Спосіб обробки металопрокату на технологічній лінії “блюмінг, заготовочний і сортовий стани”
Номер патенту: 49742
Опубліковано: 16.09.2002
Автори: Бабенко Михайло Антонович, Дубина Олег Вікторович, Сміяненко Ігор Миколайович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Дударенко Андрій Анатолійович, Єгоров Володимир Сергійович, Кузьменко Анатолій Григорович
Формула / Реферат
Спосіб обробки металопрокату на технологічній лінії "блюмінг, заготовочний і сортовий стани", в якому попередньо визначають об'єм кінцевої мірної довжини металопрокату, прокатують заготовку на заготовочному стані на заданий переріз, визначають її об'єм, після чого ріжуть заготовку на частини, об'єм кожної з яких є кратним об'єму кінцевої мірної довжини з урахуванням технологічних відходів, потім прокатують ці частини на сортовому стані, виміряють лінійні розміри отриманого металопрокату і ріжуть його на прутки, довжини яких є кратними кінцевій мірній довжині з урахуванням технологічних відходів, після чого пакетують прутки, торцюють їх і розрізають на кінцеві мірні довжини, який відрізняється тим, що додатково зважують блюмс, який виходить з блюмінга, визначають його об'єм і здійснюють його нарізання таким чином, щоб об'єм частини, що залишилась і направляється на заготовочний стан, був рівним об'єму заготовки, кратному об'єму кінцевої мірної довжини металопрокату з урахуванням технологічних відходів, при цьому об'єм обрізі повинен бути не менше мінімально допустимого значення.
Текст
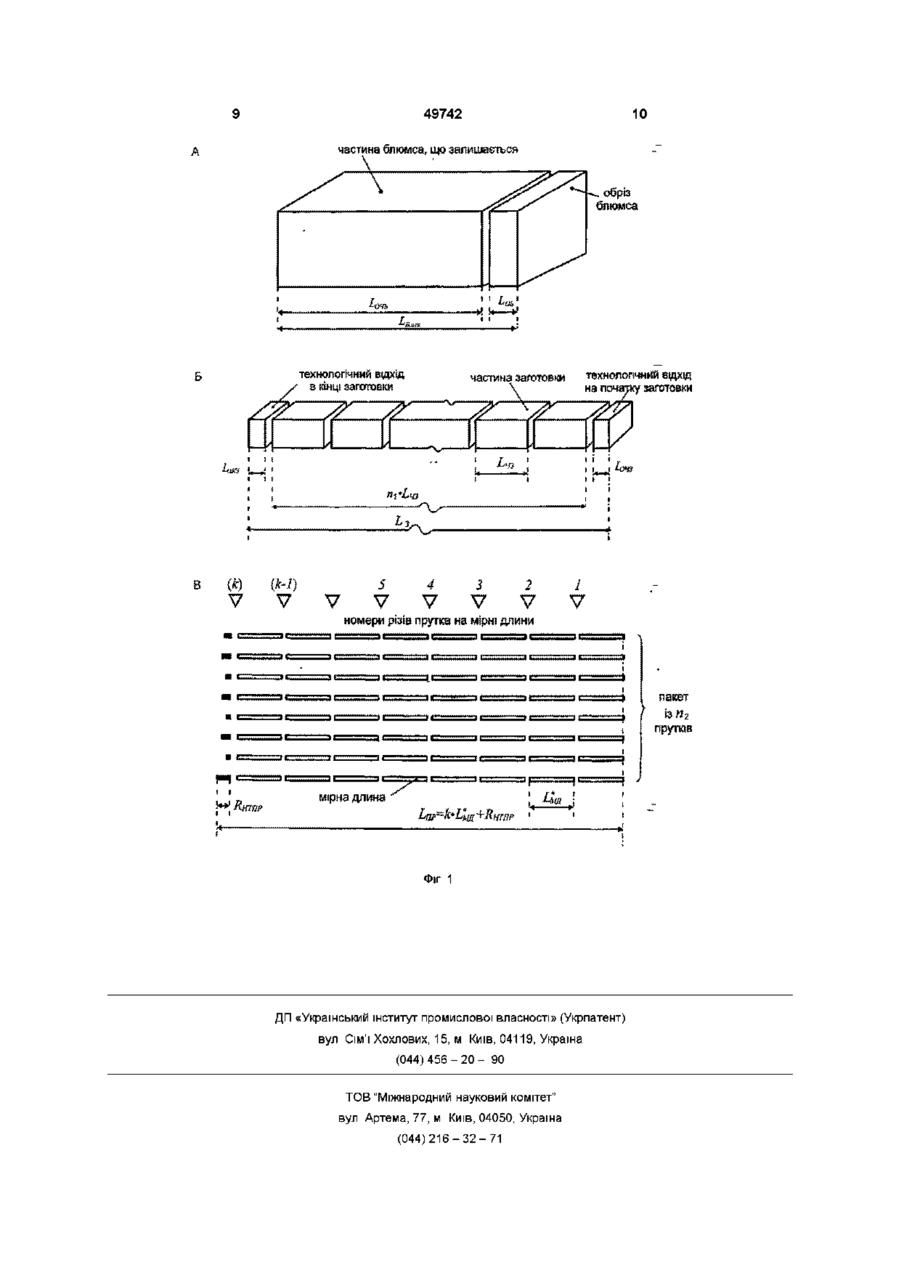
Спосіб обробки металопрокату на технологічній лінії "блюмінг, заготовочний і сортовий стани", в якому попередньо визначають об'єм кінцевої мірної довжини металопрокату, прокатують заго товку на заготовочному стані на заданий переріз, визначають и об'єм, після чого ріжуть заготовку на частини, об'єм кожної з яких є кратним об'єму кінцевої мірної довжини з урахуванням технологічних ВІДХОДІВ, потім прокатують ці частини на сортовому стані, виміряють ЛІНІЙНІ розміри отриманого металопрокату і ріжуть його на прутки, довжини яких є кратними кінцевій мірній довжині з урахуванням технологічних ВІДХОДІВ, після чого пакетують прутки, торцюють їх і розрізають на кінцеві мірні довжини, який відрізняється тим, що додатково зважують блюме, який виходить з блюмінга, визначають його об'єм і здійснюють його нарізання таким чином, щоб об'єм частини, що залишилась і направляється на заготовочний стан, був рівним об'єму заготовки, кратному об'єму кінцевої мірної довжини металопрокату з урахуванням технологічних ВІДХОДІВ, при цьому об'єм обрізі повинен бути не менше мінімально допустимого значення Винахід відноситься до прокатного виробництва і може бути використаний переважно на обтискних, безперервно-заготовочних і безперервних сортових станах, що утворюють технологічну ЛІНІЮ обробки металопрокату Відомий спосіб обробки металопрокату [1], при якому заготовку прокатують на заготовочному стані на заданий перетин, після чого ріжуть її на пресі гарячого різання з мінімальною КІЛЬКІСТЮ техноло ною утворення великої КІЛЬКОСТІ нестандартних довжин є неузгодженість програм нарізання металопрокату на заготовочному і сортовому станах Неузгодженість виникає через те, що об'єм заготовки на заготовочному стані не є кратним об'єму кінцевої мірної довжини на сортовому стані Різномасовість заготовок виникає також за рахунок відсутності контролю площі їхнього поперечного перетину, тому що площа поперечного перетину заздалегідь не задається і потім не вимірюється (не визначається) Найбільш близьким по технічній сутності 'і технічному результату, що досягається, є спосіб обробки металопрокату [2], що включає визначення об'єму кінцевої мірної довжини на сортовому стані, визначення довжини на заготовочному стані, який передбачає потім прокатування заготовки на заданий перетин на заготовочному стані і нарізання її на частини, об'єми яких є кратними об'єму мірної довжини з урахуванням технологічних ВІДХОДІВ, прокатування цих частин на наступний за гічних ВІДХОДІВ на даній ДІЛЯНЦІ прокатування По тім заготовку прокатують на сортопрокатному стані на наступний заданий перетин і ріжуть и летючими ножицями на прутки заданої довжини з мінімальною КІЛЬКІСТЮ технологічних ВІДХОДІВ на даній ДІЛЯНЦІ прокатування Прутки пакетують, а пакети розрізають потім на кінцеві мірні довжини на ножицях холодного різання ' Недоліком відомого способу обробки металопрокату є утворення великої КІЛЬКОСТІ продукції нестандартної довжини, що призводить до додаткових ВІДХОДІВ металопрокату Основною причи 1 49742 даний перетин на сортовому стані і нарізання їх на прутки, об'єм яких теж є кратним об'єму мірної довжини з урахуванням технологічних ВІДХОДІВ, а також наступне за цим пакетування, торцювання і нарізання прутків на кінцеві мірні довжини У зазначеному способі задача скорочення втрат готової продукції вирішується за рахунок підтримування об'єму заготовки, який є кратним заданому общему кінцевої мірної довжини з урахуванням технологічних ВІДХОДІВ як на заготовочному, так і на сортовому стані Надання об'єму кінцевої мірної довжини дозволяє одержати (розрахувати) ВИХІДНІ дані для вибору об'єму прутка на сортовому стані й об'єму заготовки на заготовочному, із якого заготовка подається на прокатування на сортовий стан Урахування технологічних ВІДХОДІВ на обріз передніх і (або) задніх КІНЦІВ заготовки і прутка, урахування чаду металопрокату в нагрівальній печі сортового стану та урахування інших технологічних ВІДХОДІВ, дозволяє компенсувати ці неминучі втрати металопрокату Вимір ЛІНІЙНИХ розмірів заготовки на заготовочному стані, розмірів прутків і розмірів кінцевих мірних довжин на сортовому стані дозволяють встановити (розробити) план нарізання заготовки на заготовочному стані на частини, план наступного нарізання металопрокату, отриманого на сортовому стані з цих частин на прутки і план нарізання прутків на кінцеві мірні довжини, що в цілому забезпечує скорочення КІЛЬКОСТІ продукції нестандартної довжини, тобто збільшує вихід готової продукції Недоліком зазначеного способу обробки металопрокату є збільшення втрат металопрокату на заготовочному і сортовому станах, яке має місце в ряді практичних випадків Основною причиною росту втрат у реальних умовах є коливальність маси (що те ж саме об'єму) блюмса, який на технологічній лінії "блюмінг, заготовочний і сортовий стани" надходить для подальшої обробки з блюмінгу на заготовочний стан Коливальність маси (об'єму) блюмса відбувається через те, що при вирізці блюмса на ножицях блюмінгу не враховується об'єм заготовки Замість нього при вирізці блюмса орієнтуються на середні статистичні дані про розмір його обрізі, дані про яку накопичені за час експлуатації блюмінгу При порівняно "малій" обрізі блюмса об'єм заготовки на заготовочному стані стає більшим, ніж об'єм, що визначається умовою кратності об'єму заготовки об'єму мірної довжини з урахуванням технологічних ВІДХОДІВ У цій ситуації на заготовочному стані виникають непродуктивні втрати металопрокату, близькі різниці між фактичним об'ємом заготовки і об'ємом, що визначається вимогами випуску мірних довжин, перший із який у цій ситуації перевищує другий При порівняно "великій" обрізі блюмса об'єм заготовки на заготовочному стані стає меншим, ніж об'єм, що визначається умовою кратності об'єму, заготовки об'єму мірної довжини з урахуванням технологічних ВІДХОДІВ У такій ситуації на сортовому стані виникає нестача металопрокату для утворення прутків, об'єм яких є кратним об'єму мірної довжини з урахуванням технологічних ВІДХОДІВ ПІСЛЯ пакетування і розрізання пакета таких прутків на мірні довжини неминуче виникає продукція нестандартної довжини, що призводить до зростання втрат металопрокату на сортовому стані У основу припустимого винаходу поставлено задачу удосконалення способу обробки металопрокату на технологічній лінії "блюмінг, заготовочний і сортовий стани" шляхом введення додаткових операцій зважування блюмса і визначення його об'єму, при цьому нарізання блюмса виконують таким чином, щоб об'єм частини, що залишилася і направляється на заготовочний стан, був рівним об'єму заготовки, що є кратним об'єму кінцевої мірної довжини з урахуванням технологічних ВІДХОДІВ, а об'єм обрізі був не менше мінімально допустимого значення Це дозволяє підтримувати на всіх етапах технологічного процесу об'єм металопрокату, що оброблюється, кратним об'єму кінцевої мірної довжини, що різко знижує імовірність виготовлення прокату немірної кінцевої довжини при одночасному скороченні втрат на технологічній лінії в цілому Поставлена задача вирішується таким чином, що у відомому способі обробки металопрокату технологічної лінії "блюмінг, заготовочний і сортовий стани" попередньо визначають об'єм кінцевої мірної довжини і об'єм прутка на сортовому стані, прокатують заготовку на заготовочному стані на заданий перетин, визначають П об'єм, після чого ріжуть заготовку на частини, об'єм кожної із яких є кратним об'єму кінцевої мірної довжини з урахуванням технологічних ВІДХОДІВ, потім прокатують ці частини на сортовому стані, вимірюють ЛІНІЙНІ розміри отриманого металопрокату і ріжуть його на прутки, довжини яких є кратними кінцевій мірній довжині з урахуванням технологічних ВІДХОДІВ, ПІСЛЯ чого пакетують прутки, торцюють їх і розрізають на кінцеві мірні довжини, ВІДПОВІДНО ДО винаходу додатково зважують блюме, визначають його об'єм, а нарізання блюмса здійснюють так, щоб об'єм частини, що залишилася і направляється на заготовочний стан, був рівним об'єму заготовки, що є кратним об'єму кінцевої мірної довжини з урахуванням технологічних ВІДХОДІВ, при цьому об'єм обрізі повинен бути не менше мінімально допустимого значення Завдяки використанню винаходу, що заявляється, забезпечується збільшення виходу готової продукції без додаткових матеріальних витрат Між ІСТОТНИМИ ознаками винаходу, що заявляється, і технічного результату, що одержується, існує причинно-наслідковий зв'язок завдяки тому, що зважування кожного блюмса дозволяє визначити його конкретний об'єм і спланувати його оптимальне нарізання так, щоб на заготовочний стан надходили ті частини блюмсів одного об'єму, що лишились, з об'ємом, що дорівнює об'єму заготовки, який є кратним об'єму мірної довжини з урахуванням технологічних ВІДХОДІВ Це дозволяє узгодити між собою об'єм частини блюмса, що залишилася на блюмінгу, об'єм заготовки на заготовочному стані й об'єм прутка на сортовому стані, тому що ці об'єми стануть кратними об'єму кінцевої мірної довжини на сортовому стані з урахуванням технологічних втрат Завдяки цьому технологія прокатування і нарізання металопрокату на блюмінгу, заготовочному і сортовому станах стає органічно взаємопогодженою і цілеспрямованою 49742 на скорочення втрат металопрокату І збільшення КІЛЬКОСТІ готової продукції в мірних довжинах на технологічній лінії в цілому Схема обробки металопрокату на технологічній лінії "блюмінг, заготовочний і сортовий стани" зображена на фіг 1, на фрагменті А показана обріз блюмса довжиною LOB І частина блюмса, що залишилася після обрізі, довжиною І_ОЧБ, на фрагменті Б - заготовка довжиною І_з на заготовочному стані, що включає в собі число ги частин довжиною І_чз кожної із них і технологічні відходи на початку і КІНЦІ заготовки з довжинами І_онз і І-окз ВІДПОВІДНО, на фрагменті В - конфігурація пакета з числа П прутків, довжина кожного з який к-раз 2 кратна мірній довжині, що задається І_мд* з урахуванням технологічних ВІДХОДІВ на ДІЛЯНЦІ RHTIIP пакету, технологічні відходи на прутках на ДІЛЯНЦІ RHTIIP почорнені Спосіб, що заявляється, реалізується таким чином Об'єм кінцевої мірної довжини на сортовому стані, який задається попередньо, розраховують по формулі де Рмд* - заданий перетин металопрокату на, виході сортового стану, І_мд* - мірна довжина, що задається, І_мд - довжина мірного металопрокату, що обговорена замовленням на його постачання, ДІ_мд - регламентований нормативними документами допуск на мірну довжину Звичайно ДІ_мд = 0,1м Використовуючи формулу (1), розраховують об'єм Vnp прутка на сортовому стані і розраховують об'єм V43 частини заготовки, що треба відрізати на заготовочному стані, після чого прокатати його на сортовому стані і розрізати там на прутки Vnp=k мд п + іі шг і ' (3) тут кумсс - коефіцієнт, що враховує технологічні відходи від чаду металопрокату в нагрівальній печі сортового стана, k - кратність між довжиною прутка на сортовому стані і мірною довжиною Ьмд*, гі2 КІЛЬКІСТЬ прутків у пакеті, який зібрано і сторцьовано на виході сортового стана, RH-ГПР - похибка довжини прутка, що відрізається від металопрокату на виході сортового стана, Locc - довжина технологічних ВІДХОДІВ у потоці сортового стана Звичайно приймають RI-ГГПР - 0,5 2 2,5м, Locc = 1 , 0 1 1,5м, кумсс= 1,01 1 1,02 Використовуючи формулу об'єм % заготовки (3), розраховують 1 Уз =Учз-Щ + 0W? + окз)'Р (4) де пі - КІЛЬКІСТЬ частин, на які розрізається заготовка, Використовуючи формулу (4), визначають об'єм Уочз частини блюмса, що залишилась, який повинен бути рівним об'єму V3 заготовки, тому що рівність Уочз - V3 порушиться, то, як слідство, втрати металопрокату як на заготовочному, так і на сортовому станах зростуть Так як частина блюмса, що залишилася, вирізається на ножицях блюмінгу з вихідного металопрокату шляхом відрізання від нього обрізі, то об'єм VOB буде дорівнювати де VOB - об'єм обрізі блюмса, VB ВИХ - вихідний об'єм металопрокату на ножицях блюмінгу до відділення від нього обрізі об'ємом VOB Практика експлуатації технологічної лінії «блюмінг, заготовочний і сортовий стани» показує, що в залежності від марки металопрокату (марки сталі) об'єм Род обрізі блюмса на ножицях блюмінгу різний, але в кожному конкретному випадку завжди повинно витримуватися співвідношення де VOB m - мінімально допустимий із технологічних m розумінь об'єм обрізі блюмса Для реалізації способу на технологічній лінії "блюмінг, заготовочний і сортовий стани", який заявляється, використовуючи формули (1 6), запишемо систему розрахункові формул (див фіг 1) Lnp 'ПР --k "-УМСС •fr ОСС F, V Учз=Упр-2 2±'осС' 'Щ Ьосс^і 43 ~ ПР' г LOKS F3* = VOKS = 0,9 • 1 0 м LOH3 і LOK3 - довжини технологічних 2 L3 - L43 • щ + \L0H3 + L0K3 м Ft умсс 6 3 ВІДХОДІВ металопрокату, які виникають через технологічну необхідність зачищення (обрізки) початку і кінця заготовки, F3* - заданий перетин заготовки Звичайно = 6,4- 10 V , LOHS F3* = VOH3 = 3, • 10 V , 3 = VO4B = 'L3 U) Qo4B=r*F;t Ї 3 I де параметрами, що задаються попередньо, є Ьмд, АІ-мд, кумсс, к, RHTnp, ^мр*, Fs*, П2, Locc, Ьонз, U K 3 , FB, LOB mm, параметр Оввих (вага блюмса вихідний) вводиться за результатами зважування блюмса перед відрізанням від нього обрізі на ножицях блюмінгу, параметрами, що розраховуються, є Ьмд*, Lnp, L43, L3, V3 = Vo4B, G-ОЧБ, LOME, QOB, LOB, а пі - КІЛЬКІСТЬ частин, на ЯКІ розрізають заготовку на заготовочному стані, є параметром, що варіюється, у - ЩІЛЬНІСТЬ металопрокату, LOME довжина частини блюмса, що залишилася, LOB довжина обрізі блюмса, LOB m - мінімально допусm тима з технологічних розумінь довжина обрізі блюмса, FB - перетин блюмса Розглянемо розрахунковий приклад, що характеризує реалізуємість способу обробки метало 49742 прокату на технологічній лінії "блюмінг 1250 - заготовочний стан БЗС 730/500 - сортовий стан МС 250-3" меткомбинату «Криворіжсталь» Варіант вихідних даних - мірна довжина і пруток на сортовому стані Рмд* =7,8 • 10 5 м2 (випадок виробництва арматурного профілю №10), кумсс 1,01, І_мд = 12,0м, ДІ_мд = 0,1м, к = 7, п 2 = 11, RHTnp = 0,5м, частина заготовки і вся заготовка на заготовочному стані F3* = 6,4 • 10 З м 2 , ги = 15, (І_онз + І-окз) - 0,7м, Locc - 1,5м, блюме на блюмінгу FB = 9 - 1 0 2 м 2 , LOB mm = 0 , 6 м За даними, що регламентується нормативними документами, на блюмінгу 1250 мет-комбінату "Криворіжсталь" вихідний блюме не буває важче 8,2т Тоді ІЗ блюмінгу на заготовочний стан необхідно направляти металопрокат вагою 7,58т І_з = 11,55-13 + 0,7= 150,85, І_Овч = (6,4 - 10 3/9 • 10 2) • 1 5 0 , 8 5 = 1 0 , 7 2 м , О О Ч Б = 7 , 8 5 • 1 0 , 7 2 • 9 1 0 2 = 7,58т При цьому вага обрізі при ВИХІДНІЙ вазі блюмса 8,2т складе 0,62т Перевірка ефективності застосування способу, який заявляється, була здійснена при прокатуван 8 ні дослідної партії металопрокату вагою більш 500т на технологічній лінії «блюмінг 1250заготовочний стан БЗС 730/500 - сортовий стан МС 250-3» меткомбінату «Криворіжсталь» і показала, що вихід готової продукції склав 95 - 97% від металопрокату, який було витрачено, при застосуванні відомих способів обробки металопрокату він складає 90% Таким чином, спосіб обробки металопрокату, який заявляється, дозволяє збільшити об'єм виходу готової продукції на 5 - 7% без додаткових матеріальних витрат Джерела інформації 1 Прокатные станы // Справочник В 3-х томах - Т 2 Средне-, мелкосортные и специальные станы - С 251 - 257 / В Г Антипин, С В Тимофеев, Д К Нестеров Н Ф Грицук, В А Степанов, В В Пудинов, В И Григорьев, ЕЛ Орлов И Е Пацека, В М Меляков, В В Ланько - 2-е изд , перераб и доп - М Металлургия -1992 2 Патент, Україна, N9 12457 МКІ6, В21 В/00/1999 49742 10 частина блюмса, що залишається _ обріз бпюмса технологічний відхід частина заготовки в КІНЦІ заготовки технологічний ВІДХІД заготовки Ж. -V (к) V (к-1) V 5 V 4 3 2 V V V V V номери різів прутка на мірні длини і і , і і і і 1 **|Днтг р 1 мірна длина '-.щ+RtffnP « ! Т Цил 1 1 ; ' , ' ФІГ ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 пакет ! із п2 прутків
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for metal rolled material processing on technological line “blooming - bar and section mills”
Автори англійськоюDubyna Oleh Viktorovych, Sokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Smiianenko Ihor Mykolaiovych, Babenko Mykhailo Antonovych, Kuzmenko Anatolii Hryhorovych, Dudarenko Andrii Anatoliiovych
Назва патенту російськоюСпособ обработки металлопроката на технлогической линии «блюминг - заготовительный и сортовой станы»
Автори російськоюДубина Олег Викторович, Сокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Смияненко Игорь Николаевич, Бабенко Михаил Антонович, Кузьменко Анатолий Григорьевич, Дударенко Андрей Анатольевич
МПК / Мітки
МПК: B21B 1/00
Мітки: сортовий, заготовочний, лінії, обробки, спосіб, блюмінг, стані, металопрокату, технологічний
Код посилання
<a href="https://ua.patents.su/5-49742-sposib-obrobki-metaloprokatu-na-tekhnologichnijj-lini-blyuming-zagotovochnijj-i-sortovijj-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металопрокату на технологічній лінії “блюмінг, заготовочний і сортовий стани”</a>
Спосіб обробки металопрокату
Номер патенту: 12457
Опубліковано: 12.11.1999
Автори: Тільга Степан Сергійович, Нечепоренко Володимир Андрійович, Шеремет Володимир Олександрович, Теряєв Олександр Митрофанович, Светлічний Олексій Васильович, Петрічук Валентин Дмитрович, Ротару Іон Теодорович, Толпа Анатолій Андрійович, Макаров Григорій Арестович
МПК: B21B 1/00
Мітки: обробки, спосіб, металопрокату
Формула / Реферат:
Способ обработки металлопроката, включающий прокатку заготовки на заготовочном стане на заданное сечение, после чего полученную заготовку режут на части, прокатывают их на сортопрокатном стане на следующее заданное сечение, полученный металлопрокат режут на прутки, охлаждают, пакетируют, затем пакеты прутков режут на конечные мерные длины, отличающийся тем, что определяют объем прутка конечной мерной длины, после прокатки заготовки на...
Пристрій для обробки виробів у технологічній рідині
Номер патенту: 11650
Опубліковано: 25.12.1996
Автори: Мейтин Роберт Якович, Лобжанидзе Виталий Антонович, Кавин Евгений Васильевич, Ратнер Ісаак Срулевич, Горелик Игорь Моисеевич, Дергачев Евгений Александрович, Подольський Юзеф Ківович
МПК: B65G 49/00
Мітки: технологічний, обробки, рідини, пристрій, виробів
Формула / Реферат:
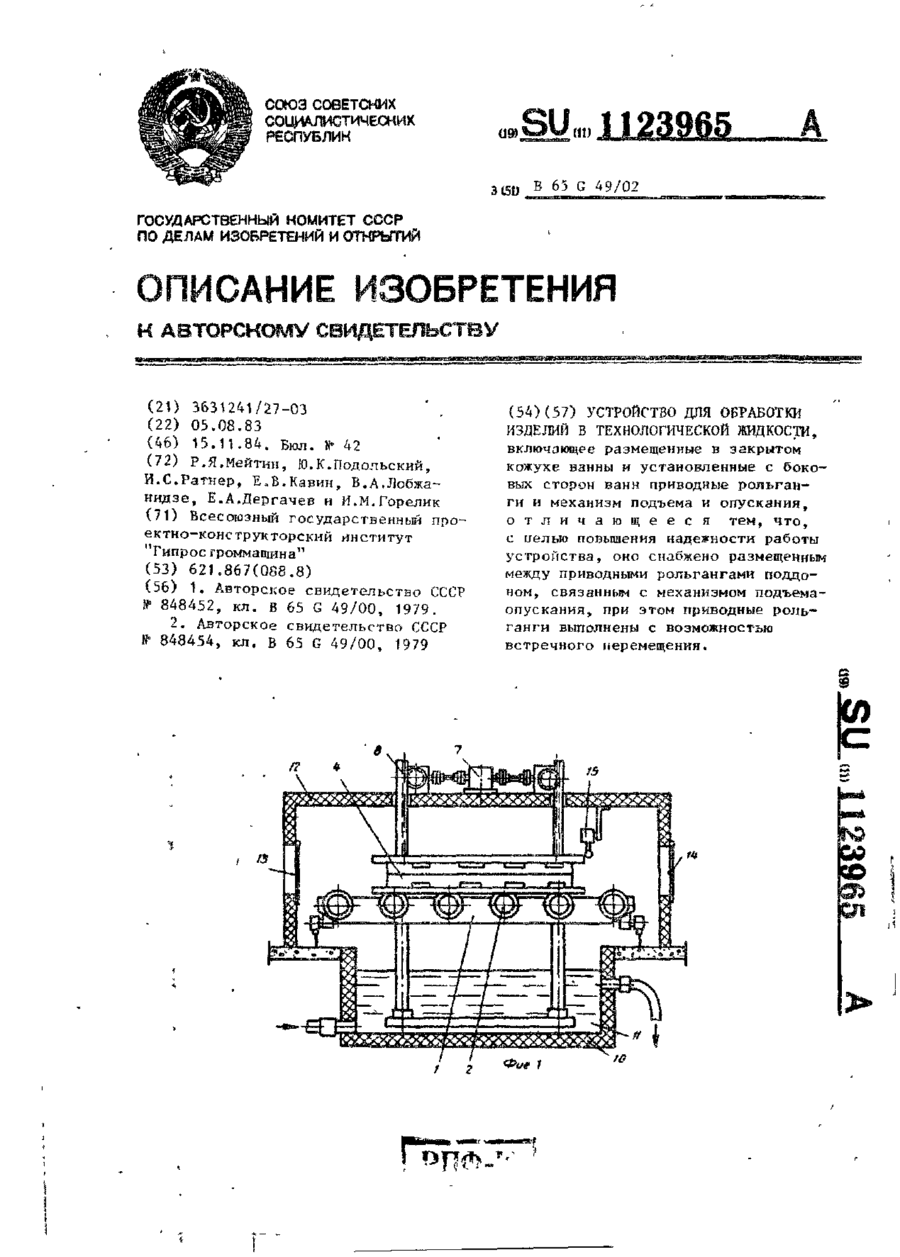
Устройство для обработки изделий в технологической жидкости, включающее размещенные в закрытом кожухе ванны и установленные с боковых сторон ванн приводные рольганги и механизм подъема и опускания, отличающееся тем, что, с целью повышения надежности работы устройства, оно снабжено размещенным между приводными рольгангами поддоном, связанным с механизмом подъема-опускания, при этом приводные рольганги выполнены с возможностью встречного...
Спосіб управління електроприводами неперервної технологічної лінії обробки металу тиском
Номер патенту: 36424
Опубліковано: 16.04.2001
Автори: Жукова Наталя Вікторовна, Підгорний Ігор Вікторович, Рипало Дмитро Анатольєвич, Горовий Олександр Борисович, Литвинов Віктор Іванович, Тітієвський Володимир Маркович
МПК: H02P 5/68
Мітки: електроприводами, управління, тиском, металу, лінії, неперервної, обробки, спосіб, технологічної
Текст:
...в тому випадку, коли повна сила опору в осередках деформації всіх клітей буде постійною. Не дивлячись на те, що n åE iKIH i=1 Тобто потужності, зв'язані з робочим тілом, в останньому рівнянні компенсуються. Виходить, що при динамічній рівновазі (коли похідні за часом рівні нулю) для жорсткого робочого тіла сумарна n електрична потужність приводів åF ЕЛі Vi витра n åF i= 1 Hi чається тільки на сумарну потужність сил опорів ...
Спосіб активації гена, що в нормі транскрипційно мовчить, з геному еукаріотичної клітинної лінії, спосіб модифікації характеристик експресії гена з геному еукаріотичної клітинної лінії, диференційована еукаріот
Номер патенту: 42675
Опубліковано: 15.11.2001
Автор: Чеппель Скотт С.
МПК: C12N 1/19, C12N 15/09, C12N 5/10, C12P 21/02, C12N 15/85, C12N 1/21, C12N 15/90, C12Q 1/68, C12N 1/15, C12N 15/67
Мітки: геному, характеристик, еукаріотичної, еукаріот, транскрипційно, модифікації, спосіб, норми, гена, клітинної, мовчить, диференційована, активації, експресії, лінії
Формула / Реферат:
1. Способ активации транскрипционно молчащего в норме гена из генома эукариотической клеточной линии и экспрессии продукта указанного гена, предусматривающий:(а) встраивание ДНК-конструкта в указанный геном путем гомологичной рекомбинации, отличающийся тем, что указанный ДНК-конструкт включает регуляторний сегмент ДНК, способный стимулировать экспрессию указанного гена, будучи оперативно связан с ним, и направляющий сегмент ДНК,...
Спосіб визначення довжини електричної лінії передачі до місця пошкодження
Номер патенту: 34710
Опубліковано: 15.03.2001
Автори: Скирута Михайло Андрійович, Скрипник Юрій Олексійович, Кузнєцов Олександр Юрійович
МПК: G01R 31/08
Мітки: спосіб, лінії, визначення, пошкодження, передачі, електричної, довжини, місця
Формула / Реферат:
Спосіб визначення довжини електричної лінії передачі до місця пошкодження, оснований на розділенні випробувального сигналу на опорний і вимірювальний, який посилають в лінію, прийнятті відбитого сигналу, порівнянні фаз прийнятого вимірювального сигналу з опорним, змінюванні частоти випробувального сигналу і обчисленні довжини електричної лінії за формулою, який відрізняється тим, що перед змінюванням частоти випробувального сигналу вимірюють...
Попередній патент: Транспортувальний вал машини для двоїння шкіри
Наступний патент: Вузол кріплення рамної рейки
Випадковий патент: Трьохпродуктовий гідроциклон