Спосіб декорування виробів із дерева
Номер патенту: 50262
Опубліковано: 15.10.2002
Автори: Сухицький Валерій Валерійович, Єрошенко Євген Анатолійович
Формула / Реферат
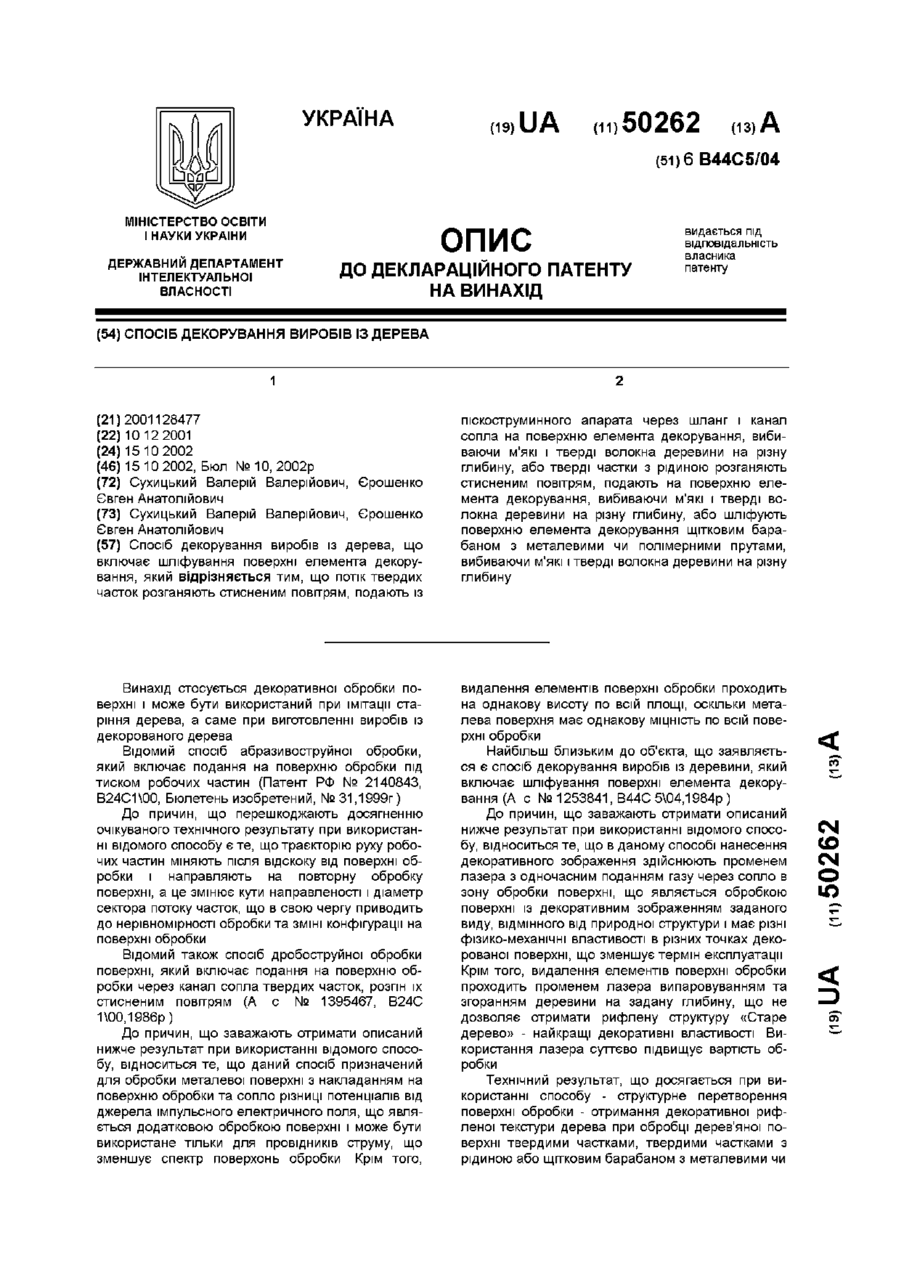
Спосіб декорування виробів із дерева, що включає шліфування поверхні елемента декорування, який відрізняється тим, що потік твердих часток розганяють стисненим повітрям, подають із піскоструминного апарата через шланг і канал сопла на поверхню елемента декорування, вибиваючи м'які і тверді волокна деревини на різну глибину, або тверді частки з рідиною розганяють стисненим повітрям, подають на поверхню елемента декорування, вибиваючи м'які і тверді волокна деревини на різну глибину, або шліфують поверхню елемента декорування щітковим барабаном з металевими чи полімерними прутами, вибиваючи м'які і тверді волокна деревини на різну глибину.
Текст
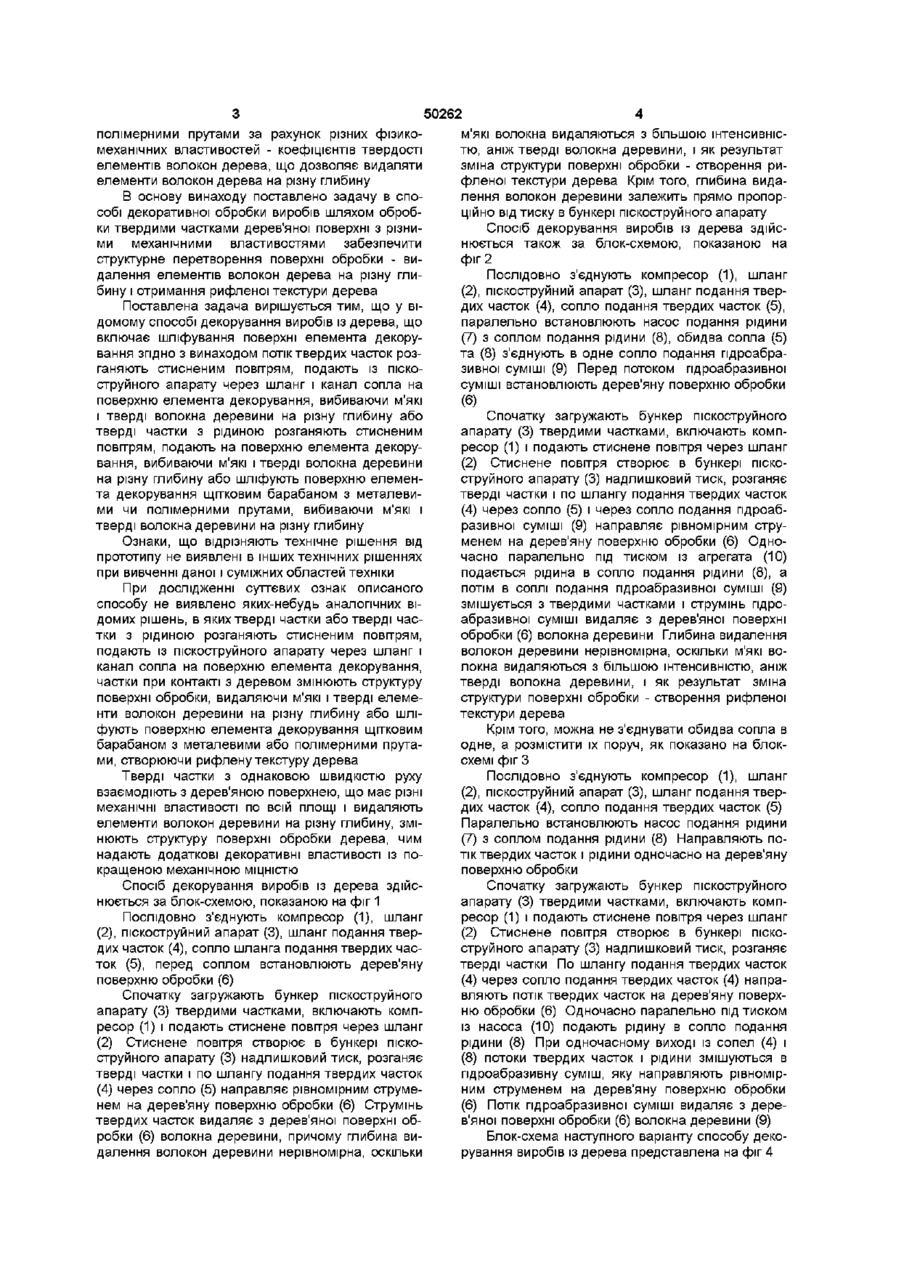
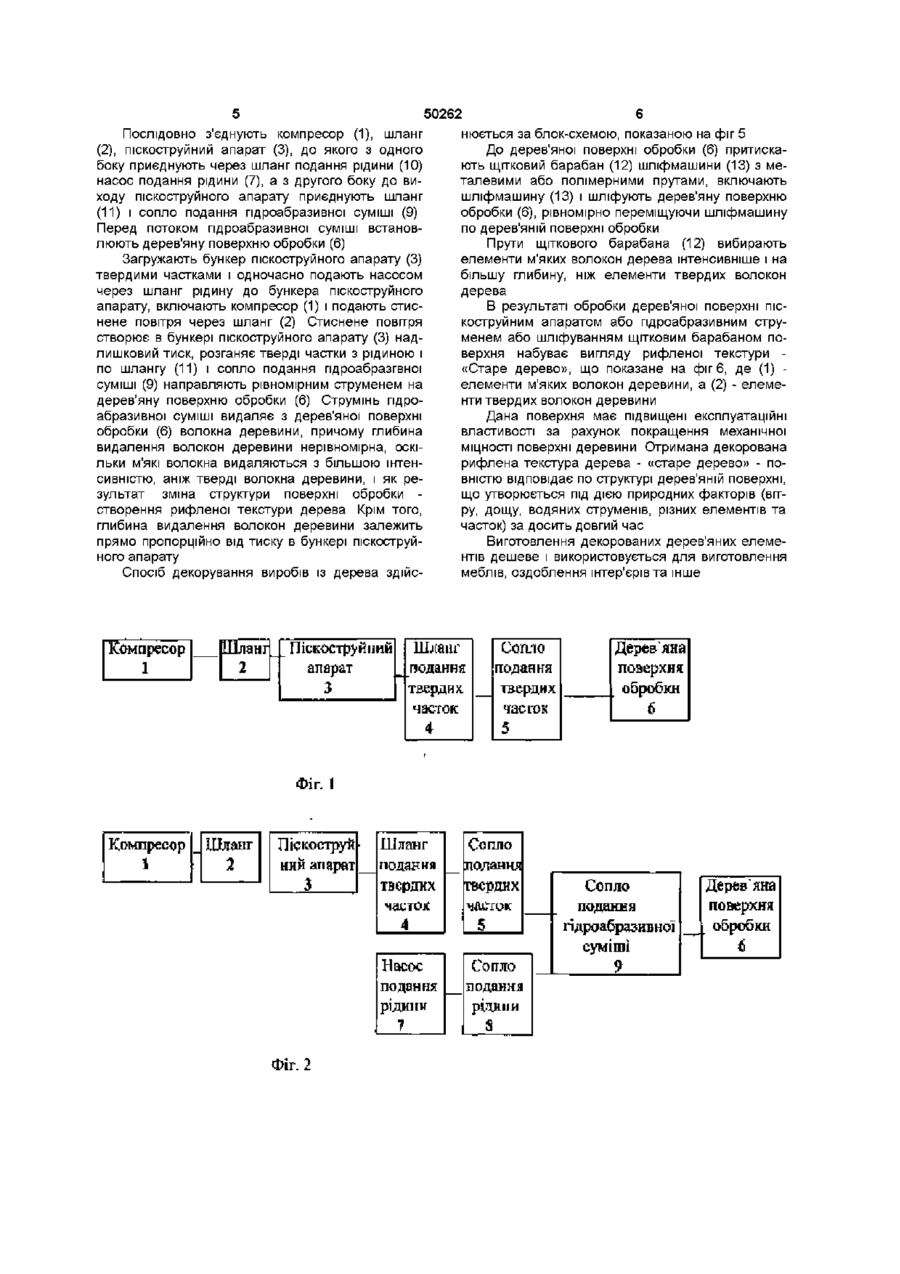
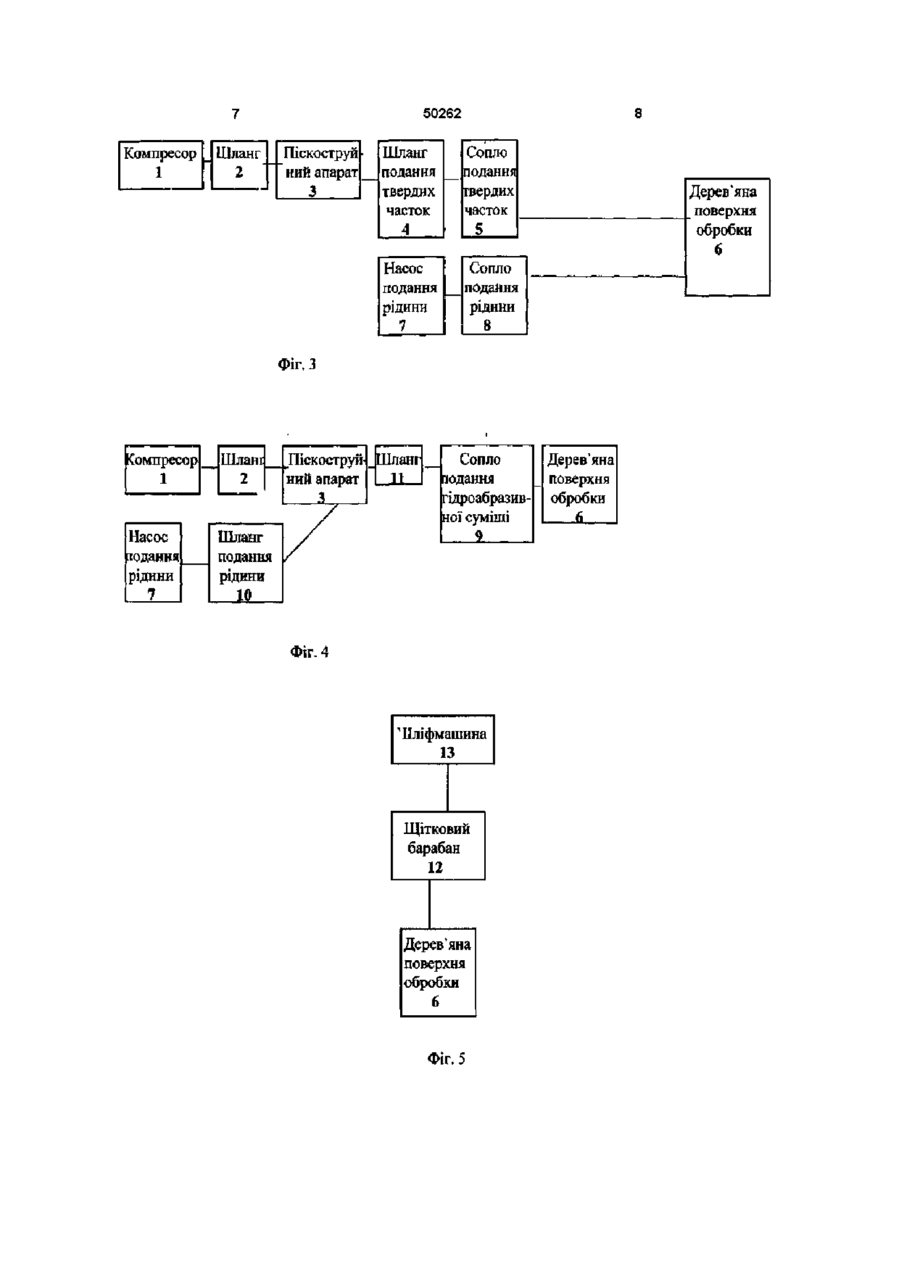
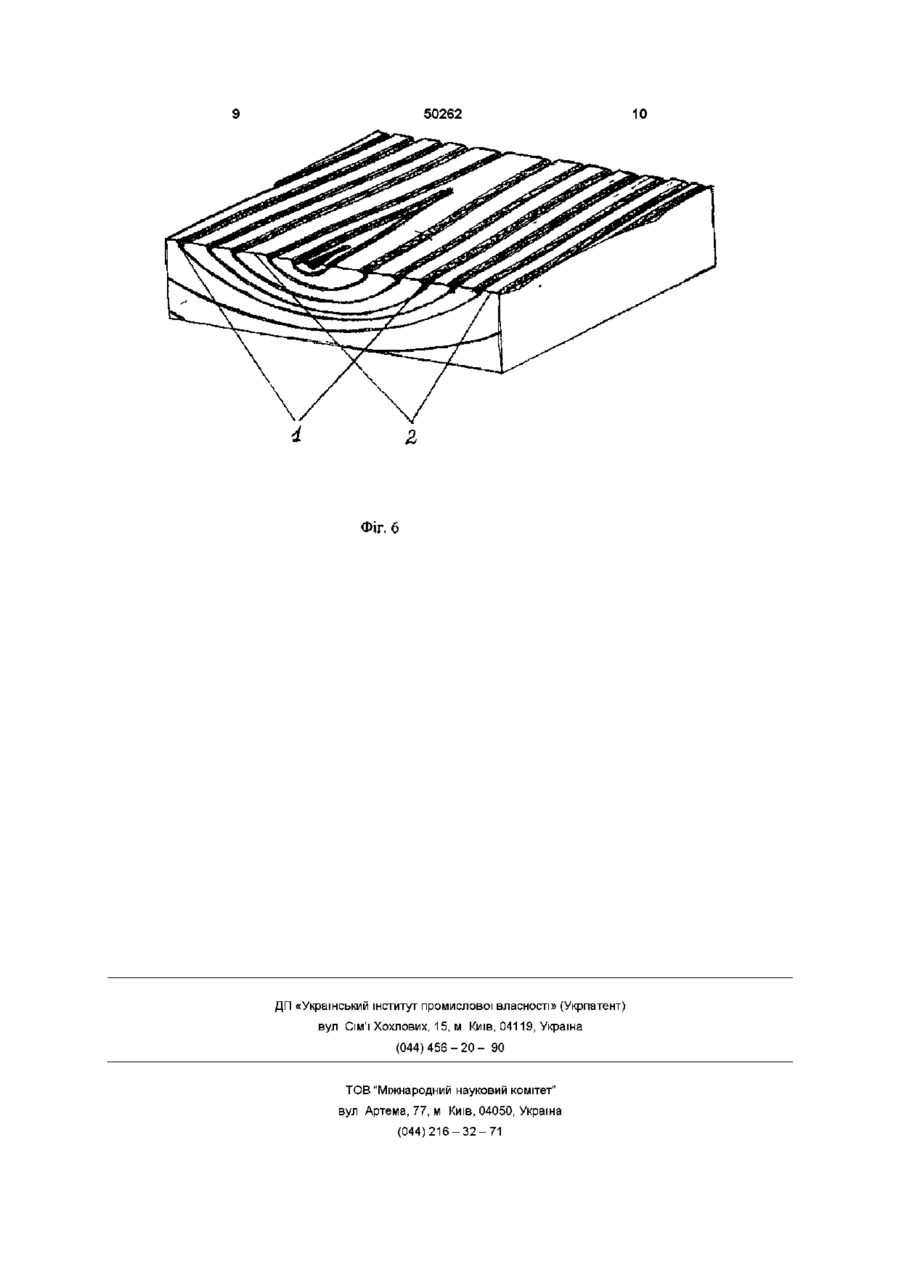
Спосіб декорування виробів із дерева, що включає шліфування поверхні елемента декорування, який відрізняється тим, що потік твердих часток розганяють стисненим повітрям, подають із Винахід стосується декоративної обробки поверхні і може бути використаний при імітації старіння дерева, а саме при виготовленні виробів із декорованого дерева Відомий спосіб абразивоструйної обробки, який включає подання на поверхню обробки під тиском робочих частин (Патент РФ № 2140843, В24С1Ю0, Бюлетень изобретений, № 31,1999г) До причин, що перешкоджають досягненню очікуваного технічного результату при використанні відомого способу є те, що траєкторію руху робочих частин міняють після відскоку від поверхні обробки і направляють на повторну обробку поверхні, а це змінює кути направленості і діаметр сектора потоку часток, що в свою чергу приводить до нерівномірності обробки та ЗМІНІ конфігурації на поверхні обробки Відомий також спосіб дробоструйної обробки поверхні, який включає подання на поверхню обробки через канал сопла твердих часток, розгін їх стисненим повітрям (А с № 1395467, В24С 10,1986р) До причин, що заважають отримати описаний нижче результат при використанні відомого способу, відноситься те, що даний спосіб призначений для обробки металевої поверхні з накладанням на поверхню обробки та сопло різниці потенціалів від джерела імпульсного електричного поля, що являється додатковою обробкою поверхні і може бути використане тільки для провідників струму, що зменшує спектр поверхонь обробки Крім того, піскоструминного апарата через шланг і канал сопла на поверхню елемента декорування, вибиваючи м'які І тверді волокна деревини на різну глибину, або тверді частки з рідиною розганяють стисненим повітрям, подають на поверхню елемента декорування, вибиваючи м'які і тверді волокна деревини на різну глибину, або шліфують поверхню елемента декорування щітковим барабаном з металевими чи полімерними прутами, вибиваючи м'які І тверді волокна деревини на різну глибину видалення елементів поверхні обробки проходить на однакову висоту по всій площі, оскільки металева поверхня має однакову МІЦНІСТЬ ПО ВСІЙ пове рхні обробки Найбільш близьким до об'єкта, що заявляється є спосіб декорування виробів із деревини, який включає шліфування поверхні елемента декорування (А с №1253841, В44С54,1984р) До причин, що заважають отримати описаний нижче результат при використанні відомого способу, відноситься те, що в даному способі нанесення декоративного зображення здійснюють променем лазера з одночасним поданням газу через сопло в зону обробки поверхні, що являється обробкою поверхні із декоративним зображенням заданого виду, ВІДМІННОГО від природної структури і має різні фізико-механічні властивості в різних точках декорованої поверхні, що зменшує термін експлуатації Крім того, видалення елементів поверхні обробки проходить променем лазера випаровуванням та згоранням деревини на задану глибину, що не дозволяє отримати рифлену структуру «Старе дерево» - найкращі декоративні властивості Використання лазера суттєво підвищує вартість обробки Технічний результат, що досягається при використанні способу - структурне перетворення поверхні обробки - отримання декоративної рифленої текстури дерева при обробці дерев'яної поверхні твердими частками, твердими частками з рідиною або щітковим барабаном з металевими чи (О о ю 50262 полімерними прутами за рахунок різних фізикомеханічних властивостей - коефіцієнтів твердості елементів волокон дерева, що дозволяє видаляти елементи волокон дерева на різну глибину В основу винаходу поставлено задачу в способі декоративної обробки виробів шляхом обробки твердими частками дерев'яної поверхні з різними механічними властивостями забезпечити структурне перетворення поверхні обробки - видалення елементів волокон дерева на різну глибину і отримання рифленої текстури дерева Поставлена задача вирішується тим, що у відомому способі декорування виробів із дерева, що включає шліфування поверхні елемента декорування згідно з винаходом потік твердих часток розганяють стисненим повітрям, подають із піскоструйного апарату через шланг і канал сопла на поверхню елемента декорування, вибиваючи м'які і тверді волокна деревини на різну глибину або тверді частки з рідиною розганяють стисненим повітрям, подають на поверхню елемента декорування, вибиваючи м'які І тверді волокна деревини на різну глибину або шліфують поверхню елемента декорування щітковим барабаном з металевими чи полімерними прутами, вибиваючи м'які і тверді волокна деревини на різну глибину Ознаки, що відрізняють технічне рішення від прототипу не виявлені в інших технічних рішеннях при вивченні даної і суміжних областей техніки При дослідженні суттєвих ознак описаного способу не виявлено яких-небудь аналогічних відомих рішень, в яких тверді частки або тверді частки з рідиною розганяють стисненим повітрям, подають із піскоструйного апарату через шланг і канал сопла на поверхню елемента декорування, частки при контакті з деревом змінюють структуру поверхні обробки, видаляючи м'які і тверді елементи волокон деревини на різну глибину або шліфують поверхню елемента декорування щітковим барабаном з металевими або полімерними прутами, створюючи рифлену текстуру дерева Тверді частки з однаковою швидкістю руху взаємодіють з дерев'яною поверхнею, що має різні механічні властивості по всій площі і видаляють елементи волокон деревини на різну глибину, змінюють структуру поверхні обробки дерева, чим надають додаткові декоративні властивості із покращеною механічною МІЦНІСТЮ Спосіб декорування виробів із дерева здійснюється за блок-схемою, показаною на фіг 1 Послідовно з'єднують компресор (1), шланг (2), піскоструйний апарат (3), шланг подання твердих часток (4), сопло шланга подання твердих часток (5), перед соплом встановлюють дерев'яну поверхню обробки (6) Спочатку загружають бункер піскоструйного апарату (3) твердими частками, включають компресор (1) і подають стиснене повітря через шланг (2) Стиснене повітря створює в бункері піскоструйного апарату (3) надлишковий тиск, розганяє тверді частки і по шлангу подання твердих часток (4) через сопло (5) направляє рівномірним струменем на дерев'яну поверхню обробки (6) Струмінь твердих часток видаляє з дерев'яної поверхні обробки (6) волокна деревини, причому глибина видалення волокон деревини нерівномірна, оскільки м'які волокна видаляються з більшою інтенсивністю, аніж тверді волокна деревини, і як результат зміна структури поверхні обробки - створення рифленої текстури дерева Крім того, глибина видалення волокон деревини залежить прямо пропорційно від тиску в бункері піскоструйного апарату Спосіб декорування виробів із дерева здійснюється також за блок-схемою, показаною на фіг 2 Послідовно з'єднують компресор (1), шланг (2), піскоструйний апарат (3), шланг подання твердих часток (4), сопло подання твердих часток (5), паралельно встановлюють насос подання рідини (7) з соплом подання рідини (8), обидва сопла (5) та (8) з'єднують в одне сопло подання пдроабразивної суміші (9) Перед потоком пдроабразивної суміші встановлюють дерев'яну поверхню обробки (6) Спочатку загружають бункер піскоструйного апарату (3) твердими частками, включають компресор (1) і подають стиснене повітря через шланг (2) Стиснене повітря створює в бункері піскоструйного апарату (3) надлишковий тиск, розганяє тверді частки і по шлангу подання твердих часток (4) через сопло (5) і через сопло подання пдроабразивної суміші (9) направляє рівномірним струменем на дерев'яну поверхню обробки (6) Одночасно паралельно під тиском із агрегата (10) подається рідина в сопло подання рідини (8), а потім в соплі подання пдроабразивної суміші (9) змішується з твердими частками і струмінь пдроабразивної суміші видаляє з дерев'яної поверхні обробки (6) волокна деревини Глибина видалення волокон деревини нерівномірна, оскільки м'які волокна видаляються з більшою інтенсивністю, аніж тверді волокна деревини, і як результат зміна структури поверхні обробки - створення рифленої текстури дерева Крім того, можна не з'єднувати обидва сопла в одне, а розмістити їх поруч, як показано на блоксхем і фіг З Послідовно з'єднують компресор (1), шланг (2), піскоструйний апарат (3), шланг подання твердих часток (4), сопло подання твердих часток (5) Паралельно встановлюють насос подання рідини (7) з соплом подання рідини (8) Направляють потік твердих часток і рідини одночасно на дерев'яну поверхню обробки Спочатку загружають бункер піскоструйного апарату (3) твердими частками, включають компресор (1) і подають стиснене повітря через шланг (2) Стиснене повітря створює в бункері піскоструйного апарату (3) надлишковий тиск, розганяє тверді частки По шлангу подання твердих часток (4) через сопло подання твердих часток (4) направляють потік твердих часток на дерев'яну поверхню обробки (6) Одночасно паралельно під тиском із насоса (10) подають рідину в сопло подання рідини (8) При одночасному виході із сопел (4) і (8) потоки твердих часток і рідини змішуються в пдроабразивну суміш, яку направляють рівномірним струменем на дерев'яну поверхню обробки (6) Потік пдроабразивної суміші видаляє з дерев'яної поверхні обробки (6) волокна деревини (9) Блок-схема наступного варіанту способу декорування виробів із дерева представлена на фіг 4 50262 Послідовно з'єднують компресор (1), шланг (2), піскоструйний апарат (3), до якого з одного боку приєднують через шланг подання рідини (10) насос подання рідини (7), а з другого боку до виходу піскоструиного апарату приєднують шланг (11) і сопло подання пдроабразивної суміші (9) Перед потоком пдроабразивної суміші встановлюють дерев'яну поверхню обробки (6) Загружають бункер піскоструиного апарату (3) твердими частками і одночасно подають насосом через шланг рідину до бункера піскоструиного апарату, включають компресор (1) і подають стиснене повітря через шланг (2) Стиснене повітря створює в бункері піскоструиного апарату (3) надлишковий тиск, розганяє тверді частки з рідиною і по шлангу (11) і сопло подання пдроабразгвної суміші (9) направляють рівномірним струменем на дерев'яну поверхню обробки (6) Струмінь пдроабразивної суміші видаляє з дерев'яної поверхні обробки (6) волокна деревини, причому глибина видалення волокон деревини нерівномірна, оскільки м'які волокна видаляються з більшою інтенсивністю, аніж тверді волокна деревини, і як результат зміна структури поверхні обробки створення рифленої текстури дерева Крім того, глибина видалення волокон деревини залежить прямо пропорційно від тиску в бункері піскоструиного апарату нюється за блок-схемою, показаною на фіг 5 До дерев'яної поверхні обробки (6) притискають щітковий барабан (12) шліфмашини (13) з металевими або полімерними прутами, включають шліфмашину (13) і шліфують дерев'яну поверхню обробки (6), рівномірно переміщуючи шліфмашину по дерев'яній поверхні обробки Прути щіткового барабана (12) вибирають елементи м'яких волокон дерева інтенсивніше і на більшу глибину, ніж елементи твердих волокон дерева В результаті обробки дерев'яної поверхні піскоструйним апаратом або пдроабразивним струменем або шліфуванням щітковим барабаном поверхня набуває вигляду рифленої текстури «Старе дерево», що показане на фіг 6, де (1) елементи м'яких волокон деревини, а (2) - елементи твердих волокон деревини Дана поверхня має підвищені експлуатаційні властивості за рахунок покращення механічної МІЦНОСТІ поверхні деревини Отримана декорована рифлена текстура дерева - «старе дерево» - повністю відповідає по структурі дерев'яній поверхні, що утворюється під дією природних факторів (вітру, дощу, водяних струменів, різних елементів та часток) за досить довгий час Виготовлення декорованих дерев'яних елементів дешеве і використовується для виготовлення меблів, оздоблення інтер'єрів та інше Спосіб декорування виробів із дерева здійс Компресор Шланг 1 2 ПІСКйСТДОЙїШЙ апарат 3 Шланг подання твердих часток 4 Сопло подання твердих часюк Дерев'яна поверхня обробки б 5 Фіг 1 Компресор - Шланг 2 Піскоструй ннй апарат 3 Сопло подання гвердих чисток 5 Насос подання ріднив 7 Фіг. 2 Шланг подання твердих Сопло подання рідний S Сопло подання гідроабразивнеї суміші 9 Дерев'яна поверхня обробки 50262 Шланг 2 Піскоструй ний апарат 3 Шланг подання твердих часток 4 Сопло подання твердих часток 5 Насос подання рідини Компресор 1 Сопло подання рідини 7 Дерев'яна поверхня обробки б 8 Фіг, З Сомпресор — Шлані 1 2 _Піскоструй ний апарат 3 / Насос юдання рідини 7 Сопло подання гідроабразнв ної суміші Шланг / подання рідини 10 Фіг 4 'Ііліфмашина 13 Щітковий барабан 12 Дерев'яна поверхня обробки 6 Фіг. 5 Дерев'яна поверхня обробки 6 50262 ФІГ, 6 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of decoration of wooden articles
Назва патенту російськоюСпособ декорирования изделий из дерева
МПК / Мітки
МПК: B44C 5/00
Мітки: спосіб, дерева, декорування, виробів
Код посилання
<a href="https://ua.patents.su/5-50262-sposib-dekoruvannya-virobiv-iz-dereva.html" target="_blank" rel="follow" title="База патентів України">Спосіб декорування виробів із дерева</a>
Композиція для фарбування виробів з дерева
Номер патенту: 24430
Опубліковано: 17.07.1998
Автор: Моркляник Михайло Михайлович
МПК: C09D 15/00
Мітки: дерева, виробів, композиція, фарбування
Формула / Реферат:
Композиция для окрашивания изделий из дерева, содержащая органический светопрочный краситель и растворитель, отличающаяся тем, что в качестве растворителя она содержит спирт этиловый или фракцию головную этилового спирта при следующем соотношении компонентов, мас.%: Органический светопрочный краситель 0,3 - 1,9 Спирт этиловый или фракция головная этилового спирта 98,2 - 99,7...
Спосіб виготовлення трафарету для декорування виробів
Номер патенту: 7214
Опубліковано: 30.06.1995
Автори: Фоминський Леонід Павлович, Гончаренко Володимир Ананьович
МПК: B24C 1/00
Мітки: виготовлення, спосіб, трафарету, декорування, виробів
Формула / Реферат:
Способ изготовления трафарета для декорирования изделий, состоящего из чередующихся слоев, выполненных из магнитного и абразивостойкого материалов, включающий образование в них прорезей и/или отверстий, соответствующих воспроизводимому изображению, и скрепление слоев шаблона друг с другом, отличающийся тем, что прорези и/или отверстия образуют лучом лазера после скрепления слоев шаблона друг с другом.
Люстрова фарба для декорування фарфоро-фаянсових виробів

Номер патенту: 44384
Опубліковано: 15.02.2002
Автори: Оленчук Валентина Андріївна, Терещенко Вікторія Валентинівна, Волкова Лариса Василівна, Демидовська Алла Миколаївна, Халемська Галина Меєрівна
МПК: C09D 193/00, C09D 5/28
Мітки: фарфоро-фаянсових, фарба, люстрова, виробів, декорування
Формула / Реферат:
Люстровая краска для декорирования фарфорофаянсовых изделий, включающая бис-трис-(ацетилацетонато)-титан (IV) гексахлортитанат (IV), канифоль и скипидар, отличающаяся тем, что, с целью повышения стабильности краски, снижения времени о высыхания ее, повышения блеска покрытия и получения покрытия желтого цвета с иризирующим эффектом, она дополнительно содержит ацетилацетонат хрома и изопропиловый спирт при следующем соотношении компонентов,...
Спосіб декорування поверхні виробу
Номер патенту: 16482
Опубліковано: 29.08.1997
Автори: Качан Віктор Федорович, Федак Андрій Володимирович, Сун-Чен-Лі Леонід Олександрович
Мітки: декорування, поверхні, спосіб, виробу
Формула / Реферат:
Способ декорирования понерхности изделий путем нанесения лакокрасочной композиции, со- стоящей из лакокрасочной основы и ферромагнит- ного наполните^чя, иотверждениякомпозицнипод воздействием магнитного поля с последующей сушкой полученного покрытия, отличающийсятем, что, с целью придания декорированному по- крытию эффекта объемности, в качестве ферро- магнитного наполнителя используют...
Спосіб декорування кромок прорізів дверей меблів
Номер патенту: 4422
Опубліковано: 27.12.1994
Автори: Вайсберг Самуіл Ісакович, Гордієнко Володимир Васильович, Прудников Петро Герасимович
МПК: B44C 5/00
Мітки: дверей, меблів, кромок, декорування, спосіб, прорізів
Формула / Реферат:
Способ декорирования кромок проемов дверей мебели, заключающийся в образовании на лицевой поверхности двери кромок проема, их декорировании и последующем образовании кромок проема на тыльной поверхности двери, отличающийся тем, что, с целью повышения производительности труда и качества мебели, образование на лицевой поверхности двери кромок проема и их декорирование осуществляют одновременно посредством прессования и тиснения.
Попередній патент: Бурильна машина
Наступний патент: Спосіб оцінки ремоделювання лівого шлуночка
Випадковий патент: Спосіб виявлення аномалій яскравості на цифровому зображенні та пристрій для його здійснення