Спосіб виготовлення корпусу ролика стрічкового конвеєра
Номер патенту: 41515
Опубліковано: 25.05.2009
Автори: Удовенко Віталій Кирилович, Середа Віктор Григорович, Кравець Олена Іванівна
Формула / Реферат
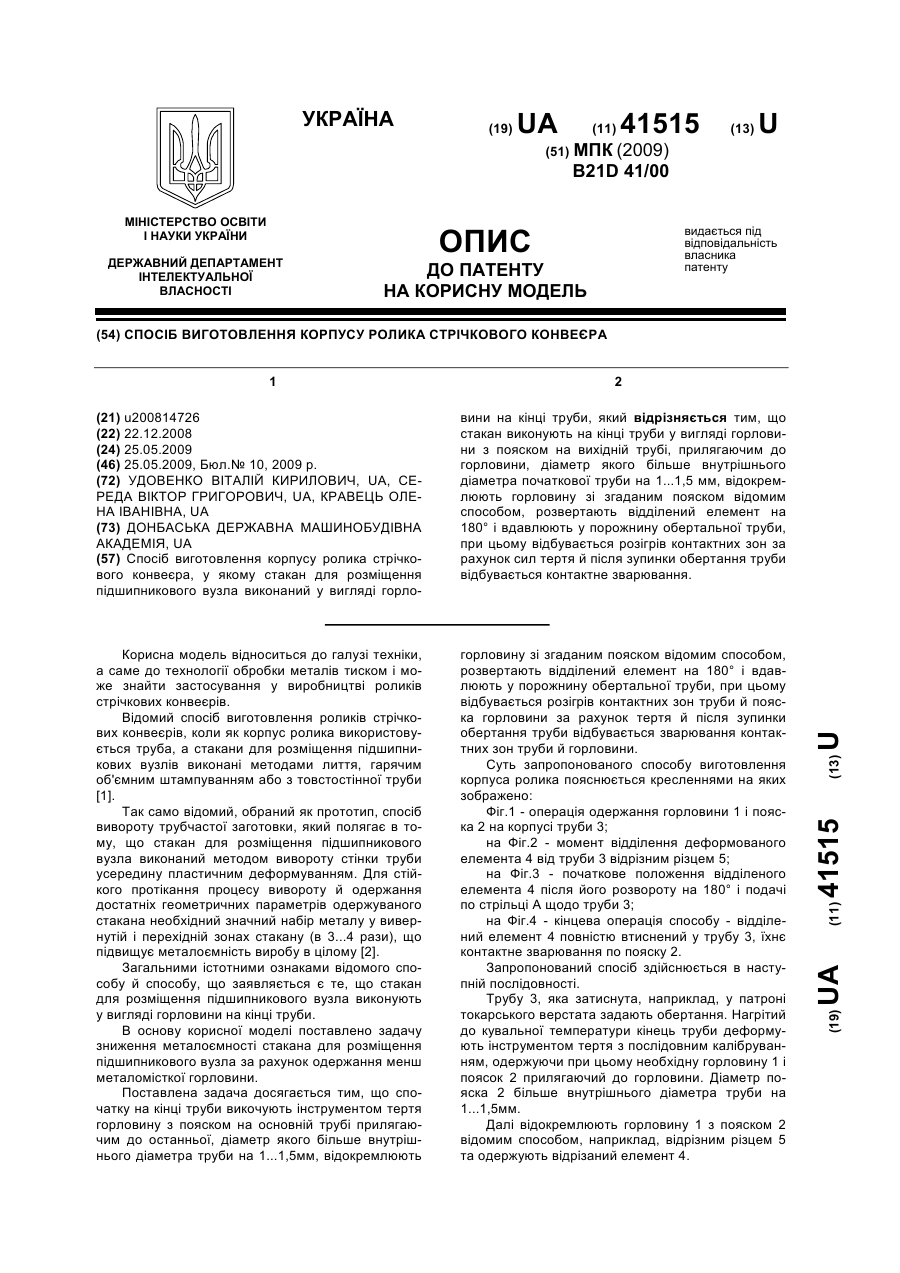
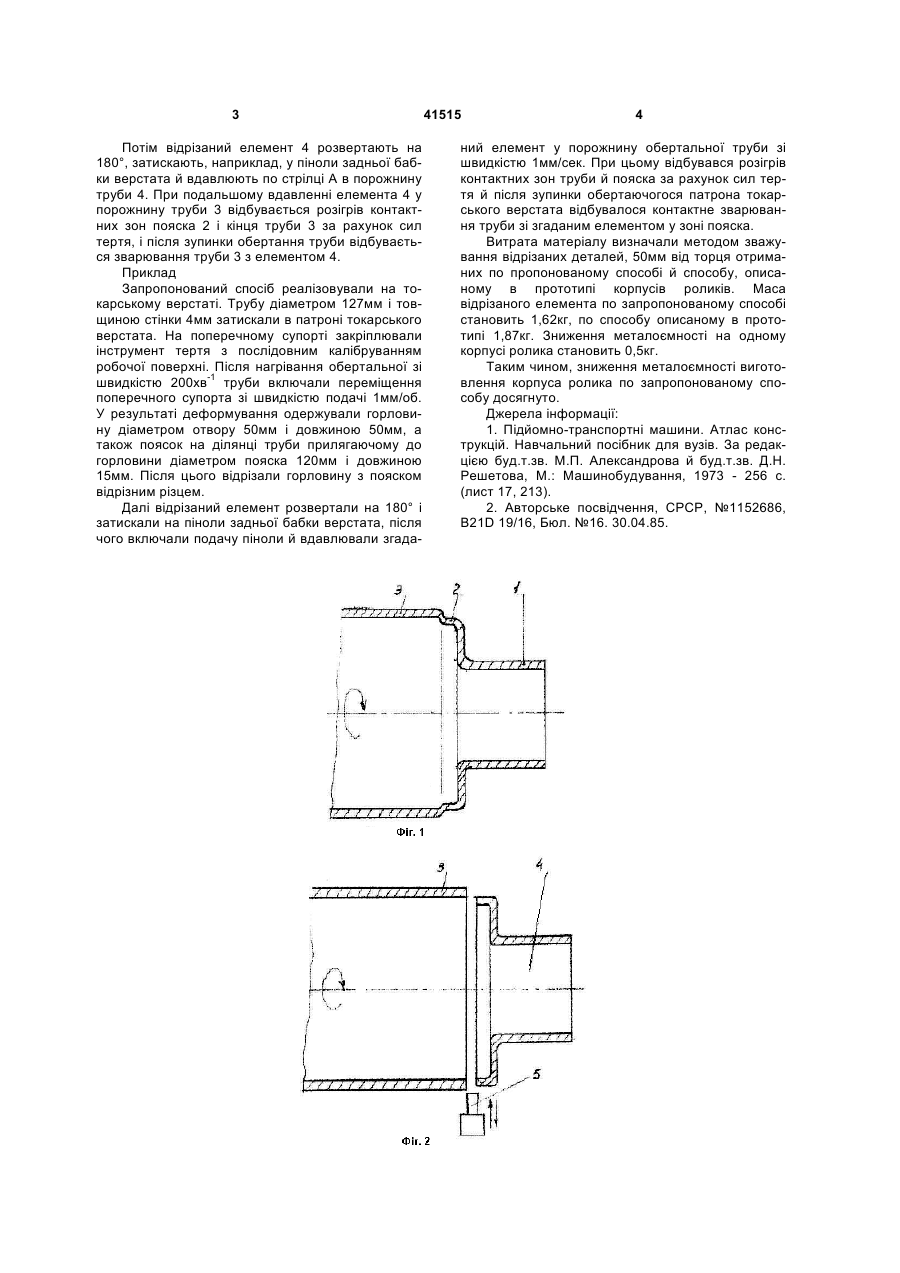
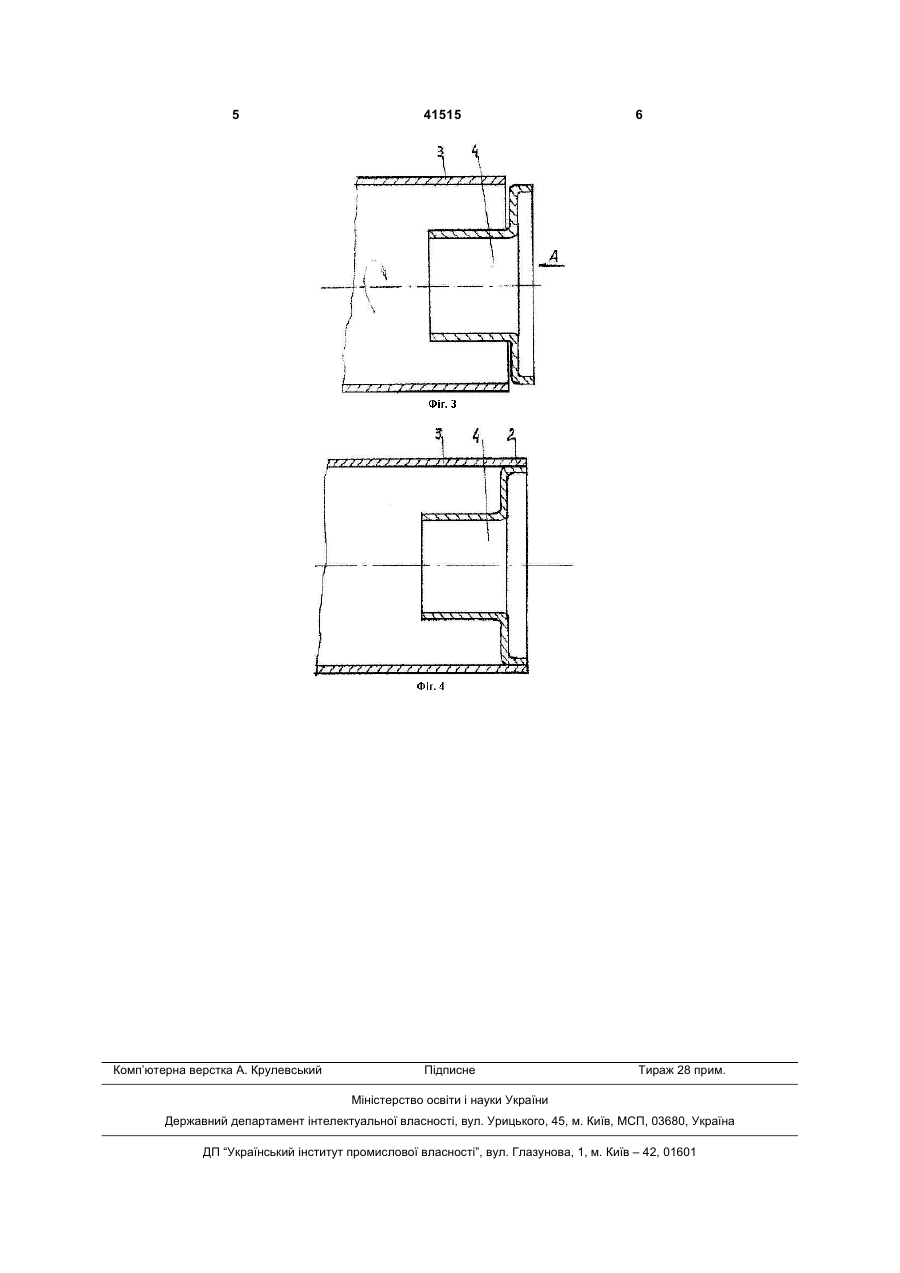
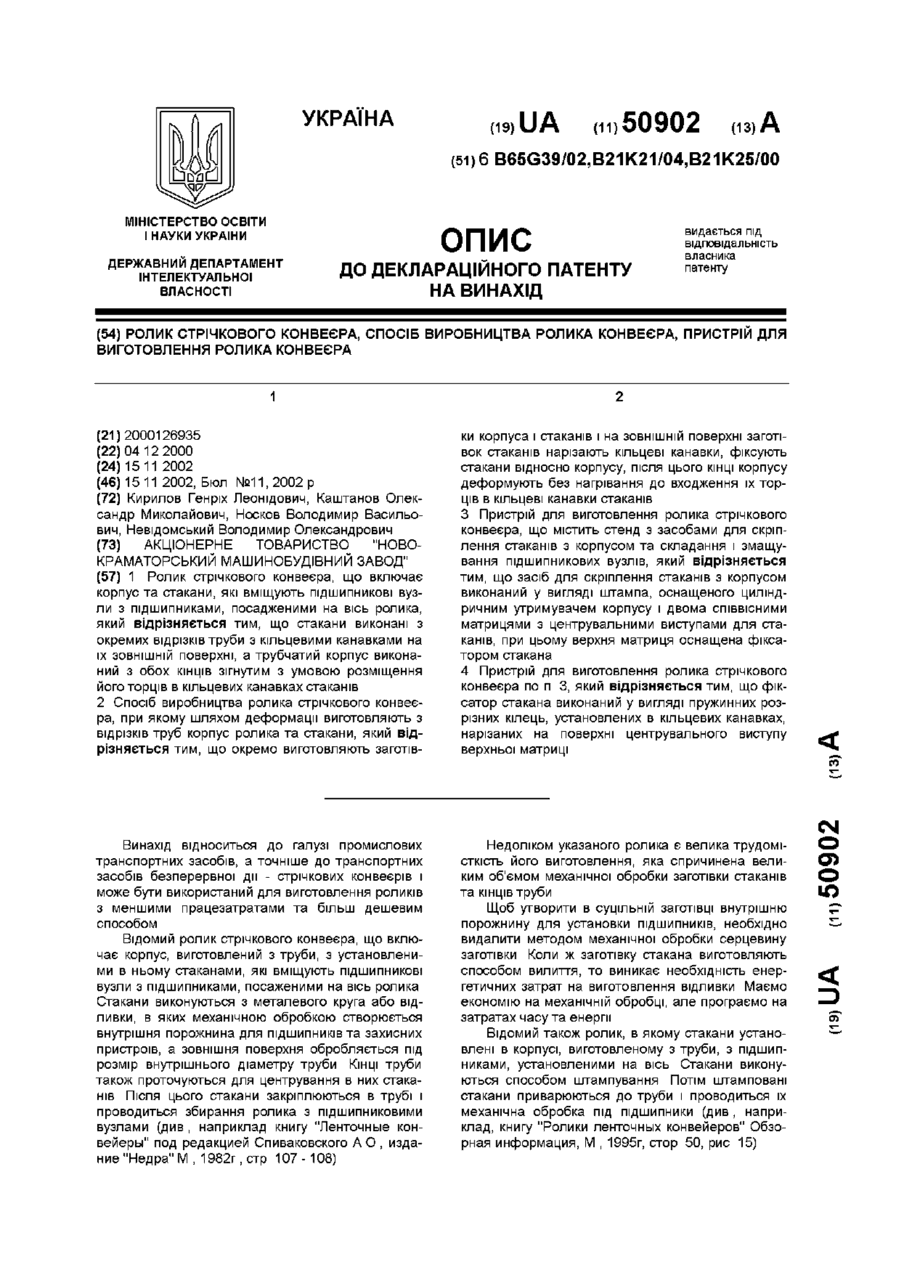
Спосіб виготовлення корпусу ролика стрічкового конвеєра, у якому стакан для розміщення підшипникового вузла виконаний у вигляді горловини на кінці труби, який відрізняється тим, що стакан виконують на кінці труби у вигляді горловини з пояском на вихідній трубі, прилягаючим до горловини, діаметр якого більше внутрішнього діаметра початкової труби на 1...1,5 мм, відокремлюють горловину зі згаданим пояском відомим способом, розвертають відділений елемент на 180° і вдавлюють у порожнину обертальної труби, при цьому відбувається розігрів контактних зон за рахунок сил тертя й після зупинки обертання труби відбувається контактне зварювання.
Текст
Спосіб виготовлення корпусу ролика стрічкового конвеєра, у якому стакан для розміщення підшипникового вузла виконаний у вигляді горло 3 Потім відрізаний елемент 4 розвертають на 180°, затискають, наприклад, у піноли задньої бабки верстата й вдавлюють по стрілці А в порожнину труби 4. При подальшому вдавленні елемента 4 у порожнину труби 3 відбувається розігрів контактних зон пояска 2 і кінця труби 3 за рахунок сил тертя, і після зупинки обертання труби відбувається зварювання труби 3 з елементом 4. Приклад Запропонований спосіб реалізовували на токарському верстаті. Трубу діаметром 127мм і товщиною стінки 4мм затискали в патроні токарського верстата. На поперечному супорті закріплювали інструмент тертя з послідовним калібруванням робочої поверхні. Після нагрівання обертальної зі швидкістю 200хв-1 труби включали переміщення поперечного супорта зі швидкістю подачі 1мм/об. У результаті деформування одержували горловину діаметром отвору 50мм і довжиною 50мм, а також поясок на ділянці труби прилягаючому до горловини діаметром пояска 120мм і довжиною 15мм. Після цього відрізали горловину з пояском відрізним різцем. Далі відрізаний елемент розвертали на 180° і затискали на піноли задньої бабки верстата, після чого включали подачу піноли й вдавлювали згада 41515 4 ний елемент у порожнину обертальної труби зі швидкістю 1мм/сек. При цьому відбувався розігрів контактних зон труби й пояска за рахунок сил тертя й після зупинки обертаючогося патрона токарського верстата відбувалося контактне зварювання труби зі згаданим елементом у зоні пояска. Витрата матеріалу визначали методом зважування відрізаних деталей, 50мм від торця отриманих по пропонованому способі й способу, описаному в прототипі корпусів роликів. Маса відрізаного елемента по запропонованому способі становить 1,62кг, по способу описаному в прототипі 1,87кг. Зниження металоємності на одному корпусі ролика становить 0,5кг. Таким чином, зниження металоємності виготовлення корпуса ролика по запропонованому способу досягнуто. Джерела інформації: 1. Підйомно-транспортні машини. Атлас конструкцій. Навчальний посібник для вузів. За редакцією буд.т.зв. М.П. Александрова й буд.т.зв. Д.Н. Решетова, М.: Машинобудування, 1973 - 256 с. (лист 17, 213). 2. Авторське посвідчення, СРСР, №1152686, B21D 19/16, Бюл. №16. 30.04.85. 5 Комп’ютерна верстка А. Крулевський 41515 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing housing of roller of belt conveyer
Автори англійськоюUdovenko Vitalii Kyrylovych, Sereda Viktor Hryhorovych, Kravets Olena Ivanivna
Назва патенту російськоюСпособ изготовления корпуса ролика ленточного конвейера
Автори російськоюУдовенко Виталий Кириллович, Середа Виктор Григорьевич, Кравец Елена Ивановна
МПК / Мітки
МПК: B21D 41/00
Мітки: корпусу, виготовлення, ролика, стрічкового, конвеєра, спосіб
Код посилання
<a href="https://ua.patents.su/3-41515-sposib-vigotovlennya-korpusu-rolika-strichkovogo-konveehra.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусу ролика стрічкового конвеєра</a>
Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Каштанов Олександр Миколайович, Носков Володимир Васильович, Кирилов Генріх Леонідович, Невідомський Володимир Олександрович
МПК: B21K 21/00, B21K 25/00, B65G 39/02
Мітки: виробництва, стрічкового, виготовлення, конвеєра, ролик, спосіб, ролика, пристрій
Формула / Реферат:
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом...
Спосіб виготовлення ролика стрічкового конвеєра
Номер патенту: 9076
Опубліковано: 15.09.2005
Автор: Шибанова Євгенія Іванівна
МПК: B65G 39/02, B21K 21/00, B21K 25/00
Мітки: стрічкового, ролика, виготовлення, конвеєра, спосіб
Формула / Реферат:
Спосіб виготовлення ролика стрічкового конвеєра, що включає операції підготовки трубчастих і листових заготівок, виготовлення з трубчастих заготівок корпусу ролика, а з листових заготівок - корпусів підшипників, установлення підшипників, розміщених у корпусі підшипника, з ущільненнями на вісь ролика з наступною холодною деформацією кінців корпусу ролика шляхом прикладання до його кінців через оправки з однобічним приводом подовжніх осьових...
Складена вісь ролика стрічкового конвеєра

Номер патенту: 48269
Опубліковано: 15.08.2002
Автор: Ткаченко Едуард Анатолійович
МПК: B65G 39/02
Мітки: ролика, стрічкового, вісь, складена, конвеєра
Формула / Реферат:
Складена вісь ролика стрічкового конвеєра, що складається з двох півосей з хвостовиками і проміжного елемента, виконаного у вигляді труби, кінцеві частини якого сполучено з хвостовиками півосей нероз’ємними з'єднаннями, яка відрізняється тим, що хвостовики півосей виконано із зовнішніми базуючими шийками і буртами, які прилягають до них, у місцях сполучення котрих виконано кільцеві конічні канавки, а кінцеві частини проміжного елемента...
Підшипниковий вузол ролика стрічкового конвеєра
Номер патенту: 74498
Опубліковано: 15.12.2005
Автори: Лук'янов Олександр Семенович, Мельніков Сергій Михайлович
МПК: F16C 33/20, F16C 13/00, B65G 39/00
Мітки: ролика, конвеєра, підшипниковий, вузол, стрічкового
Формула / Реферат:
Підшипниковий вузол ролика стрічкового конвеєра, що включає корпус та підшипник ковзання, який відрізняється тим, що підшипник ковзання виконаний як одне ціле з корпусом і розміщений на його внутрішній поверхні, при цьому корпус виконаний із склопласта, а підшипник ковзання – із вуглепласта, а зовнішня поверхня корпуса є несучою поверхнею ролика.
Складена вісь ролика стрічкового конвеєра
Номер патенту: 66906
Опубліковано: 15.06.2004
Автор: Ткаченко Едуард Анатолійович
МПК: B65G 39/02
Мітки: вісь, стрічкового, ролика, складена, конвеєра
Формула / Реферат:
1. Складена вісь ролика стрічкового конвеєра, що містить дві півосі і штангу, кінцеві частини якої з'єднані з півосями механічними нероз'ємними з'єднаннями за допомогою їх запресування в торцеві отвори, що виконані в півосях, яка відрізняється тим, що торцеві отвори в півосях виконані циліндричними із заглибленими рельєфними пазухами, а кінцеві частини штанги виконані у вигляді стержнів круглого перерізу і з'єднані з півосями за допомогою...
Попередній патент: Спосіб запалення агломераційної шихти
Наступний патент: Плавки з надувною рятувальною камерою