Спосіб виготовлення терморезисторного стрічкового елемента
Номер патенту: 70691
Опубліковано: 25.06.2012
Автори: Гончаренко Василь Власович, Гончаренко Михайло Васильович, Мікульонок Ігор Олегович, Мартиненко Наталія Михайлівна
Формула / Реферат
1. Спосіб виготовлення терморезисторного стрічкового елемента, що включає нанесення ізоляції з полімерного матеріалу на струмопровідний дріт, розміщення витків отриманого заізольованого дроту в одній площині за умови контакту його витків один з одним між двома полімерними стрічками, а також сплавлення ізоляції заізольованого дроту з обома полімерними стрічками, який відрізняється тим, що полімерні стрічки виконують термоусадочними, заізольований дріт скручують у вигляді циліндричної спіралі, першу полімерну стрічку укладають на жорстку циліндричну оправку, заізольований дріт перед укладанням його витків на першу полімерну стрічку випрямляють, після чого на витки заізольованого дроту укладають другу полімерну стрічку, при цьому сплавлення ізоляції заізольованого дроту з обома полімерними стрічками здійснюють пропусканням по ньому електричного струму, після чого одержаний стрічковий елемент охолоджують і знімають з жорсткої циліндричної оправки.
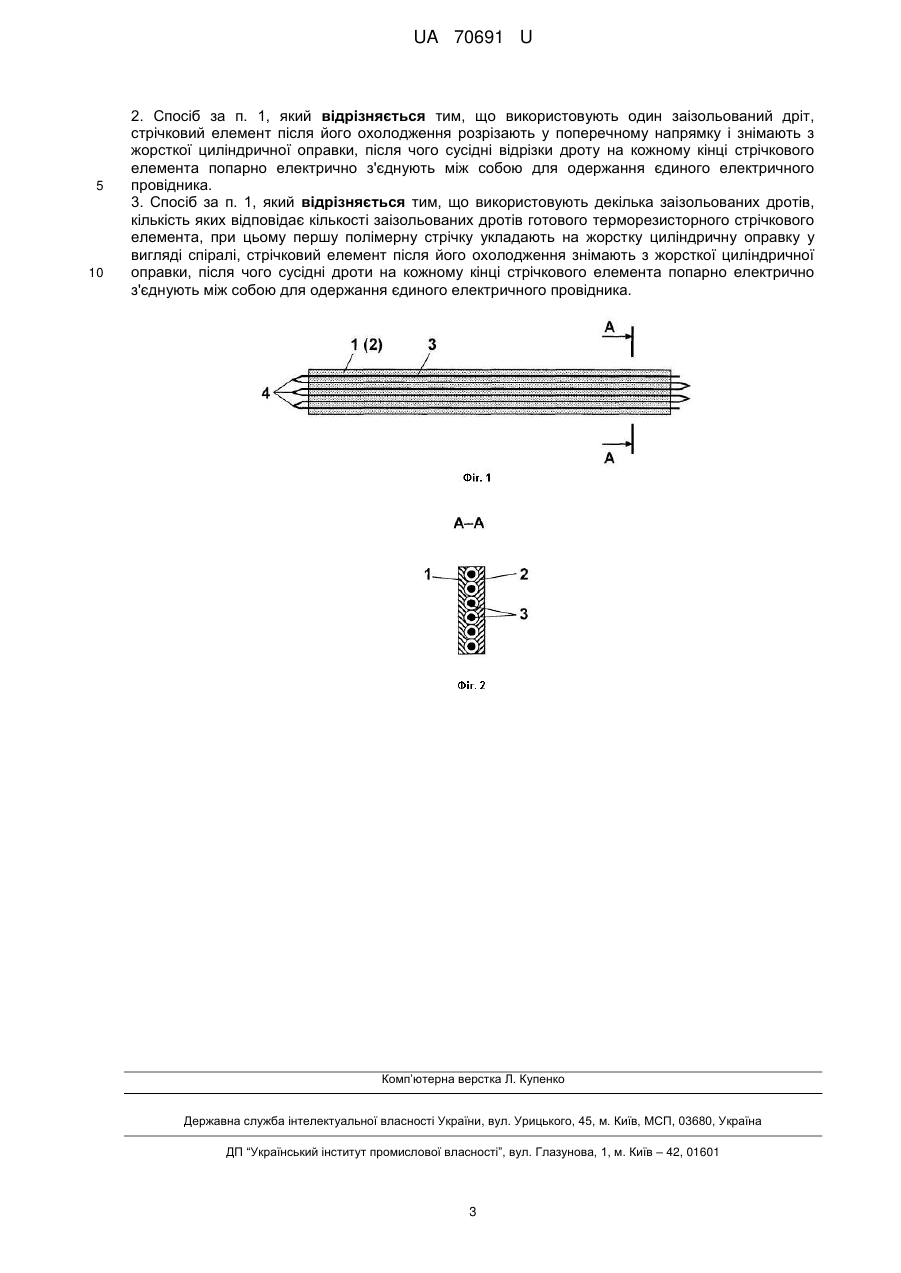
2. Спосіб за п. 1, який відрізняється тим, що використовують один заізольований дріт, стрічковий елемент після його охолодження розрізають у поперечному напрямку і знімають з жорсткої циліндричної оправки, після чого сусідні відрізки дроту на кожному кінці стрічкового елемента попарно електрично з'єднують між собою для одержання єдиного електричного провідника.
3. Спосіб за п. 1, який відрізняється тим, що використовують декілька заізольованих дротів, кількість яких відповідає кількості заізольованих дротів готового терморезисторного стрічкового елемента, при цьому першу полімерну стрічку укладають на жорстку циліндричну оправку у вигляді спіралі, стрічковий елемент після його охолодження знімають з жорсткої циліндричної оправки, після чого сусідні дроти на кожному кінці стрічкового елемента попарно електрично з'єднують між собою для одержання єдиного електричного провідника.
Текст
Реферат: Спосіб виготовлення терморезисторного стрічкового елемента включає нанесення ізоляції з полімерного матеріалу на струмопровідний дріт, розміщення витків отриманого заізольованого дроту в одній площині за умови контакту його витків один з одним між двома полімерними стрічками, а також сплавлення ізоляції заізольованого дроту з обома полімерними стрічками. Полімерні стрічки виконують термоусадочними. Заізольований дріт скручують у вигляді циліндричної спіралі. Першу полімерну стрічку укладають на жорстку циліндричну оправку. Заізольований дріт перед укладанням його витків на першу полімерну стрічку випрямляють. На витки заізольованого дроту укладають другу полімерну стрічку. Сплавлення ізоляції заізольованого дроту з обома полімерними стрічками здійснюють пропусканням по ньому електричного струму. Одержаний стрічковий елемент охолоджують і знімають з жорсткої циліндричної оправки. UA 70691 U (12) UA 70691 U UA 70691 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до матеріалів і пристроїв для нерознімного з'єднання між собою елементів різного призначення, наприклад, труб, елементів трубопроводів, будівельних конструкцій тощо, і може бути використана в будівельній, хімічній, нафтопереробній, харчовій, теплоенергетичній та інших галузях промисловості. Одним з актуальних питань є швидкий і надійний ремонт зруйнованих або дефектних ділянок різноманітних конструкцій і в першу чергу трубопроводів різного призначення, виготовлених як з полімерних, так і з металевих труб. Так, відомий спосіб виготовлення терморезисторного стрічкового елемента, що включає розміщення витків струмопровідного дроту в одній площині між двома полімерними стрічками, а також обох полімерних стрічок між собою [пат. Росії № 93609 U, МПК8 Н05В 3/36; заявл. 31.12.2009; опубл. 27.04.2010]. Цей спосіб відносно нескладний у реалізації, проте він передбачає ретельне укладання витків струмопровідного дроту між полімерними стрічками, оскільки можливий контакт сусідніх витків незаізольованого струмопровідного дроту між собою призведе до нерівномірного виділення теплоти під час застосування готового терморезисторного стрічкового елемента за призначенням, що погіршить міцність скріплених за його допомогою між собою елементів. Найбільш близьким за технічною суттю до пропонованої корисної моделі є спосіб виготовлення терморезисторного стрічкового елемента, що включає нанесення ізоляції з полімерного матеріалу на струмопровідний дріт, розміщення витків отриманого заізольованого дроту в одній площині за умови контакту його витків один з одним між двома полімерними стрічками, а також сплавлення ізоляції заізольованого дроту з обома полімерними стрічками [Электрические кабели, провода и шнуры / Белоруссов Н. И., Саакян А. Е.,. Яковлева А. И. - М.: Энергоатомиздат, 1988. - С. 130, рис. 7. 10]. Зазначений спосіб, на відміну від аналога, що розглянуто, через наявність ізоляції на струмопровідному дроті позбавлений недоліку, притаманного аналогу. Проте застосування одержуваного за цим способом терморезисторного стрічкового елемента передбачає його щільне укладання на з'єднувані за його допомогою елементи. Але й за умови достатньо щільного укладання цього елемента на дефектне місце не забезпечуватиме надійного з'єднання ремонтованих елементів між собою. В основу корисної моделі поставлено задачу вдосконалити спосіб виготовлення терморезисторного стрічкового елемента, у якому застосування нових компонентів зазначеного елемента забезпечує надійне скріплення терморезисторного стрічкового елемента зі з'єднуваними елементами з утворенням нерознімного з'єднання високої жорсткості й міцності. Поставлена задача вирішується тим, що в способі виготовлення терморезисторного стрічкового елемента, що включає нанесення ізоляції з полімерного матеріалу на струмопровідний дріт, розміщення витків отриманого заізольованого дроту в одній площині за умови контакту його витків один з одним між двома полімерними стрічками, а також сплавлення ізоляції заізольованого дроту з обома полімерними стрічками, згідно з пропонованою корисною моделлю, новим є те, що полімерні стрічки виконують термоусадочними, заізольований дріт скручують у вигляді циліндричної спіралі, першу полімерну стрічку укладають на жорстку циліндричну оправку, заізольований дріт перед укладанням його витків на першу полімерну стрічку випрямляють, після чого на витки заізольованого дроту укладають другу полімерну стрічку, при цьому сплавлення ізоляції заізольованого дроту з обома полімерними стрічками здійснюють пропусканням по ньому електричного струму, після чого одержаний стрічковий елемент охолоджують і знімають з жорсткої циліндричної оправки. У найприйнятніших прикладах реалізації способу використовують один заізольований дріт, стрічковий елемент після його охолодження розрізають у поперечному напрямку і знімають з жорсткої циліндричної оправки, після чого сусідні відрізки дроту на кожному кінці стрічкового елемента попарно електрично з'єднують між собою для одержання єдиного електричного провідника або використовують декілька заізольованих дротів, кількість яких відповідає кількості заізольованих дротів готового терморезисторного стрічкового елемента, при цьому першу полімерну стрічку укладають на жорстку циліндричну оправку у вигляді спіралі, стрічковий елемент після його охолодження знімають з жорсткої циліндричної оправки, після чого сусідні дроти на кожному кінці стрічкового елемента попарно електрично з'єднують між собою для одержання єдиного електричного провідника. Реалізація пропонованого способу із зазначеними відмітними ознаками забезпечує одержання терморезисторного стрічкового елемента, що має властивість термоусаджуватися під час утворення за його допомогою нерознімного з'єднання. Так, внаслідок попереднього скручування заізольованого дроту у вигляді циліндричної спіралі і наступного її випрямляння заізольований дріт матиме властивість пам'яті форми. Зазначена властивість заізольованого 1 UA 70691 U 5 10 15 20 25 30 35 40 45 дроту в готовому терморезисторному стрічковому елементі під час пропускання по ньому електричного струму сприятиме його нагріванню й частковому відновленню форми циліндричної спіралі. Оскільки часткове відновлення заізольованим дротом форми циліндричної спіралі приводить до її усадки в тангенціальному напрямі (відносно з'єднуваних елементів), то терморезисторний стрічковий елемент починає щільно обтискати з'єднувані деталі. Цьому сприятимуть і обидві полімерні стрічки, виготовлені термоусадочними. Таким чином, вся конструкція терморезисторного стрічкового елемента сприяє утворенню міцнощільного нерознімного з'єднання. Використання під час реалізації способу одного заізольованого дроту дає змогу одержувати терморезисторний стрічковий елемент завдовжки, що відповідає довжині кола жорсткої циліндричної оправки. Це доцільно зазвичай для крупносерійного виробництва терморезисторних стрічкових елементів. У разі же використання декількох заізольованих дротів і відповідного укладання першої полімерної стрічки на жорстку циліндричну оправку у вигляді спіралі з'являється можливість виготовлення терморезисторних стрічкових елементів майже необмеженої довжини (зазначена довжина залежить від діаметра і довжини жорсткої циліндричної оправки). Це прийнятно в першу чергу для малосерійного виробництва терморезисторних стрічкових елементів. Суть корисної моделі пояснюється кресленнями, на яких зображено: на Фіг. 1 терморезисторний стрічковий елемент, схема конструкції; на Фіг. 2 - розріз за А-А на Фіг. 1. Терморезисторний стрічковий елемент, який виготовляють відповідно до пропонованого способу, містить розміщені між двома полімерними стрічками 1 і 2 витки заізольованого дроту 3, який перед сплавленням його ізоляції з полімерними стрічками 1 і 2 попередньо скручують у вигляді циліндричної спіралі, після чого випрямляють. При цьому сусідні відрізки 4 заізольованого дроту 3 на кожному кінці стрічкового елемента попарно електрично з'єднують між собою для одержання єдиного електричного провідника (Фіг. 1, 2). Спосіб реалізують таким чином. Приклад 1 (аналог). Здійснюють виготовлення нерознімного з'єднання двох труб з поліетилену високої густини (ПЕВГ) Ø400×28,5 мм за допомогою терморезисторного стрічкового елемента, в якому утворено електричний контакт сусідніх витків струмопровідного дроту зі сталі діаметром 0,3 мм та ізоляцією з ПЕВГ завтовшки 0,4 мм. Також використано полімерні стрічки з ПЕВГ завтовшки 0,3 мм. Після дослідження отриманого з'єднання, виконаного з шести шарів терморезисторного стрічкового елемента, виявлені несплавлені ділянки (відсутність когезійних контактів), що призвело до розгерметизації відновленого стику двох труб. Приклад 2 (найближчий аналог). Здійснюють виготовлення нерознімного з'єднання труби за прикладом 1, але за допомогою терморезисторного стрічкового елемента, в якому використано первісно прямолінійний струмопровідний дріт та звичайні поліетиленові плівки. Після дослідження отриманого з'єднання під внутрішнім тиском виявлені нещільності в утвореному з'єднанні, що призвело до розгерметизації відновленого стику двох труб. Приклад 3. Здійснюють виготовлення нерознімного з'єднання двох труб з поліетилену високої густини (ПЕВГ) Ø400×28,5 мм за допомогою терморезисторного стрічкового елемента, виготовленого відповідно до пропонованої корисної моделі. Після дослідження отриманого з'єднання під внутрішнім тиском нещільностей в утвореному з'єднанні не виявлено. Таким чином, пропонований спосіб істотно підвищує ефективність одержуваного за його допомогою терморезисторного стрічкового елемента, який може бути використаний для нерознімного з'єднання між собою елементів різного призначення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Спосіб виготовлення терморезисторного стрічкового елемента, що включає нанесення ізоляції з полімерного матеріалу на струмопровідний дріт, розміщення витків отриманого заізольованого дроту в одній площині за умови контакту його витків один з одним між двома полімерними стрічками, а також сплавлення ізоляції заізольованого дроту з обома полімерними стрічками, який відрізняється тим, що полімерні стрічки виконують термоусадочними, заізольований дріт скручують у вигляді циліндричної спіралі, першу полімерну стрічку укладають на жорстку циліндричну оправку, заізольований дріт перед укладанням його витків на першу полімерну стрічку випрямляють, після чого на витки заізольованого дроту укладають другу полімерну стрічку, при цьому сплавлення ізоляції заізольованого дроту з обома полімерними стрічками здійснюють пропусканням по ньому електричного струму, після чого одержаний стрічковий елемент охолоджують і знімають з жорсткої циліндричної оправки. 2 UA 70691 U 5 10 2. Спосіб за п. 1, який відрізняється тим, що використовують один заізольований дріт, стрічковий елемент після його охолодження розрізають у поперечному напрямку і знімають з жорсткої циліндричної оправки, після чого сусідні відрізки дроту на кожному кінці стрічкового елемента попарно електрично з'єднують між собою для одержання єдиного електричного провідника. 3. Спосіб за п. 1, який відрізняється тим, що використовують декілька заізольованих дротів, кількість яких відповідає кількості заізольованих дротів готового терморезисторного стрічкового елемента, при цьому першу полімерну стрічку укладають на жорстку циліндричну оправку у вигляді спіралі, стрічковий елемент після його охолодження знімають з жорсткої циліндричної оправки, після чого сусідні дроти на кожному кінці стрічкового елемента попарно електрично з'єднують між собою для одержання єдиного електричного провідника. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing thermistor ribbon element
Автори англійськоюHoncharenko Vasyl Vlasovych, Honcharenko Mykhailo Vasyliovych, Martynenko Natalia Mykhailivna, Mikulionok Ihor Olehovych
Назва патенту російськоюСпособ изготовления терморезистивного ленточного элемента
Автори російськоюГончаренко Василий Власович, Гончаренко Михаил Васильевич, Мартиненко Наталия Михайловна, Микуленок Игорь Олегович
МПК / Мітки
МПК: F16L 47/00, H05B 3/36, F16L 13/00, H05B 3/20
Мітки: спосіб, терморезисторного, елемента, виготовлення, стрічкового
Код посилання
<a href="https://ua.patents.su/5-70691-sposib-vigotovlennya-termorezistornogo-strichkovogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення терморезисторного стрічкового елемента</a>
Спосіб виготовлення терморезисторної муфти для нерознімного з’єднання між собою циліндричних елементів
Номер патенту: 70098
Опубліковано: 25.05.2012
Автори: Мартиненко Наталія Михайлівна, Мікульонок Ігор Олегович, Гончаренко Василь Власович, Гончаренко Михайло Васильович
МПК: F16L 13/00, F16L 47/00, H05B 3/28, H05B 3/48
Мітки: виготовлення, нерознімного, собою, елементів, муфти, циліндричних, терморезисторної, спосіб, з'єднання
Формула / Реферат:
1. Спосіб виготовлення терморезисторної муфти для нерознімного з'єднання між собою циліндричних елементів, що включає розміщення струмопровідного дроту всередині стінки циліндричного корпусу з полімерного матеріалу, який відрізняється тим, що на струмопровідний дріт наносять ізоляцію з полімерного матеріалу, одержаний заізольований дріт після його охолодження скручують у вигляді циліндричної спіралі, яку потім витягують і випрямляють, на...
Спосіб виготовлення корпусу ролика стрічкового конвеєра
Номер патенту: 41515
Опубліковано: 25.05.2009
Автори: Кравець Олена Іванівна, Середа Віктор Григорович, Удовенко Віталій Кирилович
МПК: B21D 41/00
Мітки: ролика, корпусу, конвеєра, виготовлення, спосіб, стрічкового
Формула / Реферат:
Спосіб виготовлення корпусу ролика стрічкового конвеєра, у якому стакан для розміщення підшипникового вузла виконаний у вигляді горловини на кінці труби, який відрізняється тим, що стакан виконують на кінці труби у вигляді горловини з пояском на вихідній трубі, прилягаючим до горловини, діаметр якого більше внутрішнього діаметра початкової труби на 1...1,5 мм, відокремлюють горловину зі згаданим пояском відомим способом, розвертають...
Спосіб виготовлення армуючого елемента для дисперсного армування бетону
Номер патенту: 70690
Опубліковано: 15.10.2004
Автор: Прикмета Олександр Васильович
МПК: E04C 5/01
Мітки: спосіб, елемента, виготовлення, дисперсного, армуючого, армування, бетону
Формула / Реферат:
1. Спосіб виготовлення армуючого елемента для дисперсного армування бетону, що включає операцію деформування кінцевих ділянок відрізка дроту, який відрізняється тим, що деформування кінцевих ділянок відрізка дроту виконують в різних площинах відносно осі дроту.2. Спосіб виготовлення армуючого елемента для дисперсного армування бетону за п. 1, який відрізняється тим, що деформування виконують шляхом загинання кінцевих ділянок відрізка...
Спосіб виготовлення електронагрівального елемента
Номер патенту: 67921
Опубліковано: 12.03.2012
Автор: Прокопенко Артем Станіславович
МПК: H05B 3/26
Мітки: спосіб, елемента, електронагрівального, виготовлення
Формула / Реферат:
1. Спосіб виготовлення електронагрівального елемента, який полягає у нанесенні резистивного дротового елемента на електроізоляційну основу з наступним його покриттям шаром електроізоляційного матеріалу, який відрізняється тим, що резистивний дротовий елемент закріплюють на поверхні гнучкої електроізоляційної основи шаром будь-якої відомої термостійкої клейкої речовини чи матеріалу.2. Спосіб виготовлення електронагрівального елемента...
Спосіб виготовлення захисного елемента “латент”
Номер патенту: 22991
Опубліковано: 25.04.2007
Автори: Твердохліб Ігор Вікторович, Бейлін Георгій Володимирович, Сидоренко Юрій Григорович, Івановський Андрій Альбертович, Тимошенко Андрій Миколайович
МПК: D21F 11/00, B42D 15/10, B42D 15/00, D21H 21/40
Мітки: латент, елемента, захисного, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення захисного елемента, що включає формування на поверхні основи, виготовленої з плівки, потрібного зображення, який відрізняється тим, що як основу застосовують металізовану полімерну плівку, на зовнішній поверхні металізованої плівки з потрібним зображенням формують ізотропний шар поляризаційного полімеру, на якому утворюють контрольне зображення шляхом створення ділянок з оптичними анізотропними властивостями і з...
Попередній патент: Пристрій біологічного очищення води
Наступний патент: Спосіб побудови інформаційної системи організації з обчислювальною хмарою для доступу до актуальних реєстраційних даних свого контингенту
Випадковий патент: Спосіб отримання речовини з потенційними фізіологічними властивостями n-бензил-3[5'(2"-амінотіадіазоліл)дифенілфосфіно]-сукцинімід