Спосіб виготовлення трафарету для декорування виробів
Номер патенту: 7214
Опубліковано: 30.06.1995
Автори: Гончаренко Володимир Ананьович, Фоминський Леонід Павлович
Формула / Реферат
Способ изготовления трафарета для декорирования изделий, состоящего из чередующихся слоев, выполненных из магнитного и абразивостойкого материалов, включающий образование в них прорезей и/или отверстий, соответствующих воспроизводимому изображению, и скрепление слоев шаблона друг с другом, отличающийся тем, что прорези и/или отверстия образуют лучом лазера после скрепления слоев шаблона друг с другом.
Текст
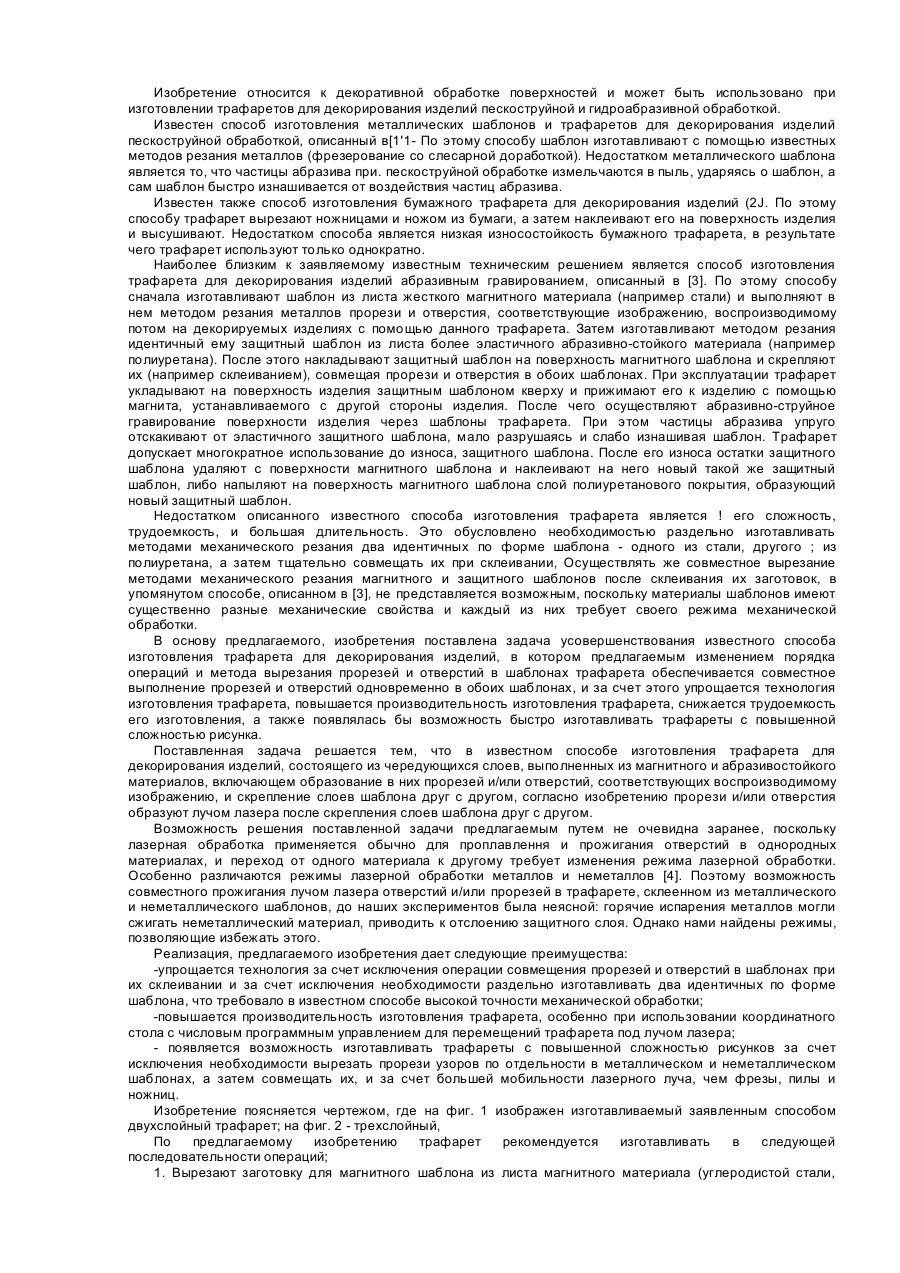
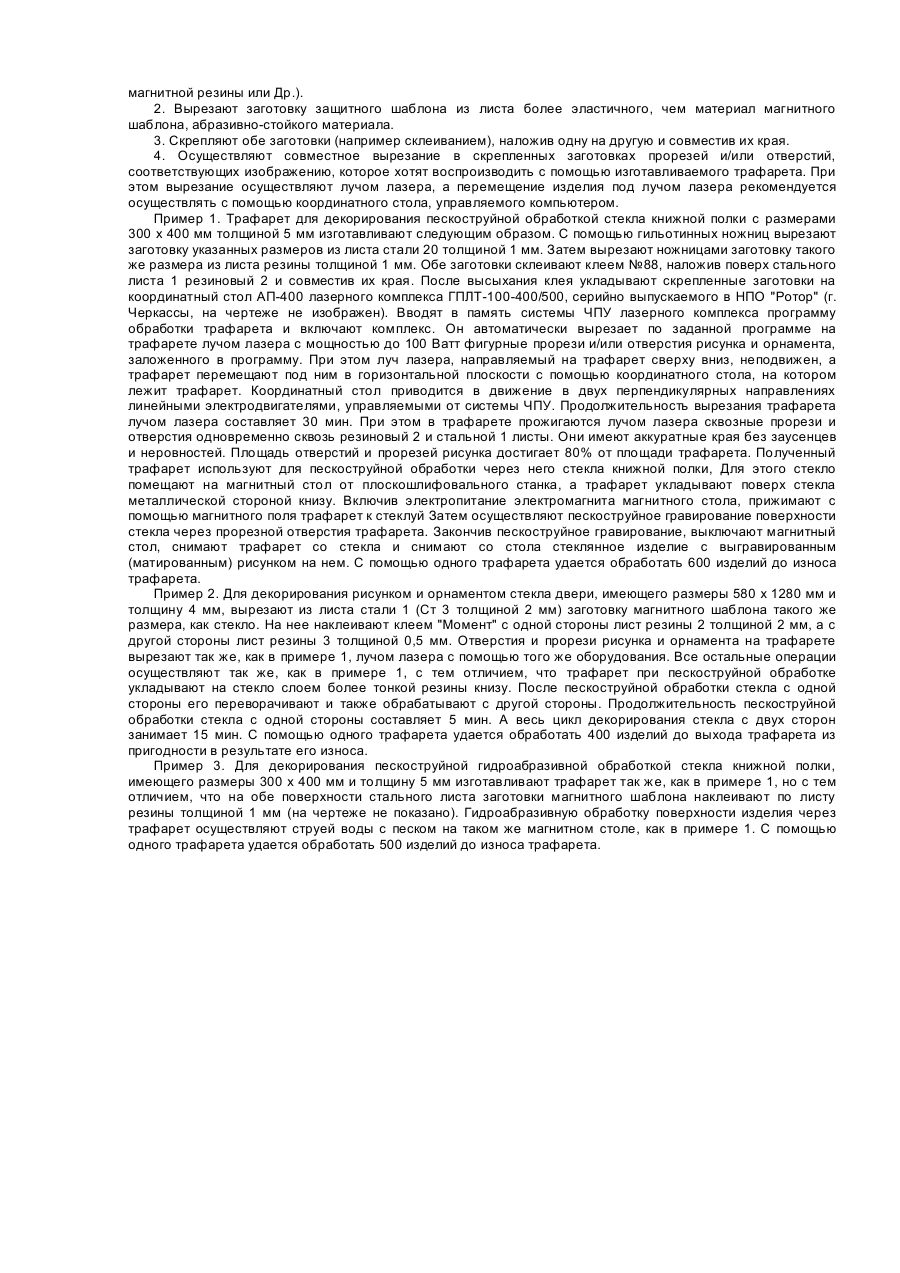
Изобретение относится к декоративной обработке поверхностей и может быть использовано при изготовлении трафаретов для декорирования изделий пескоструйной и гидроабразивной обработкой. Известен способ изготовления металлических шаблонов и трафаретов для декорирования изделий пескоструйной обработкой, описанный в[1'1- По этому способу шаблон изготавливают с помощью известных методов резания металлов (фрезерование со слесарной доработкой). Недостатком металлического шаблона является то, что частицы абразива при. пескоструйной обработке измельчаются в пыль, ударяясь о шаблон, а сам шаблон быстро изнашивается от воздействия частиц абразива. Известен также способ изготовления бумажного трафарета для декорирования изделий (2J. По этому способу трафарет вырезают ножницами и ножом из бумаги, а затем наклеивают его на поверхность изделия и высушивают. Недостатком способа является низкая износостойкость бумажного трафарета, в результате чего трафарет используют только однократно. Наиболее близким к заявляемому известным техническим решением является способ изготовления трафарета для декорирования изделий абразивным гравированием, описанный в [3]. По этому способу сначала изготавливают шаблон из листа жесткого магнитного материала (например стали) и выполняют в нем методом резания металлов прорези и отверстия, соответствующие изображению, воспроизводимому потом на декорируемых изделиях с помощью данного трафарета. Затем изготавливают методом резания идентичный ему защитный шаблон из листа более эластичного абразивно-стойкого материала (например полиуретана). После этого накладывают защитный шаблон на поверхность магнитного шаблона и скрепляют их (например склеиванием), совмещая прорези и отверстия в обоих шаблонах. При эксплуатации трафарет укладывают на поверхность изделия защитным шаблоном кверху и прижимают его к изделию с помощью магнита, устанавливаемого с другой стороны изделия. После чего осуществляют абразивно-струйное гравирование поверхности изделия через шаблоны трафарета. При этом частицы абразива упруго отскакивают от эластичного защитного шаблона, мало разрушаясь и слабо изнашивая шаблон. Трафарет допускает многократное использование до износа, защитного шаблона. После его износа остатки защитного шаблона удаляют с поверхности магнитного шаблона и наклеивают на него новый такой же защитный шаблон, либо напыляют на поверхность магнитного шаблона слой полиуретанового покрытия, образующий новый защитный шаблон. Недостатком описанного известного способа изготовления трафарета является ! его сложность, трудоемкость, и большая длительность. Это обусловлено необходимостью раздельно изготавливать методами механического резания два идентичных по форме шаблона - одного из стали, другого ; из полиуретана, а затем тщательно совмещать их при склеивании, Осуществлять же совместное вырезание методами механического резания магнитного и защитного шаблонов после склеивания их заготовок, в упомянутом способе, описанном в [3], не представляется возможным, поскольку материалы шаблонов имеют существенно разные механические свойства и каждый из них требует своего режима механической обработки. В основу предлагаемого, изобретения поставлена задача усовершенствования известного способа изготовления трафарета для декорирования изделий, в котором предлагаемым изменением порядка операций и метода вырезания прорезей и отверстий в шаблонах трафарета обеспечивается совместное выполнение прорезей и отверстий одновременно в обоих шаблонах, и за счет этого упрощается технология изготовления трафарета, повышается производительность изготовления трафарета, снижается трудоемкость его изготовления, а также появлялась бы возможность быстро изготавливать трафареты с повышенной сложностью рисунка. Поставленная задача решается тем, что в известном способе изготовления трафарета для декорирования изделий, состоящего из чередующихся слоев, выполненных из магнитного и абразивостойкого материалов, включающем образование в них прорезей и/или отверстий, соответствующих воспроизводимому изображению, и скрепление слоев шаблона друг с другом, согласно изобретению прорези и/или отверстия образуют лучом лазера после скрепления слоев шаблона друг с другом. Возможность решения поставленной задачи предлагаемым путем не очевидна заранее, поскольку лазерная обработка применяется обычно для проплавлення и прожигания отверстий в однородных материалах, и переход от одного материала к другому требует изменения режима лазерной обработки. Особенно различаются режимы лазерной обработки металлов и неметаллов [4]. Поэтому возможность совместного прожигания лучом лазера отверстий и/или прорезей в трафарете, склеенном из металлического и неметаллического шаблонов, до наших экспериментов была неясной: горячие испарения металлов могли сжигать неметаллический материал, приводить к отслоению защитного слоя. Однако нами найдены режимы, позволяющие избежать этого. Реализация, предлагаемого изобретения дает следующие преимущества: -упрощается технология за счет исключения операции совмещения прорезей и отверстий в шаблонах при их склеивании и за счет исключения необходимости раздельно изготавливать два идентичных по форме шаблона, что требовало в известном способе высокой точности механической обработки; -повышается производительность изготовления трафарета, особенно при использовании координатного стола с числовым программным управлением для перемещений трафарета под лучом лазера; - появляется возможность изготавливать трафареты с повышенной сложностью рисунков за счет исключения необходимости вырезать прорези узоров по отдельности в металлическом и неметаллическом шаблонах, а затем совмещать их, и за счет большей мобильности лазерного луча, чем фрезы, пилы и ножниц. Изобретение поясняется чертежом, где на фиг. 1 изображен изготавливаемый заявленным способом двухслойный трафарет; на фиг. 2 - трехслойный, По предлагаемому изобретению трафарет рекомендуется изготавливать в следующей последовательности операций; 1. Вырезают заготовку для магнитного шаблона из листа магнитного материала (углеродистой стали, магнитной резины или Др.). 2. Вырезают заготовку защитного шаблона из листа более эластичного, чем материал магнитного шаблона, абразивно-стойкого материала. 3. Скрепляют обе заготовки (например склеиванием), наложив одну на другую и совместив их края. 4. Осуществляют совместное вырезание в скрепленных заготовках прорезей и/или отверстий, соответствующих изображению, которое хотят воспроизводить с помощью изготавливаемого трафарета. При этом вырезание осуществляют лучом лазера, а перемещение изделия под лучом лазера рекомендуется осуществлять с помощью координатного стола, управляемого компьютером. Пример 1. Трафарет для декорирования пескоструйной обработкой стекла книжной полки с размерами 300 х 400 мм толщиной 5 мм изготавливают следующим образом. С помощью гильотинных ножниц вырезают заготовку указанных размеров из листа стали 20 толщиной 1 мм. Затем вырезают ножницами заготовку такого же размера из листа резины толщиной 1 мм. Обе заготовки склеивают клеем №88, наложив поверх стального листа 1 резиновый 2 и совместив их края. После высыхания клея укладывают скрепленные заготовки на координатный стол АП-400 лазерного комплекса ГПЛТ-100-400/500, серийно выпускаемого в НПО "Ротор" (г. Черкассы, на чертеже не изображен). Вводят в память системы ЧПУ лазерного комплекса программу обработки трафарета и включают комплекс. Он автоматически вырезает по заданной программе на трафарете лучом лазера с мощностью до 100 Ватт фигурные прорези и/или отверстия рисунка и орнамента, заложенного в программу. При этом луч лазера, направляемый на трафарет сверху вниз, неподвижен, а трафарет перемещают под ним в горизонтальной плоскости с помощью координатного стола, на котором лежит трафарет. Координатный стол приводится в движение в двух перпендикулярных направлениях линейными электродвигателями, управляемыми от системы ЧПУ. Продолжительность вырезания трафарета лучом лазера составляет 30 мин. При этом в трафарете прожигаются лучом лазера сквозные прорези и отверстия одновременно сквозь резиновый 2 и стальной 1 листы. Они имеют аккуратные края без заусенцев и неровностей. Площадь отверстий и прорезей рисунка достигает 80% от площади трафарета. Полученный трафарет используют для пескоструйной обработки через него стекла книжной полки, Для этого стекло помещают на магнитный стол от плоскошлифовального станка, а трафарет укладывают поверх стекла металлической стороной книзу. Включив электропитание электромагнита магнитного стола, прижимают с помощью магнитного поля трафарет к стеклуй Затем осуществляют пескоструйное гравирование поверхности стекла через прорезной отверстия трафарета. Закончив пескоструйное гравирование, выключают магнитный стол, снимают трафарет со стекла и снимают со стола стеклянное изделие с выгравированным (матированным) рисунком на нем. Спомощью одного трафарета удается обработать 600 изделий до износа трафарета. Пример 2. Для декорирования рисунком и орнаментом стекла двери, имеющего размеры 580 х 1280 мм и толщину 4 мм, вырезают из листа стали 1 (Ст 3 толщиной 2 мм) заготовку магнитного шаблона такого же размера, как стекло. На нее наклеивают клеем "Момент" с одной стороны лист резины 2 толщиной 2 мм, а с другой стороны лист резины 3 толщиной 0,5 мм. Отверстия и прорези рисунка и орнамента на трафарете вырезают так же, как в примере 1, лучом лазера с помощью того же оборудования. Все остальные операции осуществляют так же, как в примере 1, с тем отличием, что трафарет при пескоструйной обработке укладывают на стекло слоем более тонкой резины книзу. После пескоструйной обработки стекла с одной стороны его переворачивают и также обрабатывают с другой стороны. Продолжительность пескоструйной обработки стекла с одной стороны составляет 5 мин. А весь цикл декорирования стекла с двух сторон занимает 15 мин. С помощью одного трафарета удается обработать 400 изделий до выхода трафарета из пригодности в результате его износа. Пример 3. Для декорирования пескоструйной гидроабразивной обработкой стекла книжной полки, имеющего размеры 300 х 400 мм и толщину 5 мм изготавливают трафарет так же, как в примере 1, но с тем отличием, что на обе поверхности стального листа заготовки магнитного шаблона наклеивают по листу резины толщиной 1 мм (на чертеже не показано). Гидроабразивную обработку поверхности изделия через трафарет осуществляют струей воды с песком на таком же магнитном столе, как в примере 1. С помощью одного трафарета удается обработать 500 изделий до износа трафарета.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing stencil for decoration of articles
Автори англійськоюHoncharenko Volodymyr Ananievych, Fomynskyi Leonid Pavlovych
Назва патенту російськоюСпособ изготовления трафарета для декорирования изделий
Автори російськоюГончаренко Владимир Ананьевич, Фоминский Леонид Павлович
МПК / Мітки
МПК: B24C 1/00
Мітки: спосіб, декорування, виготовлення, трафарету, виробів
Код посилання
<a href="https://ua.patents.su/3-7214-sposib-vigotovlennya-trafaretu-dlya-dekoruvannya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення трафарету для декорування виробів</a>
Спосіб декорування кромок прорізів дверей меблів
Номер патенту: 4422
Опубліковано: 27.12.1994
Автори: Вайсберг Самуіл Ісакович, Прудников Петро Герасимович, Гордієнко Володимир Васильович
МПК: B44C 5/00
Мітки: спосіб, кромок, декорування, меблів, дверей, прорізів
Формула / Реферат:
Способ декорирования кромок проемов дверей мебели, заключающийся в образовании на лицевой поверхности двери кромок проема, их декорировании и последующем образовании кромок проема на тыльной поверхности двери, отличающийся тем, что, с целью повышения производительности труда и качества мебели, образование на лицевой поверхности двери кромок проема и их декорирование осуществляют одновременно посредством прессования и тиснения.
Спосіб виготовлення пресованих виробів і деревостружкових плит
Номер патенту: 2109
Опубліковано: 26.12.1994
Автори: Гарасевич Георгій Іванович, Хлуд Василь Іванович, Лубський Микола Іванович, Мешберг Йосип Юхимович, Лосіцький Станіслав Феліціанович, Іщенко Світлана Степанівна, Бережна Антоніна Анатоліївна
МПК: B27N 3/00
Мітки: пресованих, спосіб, виготовлення, деревостружкових, плит, виробів
Формула / Реферат:
Способ изготовления прессованных изделий и древесностружечных плит, включающий подготовку древесностружечной массы, смешивание её со связующим веществом на основе полиизоцианата, формирование ковра и горячее прессование, отличающийся тем, что, в качестве древесностружечной массы используют измельченные отходы древесностружечных плит, которые сначала смешивают с сорбирующим составом, включающим (мас.ч.):затем со связующим...
Спосіб виготовлення складених формованих виробів з м’яса чи інших пластичних матеріалів
Номер патенту: 2326
Опубліковано: 26.12.1994
Автори: Девід Норман Уилсон, Хабіб Мохамед Зіяуддін, Девід Джон Джол, Бернард Тревор Метьюз
МПК: A22C 11/00, A23P 1/10
Мітки: пластичних, виробів, матеріалів, виготовлення, м'яса, складених, інших, формованих, спосіб
Формула / Реферат:
1. Способ изготовления составных формованных изделий из мяса или других пластичных материалов, предусматривающий одновременную раздельную экструзию веществ, составляющих изделие, и охлаждение сформованного изделия, отличающийся тем, что, с целью расширения технологических возможностей, отдельные экструдаты подают в индивидуальные трубчатые гибкие оболочки, размещенные в общей гибкой наружной оболочке, причем в процессе экструзии наружную...
Спосіб виготовлення будівельних виробів
Номер патенту: 1820
Опубліковано: 25.10.1994
Автори: Ванєєва Ірина Віуленовна, Пермінов Андрій Семенович, Федоркін Сергій Іванович
МПК: C04B 18/12
Мітки: будівельних, виробів, виготовлення, спосіб
Формула / Реферат:
Способ изготовления строительных изделий путем смешения вяжущего и известняковых отходов камнепиления, формования изделий и их твердения, отличающийся тем, что предварительно вяжущее на основе цементной пыли или смеси цементной и керамзитовой пыли, взятых в соотношении 1:1, измельчают со скоростью соударения частиц 100-300 м/с до удельной поверхности 8050-10000 см/г, а соотношение вяжущего и известняковых отходов камнепиления составляет в...
Спосіб виготовлення виробів
Номер патенту: 3227
Опубліковано: 26.12.1994
Автори: Кириченко Захар Нестерович, Бойко Віталій Петрович
МПК: B44C 3/00
Мітки: виготовлення, спосіб, виробів
Формула / Реферат:
1. Способ изготовления изделий, заключающийся в нанесении изображения на подложку, образовании формы изделия и последующем ее переносе на подложку, отличающийся тем, что при образовании формы изделия используют оптическую трехгранную прямоугольную равнобокую призму, а образование формы изделия осуществляют посредством приложения одной из граней, образующих прямой угол оптической трехгранной прямоугольной равнобокой призмы, к подложке с...
Попередній патент: Спосіб одержання паперової маси для виготовлення паперу-основи облицювального матеріалу
Наступний патент: Колінчасто-гвинтовий прес
Випадковий патент: Планетарна коробка передач