 25/00, G01B 21/06
Мітки: потоці, беззалишкового, цеху, слябних, реалізації, система, розкрою, розкатів, спосіб, обжимного
Формула / Реферат:
1. Способ безостаточного раскроя слябных раскатов в потоке обжимного цеха, включающий в себя ввод раската в рабочую зону системы безостаточного раскроя, рез головной части, измерение его длины, раскрой раската на слябы, ввод раската в рабочую зону чувствительных элементов измерителя длины слябов, измерение длины слябов и их рез при совпадении измеренной длины слябов с раскроенной, вывод слябов из рабочей зоны системы, отличающийся тем,...
Пристрій до ножиць для видалення обрізків
Номер патенту: 15759
Опубліковано: 30.06.1997
Автори: Филипських Микола Васильович, Филипських Ніна Максимівна, Тунік Олександр Олексійович
МПК: B23D 15/00
Мітки: пристрій, обрізків, ножиць, видалення
Формула / Реферат:
Устройство к ножницам для удаления обрези, содержащее наклонный желоб упор-заслонку, установленную над наклонным желобом и привод ее перемещения в виде пневмоцилиндра и двуплечего рычага, одно плечо которого связано посредством тяги с упор-заслонкой, а второе - со штоком пневмоцилиндра, отличающееся тем, что пневмоцилиндр привода перемещения упор-заслонки смонтирован на нижнем подвижном суппорте, а связь штока пневмоцилиндра со вторым плечом...
Спосіб вироблення електроенергії на базі скидної теплоти гту-приводів компресорного цеху магістрального газопроводу і пристрій для його реалізації
Номер патенту: 39536
Опубліковано: 15.06.2001
Автори: Бабієв Григорій Миколайович, Клименко Віктор Миколайович, Мазур Олександр Іустинович, Овчиннікова Людмила Михайлівна, Клименко Юрій Георгієвич
МПК: F02C 6/00, F01K 13/00
Мітки: електроенергії, реалізації, теплоти, гту-приводів, пристрій, базі, спосіб, компресорного, скидної, цеху, магістрального, газопроводу, вироблення
Формула / Реферат:
1 Спосіб вироблення електроенергії на базі скидної теплоти ГТУ-приводів компресорного цеху магістрального газопроводу, що включає спалення палива в камерах згорання ГТУ-приводів нагнітачів природного газу та в парових котлах-утилізаторах, куди скидаються відпрацьовані гази ГТУ, і генерацію в котлах-утилізаторах перегрітої пари високих параметрів, яку направляють в парову турбіну, що обертає електрогенератор, причому відпрацьовані в...
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Блохін Дмитро Порфирович, Сокуренко Анатолій Валентинович, Костюченко Михайло Іванович, Квашин Валерій Миколайович, Довгаль Петро Григорович, Приходько Євгенія Валер'янівна, Білоус Геннадій Пилипович, Худик Валеріан Тарасович
МПК: B21B 1/16, B23D 31/00
Мітки: мірної, одержання, прокату, довжини, спосіб
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Попередній патент: Спосіб вилучення летких фторидів
Наступний патент: Пристрій для викиду газів з димової труби
Випадковий патент: Пристрій для отримання покриттів із хімічних сполук