Спосіб виготовлення мікропорошків надтвердого матеріалу
Номер патенту: 49909
Опубліковано: 11.05.2010
Автори: Богатирьова Галина Павлівна, Майстренко Анатолій Львович, Петасюк Григорій Андрійович, Тафтай Едуард Іванович, Нестеренко Юрій Валерійович, Сизоненко Ольга Миколаївна, Ільницька Галина Дмитриївна, Липян Євген Васильович, Олійник Нонна Олександрівна, Торпаков Андрій Сергійович
Формула / Реферат
1. Спосіб виготовлення мікропорошків надтвердого матеріалу, що включає овалізацію зерен і поділ на вузькі класи за розмірами зерен на центрифугах, який відрізняється тим, що овалізацію зерен здійснюють шляхом тонкого подрібнення порошків ударно-хвильовою обробкою високовольтними імпульсними розрядами при таких параметрах розрядного контуру: напрузі 40-50 кВ та індуктивності розрядного контуру 0,5-1,0 мкГн, означену обробку проводять в робочому рідинному середовищі у вигляді суспензії при співвідношенні маси матеріалу та маси рідинного середовища від 1:3 до 1:100.
2. Спосіб за п. 1, який відрізняється тим, що як робоче рідинне середовище використовують воду або 1-10 % розчин поверхнево-активної речовини.
Текст
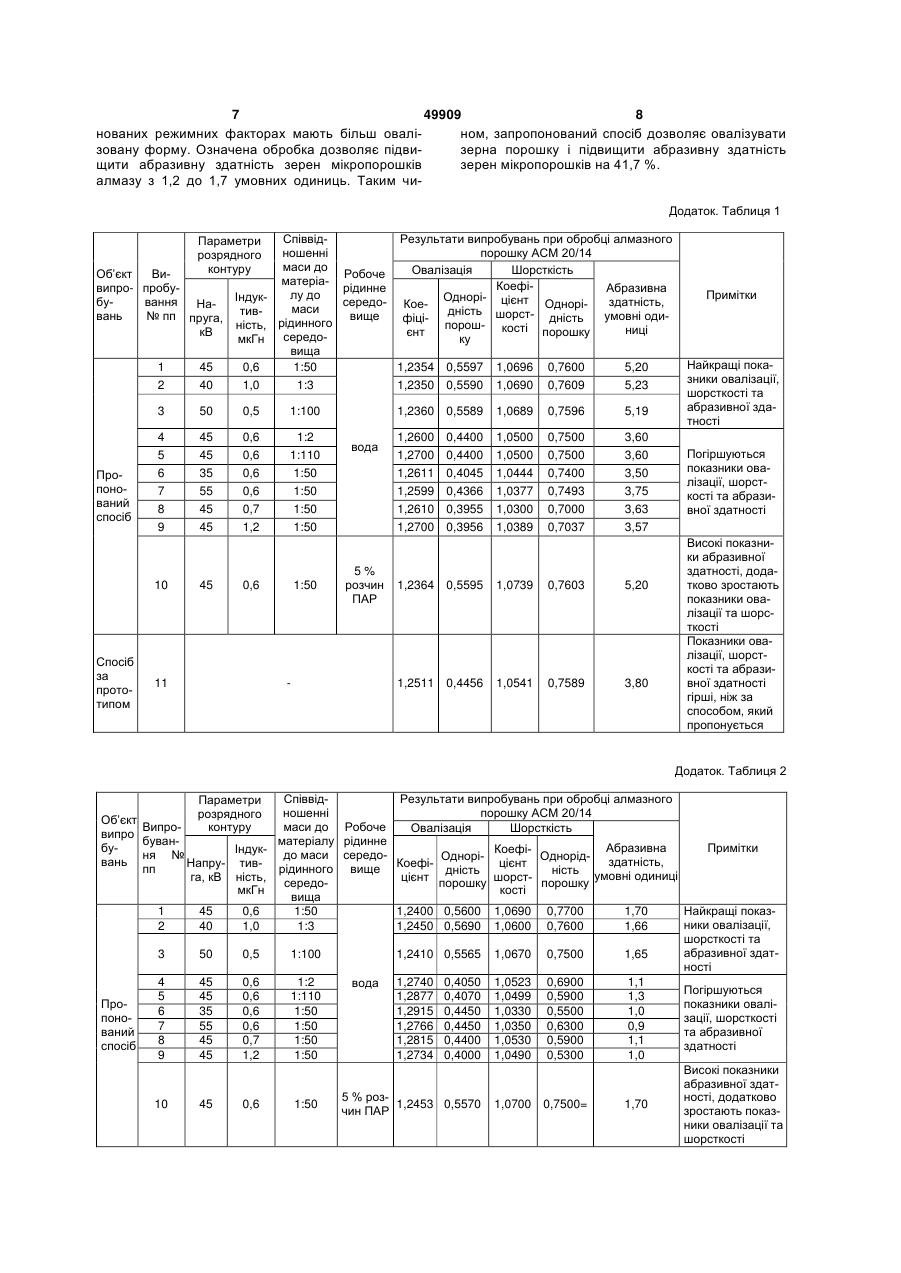
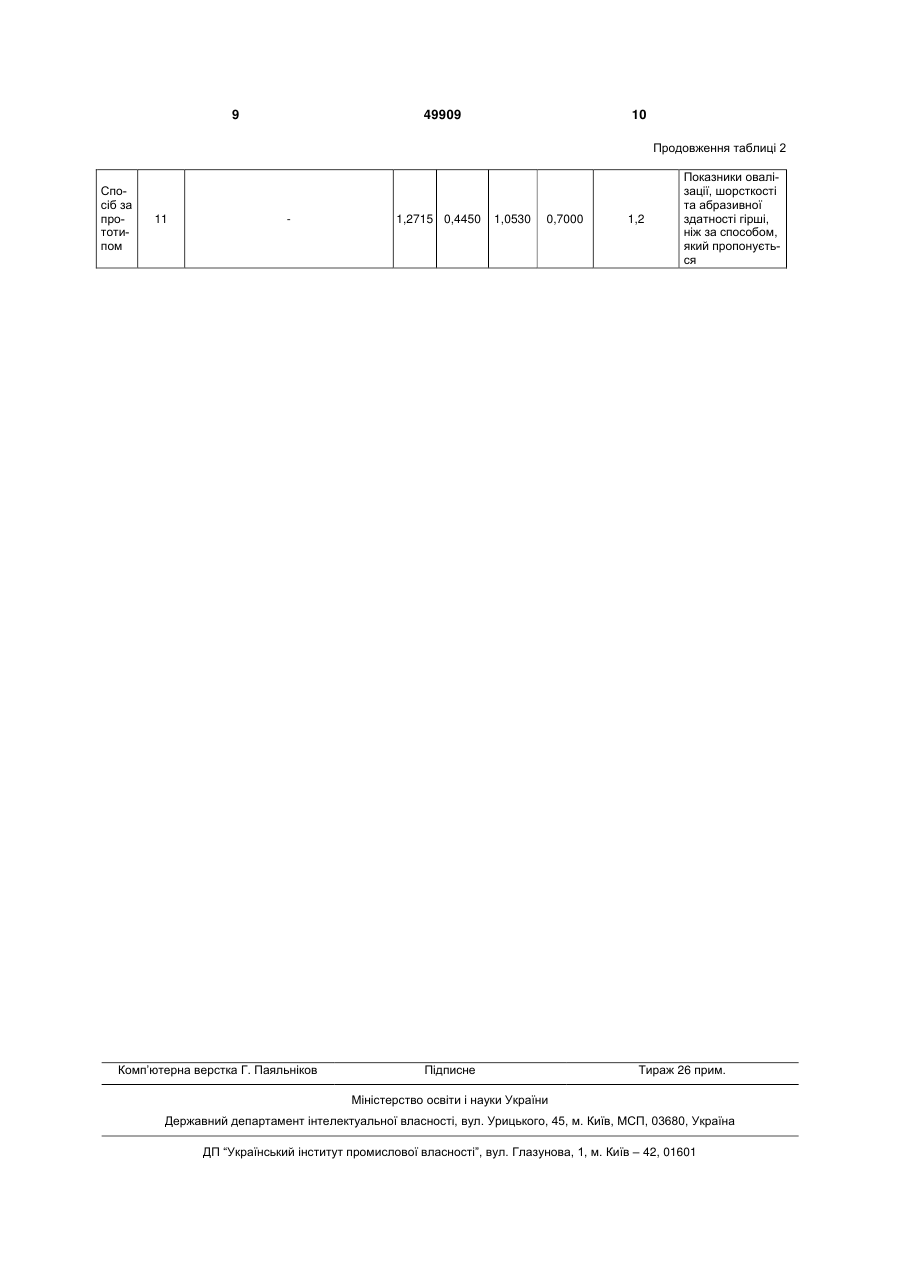
1. Спосіб виготовлення мікропорошків надтвердого матеріалу, що включає овалізацію зерен і поділ на вузькі класи за розмірами зерен на центрифугах, який відрізняється тим, що овалізацію зерен здійснюють шляхом тонкого подрібнення порошків ударно-хвильовою обробкою високовольтними імпульсними розрядами при таких параметрах розрядного контуру: напрузі 40-50 кВ та індуктивності розрядного контуру 0,5-1,0 мкГн, означену обробку проводять в робочому рідинному середовищі у вигляді суспензії при співвідношенні маси матеріалу та маси рідинного середовища від 1:3 до 1:100. 2. Спосіб за п. 1, який відрізняється тим, що як робоче рідинне середовище використовують воду або 1-10 % розчин поверхнево-активної речовини. Корисна модель відноситься до галузі виготовлення шліфувальних порошків, а саме мікропорошків надтвердого матеріалу (синтетичного алмазу, кубічного нітриду бору), які можуть бути використані при виготовленні абразивного інструменту для обробки різноманітних матеріалів на різних стадіях процесу обробки. Відомий спосіб виготовлення мікропорошків синтетичного алмазу, що включає овалізацію алмазних зерен і поділ на вузькі класи за розмірами зерен на центрифугах, при цьому овалізацію алмазних зерен проводять шляхом механічного подрібнення алмазної сировини, після чого здійснюють хімічне очищення [Никитин Ю.И. «Технология изготовления и контроль качества алмазных порошков», с.206]. Такий же спосіб застосовують при виготовленні мікропорошків кубічного нітриду бору. Недоліком зазначеного способу є те, що такий процес овалізації триває десятки годин, а в ре зультаті не до кінця руйнуються слабкі пластинчасті і голчасті зерна, на поверхні зерен залишаються гострі кути, тому при роботі абразивного інструмента, виготовленого з таких порошків, наприклад, при поліруванні на поверхні оброблюваних деталей залишаються невеликі подряпини різної глибини. Відомий найбільш близький за технічною суттю до корисної моделі спосіб виготовлення мікропорошків надтвердого матеріалу, в тому числі синтетичного алмазу, що включає овалізацію алмазних зерен і поділ на вузькі класи за розмірами зерен на центрифугах шляхом хімічної або електрохімічної обробки, при цьому хімічну обробку алмазних зерен проводять в 20 - 40 % розчині лугу з додаванням 5 - 10 % перекису водню впродовж 40 - 60 хв., а електрохімічну обробку алмазних зерен проводять в 1 - 5 % розчині лугу з додаванням 2 - 5 % перекису водню при силі струму на електродах 5-10 А/м2 впродовж 20 - 40 хв. Крім (19) UA (11) 49909 (13) U (21) u200913969 (22) 30.12.2009 (24) 11.05.2010 (46) 11.05.2010, Бюл.№ 9, 2010 р. (72) БОГАТИРЬОВА ГАЛИНА ПАВЛІВНА, МАЙСТРЕНКО АНАТОЛІЙ ЛЬВОВИЧ, СИЗОНЕНКО ОЛЬГА МИКОЛАЇВНА, ОЛІЙНИК НОННА ОЛЕКСАНДРІВНА, ІЛЬНИЦЬКА ГАЛИНА ДМИТРІЇВНА, ПЕТАСЮК ГРИГОРІЙ АНДРІЙОВИЧ, НЕСТЕРЕНКО ЮРІЙ ВАЛЕРІЙОВИЧ, ТАФТАЙ ЕДУАРД ІВАНОВИЧ, ТОРПАКОВ АНДРІЙ СЕРГІЙОВИЧ, ЛИПЯН ЄВГЕН ВАСИЛЬОВИЧ (73) ІНСТИТУТ НАДТВЕРДИХ МАТЕРІАЛІВ ІМ. В.М. БАКУЛЯ НАН УКРАЇНИ, ІНСТИТУТ ІМПУЛЬСНИХ ПРОЦЕСІВ І ТЕХНОЛОГІЙ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, БОГАТИРЬОВА ГАЛИНА ПАВЛІВНА, МАЙСТРЕНКО АНАТОЛІЙ ЛЬВОВИЧ, СИЗОНЕНКО ОЛЬГА МИКОЛАЇВНА, ОЛІЙНИК НОННА ОЛЕКСАНДРІВНА, ІЛЬНИЦЬКА ГАЛИНА ДМИТРІЇВНА, ПЕТАСЮК ГРИГОРІЙ АН 3 49909 4 того після овалізації алмазних зерен шляхом хімі1:100, при чому, як робоче рідинне середовище чної або електрохімічної обробки здійснюють ульвикористовують воду або розчин 1-10 % ПАР. тразвукову обробку впродовж не більш 30 хв. [див. В процесі обробки в робочому рідинному сеПатент на корисну модель України № 42050 МПК редовищі завдяки тонкому подрібненню порошків B24D 3/06, С01В 31/06. - опубл. 25.06.2009. - Бюл. ударно-хвильовою обробкою високовольтними 12,2009]. імпульсними розрядами, утворюються ударні хвиНедоліком зазначеного способу є те, що такий лі, гідропотік та частково здійснюється електроліз процес овалізації зерен пов'язан зі значними виробочого рідинного середовища з утворенням іотратами хімічних реактивів, низькою безпекою нів кисню. Іони кисню вступають у реакцію взаємопраці та забрудненням навколишнього середовидії з поверхнею надтвердого матеріалу в першу ща. В результаті овалізації мікропорошків шляхом чергу на активованих центрах, які на зернах мікрохімічної або електрохімічної обробки неповністю порошків з'являються на виступах, де накопичуруйнуються слабкі зерна, на поверхні зерен залиється максимум дислокацій. Поверхня алмазних шаються гострі кути, тому при роботі абразивного мікропорошків активується як за рахунок очищенінструмента, виготовленого з таких порошків, наня поверхні від домішок, так і від порушення струкприклад, при поліруванні на поверхні оброблюватури поверхневого шару, що сприяє посиленню них деталей залишаються подряпини. Поверхня ефекту овалізації. Ударна хвиля при взаємодії з зерен недостатньо шорстка тому зерна не міцно поверхнею матеріалу (спека), формує в об'ємі маутримаються у матриці прошарку, що містить потеріалу напружений стан. Розтягуючі напруги вирошок надтвердого матеріалу та викришуються з кликають розвиток мікрощілин. Завдяки дії рідиннеї, це призводить до зниження малої працездатного середовища на утвореній поверхні ності інструменту. адсорбуються молекули рідини, які не дозволяють В основу корисної моделі покладено завдання змикатися краям мікрощілин (виконують розклитакого вдосконалення способу виготовлення мікнюючу дію), що сприяє подрібненню, овалізації та ропорошків надтвердого матеріалу, при якому за підвищенню шорсткості. В центрі фронту хвилі рахунок проведення овалізації зерен шляхом тонстиску може бути розташована лише дуже мала кого подрібнення порошків ударно-хвильовою обмаса матеріалу. Тому при співвідношенні маси робкою високовольтними імпульсними розрядами матеріалу до маси рідинного середовища нижче при пропонованих параметрах відбувається руйза 1:3 або вище за 1:100, завдяки тому, що в пернування слабких дефектних зерен, усуваються шому випадку маса матеріалу не має змоги вільгострі кути і крайки на поверхні зерен мікропорошного переміщення під впливом гідропотоку, а в ків надтвердого матеріалу, підвищується шорстдругому через те, що матеріал дуже рідкий, при кість матеріалу, завдяки чому досягаються прогнобудь яких значеннях параметрів розрядного конзовані результати роботи абразивного туру обробка матеріалу дуже тривала та призвоінструмента, а також розширюються технологічні дить до незначної овалізації та шорсткості зерен можливості процесу абразивної обробки в цілому. порошку. Означене завдання вирішується завдяки тому, Величину напруг, які виникають у ПС, можна що в способі виготовлення мікропорошків надтверегулювати, змінюючи характеристики рідинного рдого матеріалу, що включає овалізацію зерен і середовища (співвідношення маси твердого матеподіл на вузькі класи за розмірами зерен на ріалу до рідинного середовища) та параметри роцентрифугах, згідно корисної моделі овалізацію зрядного контуру: напругу та індуктивність. зерен здійснюють шляхом тонкого подрібнення У випадку, коли рівень напруги розрядного копорошків ударно-хвильовою обробкою високовонтуру становить 40-50 кВ, індуктивность дорівнює льтними імпульсними розрядами при таких пара0,5-1,0 мкГн, співвідношення маси матеріалу до метрах розрядного контуру: напрузі 40-50 кВ та маси рідинного середовища від 1:3 до 1:100 сфоіндуктивності розрядного контуру 0,5-1,0 мкГн, цю рмовані напруги не перевищують міцності матеріобробку проводять в робочому рідинному середоалу, відбувається накопичування втомлювальнісвищі у вигляді суспензії при співвідношенні маси них напруг, які в остаточному рахунку, призводять матеріалу до маси рідинного середовища від 1:3 до руйнування зерен надтвердого матеріалу. Оддо 1:100, в якості робочого рідинного середовища ночасна дія гідропотоку та процесу окислення повикористовують воду або розчин 1-10 % поверхверхні зерен під впливом електролізу рідинного невоакивної речовини (ПАР). середовища призводять до максимальної овалізаПричинно-наслідковий зв'язок між сукупністю ції зерен та їх шорсткості. Однорідність порошків ознак, що характеризує пропонований спосіб і техза цими характеристиками стабільно висока. Абнічними ефектами, які досягаються при її реалізаразивна здатність порошку висока. ції, полягає в наступному. Якщо напруга розрядного контуру нижче за 40 У способі, що заявляється, овалізацію зерен кВ, індуктивність вище 1 мкГн, співвідношення маздійснюють шляхом тонкого подрібнення порошків си матеріалу до маси рідинного середовища вище ударно-хвильовою обробкою високовольтними 1:100, накопичування втомлювальнісних напруг імпульсними розрядами при таких параметрах здійснюється надто довго, руйнування зерен, їх розрядного контуру: напрузі 40-50 кВ та індуктивовалізація та окислення поверхні зерен з утворенності розрядного контуру 0,5-1,0 мкГн, обробку ням шорсткості практично не здійснюються Як напроводять в робочому рідинному середовищі у слідок, абразивна здатність порошку лишається на вигляді суспензії при співвідношенні маси матерірівні вихідного порошку. алу до маси рідинного середовища від 1:3 до Якщо напруга розрядного контура вища за 50 кВ, індуктивность нижче за 0,5 мкГн, співвідно 5 49909 6 шення маси матеріалу до маси рідинного середольтними імпульсними розрядами, які були створені вища нижче за 1:3 напруги сформовані в момент за допомогою генератора імпульсних струмів типу взаємодії ударної хвилі з поверхнею матеріалу ГІС 50. Параметри розрядного контуру складали: перевищують міцність матеріалу, руйнування пронапруга 45 кВ та індуктивність 0,6 мкПс Означена ходить за короткий час без накопичування втомобробка була проведена в робочому рідинному лювальнісних напруг. В цьому випадку не вистасередовищі (у воді) у вигляді суспензії при співвідчає часу для дії гідропотоку та процесу окислення ношенні маси матеріалу до маси рідинного сереповерхні зерен під впливом електролізу рідинного довища 1:50, що знаходилась у ємкості з матеріасередовища овалізація зерен та утворення шорстлу, що не проводить струм. Потім овалізований кості не здійснюється. Як наслідок, абразивна здамікропорошок на центрифузі поділяли на вузьки тність порошку низька. класи за розмірами зерен. З урахуванням описаних вище роз'яснень моРезультати зведено у таблицю 1 (додається). жна зробити такі висновки: При тих же самих умовах було проведено 1. При овалізації зерен шляхом тонкого подріовалізацію зерен порошку кубічного нітриду бору бнення порошків ударно-хвильовою обробкою виKM 20/14 шляхом тонкого подрібнення порошків соковольтними імпульсними розрядами при таких ударно-хвильовою обробкою високовольтними параметрах розрядного контуру: напрузі 40-50 кВ імпульсними розрядами. та індуктивності розрядного контуру 0,5-1,0 мкГн, Потім овалізований мікропорошок на центрипроведенні означеної обробки в робочому рідинфузі поділяли на вузьки класи за розмірами зерен. ному середовищі у вигляді суспензії при співвідРезультати зведено у таблицю 2 (додається). ношенні маси матеріалу до маси рідинного сереПри виготовлення мікропорошків синтетичних довища від 1:3 до 1:100 овалізація, шорсткість та алмазів досягнуті такі показники: абразивна здатність порошку лишаються стабіль- коефіцієнт форми становить 1,2354; однорідно високими. ність порошку за коефіцієнтом форми становить 2. При овалізації зерен шляхом тонкого подрі0,5597; бнення порошків ударно-хвильовою обробкою ви- шорсткість порошку становить 1,0696; односоковольтними імпульсними розрядами при таких рідність порошку за шорсткістю становить 0,7600. параметрах розрядного контуру: напрузі нижче за - абразивна здатність становить 5,20 умовних 40 кВ та індуктивності вище за 1,0 мкГн, провеодиниць. денні означеної обробки в робочому рідинному При виготовлення мікропорошків кубічного нітсередовищі у вигляді суспензії при співвідношенні риду бору досягнуті такі показники: маси матеріалу до маси рідинного середовища - коефіцієнт форми становить 1,2400; однорідвище за 1:100 овалізація, шорсткість та абразивна ність порошку за коефіцієнтом форми становить здатність порошку погіршаться. 0,5600; 3. При овалізації зерен шляхом тонкого подрі- шорсткість порошку становить 1,0690; однобнення порошків ударно-хвильовою обробкою вирідність порошку за шорсткістю становить 0,7700. соковольтними імпульсними розрядами при таких - абразивна здатність становить 1,7 умовних параметрах розрядного контуру: напрузі вище одиниць. за50 кВ та індуктивності нижче за 0,5 мкГн провеСпосіб було реалізовано також при граничних денні означеної обробки в робочому рідинному (приклади 2-3), при виході за границі (приклади 4середовищі у вигляді суспензії при співвідношенні 9) пропонованих режимних параметрів, а також за маси матеріалу до маси рідинного середовища прототипом (приклад 11). нижче за 1:3 овалізація, шорсткість та абразивна При заміні робочого середовища на 1-10 % здатність порошку погіршаться. розчин ПАР, наприклад Катопін, результати проПісля овалізації зерен шляхом тонкого подрібцесу суттєво не змінюються. Зміна масової долі нення порошків ударно-хвильовою обробкою виПАР у воді також суттєво не впливає на результасоковольтними імпульсними розрядами мікропоти виготовлення мікропорошку (приклад 10). рошок розділяють на класи по вузьких розмірах Як випливає з приведених вище експеримензерен на центрифугах. тальних даних, запропонований спосіб із застосуКонтроль за повнотою проведення процесу ванням овалізації зерен шляхом тонкого подрібовалізації здійснюється по визначенню технологічнення порошків ударно-хвильовою обробкою них характеристик для алмазних мікропорошків: за високовольтними імпульсними розрядами дозвокоефіцієнтом форми і абразивної здатності по ляє отримати наступні показники ефективності: ДСТУ 3292-95; для мікропорошків кубічного нітри- при обробці алмазного порошку - зменшити ду бору: за коефіцієнтом форми і абразивної здаткоефіцієнт форми з 1,2511 до 1,2354, таким чином, ності по ТУ У 88. 090 018-98. зерна після означеної обробки при пропонованих Шорсткість порошку визначають при діагносрежимних факторах мають більш овалізовану фотиці морфометричних характеристик порошку на рму. Означена обробка дозволяє підвищити абраприборі DiaInspect.OSM фирмы VOLLSTADT зивну здатність зерен мікропорошків алмазу з 3,80 DIMANT GmbH до 5,20 умовних одиниць. Таким чином, запропоПриклади конкретної реалізації пропонованого нований спосіб дозволяє овалізувати зерна пороспособу. шку і підвищити абразивну здатність зерен мікроПриклад 1. Брали алмазний мікропорошок зепорошків на 36,8 %. рнистості 20/14 масою 1000 каратів, і проводили - при обробці порошку кубічного нітриду - змеовалізацію зерен шляхом тонкого подрібнення ншити коефіцієнт форми з 1,2715 до 1,2400, таким порошків ударно-хвильовою обробкою високовочином, зерна після означеної обробки при пропо 7 49909 8 нованих режимних факторах мають більш оваліном, запропонований спосіб дозволяє овалізувати зовану форму. Означена обробка дозволяє підвизерна порошку і підвищити абразивну здатність щити абразивну здатність зерен мікропорошків зерен мікропорошків на 41,7 %. алмазу з 1,2 до 1,7 умовних одиниць. Таким чиДодаток. Таблиця 1 СпіввідРезультати випробувань при обробці алмазного ношенні порошку АСМ 20/14 маси до Овалізація Шорсткість Об’єкт ВиРобоче матеріаКоефівипро- пробурідинне Абразивна лу до Індукбування середо- Кое- Однорі- цієнт Одноріздатність, Намаси дність шорствань № пп пруга, тиввище умовні одифіцідність ність, рідинного порош- кості ниці кВ єнт порошку середомкГн ку вища 1 45 0,6 1:50 1,2354 0,5597 1,0696 0,7600 5,20 2 40 1,0 1:3 1,2350 0,5590 1,0690 0,7609 5,23 Параметри розрядного контуру 3 Пропонований спосіб 50 0,5 1:100 4 5 6 7 8 9 45 45 35 55 45 45 0,6 0,6 0,6 0,6 0,7 1,2 1:2 1:110 1:50 1:50 1:50 1:50 10 Спосіб за прототипом 45 0,6 11 1:50 1,2360 вода 5% розчин ПАР 0,5589 1,0689 0,7596 5,19 1,2600 1,2700 1,2611 1,2599 1,2610 1,2700 0,4400 0,4400 0,4045 0,4366 0,3955 0,3956 1,0500 1,0500 1,0444 1,0377 1,0300 1,0389 0,7500 0,7500 0,7400 0,7493 0,7000 0,7037 3,60 3,60 3,50 3,75 3,63 3,57 1,2364 0,5595 1,0739 0,7603 5,20 1,2511 0,4456 1,0541 0,7589 3,80 Примітки Найкращі показники овалізації, шорсткості та абразивної здатності Погіршуються показники овалізації, шорсткості та абразивної здатності Високі показники абразивної здатності, додатково зростають показники овалізації та шорсткості Показники овалізації, шорсткості та абразивної здатності гірші, ніж за способом, який пропонується Додаток. Таблиця 2 СпіввідРезультати випробувань при обробці алмазного ношенні порошку АСМ 20/14 Об’єкт Випромаси до Робоче Овалізація Шорсткість випро буванматеріалу рідинне буПримітки Абразивна ІндукКоефіня № до маси середоОдноріОднорідвань здатність, Напру- тивКоефіцієнт пп рідинного вище дність ність умовні одиниці га, кВ ність, цієнт шорстсередопорошку порошку мкГн кості вища 1 45 0,6 1:50 1,2400 0,5600 1,0690 0,7700 1,70 Найкращі показники овалізації, 2 40 1,0 1:3 1,2450 0,5690 1,0600 0,7600 1,66 шорсткості та абразивної здат3 50 0,5 1:100 1,2410 0,5565 1,0670 0,7500 1,65 ності 4 45 0,6 1:2 1,1 вода 1,2740 0,4050 1,0523 0,6900 Погіршуються 5 45 0,6 1:110 1,2877 0,4070 1,0499 0,5900 1,3 Пропоказники овалі6 35 0,6 1:50 1,2915 0,4450 1,0330 0,5500 1,0 понозації, шорсткості 7 55 0,6 1:50 1,2766 0,4450 1,0350 0,6300 0,9 ваний та абразивної 8 45 0,7 1:50 1,2815 0,4400 1,0530 0,5900 1,1 спосіб здатності 9 45 1,2 1:50 1,2734 0,4000 1,0490 0,5300 1,0 Високі показники абразивної здат5 % розності, додатково 10 45 0,6 1:50 1,2453 0,5570 1,0700 0,7500= 1,70 чин ПАР зростають показники овалізації та шорсткості Параметри розрядного контуру 9 49909 10 Продовження таблиці 2 Спосіб за прототипом 11 Комп’ютерна верстка Г. Паяльніков 1,2715 0,4450 1,0530 0,7000 Підписне 1,2 Показники овалізації, шорсткості та абразивної здатності гірші, ніж за способом, який пропонується Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing micropowders of superhard materials
Автори англійськоюBohatyriova Halyna Pavlivna, Maistrenko Anatolii Lvovych, Syzonenko Olha Mykolaivna, Oliinyk Nonna Oleksandrivna, Ilnytska Halyna Dmytrivna, Petasiuk Hryhorii Andriiovych, Nesterenko Yurii Valeriiovych, Taftai Eduard Ivanovych, Torpakov Andrii Serhiiovych, Lypian Yevhen Vasyliovych
Назва патенту російськоюСпособ изготовления микропорошков сверхтвердых материалов
Автори російськоюБогатирева Галина Павловна, Майстренко Анатолий Львович, Сизоненко Ольга Николаевна, Олейник Нонна Александровна, Ильницкая Галина Дмитриевна, Петасюк Григорий Андреевич, Нестеренко Юрий Валерьевич, Тафтай Эдуард Иванович, Торпаков Андрей Сергеевич, Липян Евгений Васильевич
МПК / Мітки
МПК: C01B 31/06, B24D 3/06
Мітки: виготовлення, спосіб, надтвердого, матеріалу, мікропорошків
Код посилання
<a href="https://ua.patents.su/5-49909-sposib-vigotovlennya-mikroporoshkiv-nadtverdogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення мікропорошків надтвердого матеріалу</a>
Спосіб виготовлення композиційного надтвердого матеріалу
Номер патенту: 11406
Опубліковано: 15.12.2005
Автори: Богатирьова Галина Павлівна, Майстренко Анатолій Львович, Гордєєв Сєргєй Константіновіч, Нікітін Юрій Іванович, Новіков Микола Васильович, Полторацький Володимир Григорович
МПК: C01B 31/06, C01B 31/36
Мітки: композиційного, виготовлення, матеріалу, надтвердого, спосіб
Формула / Реферат:
1. Спосіб виготовлення композиційного надтвердого матеріалу, що включає брикетування алмазовмісного затравочного порошку, порошку тугоплавкого матеріалу і наступну обробку вуглецевмісним газом, який відрізняється тим, що як порошок тугоплавкого матеріалу беруть порошок спеченого карбіду бору, алмазовмісного затравочного порошку беруть 70-90 мас.%, а обробку вуглецевмісним газом проводять при розрідженні 2,0-5,0-10-4 Па при температурі...
Спосіб виготовлення мікропорошків синтетичного алмазу
Номер патенту: 42050
Опубліковано: 25.06.2009
Автори: Базалій Галина Андріївна, Олійник Нонна Олександрівна, Маринич Маргарита Анатоліївна, Богатирьова Галина Павлівна, Ільницька Галина Дмитриївна
МПК: C01B 31/06, B24D 3/06
Мітки: виготовлення, спосіб, синтетичного, алмазу, мікропорошків
Формула / Реферат:
1. Спосіб виготовлення мікропорошків синтетичного алмазу, що включає овалізацію алмазних зерен і поділ на вузькі класи за розмірами зерен на центрифугах, який відрізняється тим, що овалізацію алмазних зерен здійснюють шляхом хімічної або електрохімічної обробки, при цьому хімічну обробку алмазних зерен проводять в 20-40 % розчині лугу з додаванням 5-10 % перекису водню протягом 40-60 хв., а електрохімічну обробку алмазних зерен проводять в...
Спосіб виготовлення композиційного надтвердого матеріалу
Номер патенту: 13717
Опубліковано: 17.04.2006
Автори: Новіков Микола Васильович, Богатирьова Галина Павлівна, Ігнатуша Анатолій Іванович, Нікітін Юрій Іванович, Полторацький Володимир Григорович
МПК: C01B 21/064
Мітки: надтвердого, матеріалу, композиційного, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення композиційного надтвердого матеріалу, що включає брикетування затравочного порошку, обробку його вуглецевмісним газом з наступним виготовленням з отриманого композиційного матеріалу шліфпорошків, який відрізняється тим, що як затравочний порошок беруть дрібнозернистий порошок кубічного нітриду бору, який перед брикетуванням обробляють 1-3% спиртовим або водним розчином желатину, а обробку вуглецевмісним газом ведуть у...
Спосіб одержання композиційного матеріалу на основі мікропорошків, субмікропорошків та нанопорошків алмазу
Номер патенту: 21463
Опубліковано: 15.03.2007
Автори: Соколов Олександр Миколайович, Гаргін Владислав Герасимович, Русінова Наталія Олександрівна, Шульженко Олександр Олександрович
МПК: C22C 26/00
Мітки: основі, матеріалу, мікропорошків, субмікропорошків, алмазу, одержання, спосіб, нанопорошків, композиційного
Формула / Реферат:
1. Спосіб одержання композиційного матеріалу на основі мікропорошків, субмікропорошків та нанопорошків алмазу, що включає готування суміші з алмазних порошків та добавок, нагрівання цієї суміші при тиску не менше 5 ГПа до температури спікання і витримку при цій температурі, який відрізняється тим, що як добавки використовують принаймні один оксид, вибраний з ряду: оксид цинку, оксид кадмію, оксид ртуті, оксид свинцю в кількості 1-15 мас. %...
Спосіб виготовлення композиційного надтвердого матеріалу на основі алмазу
Номер патенту: 57472
Опубліковано: 17.07.2006
Автори: Полторацький Володимир Григорович, Жуков Сєргєй Гєрмановіч, Новіков Микола Васильович, Гордєєв Сєргєй Константіновіч, Богатирьова Галина Павлівна, Нікітін Юрій Іванович
МПК: C01B 31/06, C30B 29/04
Мітки: спосіб, композиційного, матеріалу, основі, виготовлення, алмазу, надтвердого
Формула / Реферат:
Пристрій транспортувальний містить забезпечений очисниками корпус, на якому змонтована вал-шестірня, що взаємодіє з приводом, з шестірнею, штовхач, що складається з балки і напрямних, що взаємодіють з роликами, а також зубчастої рейки. На валу-шестірні встановлені котки, виконані з діаметром, що дорівнює діаметру ділильного кола шестірні, при цьому напрямні розміщені на верхній і нижній поверхнях балки штовхача, а осі роликів виконані...
Попередній патент: Спосіб видобування синтетичних алмазів
Наступний патент: Спосіб прогнозування несприятливого перебігу туберкульозу легень
Випадковий патент: Спосіб двозондового електричного бокового каротажу комбінацією прямих вимірів