Ливарна форма для виготовлення злитків
Номер патенту: 69051
Опубліковано: 25.04.2012
Автори: Шимко Олексій Ігоревич, Шимко Володимир Ігоревич, Фесенко Анатолій Миколайович, Заблоцький Володимир Кирилович, Фесенко Максим Анатолійович

Формула / Реферат
Ливарна форма для виготовлення злитків, яка містить робочу порожнину, ливникову систему, яка відрізняється тим, що в робочій порожнині розміщується спеціальний металевий контейнер (патрон, капсула), корпус якого виконаний з металу або сплаву, що має температуру плавлення нижчу, ніж розплав, що заливається, який попередньо встановлюється і закріплюється в осьовій (центральній) зоні порожнини ливарної форми перед заливкою розплаву на спеціальних опорах, які забезпечують симетричне розташування контейнера (патрона, капсули) відносно стінок ливарної форм без контакту з ними, всередині якого розміщуються порошкоподібні, гранульовані, зернисті або брикетовані модифікувальні (легувальні і т. ін.) добавки для обробки розплаву (модифікування, легування і т. ін.) всередині ливарної форми в процесі її заливки.
Текст
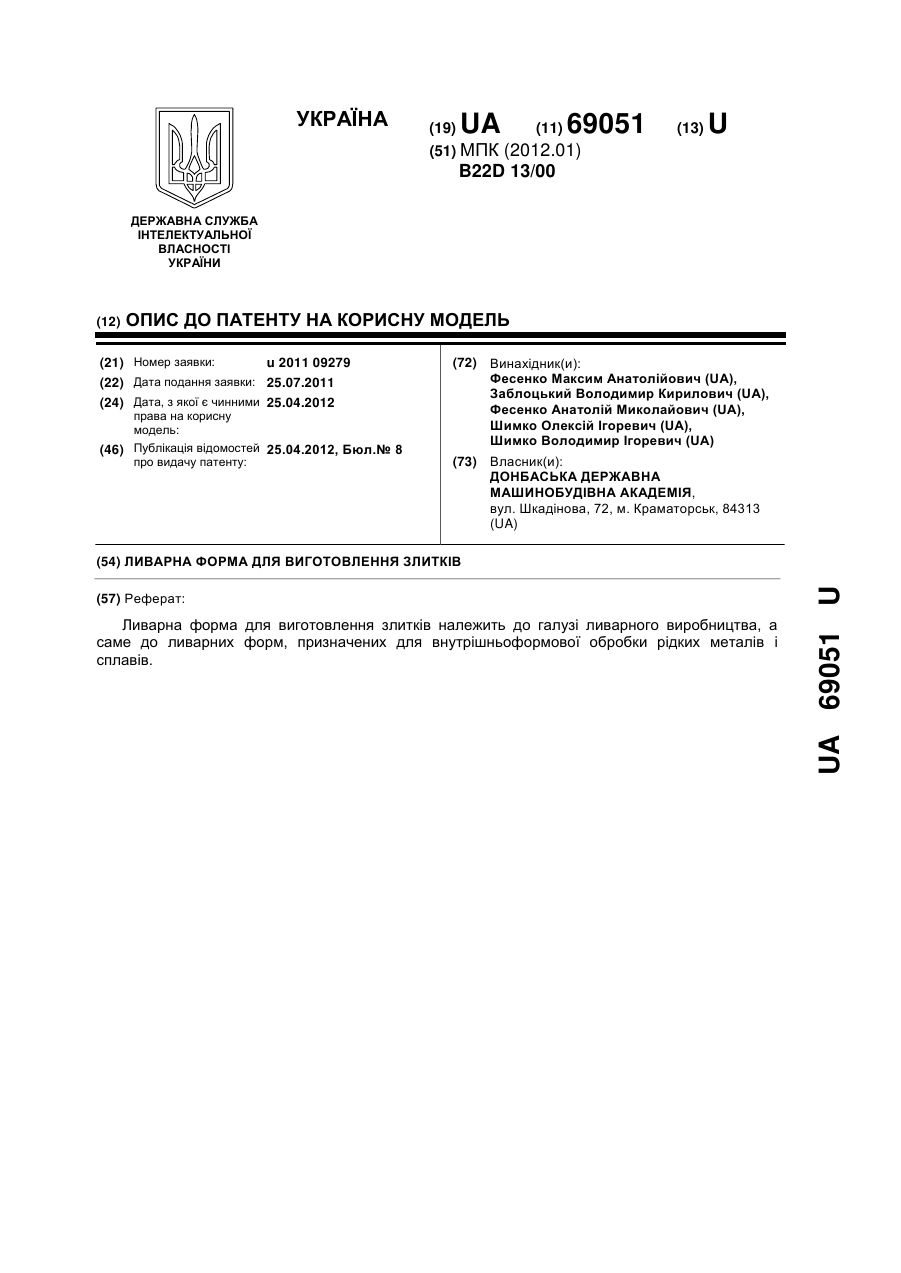
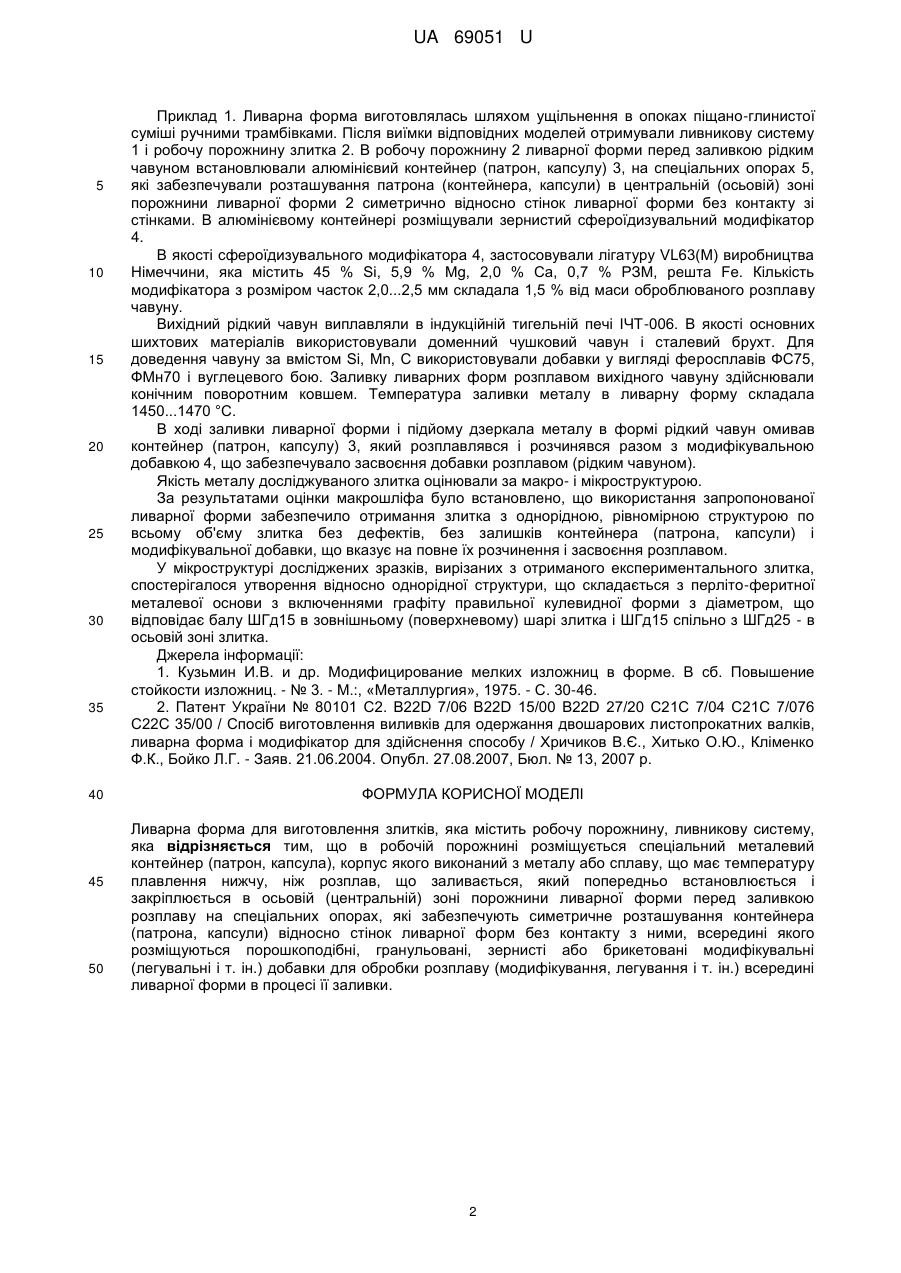
Реферат: Ливарна форма для виготовлення злитків належить до галузі ливарного виробництва, а саме до ливарних форм, призначених для внутрішньоформової обробки рідких металів і сплавів. UA 69051 U (54) ЛИВАРНА ФОРМА ДЛЯ ВИГОТОВЛЕННЯ ЗЛИТКІВ UA 69051 U UA 69051 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі ливарного виробництва, а саме до ливарних форм, призначених для внутрішньоформової обробки рідких металів і сплавів з метою виготовлення злитків із заданою структурою та властивостями. Відома ливарна форма для відливання виливниць, яка містить робочу порожнину з нанесеним на її горизонтальні поверхні модифікатором [1]. Найбільш близькою по технічній суті і досягненню результатів є ливарна форма для виготовлення виливка при виробництві двошарового прокатного валка, що включає робочу порожнину і ливникову систему, яка додатково включає пристрій для введення модифікатора, виконаний у вигляді напрямної труби з розміщеною в ній штангою з модифікатором, яка розташована на опорі, встановленій над робочою порожниною ливарної форми, причому хід штанги складає 0,8...0,9 висоти порожнини ливарної форми [2]. Загальними суттєвими ознаками відомої ливарної форми і тієї, що заявляється є наявність робочої порожнини і ливникової системи. Недоліком відомої ливарної форми є наявність додаткових достатньо складних спеціальних пристроїв для введення модифікувальних, легувальних і т. ін. добавок і складність їх обслуговування, складність синхронізації процесу заливання і рівномірного по ходу заливання форми введення в розплав добавок, неможливість отримання гомогенної структури, а отже і властивостей металу в об'ємі злитка. В основу корисної моделі поставлена задача удосконалення ливарної форми для виготовлення злитка і створення технологічної можливості модифікування, легування і т. ін. розплаву в процесі заливання, що направлене на підвищення якості злитка за рахунок отримання заданої структури і властивостей металу в його об'ємі. Поставлена задача вирішується за рахунок того, що в ливарній формі для виготовлення злитка міститься робоча порожнина, ливникова система, а в робочій порожнині додатково розміщується спеціальний металевий контейнер (патрон, капсула), корпус якого виконаний з металу або сплаву, що має температуру плавлення нижчу, ніж розплав, що заливається, і який попередньо встановлюється і закріплюється в осьовій (центральній) зоні порожнини ливарної форми перед заливкою розплаву на спеціальних опорах, які забезпечують симетричне розташування контейнера (патрона, капсули) відносно стінок ливарної форм без контакту з ними, в середині якого розміщуються порошкоподібні, гранульовані, зернисті або брикетовані модифікувальні (легувальні і т. ін.) добавки для обробки розплаву (модифікування, легування і т. ін.) всередині ливарної форми в процесі заливки форми. Під час заливки контейнер (патрон, капсула) омивається з усіх боків розплавом, корпус його розплавляється і добавка, розміщена в ньому, рівномірно розчиняється в об'ємі розплаву і засвоюється ним, що призводить до формування необхідної структури і, як наслідок, заданих властивостей в об'ємі злитка. Суть корисної моделі пояснюється кресленням, на якому зображено: - загальний вид ливарної форми для виготовлення злитків. Ливарна форма для виготовлення злитків вміщує: ливникову систему 1; робочу порожнину ливарної форми 2; корпус контейнера (патрона, капсули) 3; порошкоподібну, гранульовану, зернисту або брикетовану модифікувальну (легувальну і т. ін.) добавку 4; опори 5. Ливарна форма працює таким чином. Розплав металу крізь ливникову систему 1, яка з'єднується з робочою порожниною, заливається у робочу порожнину ливарної форми 2. При заповненні порожнини ливарної форми 2 розплав омиває контейнер (патрон, капсулу) 3, заповнений порошкоподібною, гранульованою, зернистою або брикетованою модифікувальною (легувальною і т. ін.) добавкою 4, який попередньо розміщується і закріплюється в осьовій (центральній) зоні порожнини ливарної форми 2 на спеціальних опорах 5, які забезпечують симетричне розташування контейнера (патрона, капсули) відносно стінок ливарної форми без контакту з ними. За рахунок тепла рідкого металу контейнер (патрон, капсула) 3 нагрівається до температури вище температури плавлення матеріалу, з якого він виготовлений, завдяки чому контейнер (патрон, капсула) 3 розплавляється і добавка 4, розміщена в ньому, розплавляється (розчиняється) в об'ємі розплаву і засвоюється розплавом, що призводить до формування заданої структури металу в об'ємі злитка. Пропонована ливарна форма дозволяє відливати високоякісні злитки при значному спрощенні технології їх виробництва, наприклад злитки з чавунів і сталей, оброблені в процесі заливання графітизувальними, сфероїдизувальними і карбідостабілізувальними добавками. Розглянемо використання запропонованої ливарної форми для виготовлення чавунного злитка, в якому завдяки обробці вихідного сірого чавуну в ливарній формі сфероїдизувальним модифікатором формується структура високоміцного чавуну з кулястим графітом. 1 UA 69051 U 5 10 15 20 25 30 35 40 45 50 Приклад 1. Ливарна форма виготовлялась шляхом ущільнення в опоках піщано-глинистої суміші ручними трамбівками. Після виїмки відповідних моделей отримували ливникову систему 1 і робочу порожнину злитка 2. В робочу порожнину 2 ливарної форми перед заливкою рідким чавуном встановлювали алюмінієвий контейнер (патрон, капсулу) 3, на спеціальних опорах 5, які забезпечували розташування патрона (контейнера, капсули) в центральній (осьовій) зоні порожнини ливарної форми 2 симетрично відносно стінок ливарної форми без контакту зі стінками. В алюмінієвому контейнері розміщували зернистий сфероїдизувальний модифікатор 4. В якості сфероїдизувального модифікатора 4, застосовували лігатуру VL63(M) виробництва Німеччини, яка містить 45 % Si, 5,9 % Mg, 2,0 % Са, 0,7 % РЗМ, решта Fe. Кількість модифікатора з розміром часток 2,0...2,5 мм складала 1,5 % від маси оброблюваного розплаву чавуну. Вихідний рідкий чавун виплавляли в індукційній тигельній печі ІЧТ-006. В якості основних шихтових матеріалів використовували доменний чушковий чавун і сталевий брухт. Для доведення чавуну за вмістом Si, Mn, С використовували добавки у вигляді феросплавів ФС75, ФМн70 і вуглецевого бою. Заливку ливарних форм розплавом вихідного чавуну здійснювали конічним поворотним ковшем. Температура заливки металу в ливарну форму складала 1450...1470 °С. В ході заливки ливарної форми і підйому дзеркала металу в формі рідкий чавун омивав контейнер (патрон, капсулу) 3, який розплавлявся і розчинявся разом з модифікувальною добавкою 4, що забезпечувало засвоєння добавки розплавом (рідким чавуном). Якість металу досліджуваного злитка оцінювали за макро- і мікроструктурою. За результатами оцінки макрошліфа було встановлено, що використання запропонованої ливарної форми забезпечило отримання злитка з однорідною, рівномірною структурою по всьому об'єму злитка без дефектів, без залишків контейнера (патрона, капсули) і модифікувальної добавки, що вказує на повне їх розчинення і засвоєння розплавом. У мікроструктурі досліджених зразків, вирізаних з отриманого експериментального злитка, спостерігалося утворення відносно однорідної структури, що складається з перліто-феритної металевої основи з включеннями графіту правильної кулевидної форми з діаметром, що відповідає балу ШГд15 в зовнішньому (поверхневому) шарі злитка і ШГд15 спільно з ШГд25 - в осьовій зоні злитка. Джерела інформації: 1. Кузьмин И.В. и др. Модифицирование мелких изложниц в форме. В сб. Повышение стойкости изложниц. - № 3. - М.:, «Металлургия», 1975. - С. 30-46. 2. Патент України № 80101 С2. B22D 7/06 B22D 15/00 B22D 27/20 С21С 7/04 С21С 7/076 С22С 35/00 / Спосіб виготовлення виливків для одержання двошарових листопрокатних валків, ливарна форма і модифікатор для здійснення способу / Хричиков В.Є., Хитько О.Ю., Кліменко Ф.К., Бойко Л.Г. - Заяв. 21.06.2004. Опубл. 27.08.2007, Бюл. № 13, 2007 р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Ливарна форма для виготовлення злитків, яка містить робочу порожнину, ливникову систему, яка відрізняється тим, що в робочій порожнині розміщується спеціальний металевий контейнер (патрон, капсула), корпус якого виконаний з металу або сплаву, що має температуру плавлення нижчу, ніж розплав, що заливається, який попередньо встановлюється і закріплюється в осьовій (центральній) зоні порожнини ливарної форми перед заливкою розплаву на спеціальних опорах, які забезпечують симетричне розташування контейнера (патрона, капсули) відносно стінок ливарної форм без контакту з ними, всередині якого розміщуються порошкоподібні, гранульовані, зернисті або брикетовані модифікувальні (легувальні і т. ін.) добавки для обробки розплаву (модифікування, легування і т. ін.) всередині ливарної форми в процесі її заливки. 2 UA 69051 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for making ingots
Автори англійськоюFesenko Maksym Anatoliiovych, Zablotskyi Volodymyr Kyrylovych, Fesenko Anatolii Mykolaiovych, Shymko Oleksii Ihorovych, Shymko Volodymyr Ihorovych
Назва патенту російськоюЛитейная форма для изготовления слитков
Автори російськоюФесенко Максим Анатольевич, Заблоцкий Владимир Кириллович, Фесенко Анатолий Николаевич, Шимко Алексей Игоревич, Шимко Владимир Игоревич
МПК / Мітки
МПК: B22D 13/00
Мітки: ливарна, форма, злитків, виготовлення
Код посилання
<a href="https://ua.patents.su/5-69051-livarna-forma-dlya-vigotovlennya-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для виготовлення злитків</a>
Ливарна форма для виготовлення злитка алюмінію
Номер патенту: 66969
Опубліковано: 15.06.2004
Автори: Левін Павло Борисович, Віткалов Іван Сергійович, Бондаренко Сергій Вікторович
МПК: B22C 9/00
Мітки: виготовлення, злитка, форма, алюмінію, ливарна
Формула / Реферат:
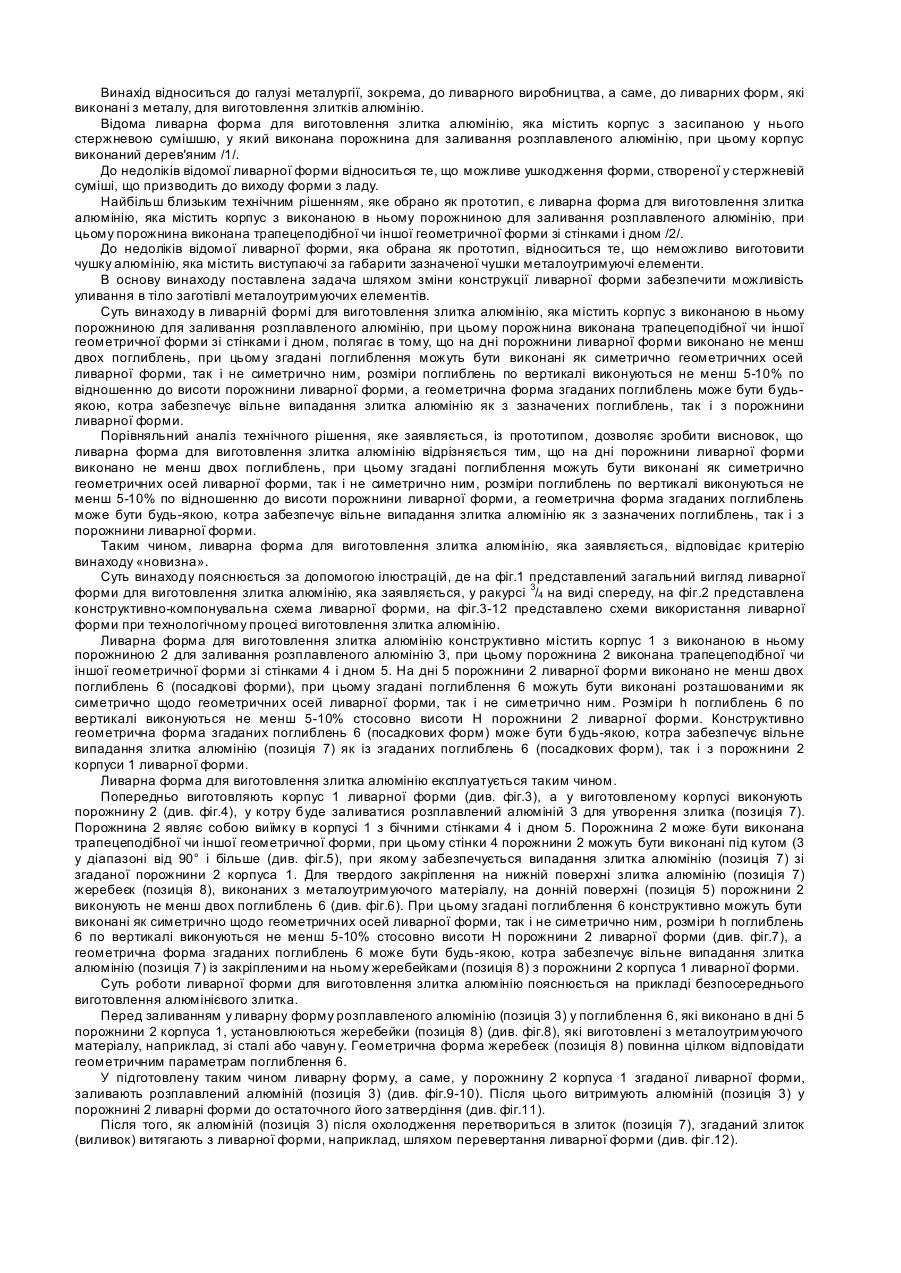
Ливарна форма для виготовлення злитка алюмінію, яка містить корпус з виконаною в ньому порожниною для заливання розплавленого алюмінію, при цьому порожнина виконана трапецієподібної чи іншої геометричної форми зі стінками і дном, яка відрізняється тим, що на дні порожнини ливарної форми виконано не менше двох заглиблень, при цьому згадані заглиблення можуть бути виконані як симетрично до геометричних осей ливарної форми, так і не симетрично...
Ливарна форма для виготовлення трійників з малим кутом розвіду кінців
Номер патенту: 32876
Опубліковано: 15.02.2001
Автори: Гончаренко Олександр Євгенійович, Смоловік Олександр Олександровіч, Бєліков Валерій Григорійович
МПК: A61M 5/00, B29C 39/26
Мітки: форма, кінців, кутом, трійників, виготовлення, ливарна, розвіду, малим
Текст:
...розміщені симетрично площині продольного розрізу трійника. Заявлена сукупність суттєвих прикмет виключає утворення сліду від змикання напівформ на зовнішній поверхні трійника і забезпечує відділення литника від трійника в процесі розкриття форми, а також зняття трійника з бокового знака слідуючим чином: площина роз'єднання напівформ перпендикулярна площині продольного розрізу трійника, і тим самим, виключає утворення сліду від змикання...
Ливарна форма для виготовлення полімерних виробів
Номер патенту: 8198
Опубліковано: 15.07.2005
Автори: Колос Ганна Дмитрівна, Колос Ігор Ярославович, Колос Лілія Ігорівна
МПК: B29C 43/00, B29C 39/00
Мітки: виготовлення, полімерних, виробів, ливарна, форма
Формула / Реферат:
Ливарна форма для виготовлення полімерних виробів, що містить рухому і нерухому плити, обойму, формувальні елементи та колонки, яка відрізняється тим, що нерухома плита жорстко зв'язана з обоймою, на внутрішніх бокових стінках якої виконані похилі трапецеїдальні пази з гніздами і усередині якої розміщені клини та формувальні елементи, які виконані у вигляді нерухомих і рухомих півматриць, останні виконані як повзуни, що мають із похилого боку...
Ливарна форма

Номер патенту: 66966
Опубліковано: 15.06.2004
Автори: Бондаренко Сергій Вікторович, Левін Павло Борисович, Віткалов Іван Сергійович
МПК: B22D 7/06, B22C 9/00, B22C 13/00, B22D 29/00
Формула / Реферат:
1. Ливарна форма, що містить верхню і нижню півформи, виконані з можливістю контактування між собою, при цьому у нижній півформі виконані заливальна чаша і випор, яка відрізняється тим, що нижня півформа додатково оснащена опорами, розташованими перпендикулярно зовнішнім стінкам півформ співвісно між собою у горизонтальній площині, які забезпечуютьповорот згаданої нижньої півформи відносно подовжньої осі опор, верхня півформа додатково...
Спосіб виготовлення виливків для одержання двошарових листопрокатних валків, ливарна форма і модифікатор для здійснення способу
Номер патенту: 80101
Опубліковано: 27.08.2007
Автори: Хричиков Валерій Євгенович, Бойко Леонід Григорович, Клименко Фелікс Констянтинович, Хитько Олександр Юрійович
МПК: C21C 7/04, C22C 35/00, B22D 7/06, C21C 7/076, B22D 27/20, B22D 15/00
Мітки: виготовлення, форма, виливків, способу, двошарових, здійснення, листопрокатних, одержання, ливарна, валків, спосіб, модифікатор
Формула / Реферат:
1. Спосіб виготовлення виливка для одержання двошарового листопрокатного валка, що включає заливання металу у ливарну форму, кристалізацію і подальше його охолодження, який відрізняється тим, що після кристалізації робочого шару виливка в його нижню шийку вводять графітизуючий модифікатор з температурою плавлення, на 500-570°С меншою за температуру твердіння металу виливка.2. Ливарна форма для виготовлення виливка при виробництві...
Попередній патент: Способи лікування із застосуванням хінаксолінових інгібіторів рі3к-альфа
Наступний патент: Вузол сталезалізобетонного каркаса
Випадковий патент: Сатуратор для бурякоцукрового виробництва