Спосіб обробки металопрокату
Номер патенту: 12457
Опубліковано: 12.11.1999
Автори: Тільга Степан Сергійович, Ротару Іон Теодорович, Светлічний Олексій Васильович, Нечепоренко Володимир Андрійович, Петрічук Валентин Дмитрович, Толпа Анатолій Андрійович, Макаров Григорій Арестович, Шеремет Володимир Олександрович, Теряєв Олександр Митрофанович
Формула / Реферат
Способ обработки металлопроката, включающий прокатку заготовки на заготовочном стане на заданное сечение, после чего полученную заготовку режут на части, прокатывают их на сортопрокатном стане на следующее заданное сечение, полученный металлопрокат режут на прутки, охлаждают, пакетируют, затем пакеты прутков режут на конечные мерные длины, отличающийся тем, что определяют объем прутка конечной мерной длины, после прокатки заготовки на заготовочном стане измеряют ее линейные размеры и определяют ее объем, режут заготовку на заготовочном стане на части, объемы которых кратны объему прутка конечной мерной длины с учетом технологических отходов, затем прокатывают заготовку на сортопрокатном, стане, измеряют линейные размеры полученного металлопроката и режут на прутки, длины прутков кратны конечной мерной длине с учетом технологических отходов при порезке.
Текст
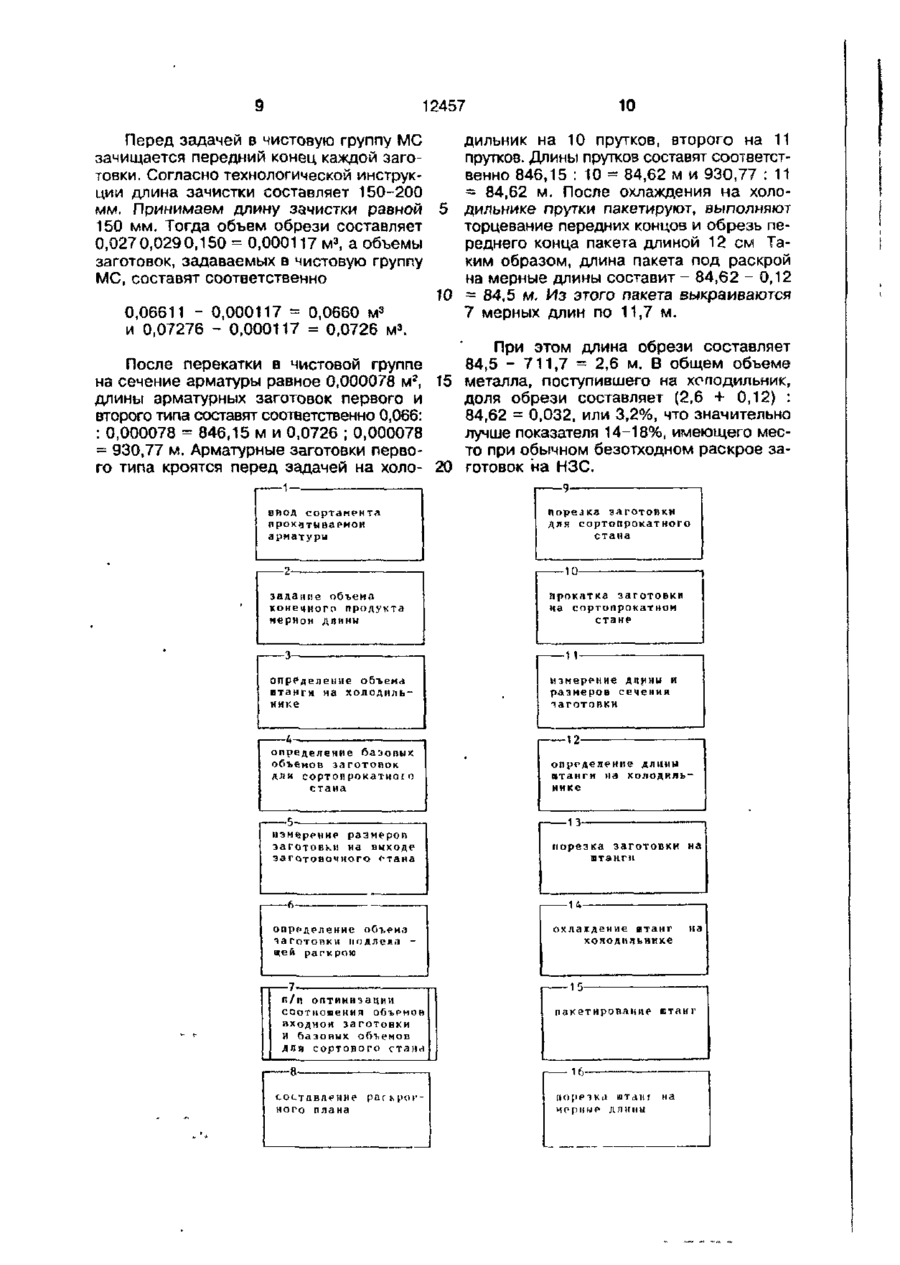
Способ обработки металлопроката, включающий прокатку заготовки на заго товочном стане на заданное сечение, после чего полученную заготовку режут на части, прокатывают их на сортопрокатном стане на следующее заданное сечение, полученный металлопрокат режут на прутки, охлаждают, пакетируют, затем пакеты прутков режут на конечные мерные длины, о т л и ч а ю щ и й с я тем, что определяют объем прутка конечной мерной длины, после прокатки заготовки на заготовочном стане измеряют ее линейные размеры и определяют ее объем,' режут заготовку на заготовочном стане на части, объемы которых кратны объему прутка конечной мерной длины с учетом технологических отходов, затем прокатывают заготовку на сортопрокатном стане, измеряют линейные размеры полученного металлопроката и режут на прутки, длины прутков кратны конечной мерной длине с учетом технологических отходов при порезке Изобретение относится к прокатному производству и может быть использовано 8 прокатных цехах металлургических заводов при резке и обработке заготовок. Известен способ резки и обработки пруткового материала [1], в котором с последней клети прутковый материал подают на механические ножницы Режут прутковый материал на мерные заготовки длиной 1+11 и L+I2. Охлаждают мерные заготовки на охлаждающем стеллаже. Выравнивают мерные заготовки относитель но концов. Режут мерные заготовки на две части длиной L и И, и L и 12. Заготовки длиной L разрезают на п мерных готовых прутков. Заготовки длиной И и 12 подвергаются произвольной резке. Готовые прутки сортируют, обвязывают и передают на обработку Произвольно резаные прутки сортируют, обвязывают и передают на обработку Недостатком указанного способа является образование большого количества продукции нестандартной длины, так как с > О 12457 длина заготовки, которая подвергается раскрою на мелкосортном стане, колеблется в широких пределах и зависит от длины заготовки, передаваемой на мелкосортный стан. Наиболее близким по технической сущности и достигаемому техническому результату является способ обработки (Прокатные станы// Справочник. В 3-х томах. - Т. 2. Средне-, мелкосортные и специальные станы - С. 251,-257 / В.Г. Антипин. СВ. Тимофеев, Д.К. Нестеров, Н.Ф. Грицук, В.А. Степанов, З.В. Пудинов, В.И. Григорьев, Е.Л. Орлов, И.Е. Пацека, В.И. Меляков, В.В. Ланько. - 2-е изд., перераб. и доп. - М.: Металлургия. - 1992), при котором заготовку прокатывают на заготовочном стане на заданное сечение, после чего ее режут на прессе горячей резки с минимальным количеством технологических отходов на данном участке прокатки. Затем заготовку прокатывают на сортопрокатном стане на следующее заданное сечение и режут ее летучими ножницами на прутки заданной длины с минимальным количеством технологических отходов на данном участке прокатки. Прутки охлаждают на холодильнике. Охлажденные прутки пакетируют- Пакеты прутков режут на конечные мерные длины на ножницах холодной резки. Недостатком указанного способа обработки проката является образование большого количества продукции нестандартной длины, что приводит к дополнительным потерям готовой продукции. Основной причиной образования большого количества нестандартных длин является несогласованность раскроя на заготовочном и сортопрокатном станах, заключающаяся в том, что масса раскроенных на заготовочном стане заготовок не кратна массе конечной мерной длины. Разномассовость заготовок обуславливается колебаниями массы исходных слитков, колебаниями объема заготовок за счет отсутствия контроля площади поперечного сечения заготовок. В основу предполагаемого изобретения поставлена задача усовершенствования способа обработки проката, в котором за счет поддержания объемов заготовок по всей технологической линии в таких пределах, чтобы они были кратны объему конечного продукта с учетом технологических отходов, обеспечивается сокращение количества продукции нестандартной длины, что приводит к снижению потерь готовой продукции. 5 10 15 20 25 30 35 40 45 50 55 В предлагаемом способе обработки проката, при котором после прокатки заготовки на заготовочном стане на заданное сечение полученную заготовку режут на части, прокатывают их на сортопрокатном стане на следующее заданное сечение, полученный металлопрокат режут на прутки, прутки охлаждают, пакетируют, пакеты прутков режут на конечные мерные длины, дополнительно предварительно задают объем конечной мерной длины, после прокатки заготовки на заготовочном стане измеряют ее линейные размеры и определяют ее объем, режут заготовку на заготовочном стане на части, объемы которых кратны объему конечной мерной длины с учетом технологических отходов, затем прокатывают заготовку на сортопрокатном стане, измеряют линейные размеры полученного металлопроката, режут его на прутки, длины которых кратны конечной мерной длине с учетом технологических отходов. Задание объема конечной мерной длины позволяет получить исходные данные для выбора объема прутка на холодильнике и объемов заготовок, поступающих с заготовочного стана, кратных объемам прутков. Учет технологических отходов позволяет скомпенсировать возможные потери металла на окалину в методических печах и обрези переднего и заднего концов заготовок, а также погрешности реза на летучих ножницах, так как это величины постоянные на каждом прокатном стане. Измерение линейных размеров заготовки после ее прокатки на заготовочном стане позволяет получить данные для определения объема этой заготовки и соотношения числа заготовок для мелкосортного стана, кратных по объему конечной мерной длине. Порезка заготовки после заготовочного стана на части, объемы которых кратны объему конечной мерной длины с учетом технологических отходов, позволяет обеспечить безотходную переработку слитков переменной массы в заготовки, после прокатки которых обеспечивается стабильность длины прутков, подаваемых на холодильник, что приводит к минимизации отходов при порезке На конечные мерные длины. Измерение длины заготовки после прокатки на мелкосортном' стане позволяет установить оптимальный раскройный план порезки на конечные мерные длины, обеспечивающий минимум немерных отходов, а измерение размеров сечения 12457 необходимо для определения объема продукции конечной мерной длины. • Порезка заготовки на прутки, длины которых кратны конечной мерной длине с учетом технологических отходов обеспе- 5 чивает минимум потерь на обрезь при порезке на конечные мерные длины. Предлагаемый подход позволяет разрешить противоречие, состоящее в необходимости получения конечного продукта 10 фиксированного объема (массы) из слитков, объем (масса) которых изменяется в широких пределах. Способ осуществляется следующим образом. 15 Исходной величиной для реализации способа является объем одной конечной мерной длины. Это значение задается исходя из значения нормируемых параметров: площади сечения и длины. 20 Определяют объем продукта конечной мерной длины. Определяют объемы прутков, задаваемых на холодильник, которые кратны объему продукта конечной мерной длины с учетом известной погрешности 25 работы оборудования. Определяют объемы заготовок передаваемых на мелкосортный стан, кратных объемам прутков с учетом потерь на окалину в методической печи и технологической обрези. Эти объемы при- 30 нимают в качестве базовых для раскроя на ножницах заготовочного стана. Заготовку прокатывают на заготовочном стане, измеряют ее линейные размеры и определяют ее объем. 35 На ножницах заготовочного стана заготовку с минимальными потерями режут на целое число заготовок с базовыми объемами. Полученные заготовки передают на 40 сортопрокатный стан и прокатывают их на заданное сечение. Зная объем и сечение прутка, передаваемого на холодильник сортопрокатного стана, определяют требуемую длину 45 прутка. Измеряют длину и сечение заготовки. Определяют количество прутков требуемой длины, на которое она должна быть порезана. Сечение заготовки исполь- зуется как нормируемый параметр для оп- 50 ределения объема конечного продукта мерной длины. Заготовку режут на прутки требуемой длины и передают для охлаждения на холодильник. Охлажденные прутки пакетируют. 55 Пакеты прутков режут на конечные мерные длины на ножницах холодной резки. На чертеже изображен алгоритм раскроя на заготовочном и сортопрокатном станах. Исходной информацией для раскроя являются данные о сортаменте арматуры, прокатываемой на сортопрокатном стане, вводимые оператором от клавиатуры {блок 1). По этим данным задают объем единичного продукта мерной длины (блок 2) как произведение необходимой длины единичного продукта мерной длины на нормируемое значение площади сечения. Оптимальный объем прутка на холодильнике (блок 3) находится как функция от объема единичной мерной длины, числа мерных длин в прутке и погрешности порезки летучих ножниц перед холодильником. Оптимальные объемы заготовок для сортопрокатного стана (базовые объемы) рассчитываются (блок 4) как функция числа прутков, их объема, объема обрези переднего конца перед задачей в чистовую группу клетей заготовочного стана с учетом потерь объема металла на окалину в методических печах сортопрокатного стана. Далее (блок 5) производится измерение размеров заготовки на выходе заготовочного стана. Определяется объем металла, подлежащий раскрою на заготовочном стане с, учетом потерь на обрезь переднего конца заготовки (блок 6). Далее выполняется итерационная программа оптимизации соответствия объема входной заготовки базовым объемам для сортового стана, кратным объемам прутков на холодильнике (блок 7). Затем с учетом информации о фактических размерах заготовки с заготовочного стана составляется раскройный план порезки заготовки путем определения длин заготовок, соответствующих базовым объемам (блок 8). Согласно раскройного плана производится порезка заготовки, выходящей из заготовочного стана, на заготовки для сортопрокатного стана (блок 9). Порезанные заготовки передаются на сортопрокатный стан и прокатываются на заданное сечение (блок 10). Измеряются длина и размеры сечения полученного металлопроката (блок 11). Исходя из полученных ранее объемов прутков и фактического сечения металлопроката, определяются длины прутков, подаваемых на холодильник (блок 12). Производится порезка металлопроката на прутки определенной длины (блок 13). Прутки охлаждаются на холодильнике (блок 14). Охлажденные прутки пакетируются (блок 15). Пакеты прутков режутся на мерные длины (блок 16). 12457 Пример реализации способа {для условий НЗС 730/500 и МС 250-1 комбината Криворожсталь). Прокатывают арматуру №10. Конечная мерная длина 11,7 м, сечение 0,000078 м 2 . Задают объем ко- 5 нечного мерного прутка - 0,000078 - 11,7 = =0,0009126 м 3 . Для охлаждения на холодильнике арматурная заготовка режется на семимерные прутки, объем которых с учетом возможной погрешности при по- 10 резке на ножницах 2,5 м составляет 8 Объем заготовки г 80 после НЗС (0,9072 м3), подлежащей раскрою, должен быть равен целому числу объемов заготовок для МС, кратных 10 и 11 семимерным пруткам (0,06712 м 3 и 0,073869 м3) при возможно минимальном значении объема обрези DV. Уравнение баланса объемов имеет вид 0,9072 = К100.06712 + +К110,073869 + DV Решением уравнения баланса объемов является количество заготовок, кратОбъем заготовки, поступающей с НЗС, 15 ных по объему 10 семимерным пруткам К10, и количество заготовок, кратных по кратной 10 семимерным пруткам, опредеобъему 11 семимерным пруткам K i t . Расляется с учетом отхода на зачистку печетный объем обрези учтен в уравнении реднего конца между черновой и чистобаланса объемов слагаемым DV. Для повой группами НЗС и потерь на окалину в методической печи. Размеры заготовки на 20 лученного уравнения баланса объемов решение имеет вид выходе из черновой группы составляют 27 х 25 мм. Длина обрези согласно технологической инструкции 150 мм. Тогда К10 = 8, К11 = 5, DV = 0,000895 м 3 . объем отходов на зачистку переднего конца Для управления летучими ножницами между черновой и чистовой группами сос- 25 НЗС расчетные значения объемов должтавляет 0,0270,0250,15 = 0,00010125 м3. ны быть пересчитаны в длины. Потери на окалину в методической печи Длина порезки заготовки а 80 для составляют 2% от объема заготовки. Тадесяти семимерных прутков составит ким образом объем заготовки, поступающей с НЗС, кратной 10 семимерным прут- 30 0,06712 : 0,006368 = 10,54 м, для одиннадцати семимерных прутков соответсткам, составляет: венно 0,073869 : 0,006368 = 11,6 м. После порезки на ножницах НЗС за(100,00658 + 0,00010125)1,02 = =0,06712 м 3 готовки г 80 передаются на мелкосорт_ 35 ный стан, где нагреваются в методичесОбъем заготовки, кратной 11 семиких печах. Объемы заготовок двух типов мерным пруткам, соответственно состасоответственно составляют: вит: 0,0798 0,0798 10,54 = 0,067119 м 3 3 (110,006577 + 0,00010125)1,02 = 40 и 0,0798 0,079811,6 = 0,073869 м . э =0,073869 м При нагреве в печи потери на окалиРезультаты измерения сторон заготовну составляют до двух процентов объема ки [] 80; ширина - 79,8 мм, высота - 79,8 нагреваемого металла. Считаем, что помм. Площадь сечения заготовки а 80 сос- 45 тери объема на окалину составляют 1,5%, г тавляет 0,006368 м . следовательно, объем металла после нагрева в печи составляет 0,985 от объема Результаты измерения сторон заготовметалла до нагрева. Таким образом в черки і і 125: ширина - 125,4 мм, высота новую группу мелкосортного стана будет 125,4 мм. Результаты измерения длины заготовки 0125 - 57,84 м. 50 задано 8 заготовок объемом: Объем заготовки с 125 составляет 3 3 0,1254 0,1254 57,84 = 0,9096 м . 0,985 0,067119 = 0,06611 м Определяют объем заготовки с 125, и 5 заготовок объемом: подлежащей раскрою. Потери на зачист0,9850,073869 = 0,07276 м 3 . ку переднего конца длиной 150 мм перед 55 После прокатки заготовок в черновой чистовой группой НЗС составляют 0,1254 группе МС на сечение 27 х 29 = 783 мм2 3 0,1254150 = 0,00236 м . Тогда объем их длины будут соответственно равны для заготовки ь 125, подлежащей раскрою с заготовок первого типа: учетом потерь на зачистку переднего кон0,06611 : 0,000783 - 84,43 м и ца равен 0,9096 - 0,00236 = 0,9072 м 3 . 0,07276 : 0,000783 = 92,93 м. 70,0009126 + 2,50,000078 = 0,00658 м3 10 12457 Перед задачей в чистовую группу МС зачищается передний конец каждой заготовки. Согласно технологической инструкции длина зачистки составляет 150-200 мм. Принимаем длину зачистки равной 150 мм. Тогда объем обрези составляет 0,0270,0290,150 = 0,000117 мэ, а объемы заготовок, задаваемых в чистовую группу МС, составят соответственно 0,06611 - 0,000117 = 0,0660 м 3 и 0,07276 - 0,000117 = 0,0726 м э . дильник на 10 прутков, второго на 11 прутков. Длины прутков составят соответственно 846,15 : 10 - 84,62 м и 930,77 : 11 ~ 84,62 м. После охлаждения на холодильнике прутки пакетируют, выполняют торцевание передних концов и обрезь переднего конца пакета длиной 12 см Таким образом, длина пакета под раскрой на мерные длины составит - 84,62 - 0,12 10 = 84,5 м. Из этого пакета выкраиваются 7 мерных длин по 11,7 м. При этом длина обрези составляет 84,5 - 711,7 = 2,6 м. В общем объеме После перекатки в чистовой группе на сечение арматуры равное 0,000078 мг, 15 металла, поступившего на холодильник, доля обрези составляет (2,6 + 0,12) : длины арматурных заготовок первого и 84,62 = 0,032, или 3,2%, что значительно второго типа составят соответственно 0,066: лучше показателя 14-18%, имеющего мес: 0,000078 = 846,15 м и 0,0726 ; 0,000078 то при обычном безотходном раскрое за= 930,77 м. Арматурные заготовки первого типа кроятся перед задачей на холо- 20 готовок на НЗС. ввод сортамента прокатывармои арматуры Порезка заготовки для сортопрокатного стана •10 задание объема конечного продукта мерной длины прокатка заготовки на сортопрокатном стане -11 определение объема итанги на холодильнике измереиие длины и размеров сечения заготовки -12 определение базопых объемов заготовок для сортопрокатної о стана -5 определение длины штанги на холодильнике -13 раэмероп заготовки на виходе заготовочного стана порезка заготовки на штанги определение объема заготовки подлежа ~ щей раскрою охлаждение итанг холодильнике на -15п/п оптимизации соотношения объемов входной заготовки и базовых объемов для сортового пакетнрование штанг 16составление par н о г о плана ікфрчкіі ют сі ні ЧРрНЫР ДЛИНЫ на 12457 Упорядник Техред М. Келемеш Коректор Л.Пчолинська Замовлення 522 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing rolled metal products
Автори англійськоюTilha Stepan Serhiiovych, Necheporenko Volodymyr Andriiovych, Makarov Hryhorii Arestovych, Sheremet Volodymyr Oleksandrovych, Horbenko Valerii Dmytrovych, Tolpa Anatolii Andriovych, Tolpa Anatolii Andriiovych, Svetlichnyi Oleksii Vasyliovych, Teriaiev Oleksandr Mytrofanovych, Petrichuk Valentyn Dmytrovych, Rotary Ion Teodorovych
Назва патенту російськоюСпособ обработки металлопроката
Автори російськоюТильга Степан Сергеевич, Нечепоренко Владимир Андреевич, Макаров Григорий Арестович, Шеремет Владимир Александрович, Горбенко Валерий Дмитриевич, Толпа Анатолий Андреевич, Светличный Алексей Васильевич, Теряев Александр Митрофанович, Петричук Валентин Дмитриевич, Ротару Ион Теодорович
МПК / Мітки
МПК: B21B 1/00
Мітки: металопрокату, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/6-12457-sposib-obrobki-metaloprokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металопрокату</a>
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Акулов Валєрій Володимирович, Каплан Володимир Нусійович, Кац Григорій Аронович, Ларіонов Олександр Олексійович
МПК: B22D 11/16
Мітки: лиття, машини, кратних, мірних, заготовок, безперервного, однострумковій, отримання, спосіб
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб одержання блюмової заготовки
Номер патенту: 26248
Опубліковано: 19.07.1999
Автори: Міллер Віктор Вікторович, Нагай Володимир Данилович, Антипенко Валентин Григорович, Хорошілов Микола Макарович, Проценко Юрій Юрьевич, Помазан Костянтин Іванович, Чудновець Олександр Миколаєвич, Глоба Микола Ільіч
МПК: B21B 1/02
Мітки: блюмової, заготовки, спосіб, одержання
Формула / Реферат:
Способ получения блюмовой заготовки, включающий нагрев слитков, горячую прокатку на обжимном стане, отрезку головной и донной части и порезку раската заданного размера на мерные длины, отличающийся тем, что после удаления донной обрези головную часть раската отрезают в несколько приемов, вначале отрезают крайнюю часть головной обрези при соотношении отрезаемой части к общей длине раската 10 - 12 : 100, а последующую отрезку ее производят с...
Спосіб обробки рідких радіоактивних відходів аес
Номер патенту: 13767
Опубліковано: 25.04.1997
Автори: Ліфанов Фьодор Анатольєвіч,, Чєчєльніцкій Гєннадій Моісєєвіч,
МПК: G21F 9/12
Мітки: відходів, рідких, обробки, аес, радіоактивних, спосіб
Формула / Реферат:
1. Способ обработки жидких радиоактивных отходов АЭС, включающий сбор жидких радиоактивных отходов, концентрирование и их остекловывание, отличающийся тем, что жидкие радиоактивные отходы перед остекловыванием подвергают очистке от радионуклидов, причем очистку от радионуклидов ведут до суммарной радиоактивности не выше определенной из соотношения:где Ac - суммарная радиоактивность жидких радиоактивных отходов в пересчете...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Тільга Степан Сергійович, Ротару Іон Теодорович, Череднічок Віталій Тимофійович, Бєляєв Данило Іванович, Бондарук Андрій Всеволодович, Дідківський Олександр Володимирович, Ашимов Марат Ашимович
МПК: B23K 11/04
Мітки: обробки, прокатного, заготовки, виробу, спосіб, механічної
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Спосіб гарячого різання
Номер патенту: 16779
Опубліковано: 29.08.1997
Автори: Летяєв Володимир Сергійович, Іщенко Анатолій Олексійович, Рибальченко Альберт Олексійович, Сидоров Павло Іванович, Дворжак Іван Пилипович, Ким Юрій Юхимович, Сайко Віталій Васильович
МПК: B23D 45/00
Мітки: спосіб, різання, гарячого
Формула / Реферат:
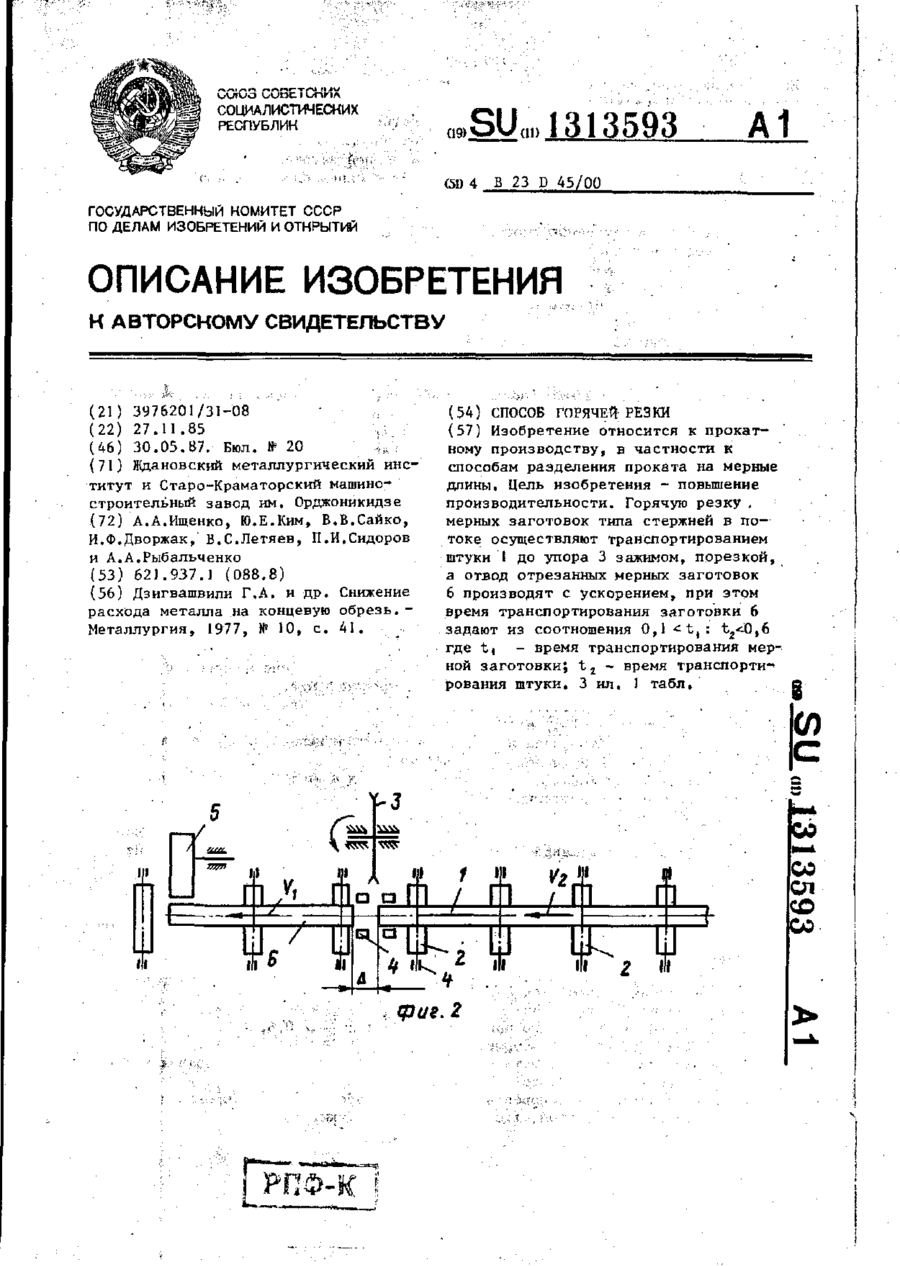
Способ горячей резки мерных заготовок типа стержней в потоке, при котором осуществляют транспортирование штуки до упора, зажим, порезку и отвод отрезанных мерных заготовок, отличающийся тем, что, с целью повышения производительности, отвод отрезанных мерных заготовок производятсускорением. а время транспортирования заготовки залают из соотношения
Попередній патент: Презерватив
Наступний патент: Магнітна система трифазного трансформатора
Випадковий патент: Спосіб діагностики розвитку остеопорозу