Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Фролов Віктор Пилипович, Курін Вадим Юлійович, Першин Володимир Олександрович, Сєніна Тетяна Володимирівна
Формула / Реферат
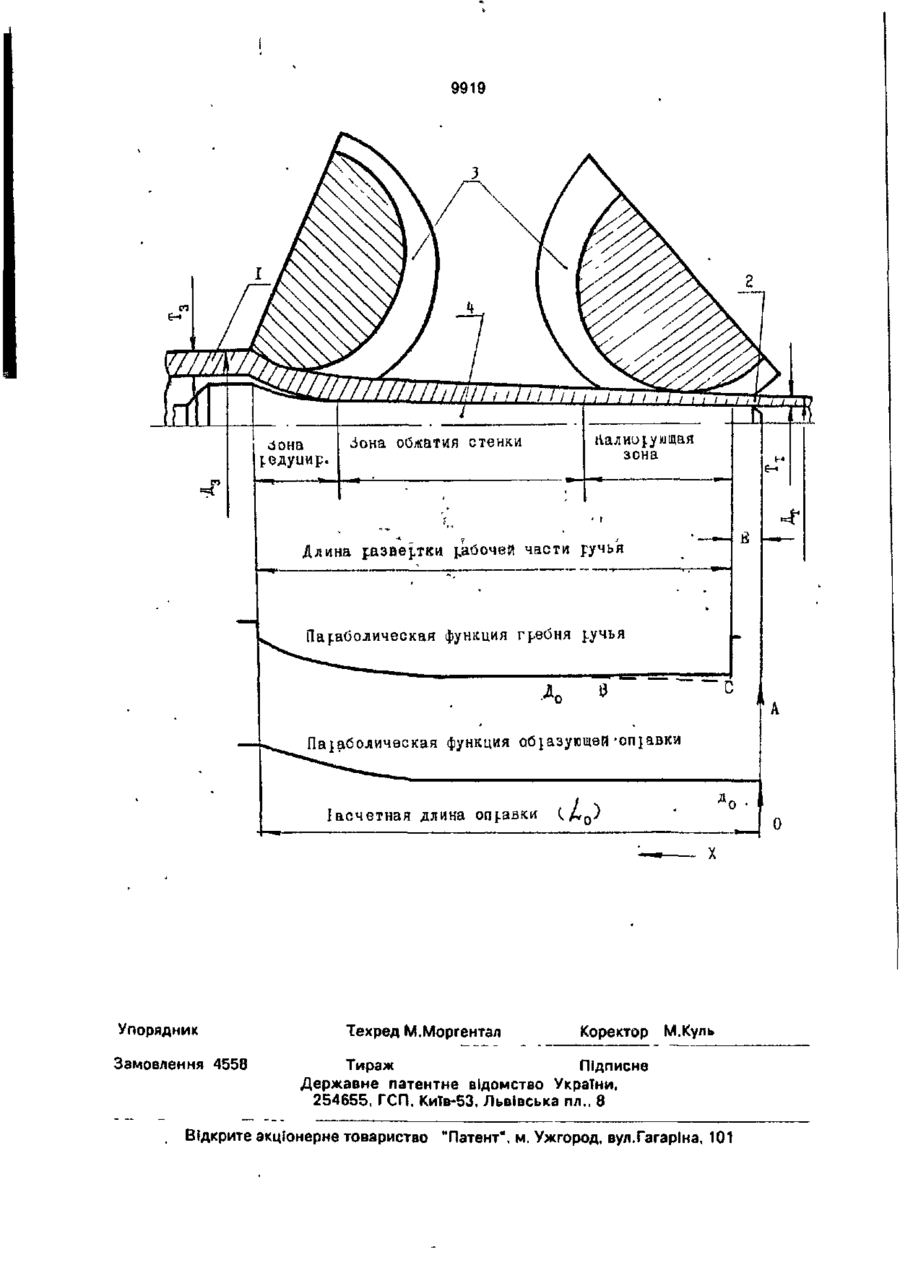
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени парабол, определяемыми из выражения:
где - соответственно наружные диаметры и толщины стенки заготовки и готовой трубы;
- суммарная вытяжка за проход, при этом образующую калибрующей зоны оправки выполняют как продолжение параболической образующей ее обжимной зоны.
Текст
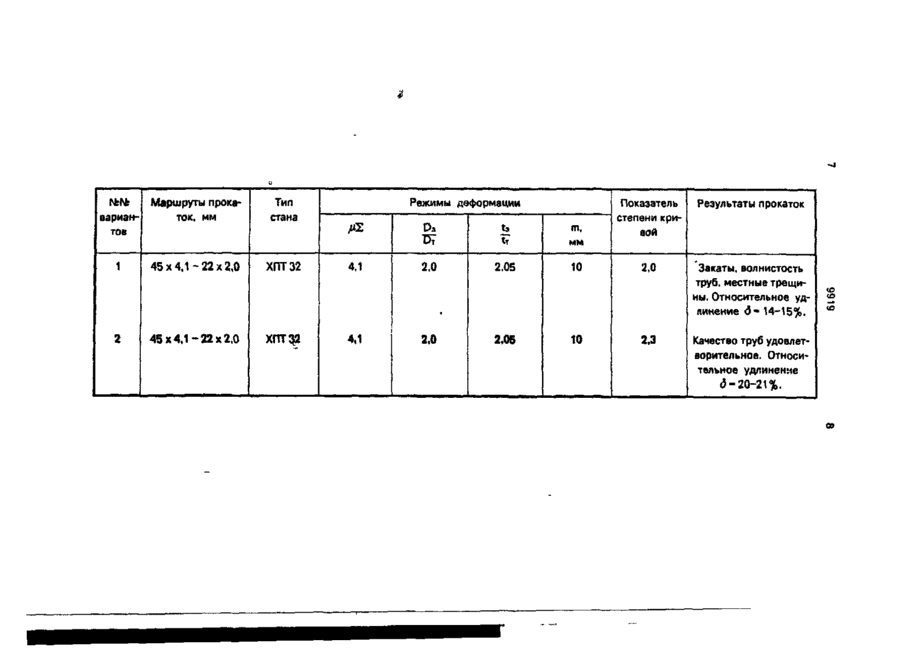
(U) 09) (13) (si)5B_2J В 21/00. ДЕРЖАВНЕ ПАТЕНТНЕ відомство (54) СПОСІБ ХОЛОДНОЇ ПІЛЬГЕРНОЇ ПРОКАТКИ ТРУБ 1 (20)94321612,11.05.93 . (21)4823040/SU (22)03.05.90 (46)30.09.96. БюлГ* З (56) 1. Авторское свидетельство СССР № 839628, кл. В 21 В 21/00, 1981. 2. Патент ФРГ t * 1777043, кл. 7а 21/02, 1971. (71) Всесоюзний науково-дослідний І конструкторсько-технологічний Інститут трубної промисловості (72) Фролов Віктор Пилипович, Першин Володимир Олександрович, КурІн Вадим Юлійович, Сєніна Тетяна Володимирівна (73) Державний науково-дослідний І конструкторсько-технологічний Інститут трубної промисловості (UA) (57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки а валках с ручьями переменного сечения, име ющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, о т л и ч а ю щ и й с я тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени парабол, определявмыми из выражения: In ( D S / D T ) . , , где D3. DT, t 3 , U- соответственно наружные диаметры и толщины стенки заготовки и готовой трубы; / # - суммарная вытяжка за проход, при этом образующую калибрующей зоны оправки выполняют как продолжение параболической образующей ее обжимной зоны. С • о ю Изобретение относится к области обработки металлов давлением и может быть использовано, в частности, при прокатке на станах ХПТ тонкостенных труб из высоколегированных коррозионностойких сталей и сплавов. Известен способ пильгерной прокатки на оправке и в ручьях, имеющих в обжимной зоне переменный профиль в виде параболических кривых. В калибрующей зоне ручьи и оправка имеют постоянный, линейный профиль. Участок обжимной зоны, примыкающий к зоне редуцирования, на ручьях выполнен в виде вогнутой, а на оправке - в виде выпуклой параболы. Участок оправки в зоне редуцирования выпблнен цилиндрическим При прокатке труб по данному способу посадка достаточно толстостенной заготовки на цилиндрическую часть оправки в зоне редуцирования приводит к резкому возрастанию усилия срыва рабочего конуса с оправки (в момент подачи). Следствием этого является врезание торцов смежных заготовок друг в друга (стыковании), а в некоторых случаях - обрыв оправки или стержня. Чередование выпуклых и вогнутых парабол в обжимной зоне также увеличивает осевые усилия на заготовку, э в переходных участках от выпуклого к вогнутому профилю 9919 усиливает неравномерность деформации металла. При цилиндрической форме опрааки в келибрующей зоне из-за "игры" отклонений диаметра появляются участки с обратной ко- 5 нусиостью оправки. При плотной посадке на такую оправку наблюдается раздача прокатываемой трубы на участках с обратной конусностью, что также приводит к появлению дополнительных осевых усилий, чреэмер- 10 ных контактных напряжений (в местах раздачи) и, как следствие - к налипанию металла на инструмент и задирам на внутренней поверхности трубы. Известен также способ холодной пиль- 15 герной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которых имеет параболическую образующую, и калибрую- 20 щую зону на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев [2]. Данный способ характеризует низкая степень реализации ресурса пластичности 25 прокатываемого металла, т.к. способ не регламентирует крутизну (показатель степень параболы) профилей гробня ручья и профиля оправки в обжимной зоне. При нерациональном распределении обжатий по длине 30 хода валков, определяемом величиной показателя степени, при существенных степенях деформации металла за проход происходит нарушение сплошности металла; образуются трещины, надрывы, "скворечины" и т.п. 35 дефекты. Кроме того, сочетание цилиндрических форм ручья и оправки в калибрующей зоне, как это рассмотрено выше, часто вызывает раздачу прокатываемой трубы, налипание 40 металла на инструмент и ухудшение качества внутренней поверхности труб. Этот негативный эффект усиливается с увеличением толщины стенки готовых труб. Задача настоящего изобретения заклю- 45 чается в создании способа холодной пильгерной прокатки, обеспечивающего повышение качества труб (без снижения производительности и обжатия металла за проход) путем рационального распределен 50 ния обжатий металла подлине хода валков. Эта задача решается тем, что в способе, включающем деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня 55 которой имеет параболическую образующую, и калибрующую зону на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, согласно изобретению, образующие развертки гребня ручьев и оправки на длине обжимной зоны выполняют с показателями степени парабол, определяемыми из выражения: П =—г— где: Рз. Рт, ta, tT- соответственно наружные диаметры и толщины стенки заготовки и готовой трубы. ЦЕ - суммарная вытяжка за проход, при этом образующую калибрующей зоны оправки выполняют как продолжение параболической образующей ее обжимной зоны. Технический результат от применения данного способа состоит в увеличении степени использования ресурса пластичности прокатываемого металла. Это связано с тем, что максимальное использование пластических свойств прокатываемого металла в условиях холодной пильгерной прокатки обеспечивается при близком к единице отношении деформации по диаметру к деформации по толщине стенки. Выбор крутизны профилей ручья и оправки по приведенной выше формуле позволяет приближаться к условиям реализации максимальной пластичности металла, что предотвращает нарушения его сплошности при прокатке, а плавный (по закону параболы) "уход" поверхности оправки от внутренней поверхности прокатываемой трубы в начале калибрующей зоны исключает появление в пережиме пиковых нагрузок и связанного с ними налипания металла на оправку, а также волнистости внутренней поверхности труб. На чертеже изображена схема формоизменение заготовки в готовую трубу под воздействием валков и оправки по предлагаемому способу, где: 1 - заготовка, 2 - готовая труба, 3 - валки, 4 - оправка. Предлагаемый способ осуществляют следующим образом. Заготовку 1 обжимают валками 3 до соприкосновения ее внутренней поверхности с оправкой 4 (зона редуцирования, которая при соответствующих исходных данных может быть весьма малой). При взаимодействии одинаковых профилей ручья и оправки происходит одновременное обжатие диаметра и стенки, причем с постоянными отношениями обжатия по диаметру к обжатию по стенке, т.е. P1/D2 Pn/Pn + 1 — ~ — const. ti/t2 tn/tn + 1 В калибрующей зоне, где происходит формирование наружного диаметра, вследствие того, что радиус гребня ручья не изменяется, а обжатие стенки плавно затухает в 9919 соответствии с криволинейным профилем стенки (отличающимися от рассчитанных оправки, в пережиме не возникают пиковые при определении профиля ручьев). Для этого нагрузки, как при цилиндрической форме необходимо лишь применить оправку, профоправки, и не образуется волнистость внутиль которой должен быть рассчитан, исходя ренней поверхности трубы как при линейно- 5 из новых толщин стенки заготовки и трубы. конической. Рациональность распределения обжатий по длине хода валков при этом сохраняется. Для осуществления заявляемого способа профили ручья и оправки рассчитывают В промышленных условиях прокатку по следующим формулам: труб из стали 08Х18Н10Т по заявляемому и - диаметр ручья 10 известному способам осуществляли по маршрутам, приведенным в таблице. Из данных Dx-Do + ( D 3 - D o - y m l n U ) (т~)" + таблицы следует, что по варианту 1 (прототип), вследствие нерационального распре+ /mln * х , деления обжатий по длине хода валков из-за где: Do - условный диаметр ручья в сечении А; 15 малой степени крутизны (2), даже при согласованных профилях гребня ручья и образу~ - диаметр оправки ющей оправки, наблюдались закаты, волнистость внутренней поверхности, трещины, при относительном удлинении (как + Omln ' X , мере пластичности) прокатанного металла где: do - диаметр носка оправки в сечении А; 20 д= 14-15%. гїц - диаметр цилиндра. В предлагаемом способе (вариант 2) В приведенных формулах ymin и Omin сокрутизну профилей инструмента определяответственно минимальные, задаваемые по ли из выражения: технологическим условиям, конусность ручья и оправки в начале кривых (сечение А), 25 U - расчетная длина профилей, X - текущая ' длина в пределах расчетной. и ее величина составила 2,3. Прокатку осуществляли при тех же параметрах, что в прототипе ( т - 1 0 мм). Качество После расчета по приведенным выше J U труб удовлетворительное, относительное удлинение ( 5 ' 20-21%) существенно выше, < формулам профиль ручья между сечениями чем в первом варианте. В и С выполняют прямолинейным (часть расчетного профиля, показанную пунктиром, Таким образом, применение заявляемоотбрасывают). При этом согласованность параболических профилей ручья и оправки в ^5 го способа по сравнению с известным позволяет при одинаковых высоких степенях пределах обжимной зоны не нарушается. деформации за проход предотвращать наОсобенностью данного способа, кроме рушение сплошности деформируемого меповышения степени использования пласти* талла и сохранять удовлетворительный ческих свойств металла и улучшения качества прокатываемых труб, является 40 запас пластических свойств металла труб после прокатки, что, в свою очередь, дает возможность прокатывать в одной паре валвозможность использовать более интенсивков (ручьев) трубы с различной толщиной ные маршруты деформации. стенки и их заготовок с другими толщинами Маршруты прокавариантов 1 2 Тип ток, мм стана 45x4,1-22x2,0 45x4,1-22x2.0 ХПТ32 ХПТ32 Режимы деформации /« 4,1 4,1 D3 Показатель ТГ У и t m, мм 2,0 2,05 10 2.0 T 2.05 10 Результаты прокаток степени кривой 2.0 2.3 Закаты, волнистость труб, местные трещины. Относительное удлинение б * 14-15%. (О (О (О Качество труб удовлетворительное. Относительное удлинение д -20-21%. 09 9919 зона редуцир. обжатия стенки аалиорующая зона Длина разаертки рабочей части ручья Параболическая функция гребня ручья Па^болическая функция образующей -опіавки Іасчетная длина оправки Упорядник Замовлення 4558 , Техред М.Моргентал Коректор М.Куль Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101 й
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold pilgering of tubes
Автори англійськоюFrolov Viktor Pylypovych, Pershyn Volodymyr Oleksandrovych, Kurin Vadym Yuliiovych, Sienina Tetiana Volodymyrivna
Назва патенту російськоюСпособ холодной пильгерной прокатки труб
Автори російськоюФролов Виктор Филиппович, Першин Владимир Александрович, Курин Вадим Юлиевич, Сенина Татьяна Владимировна
МПК / Мітки
МПК: B21B 21/00
Мітки: пільгерної, прокатки, труб, холодної, спосіб
Код посилання
<a href="https://ua.patents.su/6-9919-sposib-kholodno-pilgerno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодної пільгерної прокатки труб</a>
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Смолін Олексій Миколайович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Самойленко Генадій Дмитрович, Загребельний Віктор Терентійович, Король Микола Миколайович, Кравченко Юрій Олексійович, Науменко Сергій Григорович, Король Радимір Миколайович, Злинько Валерій Дмитрович, Лісовський Олександр Олександрович, Кірсанов Микола Васильович, Хохлов Анатолій Іванович
МПК: B21B 21/00
Мітки: періодичної, особливої, тонкостінних, холодної, прокатки, спосіб, труб
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Масошін Леонід Михайлович, Третяк Володимир Якович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Головачов Володимир Якович, Соя Володимир Іванович, Король Микола Миколайович, Король Радомір Миколайович, Лагутін Борис Миколайович, Літвін Григорій Дмитрович, Яременко Микола Іванович, Загребельний Віктор Терентійович, Ткаченко Микола Володимирович, Цупкін Анатолій Вікторович, Самойленко Генадій Дмитрович
МПК: B21B 35/06, B21B 21/00
Мітки: рухомої, холодної, стана, привід, валків, прокатки, труб, кліті
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Валентин Рудольфович, Тир Сергій Валентинович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Спосіб виготування труб великого діаметра
Номер патенту: 9331
Опубліковано: 30.09.1996
Автори: Коваль Сергій Анатольєвич, Остренко Віктор Яковлевич, Коваль Анатолій Тимофійович
МПК: B21B 19/00, B21C 37/08
Мітки: спосіб, діаметра, труб, великого, виготування
Формула / Реферат:
Способ изготовления труб большого диаметра; включающий получение полой заготовки и ее последующую горячую деформацию, отличающийся тем, что, с целью расширения технологических возможностей, полую заготовку получают из непрерывно-литого сляба путем формовки его в цилиндр и последующей сварки, формовку производят при температуре не ниже 0,3 Тпл, а горячую деформацию заготовки осуществляют при соотношении B/L не более 0,5, где Тпл -...
Спосіб багатострумкової прокатки

Номер патенту: 7891
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Следнев Володимір Петрович, Арефьєв Артур Юрьєвич, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: багатострумкової, спосіб, прокатки
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из непрерывнолитого слитка одновременно трех соединенных перемычками заготовок с сосредоточением ликвационной зоны в средней заготовке и обжатие на конечном этапе прокатки только в крайних диагональных ручьях по большей оси поперечного сечения ликвационной зоны, отличающийся тем, что, с целью уве-личения выхода годного, расстояние между участками с наибольшей степенью...
Попередній патент: Стенд для дослідження навісних гідравлічних систем
Наступний патент: Побутовий тепловий агрегат
Випадковий патент: Двошаровий мармелад "шелдон"