Ливарна форма для виготовлення трійників з малим кутом розвіду кінців
Номер патенту: 32876
Опубліковано: 15.02.2001
Автори: Бєліков Валерій Григорійович, Смоловік Олександр Олександровіч, Гончаренко Олександр Євгенійович
Текст
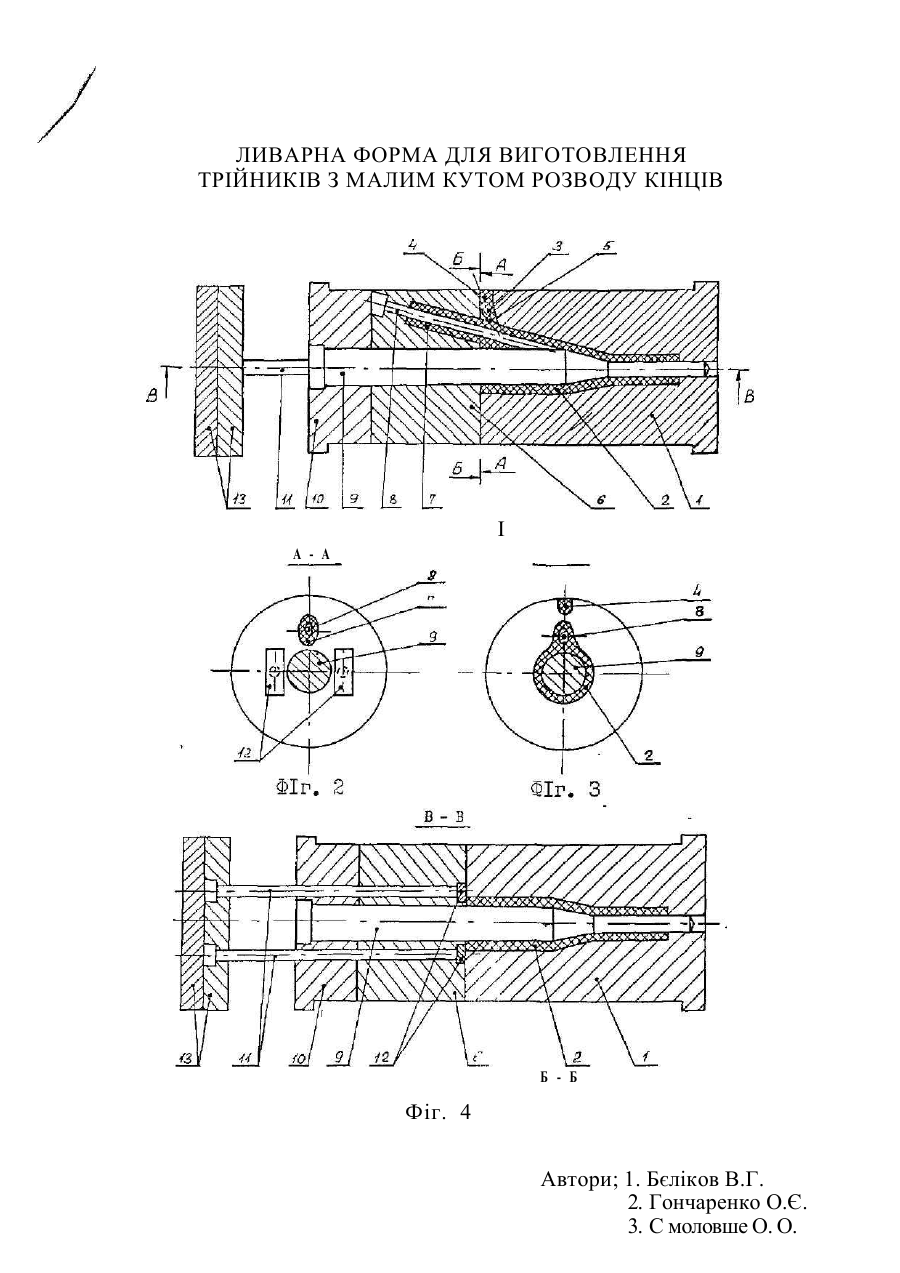
6 МПК В 29 С 39/26 А6І М 5/00 ЛИВАРНА ФОРМА ДЛЯ ВИГОТОВЛЕННЯ ТРІЙНИКІВ З МАЛИМ КУТОМ РОЗВОДУ КІНЦІВ * Винахід відноситься до області виливки виробів із полімерних матеріалів. Із існуючого рівня техніки, що відноситься до розглядуваної області, найбільш близьким до заявленого винаходу по сукупності прикмет є форма, що містить рухому і нерухому напівформи, пуасон і знак, оформляючі центральний і боковий отвори, причому площини роз'єднання напівформ, пуансон і знак лежать в одній площині, механізм вилучення пуансона і знака, ливарний канал [1]. Заявлений винахід співпадає з відомою ливарною формою для виготовлення трійників з малим кутом розводу кінців по слідуючій сукупності суттєвих прикмет, тобто: містить рухому і нерухому напівформн. пуансон і знак, оформляючі центральний і боковий отвори, механізм вилучення пуансона і ливарний канал. Однак відома ливарна форма для виготовлення трійників з малим кутом розводу кінців не забезпечує технічного результату заявленого винаходу, що обумовлено її конструкцією, тобто, площина роз'єднання напівформ. пуансон і знак, оформляючі отвори в трійниках, лежать в одній площині, що не дозволяє: - розкриватися ливарній формі і прцювати механізмам вилучення трійника тільки у напрямі одної KOOJ V іинатної вісі, що різко ускладнює конструкцію форми: - виключити утворення сліду від змикання напівформ на зовнішній поверхні кінців трійники, що робить неможливим одержання герметичного з'єднання трійника з полімерною трубкою без клею; - напівформі, в який знаходиться ливарний канал, діяти при роз'єднанні напівформ, як ріжуча кромка в області входу ливарного каналу в оформлюючу порожнину для відділення литника від трійника: - знімати трійник зі знака. Задача, на рішення якої направлений винахід, складається в створенні такої ливарної форми для виготовлення ірійників з малим кутом розводу кінців, в який, завдяки конструкційним змінам і новому розміщенню елементів конструкції, забезпечувалось би: відкриття ливарної форми і робота механізмів вилучення пуансона і трійника тільки в одній коордінатній вісі: виключення утворення сліду від змикання напівформ на зовнішній поверхні трійника: відділення литника віл трійника у процесі розкриття форми; зняття трійника із знака, що дозвочипо б підвищити якість трійника і суттєво спростити конструкцію форми, гим самим, підвищити довговічність ливарної форми в 5-1 разів. , v^. Поставлена задача вирішується в ливарній формі для виготовлення трійників з малим кутом розводу кінців шо містить рухому і нерухому напівформи, пуансон і знак, оформлю-о1 " центральний і боковий отвори механізм вилучення пуансона і ливарний канал тим, що, на відміну від прототипу, пуансон і знак розміщені в площині перпендикулярній площині роз'єднання напівформ, а механізми розкриття ливарної форми, вилучення пуансона і зняття трійника з бокового знака працюють в одній координатній вісі, причому виштовхувачі механізму зняття трійника з бокового знака, зі сторони нерухомої напівформи, на кінцях мають пластини, які у мить зімкнутого стану напівформ знаходяться в потаї рухомої напівформи напроти центральної трубки трійника і розміщені симетрично площині продольного розрізу трійника. Заявлена сукупність суттєвих прикмет виключає утворення сліду від змикання напівформ на зовнішній поверхні трійника і забезпечує відділення литника від трійника в процесі розкриття форми, а також зняття трійника з бокового знака слідуючим чином: площина роз'єднання напівформ перпендикулярна площині продольного розрізу трійника, і тим самим, виключає утворення сліду від змикання напівформ; конструктивне розміщення пуансона і знака в площині. перпендикулярній площині роз'єднання напівформ, забезпечує підвід ливарного каналу до формотворчої порожнини трійника, при якому в області входа ливарного каналу в формотворчу порожнину трійника створюється ріжуча кромка, відрізаюча литник від трійника при його вилученні з нерухомої напівформи; - конструктивне рішення місця прикладання зусиль для завершуючої фази вилучення трійника з форми дозволяє замінити класичний спосіб вилучення бокового знака з отвору на зняхтя трійника зі знака. Запропонована ливарна форма в замкнутому стані приведена на фіг. 1 креслення продольного розрізу в площині трійника; фіг. 2 - розріз А-А по фіг. І: фіг. З - розріз Б-Б по фіг. 1; фіг. 4 - рочріз В-В по фіг. 1. Ливарна форма містить нерухому напівформу 1, в який формується центральна частина 2 трійника і міститься ливарний канал 3 з тунельним впуском 4 і ріжучою кромкою 5, рухому напівформу 6, в який формується боковий відвід 7 трійника, знак 8, формуючий боковий отвір, пуансон 9, формуючий центральний отвір, держак J0 пуансона 9, два виштовхувачі 11 з пластинами 12. розміщеними симетрично площині продольного розрізу трійника, штовхаючі плити 13, рухаючі виштовхувачі 11. Запропонована ливарна форма працює слідуючим чином. Під тиском через тунельний впуск 4 і ливарний канал 3 в зімкнуту ливарну форму вприскується розплав полімерного матеріалу і, після відповідної витримки, виконується розкриття форми. Розкриття форми виконується по площині А-А (або Б-Б), причому напівформа і залишається нерухомою, а зміщується напівформа 6 і? знаком 8 і трійником разом з держаком 10 і пуансоном 9. По мірі ршучення центральної частини 2 трійника із нерухомої напівформи 1 ріжуча кромка 5 відрізає литник від трійника, який під дією власної ваги падає в збірник (на кресленні не показано). Потім, при подальшому рожритті форми, коли центральна частина 2 трійника повністю вилучається з нерухомої напівформи 1, напівформа 6 зупиняється, а держак 10 пунсона 9 з пуансоном 9 продовжує переміщення до повного вилучення пуансона 9 із центральної частини '2 трійника. Після зупинки держака 10 пуансона 9 приводяться у рух штовхаючі плити ІЗ, яки передають рух виштовхувачам 11 з пластинами 12 на кінці, ті упираються в торець трубки центральної частини 2 трійника. Під дією сили, з боку пластин 12 боковий відвід 7 починає зніматься зі знака 8. Слідує відмітить, що, оскільки знак 8 розташований під кутом довісі форми (основної вісі трійника), то зусилля від пластин 12 діляться на зусилля по вісі знака 8 і зусилля від знака 8 площині роз'єднання напівформ 1 і 6, тому трійник виконує складний рух, як по вісі знака 8, так і в напрямі від знака 8 по пластинам 12. Як тільки трійник знімається із знака 8, він під дією власної ваги падає в збірник (на кресленні не показано). Далі цик л повторюється. ______—— __ - І. Збірне креслення ливарної форми для виготовлення 2-х трійників шведської фірми "Гамбро". ЛИВАРНА ФОРМА ДЛЯ ВИГОТОВЛЕННЯ ТРІЙНИКІВ З МАЛИМ КУТОМ РОЗВОДУ КІНЦІВ І А - А Б - Б Фіг. 4 Автори; 1. Бєліков В.Г. 2. Гончаренко О.Є. 3. С моловше О. О.
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold for manufacturing tees with small set angle of ends
Автори англійськоюBielikov Valerii Hryhorovych, Goncharenko Oleksandr Yevheniiovych, Smolovik Oleksandr Oleksandrovych
Назва патенту російськоюЛитейная форма для изготовления тройников с малым углом развода концов
Автори російськоюБеликов Валерий Григорьевич, Гончаренко Александр Евгеньевич, Смоловик Александр Александрович
МПК / Мітки
МПК: A61M 5/00, B29C 39/26
Мітки: ливарна, малим, кінців, розвіду, форма, кутом, трійників, виготовлення
Код посилання
<a href="https://ua.patents.su/4-32876-livarna-forma-dlya-vigotovlennya-trijjnikiv-z-malim-kutom-rozvidu-kinciv.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для виготовлення трійників з малим кутом розвіду кінців</a>
Ливарна прес-форма для виготовлення еластичних оболонок

Номер патенту: 1631
Опубліковано: 25.10.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/04, B29C 35/02
Мітки: оболонок, ливарна, виготовлення, еластичних, прес-форма
Формула / Реферат:
Литьевая пресс-форма для изготовления эластичных оболочек, содержащая нижнюю полуформу с расположенной в зоне экваториальной плоскости оболочки загрузочной камерой, верхнюю полуформу с плунжером и разъемный дорн, состоящий из верхней-и нижней частей, смонтированных с возможностью относительного аксиального перемещения, отличающаяся тем, что, с целью повышения качества эластичной оболочки за счет обеспечения равноценности ее свойств...
Ливарна форма
Номер патенту: 4214
Опубліковано: 27.12.1994
Автори: Масленніков Сергій Миколайович, Шинський Олег Йосипович, Грицай Сергій Васильович, Горушкіна Любов Петрівна
МПК: B22D 27/20
Формула / Реферат:
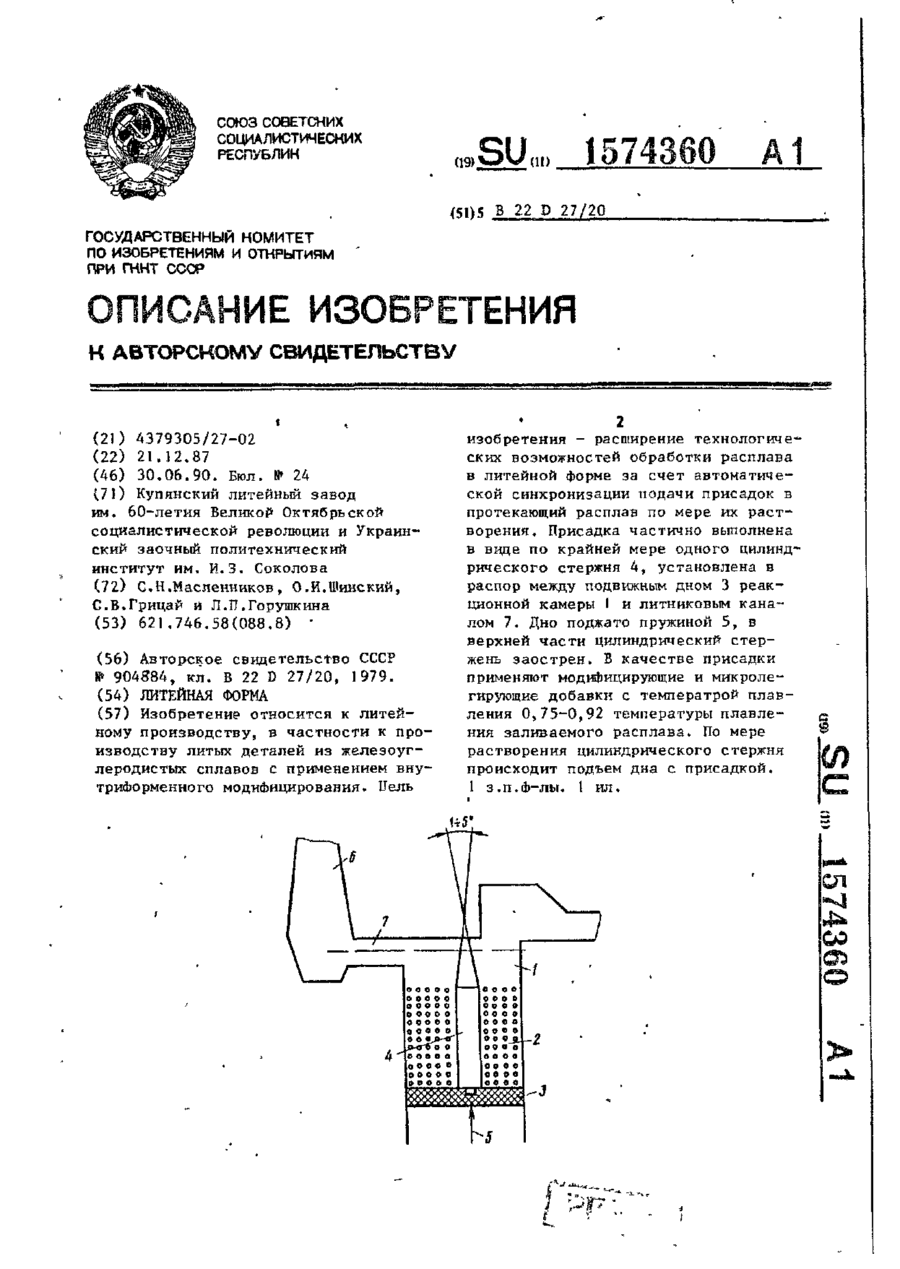
1. Литейная форма, содержащая литниковую систему с литниковым каналом и реакционной камерой с подвижным дном, ось которого перпендикулярна оси литникового канала, и присадку в реакционной камере, отличающаяся тем, что, с целью расширения технологических возможностей обработки расплава в литейной форме за счет автоматической синхронизации подачи присадок в протекающий расплавпо мере их растворения, часть присадки выполнена в виде по крайней...
Ливарна форма для одержання відливок
Номер патенту: 5945
Опубліковано: 29.12.1994
Автор: Дені Жан П'єр
МПК: B22C 9/04
Мітки: одержання, ливарна, відливок, форма
Формула / Реферат:
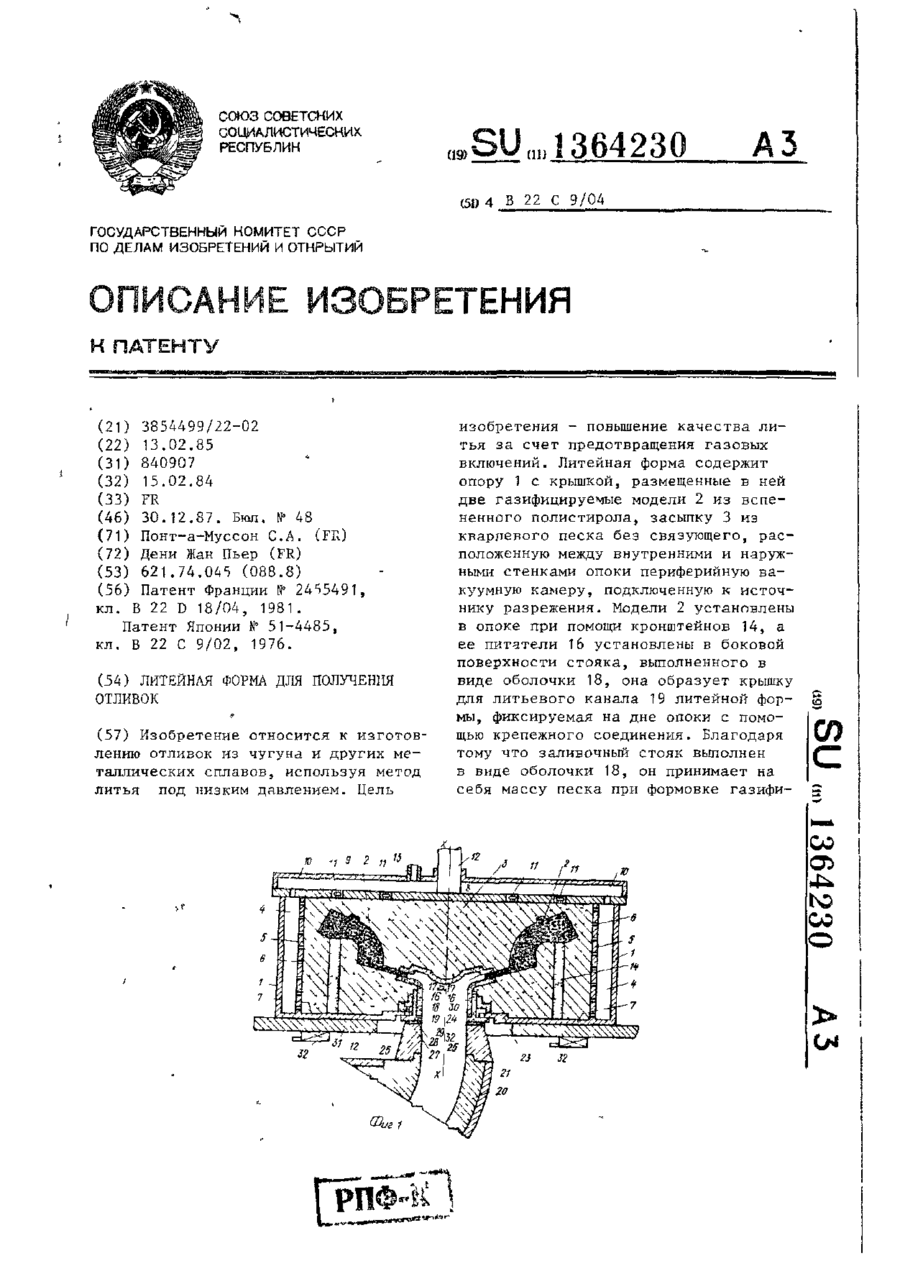
1. Литейная форма для получения отливок, содержащая опоку с крышкой, размещенные в ней две газифицируемые модели из вспененного полистирола, засыпку кварцевого песка без связующего, периферийную вакуумную камеру, расположенную между внутренними и наружными стенками опоки и подсоединенную к источнику разрежения, отличающаяся тем, что, с целью повышения качества литья за счет предотвращения газовых включений, литейная форма снабжена...
Автомат для виготовлення вафельних стаканчиків
Номер патенту: 29970
Опубліковано: 15.11.2000
Автори: Калинкін Вадим Іванович, Батурін Володимир Петрович, Оттиско Федір Федорович
МПК: A21B 5/00
Мітки: вафельних, стаканчиків, автомат, виготовлення
Текст:
...підготовляючи нову порцію тіста. Після заливки тіста, ролик 13, обкачуючись по копіру 14 відпускає конуси 12 у порожнини напівформ 5 і 6, формуючи вафельний стаканчик, а блок-форма 4 заходить до зони нагрівання. Струмознімачі, розміщені на основі блокформ, обкачуючись по тролі 18 подають напругу до електронагрівальників 17. Ролик 21, обкачують по копіру 20, притискає конуси у порожнині напівформ, даючи можливість притискачу вільно...
Литтєва форма для виготовлення порожнистих виробів
Номер патенту: 5294
Опубліковано: 28.12.1994
Автор: Бакай Сергій Панасович
МПК: B29C 45/26, B29C 45/44
Мітки: виготовлення, литтєва, форма, виробів, порожнистих
Формула / Реферат:
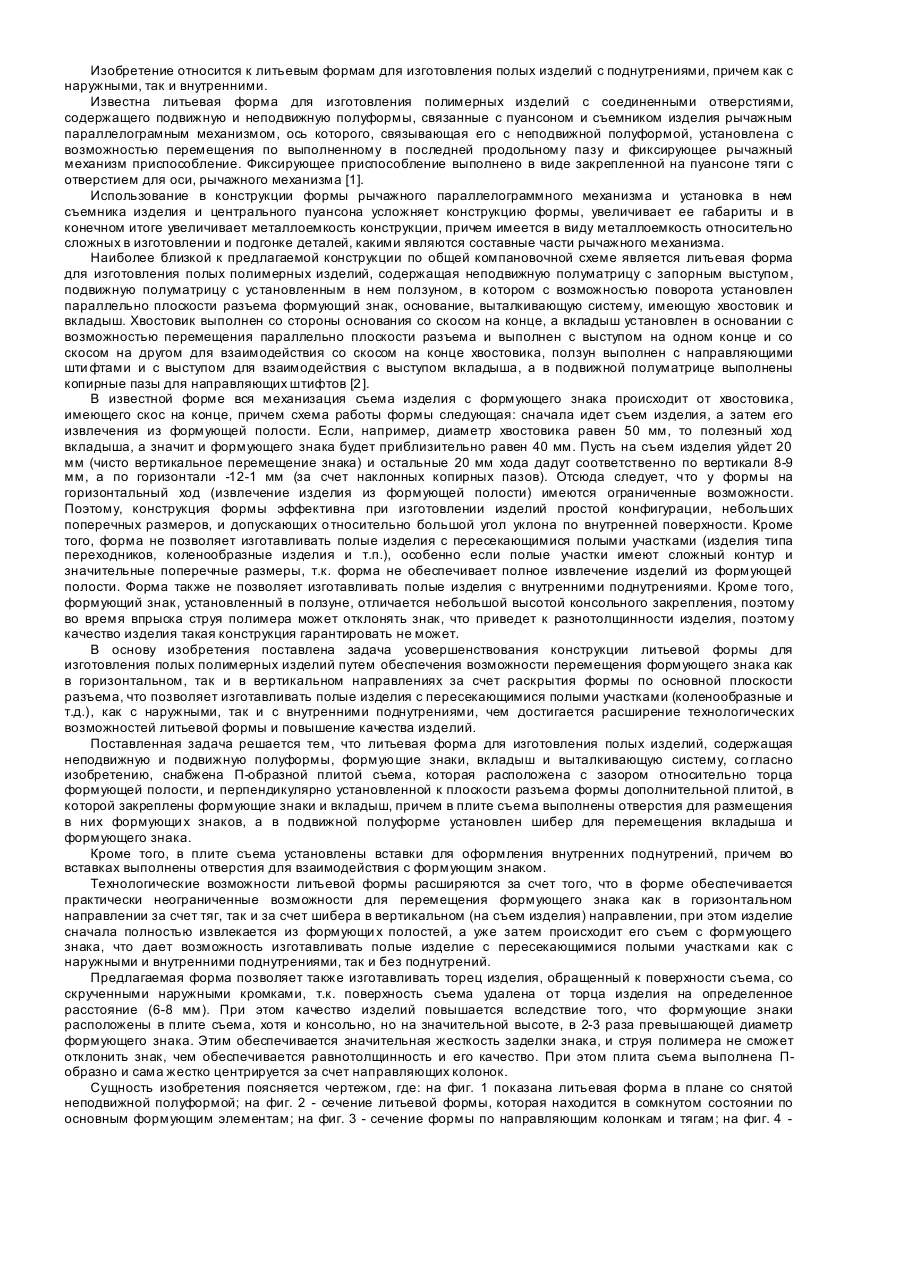
1. Литьевая форма для изготовления полых изделий, содержащая неподвижную и подвижную полуформы, формующие знаки, вкладыш и выталкивающую систему, отличающаяся тем, что форма снабжена П-образной плитой съема, которая расположена с зазором относительно торца формующей полости, и перпендикулярно установленной к плоскости разъема формы дополнительной плитой, в которой закреплены формующие знаки и вкладыш, причем в плите съема выполнены отверстия...
Попередній патент: Сидіння транспортного засобу
Наступний патент: Насадка-пробка полімерного контейнера
Випадковий патент: Гідростатична опора