Спосіб рівноканального кутового пресування
Номер патенту: 70739
Опубліковано: 25.06.2012
Автори: Періг Олександр Вікторович, Матвєєв Іван Анатолійович, Холодняк Юрій Сергійович


Формула / Реферат
Спосіб рівноканального кутового пресування заготівок, який полягає в продавлюванні без залишку всієї заготівки через пару перетинних суміжних каналів однакового із заготівкою поперечного перерізу із використанням рухомого проміжного елемента між пуансоном і заготівкою, який відрізняється тим, що проштовхування заготівки із вхідного у вихідний канали штампа виконує проміжне деформівне пластичне середовище, яке зазнає поступового формозмінення при русі пуансона.
Текст
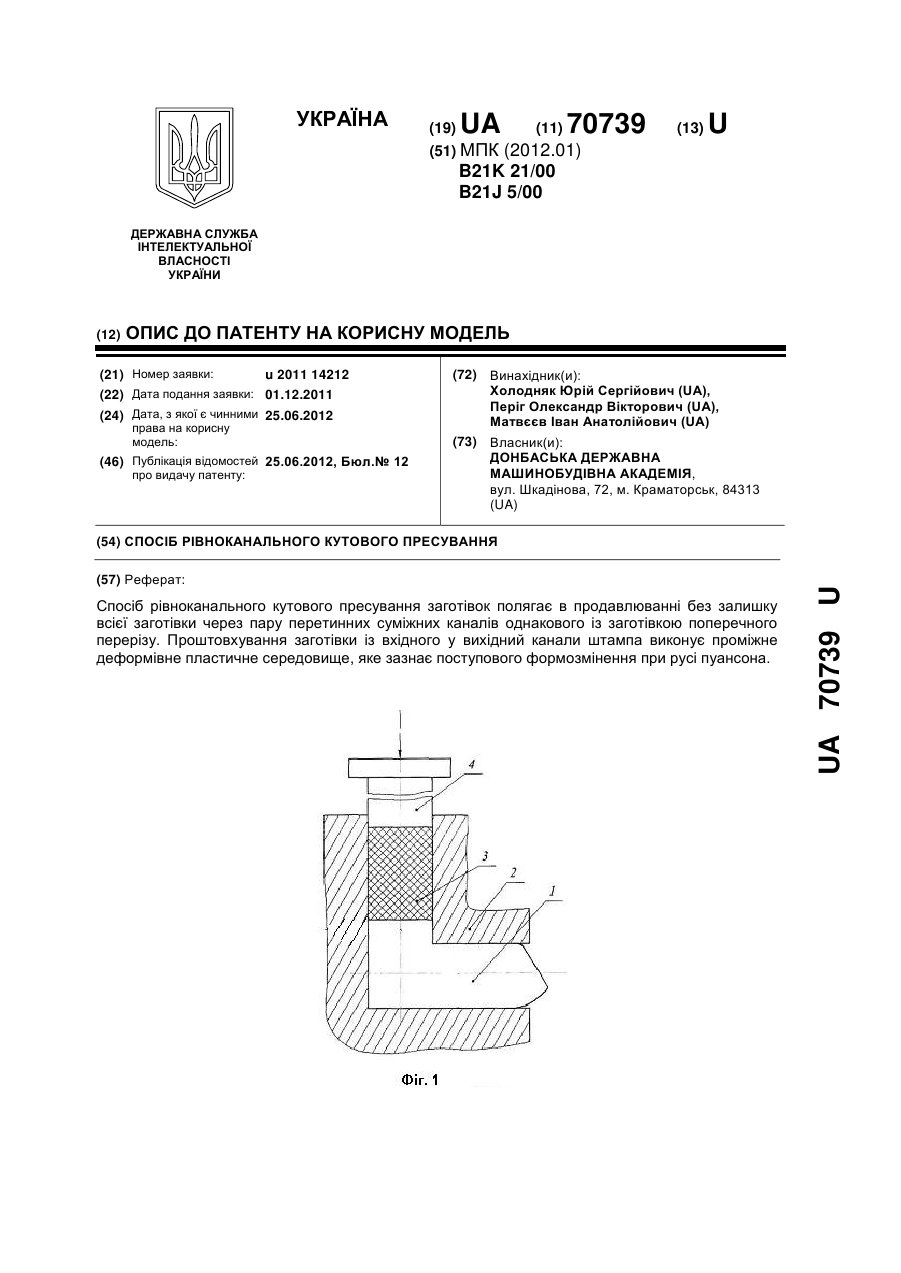
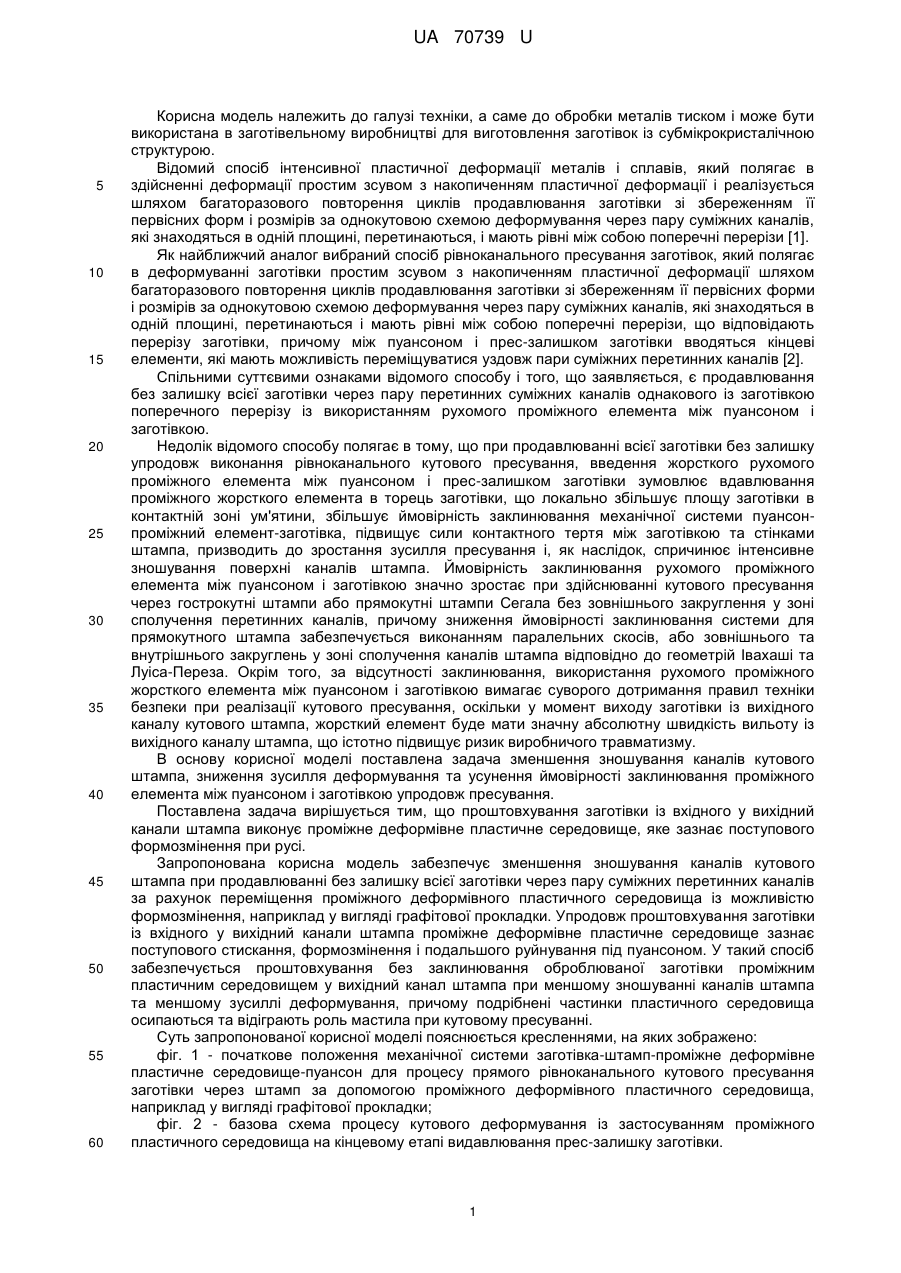
Реферат: Спосіб рівноканального кутового пресування заготівок полягає в продавлюванні без залишку всієї заготівки через пару перетинних суміжних каналів однакового із заготівкою поперечного перерізу. Проштовхування заготівки із вхідного у вихідний канали штампа виконує проміжне деформівне пластичне середовище, яке зазнає поступового формозмінення при русі пуансона. UA 70739 U (54) СПОСІБ РІВНОКАНАЛЬНОГО КУТОВОГО ПРЕСУВАННЯ UA 70739 U UA 70739 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана в заготівельному виробництві для виготовлення заготівок із субмікрокристалічною структурою. Відомий спосіб інтенсивної пластичної деформації металів і сплавів, який полягає в здійсненні деформації простим зсувом з накопиченням пластичної деформації і реалізується шляхом багаторазового повторення циклів продавлювання заготівки зі збереженням її первісних форм і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються, і мають рівні між собою поперечні перерізи [1]. Як найближчий аналог вибраний спосіб рівноканального пресування заготівок, який полягає в деформуванні заготівки простим зсувом з накопиченням пластичної деформації шляхом багаторазового повторення циклів продавлювання заготівки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготівки, причому між пуансоном і прес-залишком заготівки вводяться кінцеві елементи, які мають можливість переміщуватися уздовж пари суміжних перетинних каналів [2]. Спільними суттєвими ознаками відомого способу і того, що заявляється, є продавлювання без залишку всієї заготівки через пару перетинних суміжних каналів однакового із заготівкою поперечного перерізу із використанням рухомого проміжного елемента між пуансоном і заготівкою. Недолік відомого способу полягає в тому, що при продавлюванні всієї заготівки без залишку упродовж виконання рівноканального кутового пресування, введення жорсткого рухомого проміжного елемента між пуансоном і прес-залишком заготівки зумовлює вдавлювання проміжного жорсткого елемента в торець заготівки, що локально збільшує площу заготівки в контактній зоні ум'ятини, збільшує ймовірність заклинювання механічної системи пуансонпроміжний елемент-заготівка, підвищує сили контактного тертя між заготівкою та стінками штампа, призводить до зростання зусилля пресування і, як наслідок, спричинює інтенсивне зношування поверхні каналів штампа. Ймовірність заклинювання рухомого проміжного елемента між пуансоном і заготівкою значно зростає при здійснюванні кутового пресування через гострокутні штампи або прямокутні штампи Сегала без зовнішнього закруглення у зоні сполучення перетинних каналів, причому зниження ймовірності заклинювання системи для прямокутного штампа забезпечується виконанням паралельних скосів, або зовнішнього та внутрішнього закруглень у зоні сполучення каналів штампа відповідно до геометрій Івахаші та Луіса-Переза. Окрім того, за відсутності заклинювання, використання рухомого проміжного жорсткого елемента між пуансоном і заготівкою вимагає суворого дотримання правил техніки безпеки при реалізації кутового пресування, оскільки у момент виходу заготівки із вихідного каналу кутового штампа, жорсткий елемент буде мати значну абсолютну швидкість вильоту із вихідного каналу штампа, що істотно підвищує ризик виробничого травматизму. В основу корисної моделі поставлена задача зменшення зношування каналів кутового штампа, зниження зусилля деформування та усунення ймовірності заклинювання проміжного елемента між пуансоном і заготівкою упродовж пресування. Поставлена задача вирішується тим, що проштовхування заготівки із вхідного у вихідний канали штампа виконує проміжне деформівне пластичне середовище, яке зазнає поступового формозмінення при русі. Запропонована корисна модель забезпечує зменшення зношування каналів кутового штампа при продавлюванні без залишку всієї заготівки через пару суміжних перетинних каналів за рахунок переміщення проміжного деформівного пластичного середовища із можливістю формозмінення, наприклад у вигляді графітової прокладки. Упродовж проштовхування заготівки із вхідного у вихідний канали штампа проміжне деформівне пластичне середовище зазнає поступового стискання, формозмінення і подальшого руйнування під пуансоном. У такий спосіб забезпечується проштовхування без заклинювання оброблюваної заготівки проміжним пластичним середовищем у вихідний канал штампа при меншому зношуванні каналів штампа та меншому зусиллі деформування, причому подрібнені частинки пластичного середовища осипаються та відіграють роль мастила при кутовому пресуванні. Суть запропонованої корисної моделі пояснюється кресленнями, на яких зображено: фіг. 1 - початкове положення механічної системи заготівка-штамп-проміжне деформівне пластичне середовище-пуансон для процесу прямого рівноканального кутового пресування заготівки через штамп за допомогою проміжного деформівного пластичного середовища, наприклад у вигляді графітової прокладки; фіг. 2 - базова схема процесу кутового деформування із застосуванням проміжного пластичного середовища на кінцевому етапі видавлювання прес-залишку заготівки. 1 UA 70739 U 5 10 15 20 25 Спосіб здійснюють наступним чином. Заготівка 1 розташовується в рівноканальному кутовому штампі 2, який містить пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготівки. На заготівку 1 у вхідному каналі укладається проміжне деформівне пластичне середовище 3 із можливістю формозмінення, наприклад у вигляді графітової прокладки. Дією пуансона 4 на заготівку 1 через проміжне пластичне середовище 3 забезпечується переміщення (фіг. 1), стискання, формозмінення та поступове руйнування (фіг. 2) деформівного пластичного середовища 3 із одночасним видавлюванням заготівки 1 із вхідного до вихідного каналів штампа без формування прес-залишку заготівки. Таким чином при здійсненні рівноканального кутового пресування заготівок із застосуванням проміжного деформівного пластичного середовища із можливістю формозмінення між заготівкою та пуансоном має місце менше зношування каналів кутового штампа упродовж продавлювання без залишку всієї заготівки через пару суміжних перетинних каналів, що забезпечить зниження сили пресування, зменшення сил контактного тертя та додаткове змащування між заготівкою та стінками штампа за рахунок руйнування проміжного пластичного середовища, усунення витрат часу на розбирання роз'ємного бандажованого штампа задля витягування прес-залишку заготівки, і, отже, істотно підвищить продуктивність процесу кутового пресування. Джерела інформації: 1. Segal V.M. Materials processing by simple shear/V. Μ. Segal//Materials Science and Engineering Α.-1995. - Vol. 197. - Pg. 157-164. 2. Спосіб рівноканального кутового пресування [Текст]: патент № UA 47208 U: МПК (2009) В21К 21/00, B21J5/00 / Єрфорт Ю.О., Періг О. В., Овчаренко В. А. та ін.; власник патенту Донбаська державна машинобудівна академія. - № U200906681; заявл. 25.06.09; опубл. 25.01.10, Бюл. № 2, 10 р. - 2 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб рівноканального кутового пресування заготівок, який полягає в продавлюванні без залишку всієї заготівки через пару перетинних суміжних каналів однакового із заготівкою поперечного перерізу із використанням рухомого проміжного елемента між пуансоном і заготівкою, який відрізняється тим, що проштовхування заготівки із вхідного у вихідний канали штампа виконує проміжне деформівне пластичне середовище, яке зазнає поступового формозмінення при русі пуансона. 2 UA 70739 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of equal channel angular pressing
Автори англійськоюKholodniak Yurii Serhiiovych, Perih Oleksandr Viktorovych, Matvieiev Ivan Anatoliiovych
Назва патенту російськоюСпособ равноканального углового прессования
Автори російськоюХолодняк Юрий Сергеевич, Периг Александр Викторович, Матвеев Иван Анатольевич
МПК / Мітки
МПК: B21K 21/00, B21J 5/00
Мітки: кутового, спосіб, рівноканального, пресування
Код посилання
<a href="https://ua.patents.su/5-70739-sposib-rivnokanalnogo-kutovogo-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб рівноканального кутового пресування</a>
Спосіб рівноканального кутового пресування
Номер патенту: 47208
Опубліковано: 25.01.2010
Автори: Періг Олександр Вікторович, Севастьянов Борис Володимирович, Овчаренко Володимир Андрійович, Єрфорт Юрій Олександрович
МПК: B21J 5/00, B21K 21/00
Мітки: кутового, спосіб, рівноканального, пресування
Формула / Реферат:
Спосіб рівноканального пресування заготівок, який полягає в деформуванні заготівки простим зсувом з накопиченням пластичної деформації шляхом багаторазового повторення циклів продавлювання заготівки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготівки, який...
Спосіб рівноканального кутового пресування

Номер патенту: 59318
Опубліковано: 10.05.2011
Автори: Періг Олександр Вікторович, Бондаренко Євген Олександрович, Бойко Іван Іванович, Глушко Олександр Сергійович
МПК: B21D 28/14, B21J 5/00
Мітки: кутового, спосіб, пресування, рівноканального
Формула / Реферат:
Спосіб рівноканального кутового пресування заготівок, який полягає в деформуванні заготівки простим зсувом з накопиченням пластичної деформації шляхом багаторазового повторення циклів продавлювання заготівки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготівки,...
Спосіб рівноканального кутового пресування
Номер патенту: 45694
Опубліковано: 25.11.2009
Автори: Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович, Періг Олександр Вікторович
МПК: B21J 5/00, B21K 21/00
Мітки: кутового, спосіб, пресування, рівноканального
Формула / Реферат:
Спосіб рівноканального пресування заготівок, який полягає в деформуванні заготівки простим зсувом з накопиченням пластичної деформації шляхом багаторазового повторення циклів продавлювання заготівки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготівки, який...
Прес-форма для рівноканального кутового пресування
Номер патенту: 47295
Опубліковано: 25.01.2010
Автори: Кутовий Леонід Володимирович, Мартинов Сергій Володимирович, Періг Олександр Вікторович, Бондаренко Євген Олександрович
МПК: B21J 5/00
Мітки: пресування, рівноканального, кутового, прес-форма
Формула / Реферат:
Прес-форма для рівноканального кутового пресування, яка містить роз'ємний корпус із парою суміжних каналів однакового поперечного перерізу з додатковим елементом зі зносостійкого матеріалу, який виконаний у вигляді змінної зовнішньої стінки вхідного каналу, що розташована вздовж вхідного каналу до місця переходу суміжних каналів і яку можна замінити з боку вхідного каналу, не розбираючи прес-форму, при цьому роз'єм корпусу виконаний уздовж...
Пристрій для рівноканального кутового пресування
Номер патенту: 38567
Опубліковано: 12.01.2009
Автори: Кутовий Леонід Володимирович, Єрфорт Юрій Олександрович, Подлєсний Сергій Володимирович, Періг Олександр Вікторович, Голоденко Микола Микитович
МПК: B21J 5/00
Мітки: рівноканального, пристрій, кутового, пресування
Формула / Реферат:
Пристрій для рівноканального кутового пресування, який містить корпус з матрицею і магнетострикційними перетворювачами, що поєднані з джерелом ультразвукових коливань, який відрізняється тим, що осердям магнетострикційного перетворювача є сама матриця.
Попередній патент: Спосіб створення корпусу робочого циліндра гідравлічного преса раціональної конструкції
Наступний патент: Пристрій для змішування порошкових матеріалів періодичної дії
Випадковий патент: Спосіб утилізації вибухових речовин