Спосіб ремонту сталевипускного отвору льотки конвертера
Номер патенту: 70788
Опубліковано: 15.10.2004
Автори: Лисенко Віталій Петрович, Івко Володимир Вікторович, Несвіт Володимир Васильович, Слівченко Анатолій Іванович, Шиш Юрій Іванович, Єрмоленко Ганна Володимирівна, Родь Олександр Григорович, Величенко Людмила Іванівна
Формула / Реферат
Спосіб ремонту сталевипускного отвору льотки конвертера, що включає обробку отвору, установлення в нього комплекту вогнетривких блоків, жорстко зафіксованих на трубі-оправці з фланцем, заповнення зазору між вогнетривкими блоками та футерівкою конвертера і зони зносу футерівки в області отвору вогнетривкою масою, який відрізняється тим, що установлення комплекту вогнетривких блоків виконують при вертикально розташованій поздовжній осі конвертера шляхом самоцентрування труби-оправки по осі льотки, для чого фланець труби-оправки закріплюють у гнізді льотки за допомогою пальців та клинів, а заповнення зазору між вогнетривкими блоками та футерівкою конвертера і зони зносу футерівки в області отвору виконують при горизонтально розташованій поздовжній осі конвертера шляхом нагнітання вогнетривкої маси знизу через штуцер фланця труби-оправки.
Текст
Винахід відноситься до чорної металургії, зокрема до способів ремонту робочого шару футерівки випускного отвору сталеплавильних агрегатів, у тому числі конвертерів. Відомий спосіб ремонту сталевипускного отвору конвертера (а.с. СРСР №1571079, кл.С21С5/44, 1988 р.), що містить у собі обробку отвору, установлення в нього вогнетривких котушок, заповнення зазору між вогнетривкими котушками та футерівкою конвертера і зони зносу футерівки в області отвору вогнетривкою масою, що складається з магнезитового порошку та водного розчину сірчанокислого магнію, яку подають з порожнини конвертера струменем зі швидкістю 20-30м/с з відстані, що дорівнює 0,5-0,8 відстані від поздовжньої осі конвертера до зони, що ремонтується, у три прийоми: у кількості 20-30% від загальної витрати з вологістю 2025%, у кількості 20-30% - з вологістю 13-18% та у кількості 40-60% - з вологістю 8-12%. Недоліком цього способу є недостатньо висока тривалість служби стале випускного отвору з-за формування у проміжку між вогнетривкими котушками та футерівкою конвертера і зоні зносу футерівки в області отвору неоднорідного та пористого шару. Це пояснюється тим, що при нанесенні на гарячу футерівку вологої маси з неї починає інтенсивно випаровуватися волога. Одночасні процеси пароутворення, зниження текучості та твердіння маси обусловлюють отримання пористої з пустотами футерівки. Крім того, центрування труби-оправки з вогнетривкими котушками по осі льотки конвертера виконується візуально з наступним закріпленням фланців труби-оправки та випускного отвору між собою за допомогою електрозварювання, що не гарантує точного установлення вогнетривких котушок по осі льотки. Відомий також спосіб гарячого відновлення робочого шару футерівки випускного отвору конвертера (а.с. CPСP №1786095, кл. С21С5/44, 1990 р.), що виконується у дві стадії. На першій стадії - при вертикальному розташуванні поздовжньої осі конвертера з зовнішньої сторони льотки конвертера виконується обробка отвору, установлення в нього вогнетривких блоків з використанням пластичної переклазоглинистої маси, а на другій стадії - при горизонтальному розташуванні поздовжньої осі конвертера з порожнини останнього подається пошарове напівсуха переклазова маса, на кожний покладений шар розосереджено набридкується водний розчин сірчанокислого магнію з витримкою між нанесенням кожного шару 5-10 хвилин. Такий спосіб забезпечує більш якісну структуру шару, що формується, у зрівнянні з попереднім. Однак його використання призводить до збільшення тривалості ремонтних робіт на 30-60 хвилин, що суттєво знижує продуктивність конвертера. В основу винаходу поставлено задачу удосконалення способу ремонту сталевипускного отвору льотки конвертера шляхом зміни способу установлення вогнетривких блоків та способу подавання вогнетривкої маси, що дає можливість забезпечити рівномірне та швидке заповнення зазору між вогнетривкими блоками та футерівкою конвертера і зони зносу футерівки в області сталевипускного отвору, дозволяє скоротити тривалість ремонту і отримати більш якісну та стійку футерівку сталевипускного отвору конвертера, а отже, збільшити продуктивність останнього. Поставлена задача вирішується тим, що у способі ремонту сталевипускного отвору льотки конвертера, що включає обробку отвору, установлення в нього комплекту вогнетривких блоків, жорстко зафіксованих на трубі оправці з фланцем, заповнення зазору між вогнетривкими блоками та футерівкою конвертера і зони зносу футерівки в області отвору вогнетривкою масою, згідно з винаходом установлення комплекту вогнетривких блоків виконують при вертикально розташованій поздовжній осі конвертера шляхом самоцентрування труби-оправки по осі льотки, для чого фланець труби-оправки закріплюють у гнізді льотки за допомогою пальців та клинів, а заповнення зазору між вогнетривкими блоками та футерівкою конвертера і зони зносу футерівки в області отвору виконують при горизонтально розташованій поздовжній осі конвертера шляхом нагнітання вогнетривкої маси знизу через штуцер фланця труби-оправки. Суть винаходу пояснюється кресленнями, де на фіг.1 зображено першу стадію ремонту сталевипускного отвору при вертикально розташованій поздовжній осі конвертера, на фіг.2 - другу стадію ремонту при горизонтально розташованій поздовжній осі конвертера. При ремонті льотки конвертера використовується труба-оправка 1 з комплектом вогнетривких блоків 2 і фланцем 3, котрий кріпиться до гнізда 4 льотки за допомогою пальців 5 та клинів 6. У фланець 3 уварено штуцер 7 для нагнітання вогнетривкої маси у зазор між вогнетривкими блоками та футерівкою конвертера і зону зносу футерівки в області отвору. Ремонт сталевипускного отвору льотки конвертера виконують наступним чином. На першій стадії при вертикально розташованій поздовжній осі конвертера виконують обробку зношеного отвору льотки та установлення в нього з зовнішньої сторони конвертера комплекту вогнетривких блоків 2, жорстко зафіксованих на трубі-оправці 1 з фланцем 3. Фланець 3 труби-оправки 1 закріплюють у гнізді 4 льотки між пальцями 5 за допомогою кленів 6. Так виконується самоцентрування труби-оправки 1 з комплектом вогнетривких блоків 2 по осі льотки. На другій стадії при горизонтально розташованій поздовжній осі конвертера знизу через штуцер 7, уварений у фланець 3 труби-оправки 1, нагнітають вогнетривку масу у зазор між вогнетривкими блоками 2 та футерівкою конвертера до повного заповнення зазору і зони зносу футерівки в області отвору. Самоцентрування труби-оправки 1 з комплектом вогнетривких блоків 2 у гнізді 4 льотки сприяє більш швидкому та точному її установленні і за рахунок цього скорочує час ремонту сталевипускного отвору конвертера. Також, значно заощаджується час на ремонт при заповненні зазору між вогнетривкими блоками та футерівкою і зони зносу випускного отвору, тому що відпадає необхідність у пошаровому подаванні вогнетривкої маси з витримкою часу між нанесенням кожного шару. Точне установлення труби-оправки 1 з комплектом вогнетривких блоків 2 по осі льотки дозволяє виконати футерівку сталевипускного отвору рівномірною по товщині, а нагнітання вогнетривкої маси знизу через штуцер 7 у фланці 3 труби-оправки 1 дозволяє заповнити без пустот зазор, що ремонтується, тому що виключається зависання маси при подаванні її самопливом зверху, що поліпшує якість футерівки та підвищує її стійкість. При відсутності пустот у футерівці не відбувається "закозлення" льотки, що дозволяє скоротити час обробки випускного отвору конвертера при наступних ремонтах. Таким чином, використання запропонованого способу ремонту сталевипускного отвору льотки конвертора дозволяє скоротити тривалість ремонту конвертора на 30-60 хвилин, подовжити строк служби футерівки за рахунок поліпшення якості останньої, спростити установлення вогнетривких блоків та вивести роботи по подаванню вогнетривкої маси з гарячої зони, що полегшує працю ремонтного персоналу.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for repair of tapping orifice of the converter notch
Автори англійськоюNesvit Volodymyr Vasyliovych, Slyvchenko Anatolii Ivanovych, Shysh Yurii Ivanovych, Ivko Volodymyr Viktorovych, Rod Oleksandr Hryhorovych, Lysenko Vitalii Petrovych, Velychenko Liudmyla Ivanivna, Yermolenko Hanna Volodymyrivna
Назва патенту російськоюСпособ ремонта сталевыпускного отверстия летки конвертера
Автори російськоюНэсвит Владимир Васильевич, Сливченко Анатолий Иванович, Шиш Юрий Иванович, Ивко Владимир Викторович, Родь Александр Григорьевич, Лысенко Виталий Петрович, Величенко Людмила Ивановна, Ермоленко Анна Владимировна
МПК / Мітки
МПК: C21C 5/44
Мітки: ремонту, конвертера, льотки, сталевипускного, спосіб, отвору
Код посилання
<a href="https://ua.patents.su/3-70788-sposib-remontu-stalevipusknogo-otvoru-lotki-konvertera.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту сталевипускного отвору льотки конвертера</a>
Навісний пристрій для ремонту випускного отвору конвертера
Номер патенту: 60991
Опубліковано: 15.10.2003
Автори: Івашина Володимир Володимирович, Єрмашов Ігор Олександрович, Корчагін В'ячеслав Олександрович, Климанчук Владислав Владиславович, Гуленков Борис Вікторович, Пащук Віталій Олександровіч, Матвєєв Віктор Олександрович, Ларіонов Олександр Олексійович, Чумаков Анатолій Павлович
МПК: C21C 5/44
Мітки: отвору, випускного, пристрій, конвертера, ремонту, навісний
Формула / Реферат:
1. Навісний пристрій для ремонту випускного отвору конвертера, що містить раму, яка закріплена до стріли базової машини ламання футерівки конвертера, бурового механізму, бурової штанги, на якій закріплена конічна фреза з різальними елементами, який відрізняється тим, що рама виконана телескопічною з двох частин – з нерухомої частини, яка жорстко закріплена на нерухомій частині стріли базової машини ламання футерівки конвертера, та рухливої,...
Спосіб нанесення шлакового гарнісажу на футерівку конвертера
Номер патенту: 66393
Опубліковано: 17.05.2004
Автори: Літвінов Леонід Федорович, Димченко Євген Миколайович, Товкун Валерій Іванович, Коцур Сергій Дмитрович, Коваленко Олександр Генадійович, Черненков Сергій Павлович, Оробцев Юрій Вікторович
МПК: C21C 5/44
Мітки: конвертера, спосіб, шлакового, футерівку, гарнісажу, нанесення
Формула / Реферат:
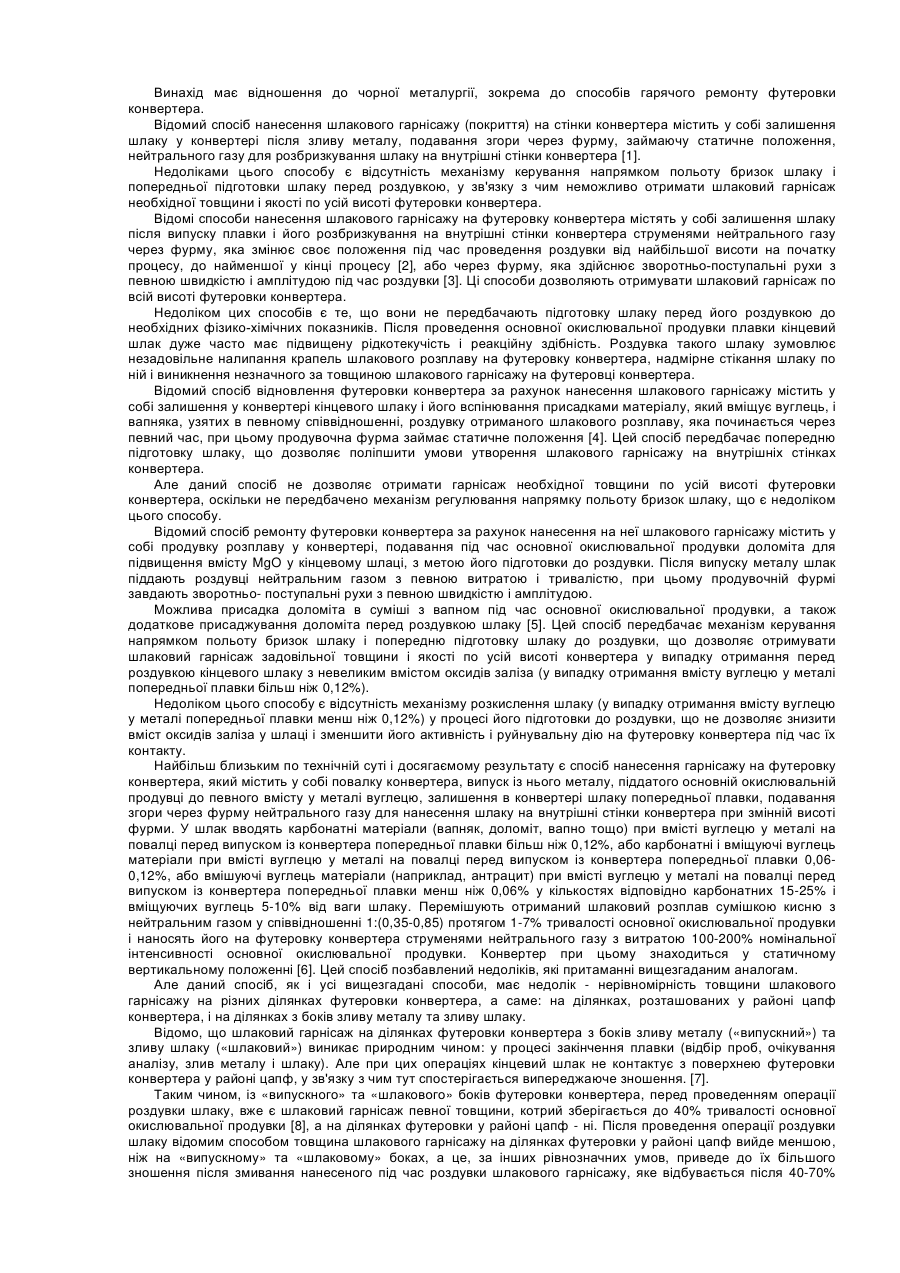
1. Спосіб нанесення шлакового гарнісажу на футерівку конвертера, який включає повертання конвертера і випуск із нього металу після проведення основної окислювальної продувки до певного вмісту у металі вуглецю, залишення у конвертері шлаку, його підготовку шляхом присаджування карбонатних матеріалів і/або матеріалів, що містять вуглець, та нанесення на футерівку конвертера отриманого шлакового розплаву за рахунок подавання згори на шлаковий...
Спосіб виводу футерівки сталеплавильного конвертера на робочий режим
Номер патенту: 65047
Опубліковано: 15.03.2004
Автори: Бродський Олександр Сергійович, Челомбитько Олександр Олексійович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Павлюченков Олег Ігоревич, Кекух Анатолій Володимирович, Рожков Євген Михайлович, ТРОЩІЙ Сергій Володимирович
МПК: C04B 35/64
Мітки: сталеплавильного, робочий, футерівки, спосіб, режим, виводу, конвертера
Формула / Реферат:
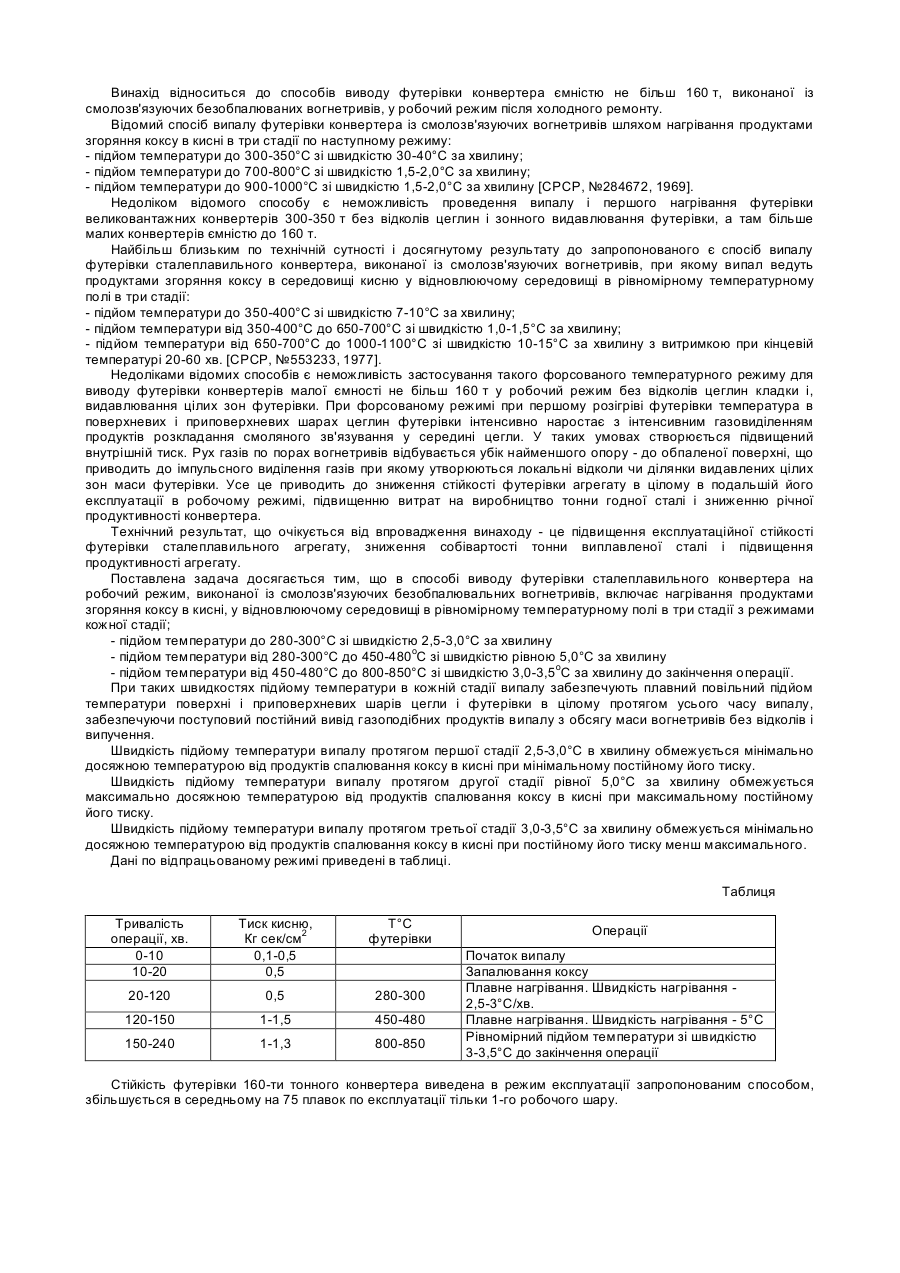
Спосіб виводу футерівки сталеплавильного конвертера, виконаної із смолозв’язуючих безобпалювальних вогнетривів, на робочий режим, включає нагрівання продуктами згоряння коксу в кисні у відновлюючому середовищі в рівномірному температурному полі в три стадії, який відрізняється тим, що режими нагрівання кожної стадії такі:підйом температури до 280-3000С зі швидкістю 2,5- 3,00С в хвилину;підйом температури від 280-3000С до...
Спосіб нанесення покриття на стінки конвертера
Номер патенту: 25010
Опубліковано: 25.12.1998
Автори: Старов Ремуальд Вікторович, Прокопенко Світлана Олександрівна, Кобелянський Анатолій Тимофійович, Омесь Микола Михайлович, Боровиков Генадій Федорович, Шаповал Георгій Лук'янович, Стретинер Юхим Маркович, Порхун Валентин Гаврилович, Тільга Степан Сергійович
МПК: C21C 5/44
Мітки: покриття, нанесення, спосіб, стінки, конвертера
Формула / Реферат:
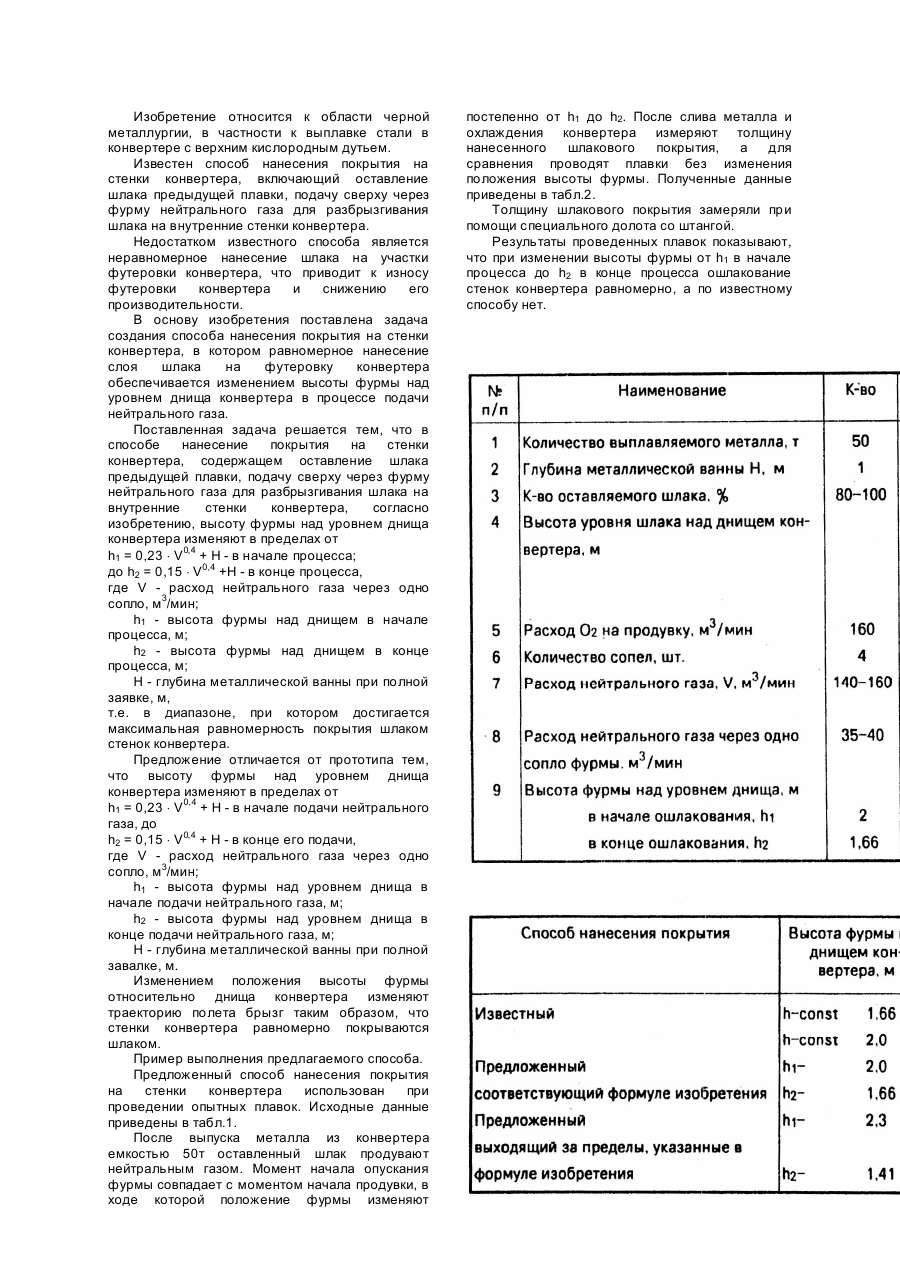
Способ нанесения покрытия на стенки конвертера, включающий оставление шлака предыдущей плавки, подачу сверх через фурму нейтрального газа для разбрызгивания шлака на внутренние стенки конвертера, отличающийся тем, что высоту фурмы над уровнем днища конвертера изменяют в пределах от h1 = 0,23V0,4 + H в начале подачи нейтрального газа до h2 = 0,15V0,4 + H в конце его подачи, где V -расход нейтрального газа через одно сопло, м3/мин; h1 - высота...
Спосіб ремонту вогнетривкої кладки промислових печей керамічним наплавленням
Номер патенту: 40995
Опубліковано: 16.02.2004
Автори: Клюєв Микола Степанович, Кауфман Семен Ілліч, Бондик Віктор Анатолійович, Манкевич Анатолій Миколайович, Редін Володимир Андрійович, Чепелянський Анатолій Якович
МПК: C21C 5/44, F27D 1/16, C10B 29/00
Мітки: вогнетривкої, спосіб, кладки, ремонту, печей, наплавленням, промислових, керамічним
Формула / Реферат:
1. Спосіб ремонту вогнетривкої кладки промислових печей керамічним наплавленням, що містить у собі виймання кладки на її пошкодженій ділянці, укладення нових цеглин, на чільних ребрах яких заздалегідь сформовані фаски, скріплення новоукладених цеглин між собою і з відновлюваною кладкою заплавленням заглибин, утворених фасками на чільному боці новоукладених цеглин, розплавленими вогнетривкими матеріалами, який відрізняється тим, що кладку...
Попередній патент: Спосіб профілактики нагнивання та лікування ран післятравматичного генезу
Наступний патент: Телескопічна всмоктувальна труба пилососа
Випадковий патент: Пристрій сепарації подрібнених полімерних відходів