Гальмова колодка залізничного пересувного складу
Номер патенту: 62555
Опубліковано: 25.08.2011
Автори: Налєв Владімір Ігорєвіч, Ворончіхін Алєксандр Івановіч

Формула / Реферат
Гальмова колодка залізничного пересувного складу, що містить щонайменше одношаровий композиційний фрикційний елемент та принаймні одну фрикційну абразивну вставку, защемлену у дротовому каркасі та запресовану в композиційному фрикційному елементі, яка відрізняться тим, що вставка у верхній неробочій частині забезпечена виїмками, уступами або заплечиками для позиціювання каркаса по товщині вставки.
Текст
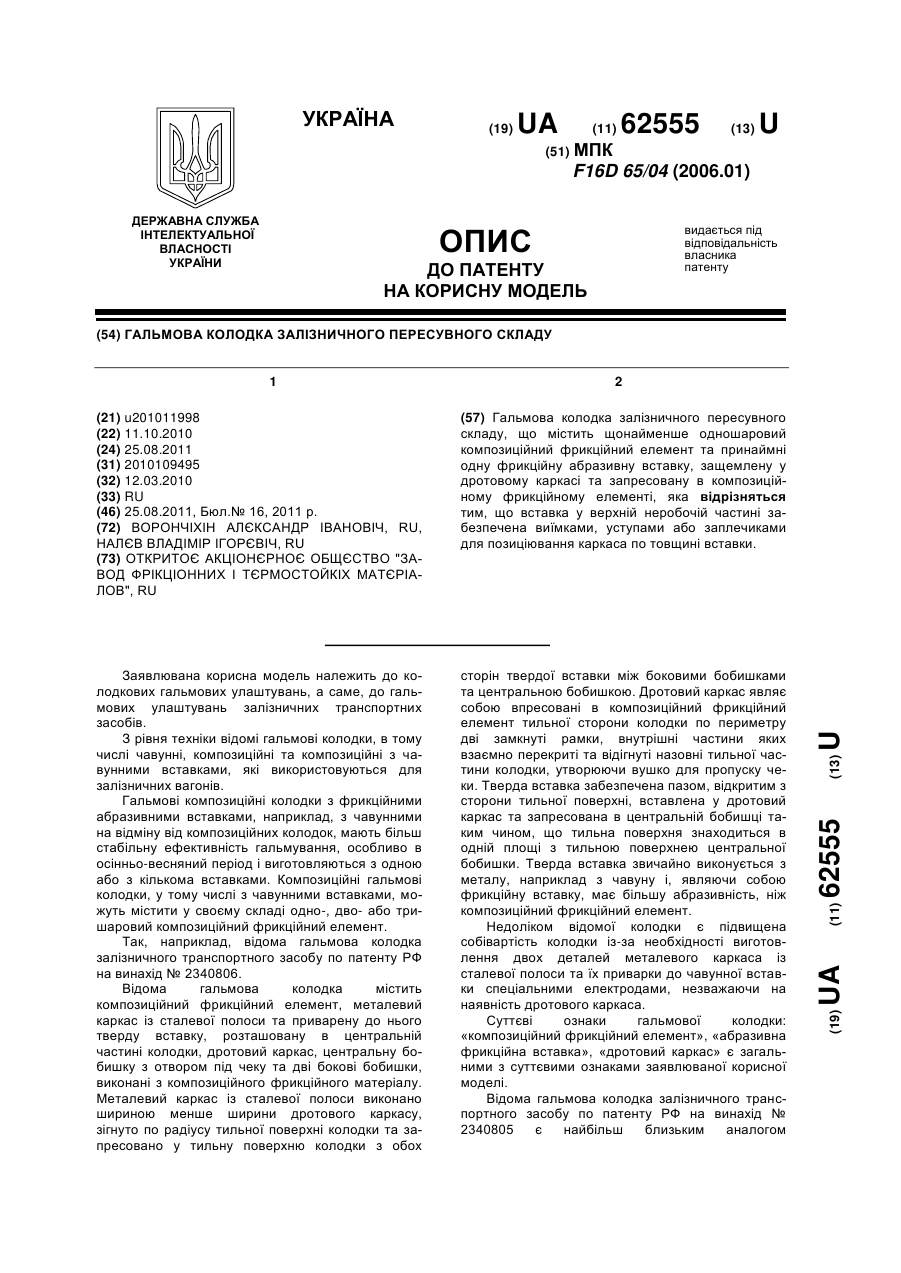
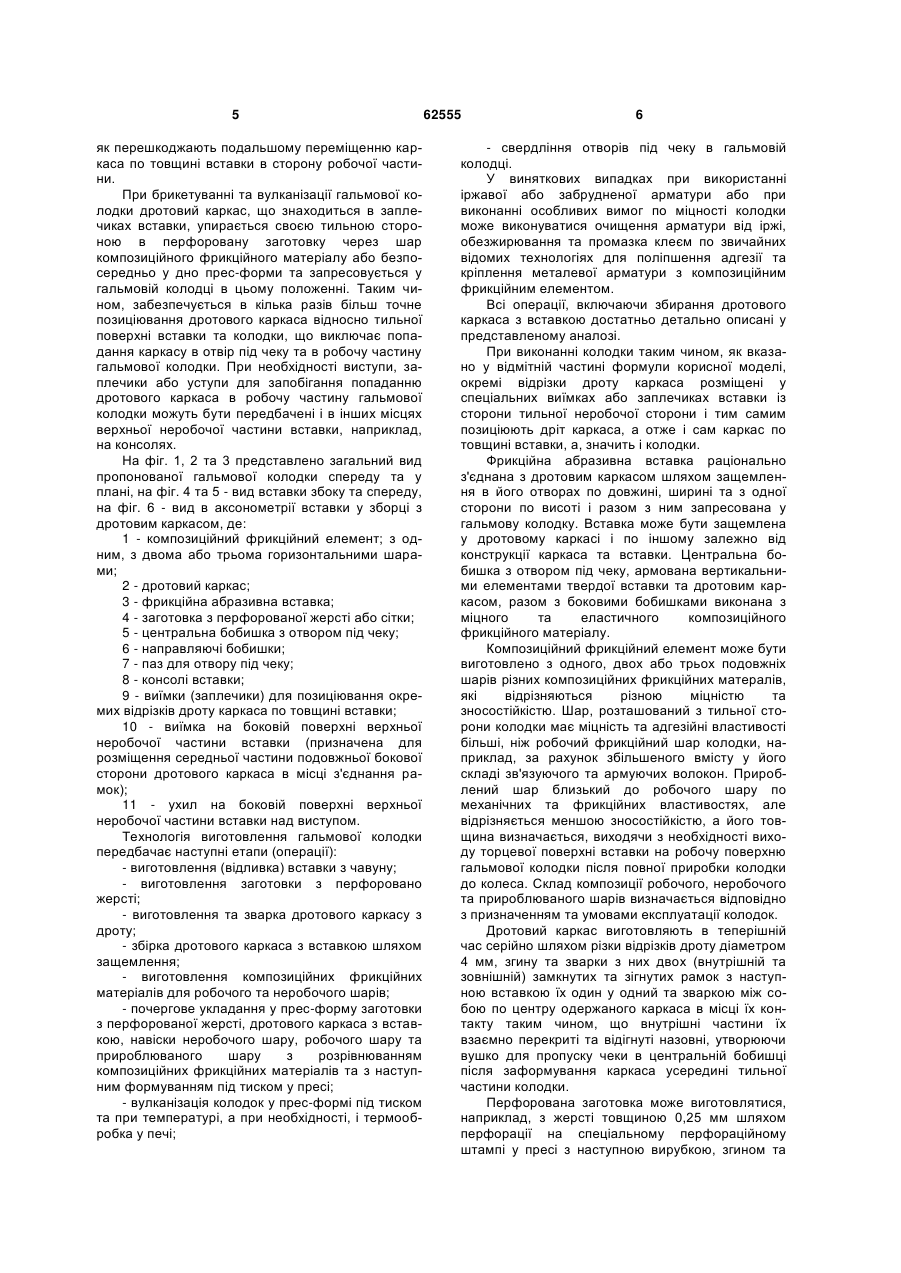
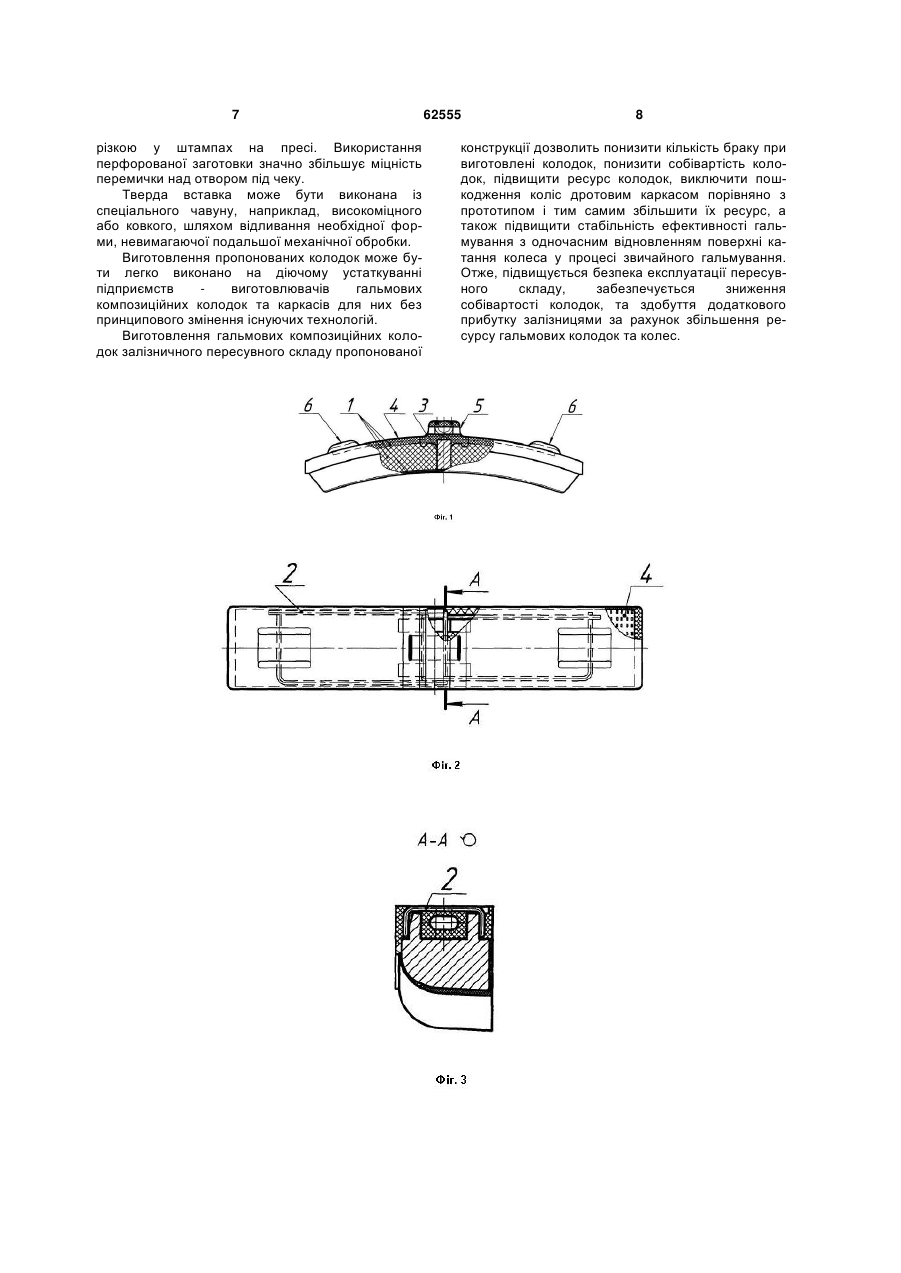
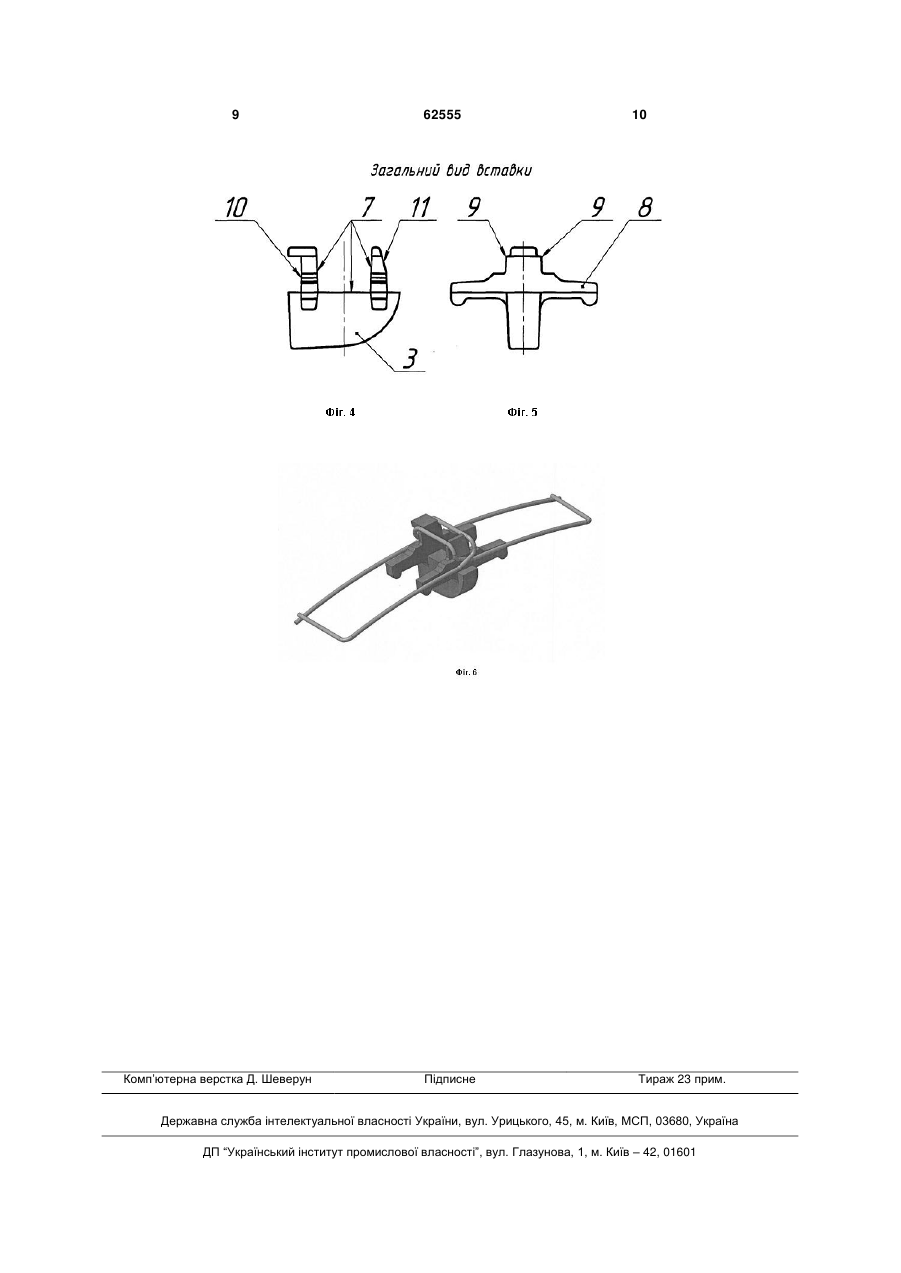
Гальмова колодка залізничного пересувного складу, що містить щонайменше одношаровий композиційний фрикційний елемент та принаймні одну фрикційну абразивну вставку, защемлену у дротовому каркасі та запресовану в композиційному фрикційному елементі, яка відрізняться тим, що вставка у верхній неробочій частині забезпечена виїмками, уступами або заплечиками для позиціювання каркаса по товщині вставки. (19) (21) u201011998 (22) 11.10.2010 (24) 25.08.2011 (31) 2010109495 (32) 12.03.2010 (33) RU (46) 25.08.2011, Бюл.№ 16, 2011 р. (72) ВОРОНЧІХІН АЛЄКСАНДР ІВАНОВІЧ, RU, НАЛЄВ ВЛАДІМІР ІГОРЄВІЧ, RU (73) ОТКРИТОЄ АКЦІОНЄРНОЄ ОБЩЄСТВО "ЗАВОД ФРІКЦІОННИХ І ТЄРМОСТОЙКІХ МАТЄРІАЛОВ", RU 3 заявлюваної корисної моделі та вибрана як прототип. Відома гальмова колодка містить композиційний фрикційний елемент, дротовий каркас, що являє собою дві замкнуті рамки, впресовані в композиційний фрикційний елемент тильної сторони колодки, внутрішні частини яких взаємно перекриті та відігнуті назовні тильної частини колодки, утворюючи вушко для пропуску чеки, тверду вставку, розташовану у центральній частині колодки та запресовану в композиційний фрикційний елемент. Колодка з тильної сторони містить металеву сітку або перфоровану жерсть, впресовану в композиційний фрикційний елемент. Вставка у верхній неробочій частині має паз з тильної сторони, запресований фрикційним композиційним матеріалом з отвором для пропуску чеки та консолі, симетрично розташовані по довжині вставки з кожної сторони, причому верхня неробоча частина вставки вставлена у дротовий каркас та защемлена у ньому. Довжина вставки у місці консолей може бути більше довжини центральної бобишки, але менше відстані між боковими бобишками. Неробоча частина вставки може мати виїмку на боковій стороні по ширині вставки, а на другій боковій стороні виступ, та защемлена у дротовому каркасі з двох сторін по довжині, з двох сторін по ширині і з одної сторони таким чином, що тильна поверхня вставки у центральній бобишці знаходиться в одній площі з нижньою поверхнею сітки або перфорованої жерсті. Дротовий каркас являє собою зварну конструкцію, яка складається з двох замкнутих, зігнутих, вставлених одна в другу і зварених між собою рамок із сталевого дроту. Він має кілька отворів, а його зігнуті сторони недостатньо паралельні та перпендикулярні між собою. По цій причині його конструкція використана для установки вручну верхньої неробочої вставки в отвори та порожнини каркаса і защемлена у ньому за рахунок непаралельності та неперпендикулярності гнучких сторін його отворів з дроту. З метою запобігання виходу твердої вставки із зачеплення з дротовим каркасом передбачено також защемлення твердої вставки з однобокової сторони по висоті. Вставка має у верхній неробочій частині з однобокової сторони виїмку, а з іншої протилежно бокової сторони виступ та ухил. У виїмці розміщується середня частина одної з двох подовжніх бокових сторін дротового каркаса у місці з’єднання та згину рамок. Середня частина другої подовжньої бокової сторони дротового каркаса розташовується з протилежно бокової сторони твердої вставки в місці ухилу над виступом при виконанні монтажу вставки у каркасі шляхом повороту вручну під кутом до каркаса. Після збирання дротового каркаса з вставкою та установки перфорованої жерсті або сітки виконується запресовка їх в композиційному фрикційному матеріалі під тиском та підвищеною температурою, в результаті чого колодка набуває необхідної міцності. Відома колодка має міцну просту та недорогу конструкцію і у випадку використання вставки з 62555 4 високоміцного чавуну дозволяє не тільки досягти стабільної ефективності гальмування, але й підвищити ресурс колеса. Проте відома конструкція колодки у процесі виготовлення допускає випуск великої кількості браку, який трохи зменшується навіть у випадках проведення додаткової операції сортування та підбірки каркасів і вставок по приєднувальних розмірах. Як наслідок, це викликає також, крім збільшення собівартості виготовлення колодок, зменшення ресурсу їх експлуатації та ресурсу коліс. Дійсно, висота вставки від тильної поверхні до виступів на боковій поверхні має великий ливарний допуск та має бути завжди більше розташованих над ними середніх частин подовжніх бокових сторін дротового каркаса в місці з’єднання (зварки) та вигину рамок. Інакше при брикетуванні та вулканізації колодок під тиском у прес-формі можливий додатковий вигин дротового каркаса із зруйнуванням зварного з'єднання рамок. Висота середньої частини подовжньої бокової сторони дротового каркаса в місці згину та зварки із-за складної конфігурації має розмірний допуск, в кілька разів перевищуючий діаметр дроту. В умовах даних допусків це не дозволяє в достатній мірі позиціювати дротовий каркас відносно тильної поверхні вставки та колодки. При значному зсуві дротового каркаса в сторону робочої поверхні колодки він може попасти в отвір під чеку та в робочу товщину колодки. Істотні ознаки гальмової колодки: «композиційний фрикційний елемент», «фрикційна абразивна вставка, защемлена у дротовому каркасі та запресована в композиційному фрикційному елементі», є загальними з істотними ознаками заявлюваної корисної моделі. Задачею, на вирішення якої спрямована заявлювана корисна модель, є конструкція гальмової колодки залізничного пересувного складу, яка забезпечує більш точне позиціювання дротового каркаса по товщині вставки та колодки, виключаючи попадання дротового каркаса в отвір під чеку та в робочу товщу колодки. Технічним результатом заявлюваної корисної моделі є зменшення браку при виготовленні колодок, а отже, зменшення собівартості колодок та коліс за рахунок зменшення їх пошкоджень, та, як наслідок, одержання додаткового прибутку залізницями. Вказаний технічний результат досягається тим, що на тильній поверхні вставки у верхній неробочій частині передбачені спеціальні пази, виступи або заплечики, глибиною, близькою до діаметра дроту для розміщення в них прямих відрізків дроту каркаса при защемленні вставки. В заявлюваній корисній моделі пропонована конструкція фрикційно абразивної вставки у верхній неробочій частині з тильної сторони має два заплечики висотою, близькою до діаметра дроту. При збиранні вставки з дротовим каркасом чотири невеликих достатньо прямих відрізків дротового каркаса розміщуються у цих заплечиках та позиціюють каркас відносно товщини вставки, так 5 як перешкоджають подальшому переміщенню каркаса по товщині вставки в сторону робочої частини. При брикетуванні та вулканізації гальмової колодки дротовий каркас, що знаходиться в заплечиках вставки, упирається своєю тильною стороною в перфоровану заготовку через шар композиційного фрикційного матеріалу або безпосередньо у дно прес-форми та запресовується у гальмовій колодці в цьому положенні. Таким чином, забезпечується в кілька разів більш точне позиціювання дротового каркаса відносно тильної поверхні вставки та колодки, що виключає попадання каркасу в отвір під чеку та в робочу частину гальмової колодки. При необхідності виступи, заплечики або уступи для запобігання попаданню дротового каркаса в робочу частину гальмової колодки можуть бути передбачені і в інших місцях верхньої неробочої частини вставки, наприклад, на консолях. На фіг. 1, 2 та 3 представлено загальний вид пропонованої гальмової колодки спереду та у плані, на фіг. 4 та 5 - вид вставки збоку та спереду, на фіг. 6 - вид в аксонометрії вставки у зборці з дротовим каркасом, де: 1 - композиційний фрикційний елемент; з одним, з двома або трьома горизонтальними шарами; 2 - дротовий каркас; 3 - фрикційна абразивна вставка; 4 - заготовка з перфорованої жерсті або сітки; 5 - центральна бобишка з отвором під чеку; 6 - направляючі бобишки; 7 - паз для отвору під чеку; 8 - консолі вставки; 9 - виїмки (заплечики) для позиціювання окремих відрізків дроту каркаса по товщині вставки; 10 - виїмка на боковій поверхні верхньої неробочої частини вставки (призначена для розміщення середньої частини подовжньої бокової сторони дротового каркаса в місці з'єднання рамок); 11 - ухил на боковій поверхні верхньої неробочої частини вставки над виступом. Технологія виготовлення гальмової колодки передбачає наступні етапи (операції): - виготовлення (відливка) вставки з чавуну; - виготовлення заготовки з перфоровано жерсті; - виготовлення та зварка дротового каркасу з дроту; - збірка дротового каркаса з вставкою шляхом защемлення; - виготовлення композиційних фрикційних матеріалів для робочого та неробочого шарів; - почергове укладання у прес-форму заготовки з перфорованої жерсті, дротового каркаса з вставкою, навіски неробочого шару, робочого шару та прироблюваного шару з розрівнюванням композиційних фрикційних матеріалів та з наступним формуванням під тиском у пресі; - вулканізація колодок у прес-формі під тиском та при температурі, а при необхідності, і термообробка у печі; 62555 6 - свердління отворів під чеку в гальмовій колодці. У виняткових випадках при використанні іржавої або забрудненої арматури або при виконанні особливих вимогпо міцності колодки може виконуватися очищення арматури від іржі, обезжирювання та промазка клеєм по звичайних відомих технологіях для поліпшення адгезії та кріплення металевої арматури з композиційним фрикційним елементом. Всі операції, включаючи збирання дротового каркаса з вставкою достатньо детально описані у представленому аналозі. При виконанні колодки таким чином, як вказано у відмітній частині формули корисної моделі, окремі відрізки дроту каркаса розміщені у спеціальних виїмках або заплечиках вставки із сторони тильної неробочої сторони і тим самим позиціюють дріт каркаса, а отже і сам каркас по товщині вставки, а, значить і колодки. Фрикційна абразивна вставка раціонально з'єднана з дротовим каркасом шляхом защемлення в його отворах по довжині, ширині та з одної сторони по висоті і разом з ним запресована у гальмову колодку. Вставка може бути защемлена у дротовому каркасі і по іншому залежно від конструкції каркаса та вставки. Центральна бобишка з отвором під чеку, армована вертикальними елементами твердої вставки та дротовим каркасом, разом з боковими бобишками виконана з міцного та еластичного композиційного фрикційного матеріалу. Композиційний фрикційний елемент може бути виготовлено з одного, двох або трьох подовжніх шарів різних композиційних фрикційних матералів, які відрізняються різною міцністю та зносостійкістю. Шар, розташований з тильної сторони колодки має міцність та адгезійні властивості більші, ніж робочий фрикційний шар колодки, наприклад, за рахунок збільшеного вмісту у його складі зв'язуючого та армуючих волокон. Прироблений шар близький до робочого шару по механічних та фрикційних властивостях, але відрізняється меншою зносостійкістю, а його товщина визначається, виходячи з необхідності виходу торцевої поверхні вставки на робочу поверхню гальмової колодки після повної приробки колодки до колеса. Склад композиції робочого, неробочого та прироблюваного шарів визначається відповідно з призначенням та умовами експлуатації колодок. Дротовий каркас виготовляють в теперішній час серійно шляхом різки відрізків дроту діаметром 4 мм, згину та зварки з них двох (внутрішній та зовнішній) замкнутих та зігнутих рамок з наступною вставкою їх один у одний та зваркою між собою по центру одержаного каркаса в місці їх контакту таким чином, що внутрішні частини їх взаємно перекриті та відігнуті назовні, утворюючи вушко для пропуску чеки в центральній бобишці після заформування каркаса усередині тильної частини колодки. Перфорована заготовка може виготовлятися, наприклад, з жерсті товщиною 0,25 мм шляхом перфорації на спеціальному перфораційному штампі у пресі з наступною вирубкою, згином та 7 різкою у штампах на пресі. Використання перфорованої заготовки значно збільшує міцність перемички над отвором під чеку. Тверда вставка може бути виконана із спеціального чавуну, наприклад, високоміцного або ковкого, шляхом відливання необхідної форми, невимагаючої подальшої механічної обробки. Виготовлення пропонованих колодок може бути легко виконано на діючому устаткуванні підприємств виготовлювачів гальмових композиційних колодок та каркасів для них без принципового змінення існуючих технологій. Виготовлення гальмових композиційних колодок залізничного пересувного складу пропонованої 62555 8 конструкції дозволить понизити кількість браку при виготовлені колодок, понизити собівартість колодок, підвищити ресурс колодок, виключити пошкодження коліс дротовим каркасом порівняно з прототипом і тим самим збільшити їх ресурс, а також підвищити стабільність ефективності гальмування з одночасним відновленням поверхні катання колеса у процесі звичайного гальмування. Отже, підвищується безпека експлуатації пересувного складу, забезпечується зниження собівартості колодок, та здобуття додаткового прибутку залізницями за рахунок збільшення ресурсу гальмових колодок та колес. 9 Комп’ютерна верстка Д. Шеверун 62555 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBrakeblock of rail rolling stock
Автори англійськоюVoronchikhin Aleksandr Ivanovich, Naliev Vladimir Ihorievich
Назва патенту російськоюТормозная колодка железнодорожного подвижного состава
Автори російськоюВорончихин Александр Иванович, Налев Владимир Игоревич
МПК / Мітки
МПК: F16D 65/04
Мітки: складу, колодка, пересувного, гальмова, залізничного
Код посилання
<a href="https://ua.patents.su/5-62555-galmova-kolodka-zaliznichnogo-peresuvnogo-skladu.html" target="_blank" rel="follow" title="База патентів України">Гальмова колодка залізничного пересувного складу</a>
Гальмова колодка залізничного рухомого складу
Номер патенту: 26075
Опубліковано: 10.09.2007
Автори: Іщенко Павло Дмитрович, Літош Сєргєй Міхайловіч
МПК: F16D 69/02, B61H 7/00
Мітки: залізничного, складу, рухомого, колодка, гальмова
Формула / Реферат:
Гальмова колодка залізничного рухомого складу, що містить полімерний фрикційний матеріал та металевий каркас у вигляді суцільної пластини з отворами, виконаний з П-подібним виступом в центральній частині каркаса та вушками для пропускання чеки, яка відрізняється тим, що каркас виконаний у вигляді суміщених між собою тильника та пластини з штампованими виступами, з просічками, з відгином, при цьому ширина пластини вибрана в межах...
Гальмова колодка залізничного рухомого складу
Номер патенту: 16303
Опубліковано: 15.08.2006
Автори: Харлов Андрій Геннадійович, Гоцанюк Микола Степанович
МПК: B61H 7/00
Мітки: рухомого, гальмова, складу, залізничного, колодка
Формула / Реферат:
Гальмова колодка залізничного рухомого складу, що містить фрикційний металевий матеріал, який виготовлений у вигляді дугоподібного бруса, на поверхні зовнішнього радіуса якого відлито вушко для кріплення колодки у гальмовому пристрої, а поверхня внутрішнього радіуса є поверхней тертя, яка відрізняється тим, що на поверхні тертя на обох кінцях колодки виконані іскрогасні канавки на глибину, більшу від шару стирання.
Композиційна гальмова колодка залізничного транспорту
Номер патенту: 33763
Опубліковано: 15.08.2003
Автори: Московських Ігор Петрович, Московських Тетяна Петрівна, Вуколов Леонід Олександрович, Корольов Володимир Олександрович
МПК: B61H 7/00
Мітки: гальмова, колодка, залізничного, композиційна, транспорту
Формула / Реферат:
Композиційна гальмова колодка залізничного транспорту, яка складається з фрикційного матеріалу та оснащеної перфорованою жерстю тильної частини, виконаної у вигляді впресованих у фрикційний матеріал замкнених рамок, внутрішні частини яких взаємно перекриті і відігнуті назовні тильної частини колодки, утворюючи вушко для пропускання чеки, яка відрізняється тим, що замкнені рамки тильної частини виконані у вигляді однієї просторової рамки, що...
Гальмова колодка залізничного транспортного засобу
Номер патенту: 61367
Опубліковано: 11.07.2011
Автори: Шпади Маріна Дмітрієвна, Налєв Владімір Ігорєвіч, Ворончіхін Алєксандр Івановіч, Мацала Пєтєр, Буйняк Матуш, Бочкарєв Вячєслав Ніколаєвіч
МПК: B61H 7/00
Мітки: транспортного, колодка, засобу, залізничного, гальмова
Формула / Реферат:
1. Гальмова колодка залізничного транспортного засобу, яка містить металевий каркас та щонайменше одношаровий композиційний фрикційний елемент, забезпечений індикаторами зносу та засобами захисту від неправильного використання типу колодки, яка відрізняється тим, що металевий каркас виконаний у вигляді дротового каркаса, що являє собою впресовані у композиційний фрикційний матеріал тильної частини колодки по периметру колодки дві замкнуті...
Гальмова колодка залізничного транспортного засобу
Номер патенту: 45308
Опубліковано: 10.11.2009
Автори: Налєв Ігорь Андрєєвіч, Ворончіхін Алєксандр Івановіч, Вуколов Лєонід Алєксандровіч, Сімонова Татьяна Сергеевна, Найшєв Алєксєй Алєксєєвіч, Бичков Владімір Ніколаєвіч
МПК: B61H 7/00
Мітки: колодка, транспортного, засобу, залізничного, гальмова
Формула / Реферат:
1. Гальмова колодка залізничного транспортного засобу, що містить у собі щонайменше одношаровий композиційний фрикційний елемент, у тильну частину якого впресовано дротовий каркас, виконаний із двох з'єднаних між собою рамок, кожна із котрих зігнута із дроту, кінці якого з'єднані, яка відрізняється тим, що з'єднання кінців дроту виконані із збільшенням товщини дротового каркаса по товщині колодки та розташовані на половині дротового каркаса у...
Попередній патент: Спосіб прогнозування показників надійності термоелектричного охолоджувача
Наступний патент: Вібромасажер для вгамування болю
Випадковий патент: Пневматичний поршневий насос з електронним контролем повітряного клапана і поршня