Пристрій для закривання сталевипускного отвору конвертера
Номер патенту: 68017
Опубліковано: 12.03.2012
Автори: Бойченко Борис Михайлович, Стоянов Олександр Миколайович, Нізяєв Костянтин Георгійович, Молчанов Лавр Сергійович

Формула / Реферат
1. Пристрій для закривання сталевипускного отвору конвертера, виконаний у вигляді пробки, який відрізняється тим, що він має форму циліндра діаметром 0,4-0,9 діаметра льоткового каналу та довжиною - 0,2-0,8 довжини льоткового каналу, та введений на глибину 0,4-0,9 довжини льоткового каналу від його зовнішнього торця.
2. Пристрій за п. 1, який відрізняється тим, що як матеріал для його виконання використана суміш мергелю та гранульованого пінополістиролу, причому вміст останнього складає 30-70 % за об'ємом.
Текст
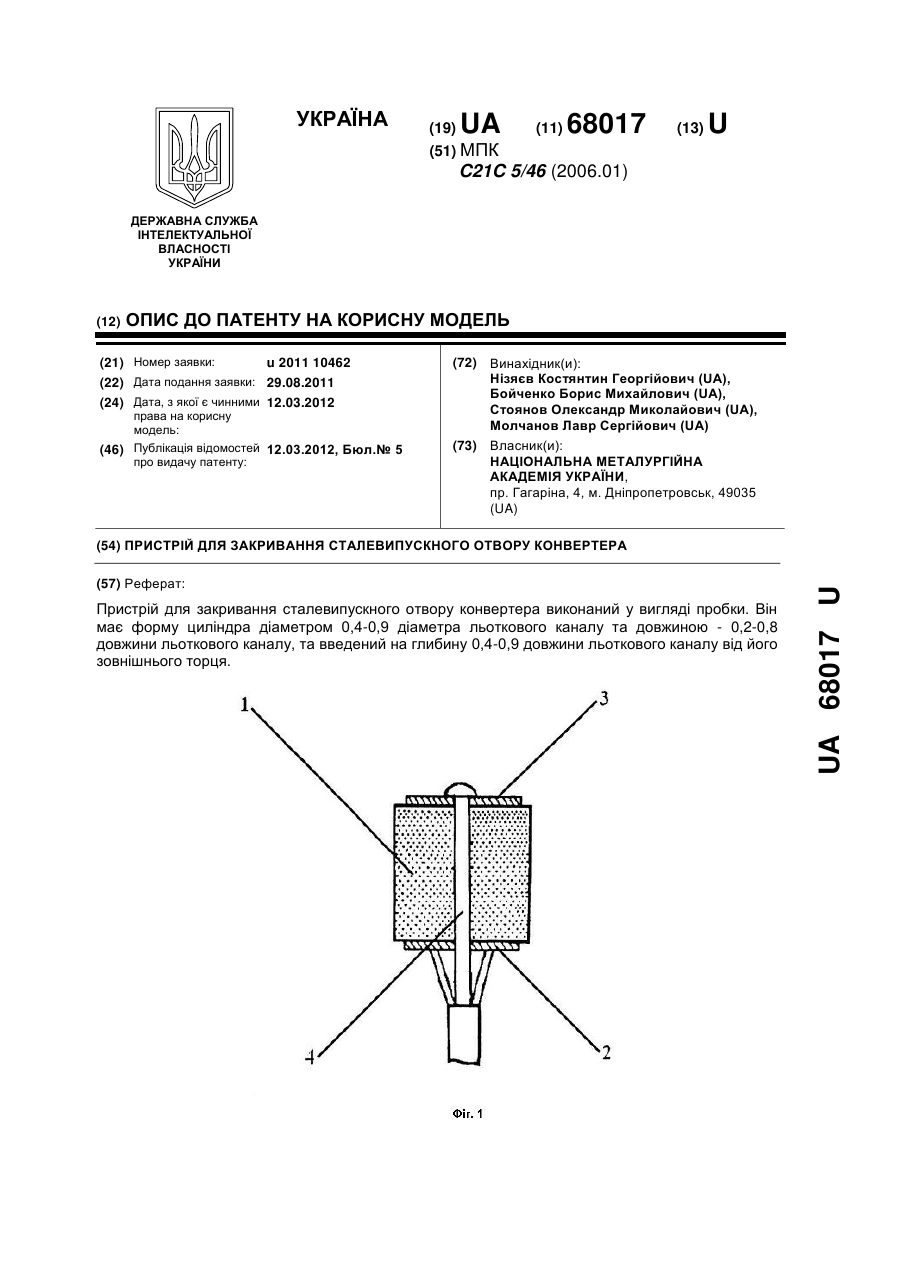
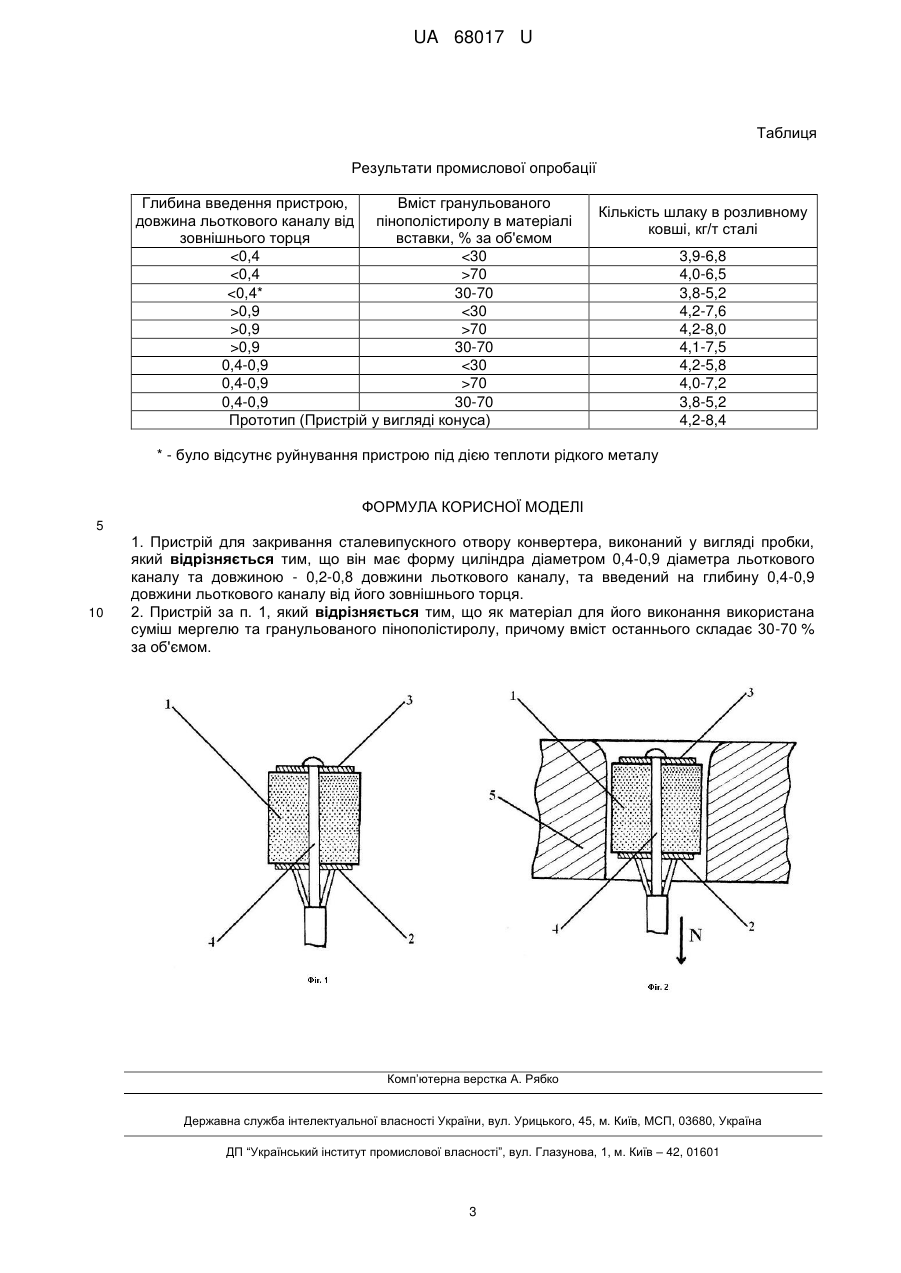
Реферат: Пристрій для закривання сталевипускного отвору конвертера виконаний у вигляді пробки. Він має форму циліндра діаметром 0,4-0,9 діаметра льоткового каналу та довжиною - 0,2-0,8 довжини льоткового каналу, та введений на глибину 0,4-0,9 довжини льоткового каналу від його зовнішнього торця. UA 68017 U (54) ПРИСТРІЙ ДЛЯ ЗАКРИВАННЯ СТАЛЕВИПУСКНОГО ОТВОРУ КОНВЕРТЕРА UA 68017 U UA 68017 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до чорної металургії, а саме до конструкції конвертерів. Відомий сталеплавильний агрегат, що містить льотку, в порожнині якої встановлений вогнетривкий блок з наскрізними каналами, розташованими під кутом до осі льотки [Авт.св. 3 СССР №819184 М.Кл. С21С 5/42, опубл. 07.04.1981, Бюл. №13]. Перед зливом металу в льотку подається газ, наприклад повітря, який відтисняє первинний шлак, запобігаючи його попаданню в ківш. Недоліком відомого способу є висока складність, значна вартість, низька надійність та погіршення якості сталі унаслідок насичення газами. Відомий також, вибраний як прототип, пристрій для закривання сталевипускного отвору конвертера на початку випуску плавки, призначений для запобігання попаданню шлаку в сталерозливний ківш [Авт.св. СССР №330196 М.Кл. С21С 5/46, опубл. 24.02.1972, Бюл. №8]. Пристрій являє собою сталевий лист, завтовшки 2-4 мм, зігнутий за формою конуса, причому діаметр основи конуса має бути на 20-40 мм більше діаметра сталевипускного отвору конвертера. Пристрій встановлюється перед зливом металу в льотковий канал конвертера таким чином, щоб вершина конуса була направлена всередину конвертера. Завдяки тому, що діаметр основи конуса перевищує діаметр льоткового каналу, пристрій самозаклинюється. При нахилі конвертера в отвір потрапляє шлак, який утримується пристроєм. При подальшому нахилі в отвір надходить метал, через що сталевий лист розплавляється, та починається злив металу крізь льотковий отвір. Відомий пристрій для відтинання шлаку при переливанні розплавленого металу з конвертера в ківш має ряд недоліків: - руйнування льоткового вогнетриву внаслідок термічного розширення матеріалу вставки (Вставка виготовляється з металевого листа, який має високий коефіцієнт лінійного розширення. У процесі експлуатації вона нагрівається, збільшуючись в розмірах, викликаючи напруги у вогнетривкому матеріалі льоткового каналу, призводячи до його швидкого руйнування); - низька надійність закріплення пристрою в льотковому каналі (У процесі експлуатації діаметр льоткового каналу зростає, через знос вогнетривкого матеріалу. Конструкція пристрою не забезпечує його надійного закріплення за таких умов); - низька ефективність відтинання первинного шлаку під час випуску плавки з конвертера в сталерозливний ківш (викликана не надійним закріпленням пристрою в льотковому каналі та призводить до його випадіння та потрапляння шлаку в сталерозливний ківш на ранніх стадіях переливу металу з конвертера). В основу корисної моделі поставлено задачу підвищення надійності запобігання попаданню первинного шлаку в сталерозливний ківш під час випуску металу з конвертера. Поставлена задача вирішується за рахунок того, що всередину сталевипускного отвору, на глибину 0,4-0,9 його довжини від зовнішнього торця, встановлюють пристрій, виконаний у вигляді пробки, що має форму циліндра діаметром 0,4-0,9 діаметра льоткового каналу та довжиною - 0,2-0,8 довжини льоткового каналу, який виготовлений з суміші мергелю та гранульованого пінополістиролу, причому вміст останнього складає 30-70 % за об'ємом. Загальні риси в порівнянні з прототипом: - перекриття сталевипускного отвору на початкових етапах переливу металу з конвертера; - руйнування матеріалу перекриття під дією теплоти рідкого металу. Відмінні риси в порівнянні з прототипом: - циліндрична форма пристрою; - введення пристрою в льотковий канал на глибину 0,4-0,9 його довжини від зовнішнього торця; - застосування як матеріалу, з якого виготовляють пристрій, суміші мергелю з гранульованим пінополістиролом, причому вміст останнього складає 30-70 % за об'ємом. Проведений пошук за науково-технічними і патентними джерелами інформації та взятий з переліку аналогів прототип, дозволяє визначити заявникові відсутність аналогів з ідентичними рисами корисної моделі, яка пропонується. Таким чином, технічне рішення, яке пропонується, "пристрій для закривання сталевипускного отвору конвертера" задовольняє критерій корисної моделі - "новизна". Пристрій, який має циліндричну форму, встановлюється у випускний отвір. Після цього він піддається стисканню, через що суміш мергелю з гранульованим пінополістиролом заповнює випускний отвір. Циліндрична форма забезпечує значну поверхню контакту вставки з вогнетривом льоткового каналу, що гарантує надійне закріплення під час стискання. Пристрій нагрівається і зчіплюється з вогнетривом льоткового каналу. Це забезпечує надійне його кріплення і відтинання первинного шлаку на початкових стадіях зливу металу. 1 UA 68017 U 5 10 15 20 25 30 35 40 45 50 55 При використанні пристрою діаметром більше ніж 0,9 діаметра льоткового каналу затруднюється його введення всередину льоткового каналу. При використанні пристрою діаметром менше 0,4 діаметра льоткового каналу погіршується його кріплення у льотковому каналі після деформації, що може викликати випадіння пристрою та потрапляння шлаку до сталерозливного ковша. Використання пристрою діаметром 0,4-0,9 діаметра льоткового каналу забезпечується вільне його введення усередину льоткового каналу та надійне закріплення. При довжині пристрою більш ніж 0,8 довжини льоткового каналу не забезпечується його руйнування під дією теплоти рідкого металу. Що викликає необхідність видалення пристрою після "повалки" конвертера вручну. При довжині пристрою менше ніж 0,2 довжини льоткового каналу відбувається його руйнування під дією теплоти рідкого шлаку. Що викликає потрапляння в ківш первинного шлаку. Використання пристрою довжиною 0,2-0,8 довжини льоткового каналу забезпечує надійне відтинання шлаку та викликає його руйнування під дією теплоти рідкого металу. При вмісті гранульованого пінополістиролу у матеріалі, з якого виконано пристрій, більш ніж 70 % за об'ємом, після твердіння пристрій має високопористу структуру, яка швидко руйнується під дією гідростатичного тиску шару рідкого металу та шлаку, приводячи до потрапляння первинного шлаку в сталерозливний ківш. При вмісті гранульованого пінополістиролу у матеріалі, з якого виконано пристрій, менше ніж 30 % за об'ємом, відсутнє надійне зчеплення пристрою з вогнетривом льоткового каналу, що призводить до його випадіння на ранніх стадіях переливу металу й потрапляння первинного шлаку в сталерозливний ківш. При вмісті гранульованого пінополістиролу у матеріалі, з якого виконано пристрій, на рівні 30-70 % за об'ємом, в процесі твердіння утворюється достатньо щільна структура, яка надійно з'єднується з вогнетривом льоткового каналу, забезпечуючи відтинання первинного шлаку на початкових стадіях переливу металу з конвертера в сталерозливний ківш. При встановленні пристрою на глибину менше ніж 0,4 довжини сталевипускного отвору, від його зовнішнього торця, він самостійно не руйнується під дією теплоти рідкого металу, тому що йде інтенсивний тепловідвід. Це викликає необхідність видалення пристрою після "повалки" конвертера вручну. При встановленні пристрою на глибину більш ніж 0,9 довжини сталевипускного отвору, від його зовнішнього торця, він руйнується під дією теплоти рідкого металу, до повного видалення шлаку з льоткового каналу, призводячи до потрапляння деякої частини шлаку в сталерозливний ківш. При встановленні пристрою на глибині 0,4-0,9 довжини сталевипускного отвору, від його зовнішнього торця, забезпечується його руйнування під дією теплоти рідкого металу і повне видалення шлаку з льоткового каналу. Це забезпечує ефективне відтинання первинного шлаку на початкових стадіях переливу металу з конвертера. На Фіг.1 та Фіг.2 зображено пристрій для закривання сталевипускного отвору конвертера та схема його встановлення в льотковому каналі відповідно. Пристрій для закривання сталевипускного отвору конвертера складається з наступних елементів: деформівна частина з суміші мергеляю та гранульованого пінополістиролу 1 (виконана у формі циліндра з діаметром d та висотою h); упорна пластина 2 та стискуюча пластина 3, які розміщенні на нижньому та верхньому торцях деформівної частини 1; стрижня з цанговими виступами 4, що знаходиться усередині деформівної частини 1 та зачіплюється цанговими виступами за стискаючу пластину 3; льотковий канал 5, всередині якого встановлюється пристрій. Пристрій для закривання сталевипускного отвору конвертера працює таким чином. Пристрій, діаметр якого менше внутрішнього діаметра сталевипускного отвору, вводиться всередину льоткового каналу 5. За допомогою дії механічного устаткування прикладається тягнуче зусилля N до стрижня з цанговими виступами 4. Це призводить до зсуву і стискуючої пластини 3 по відношенню до упорної пластини 2, викликаючи збільшення d/h деформівної частини 1. Після фіксації пристрою в льотковому каналі стрижень з цанговими виступами 4 витягується з нього. Застосування приведеного пристрою забезпечує надійне відтинання первинного шлаку на ранніх стадіях переливу металу з конвертера. Була проведена промислова апробація даного пристрою для закривання сталевипускного отвору конвертера. Результати апробації наведені в таблиці. При застосуванні пристрою для закривання сталевипускного отвору конвертера на початку випуску плавки кількість шлаку, що потрапляє в сталерозливний ківш, значно нижча, ніж у прототипу, що свідчить про його ефективність. У всіх випадках був отриманий стабільний результат, що робить даний спосіб відтинання шлаку технологічнішим. 2 UA 68017 U Таблиця Результати промислової опробації Глибина введення пристрою, Вміст гранульованого довжина льоткового каналу від пінополістиролу в матеріалі зовнішнього торця вставки, % за об'ємом 0,9 30-70 0,4-0,9 70 0,4-0,9 30-70 Прототип (Пристрій у вигляді конуса) Кількість шлаку в розливному ковші, кг/т сталі 3,9-6,8 4,0-6,5 3,8-5,2 4,2-7,6 4,2-8,0 4,1-7,5 4,2-5,8 4,0-7,2 3,8-5,2 4,2-8,4 * - було відсутнє руйнування пристрою під дією теплоти рідкого металу ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Пристрій для закривання сталевипускного отвору конвертера, виконаний у вигляді пробки, який відрізняється тим, що він має форму циліндра діаметром 0,4-0,9 діаметра льоткового каналу та довжиною - 0,2-0,8 довжини льоткового каналу, та введений на глибину 0,4-0,9 довжини льоткового каналу від його зовнішнього торця. 2. Пристрій за п. 1, який відрізняється тим, що як матеріал для його виконання використана суміш мергелю та гранульованого пінополістиролу, причому вміст останнього складає 30-70 % за об'ємом. Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for closing the converter steel-tapping hole
Автори англійськоюNiziaiev Kostiantyn Heorhiiovych, Boichenko Borys Mykhailovych, Stoianov Oleksandr Mykolaiovych, Molchanov Lavr Serhiiovych
Назва патенту російськоюУстройство для закрывания сталевыпускного отверстия конвертера
Автори російськоюНизяев Константин Георгиевич, Бойченко Борис Михайлович, Стоянов Александр Николаевич, Молчанов Лавр Сергеевич
МПК / Мітки
МПК: C21C 5/46
Мітки: пристрій, отвору, закривання, конвертера, сталевипускного
Код посилання
<a href="https://ua.patents.su/5-68017-pristrijj-dlya-zakrivannya-stalevipusknogo-otvoru-konvertera.html" target="_blank" rel="follow" title="База патентів України">Пристрій для закривання сталевипускного отвору конвертера</a>
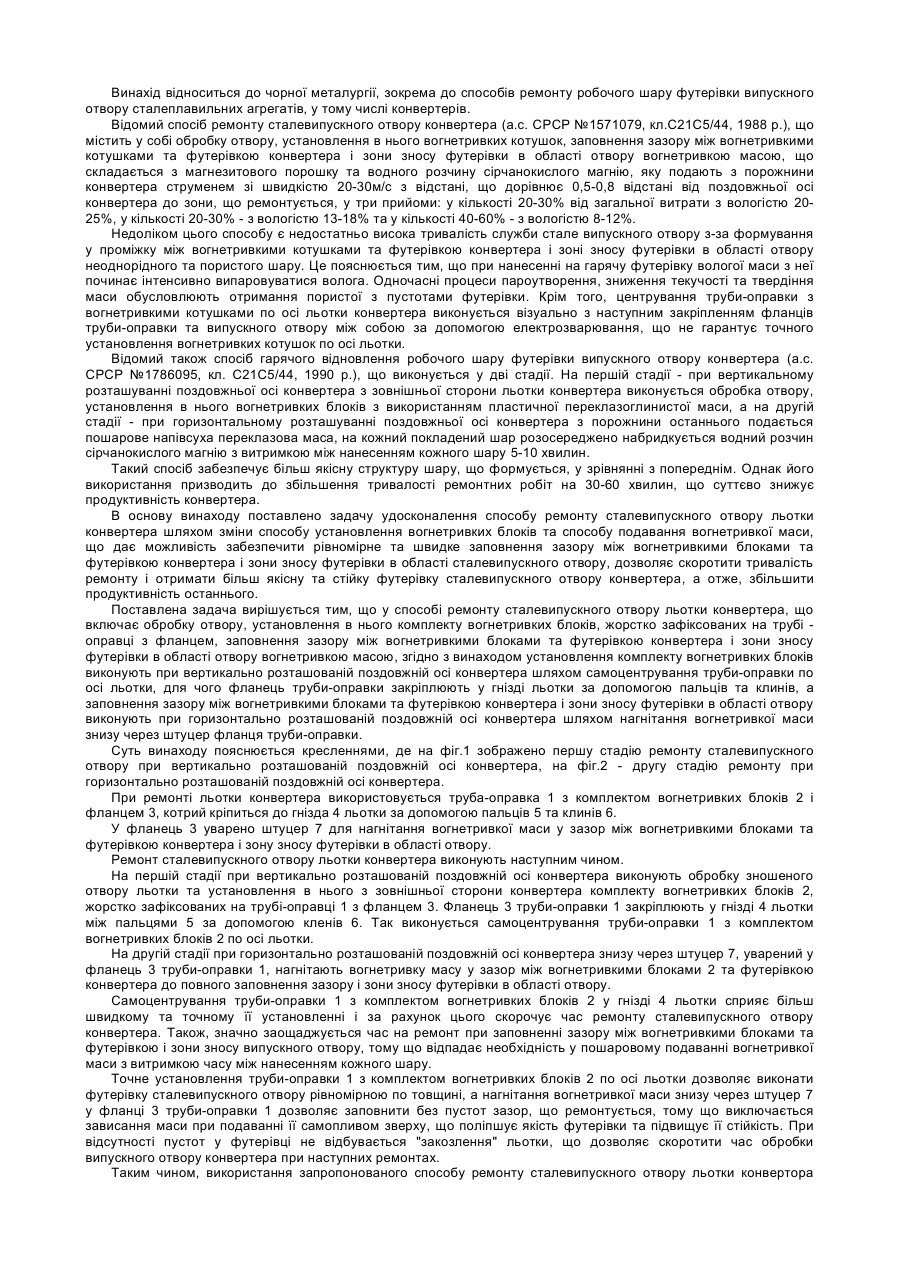
Спосіб ремонту сталевипускного отвору льотки конвертера
Номер патенту: 70788
Опубліковано: 15.10.2004
Автори: Величенко Людмила Іванівна, Лисенко Віталій Петрович, Єрмоленко Ганна Володимирівна, Несвіт Володимир Васильович, Слівченко Анатолій Іванович, Родь Олександр Григорович, Івко Володимир Вікторович, Шиш Юрій Іванович
МПК: C21C 5/44
Мітки: конвертера, спосіб, отвору, льотки, сталевипускного, ремонту
Формула / Реферат:
Спосіб ремонту сталевипускного отвору льотки конвертера, що включає обробку отвору, установлення в нього комплекту вогнетривких блоків, жорстко зафіксованих на трубі-оправці з фланцем, заповнення зазору між вогнетривкими блоками та футерівкою конвертера і зони зносу футерівки в області отвору вогнетривкою масою, який відрізняється тим, що установлення комплекту вогнетривких блоків виконують при вертикально розташованій поздовжній осі...
Пристрій для випуску металу з конвертера і відсічення шлаку
Номер патенту: 37729
Опубліковано: 10.12.2008
Автори: Бичков Сергій Васильович, Перцевий Віталій Олександрович, Малик Олександр Олексійович, Жаворонков Юрій Іванович, Гічов Юрій Олександрович
Мітки: пристрій, відсічення, шлаку, конвертера, випуску, металу
Формула / Реферат:
Пристрій для випуску металу з конвертера і відсічення шлаку, який містить сталевипускний канал, проміжну ємність з отвором у днищі, встановленим співвісно з отвором вогнетривкого патрубка, який відрізняється тим, що він додатково містить заглушку, з'єднану кронштейном з приводом, встановленим на бічній поверхні проміжної ємності, під отвором вогнетривкого патрубка розміщений відсічний вузол з приводом, встановленим на днищі проміжної ємності,...
Навісний пристрій для ремонту випускного отвору конвертера
Номер патенту: 60991
Опубліковано: 15.10.2003
Автори: Івашина Володимир Володимирович, Ларіонов Олександр Олексійович, Гуленков Борис Вікторович, Пащук Віталій Олександровіч, Єрмашов Ігор Олександрович, Чумаков Анатолій Павлович, Корчагін В'ячеслав Олександрович, Климанчук Владислав Владиславович, Матвєєв Віктор Олександрович
МПК: C21C 5/44
Мітки: випускного, отвору, навісний, пристрій, ремонту, конвертера
Формула / Реферат:
1. Навісний пристрій для ремонту випускного отвору конвертера, що містить раму, яка закріплена до стріли базової машини ламання футерівки конвертера, бурового механізму, бурової штанги, на якій закріплена конічна фреза з різальними елементами, який відрізняється тим, що рама виконана телескопічною з двох частин – з нерухомої частини, яка жорстко закріплена на нерухомій частині стріли базової машини ламання футерівки конвертера, та рухливої,...
Затворний пристрій для закривання отвору

Номер патенту: 73012
Опубліковано: 16.05.2005
Автор: Коенраетс Бенуа
Мітки: отвору, затворний, закривання, пристрій
Формула / Реферат:
1. Пристрій (1) штори, виконаний, зокрема, для закривання отвору (3) шляхом переміщення штори (1) відносно однієї чи кількох напрямних (7, 8), який відрізняється тим, що передатний засіб (5, 6), взаємодіючий з напрямними (7, 8) і виконаний з можливістю переміщення в подовжньому напрямку останніх, установлений між бічними кромками (9, 10) штори (1) і напрямними (7, 8) так, що коли певна тягнуча сила прикладається до бічних кромок (9, 10) штори...
Пристрій для відсікання шлаку від металу при випуску плавки з конвертера

Номер патенту: 19881
Опубліковано: 15.01.2007
Автори: Гусак Володимир Миколайович, Гринюк Сергій Іванович, Несвіт Костянтин Володимирович, Гребенюк Борис Юрійович, Єрмоленко Ганна Володимирівна, Івко Володимир Вікторович, Коваленко Сергій Леонідович, Родь Олександр Григорович, Слівченко Анатолій Іванович
Мітки: шлаку, плавки, пристрій, випуску, відсікання, конвертера, металу
Формула / Реферат:
Пристрій для відсікання шлаку від металу при випуску плавки з конвертера, що містить візок, на якому розташована порожниста штанга, та тягу, розміщену всередині штанги, який відрізняється тим, що він додатково містить механізм утримання і скидання стопора відсікання шлаку, корпус та нерухома губка якого закріплені на штанзі, установленій на опорах візка нерухомо, а рухома губка механізму шарнірно з'єднана з тягою, при цьому другий кінець тяги...
Попередній патент: Спосіб спектродинамічної фототерапії зі зворотнім біологічним зв’язком
Наступний патент: Спосіб діагностики спроможності нижніх кінцівок людини
Випадковий патент: Спосіб лікування ішемічної хвороби серця у хворих з гіпофункцією щитоподібної залози