Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль
Номер патенту: 71668
Опубліковано: 25.07.2012
Автори: Петрищев Олег Миколайович, Сучков Григорій Михайлович, Глоба Світлана Миколаївна, Хащіна Сергій Володимирович

Формула / Реферат
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсі, відбитих від дефектів поверхні виробу чи елементів поверхні виробу, і аналіз якості виробу за характеристиками прийнятих ультразвукових імпульсів, який відрізняється тим, що пошукові ультразвукові імпульси поверхневих хвиль збуджують одночасно в двох протилежно направлених напрямках, а при виявленні сигналу, відбитого від дефекту, двонаправлені ультразвукові імпульси збуджувати перестають, замість них збуджують по черзі однонаправлені ультразвукові імпульси по одному з ранішевизначених напрямків, а величину дефекту і його координати визначають по характеристиках прийнятих однонаправлених ультразвукових імпульсів.
Текст
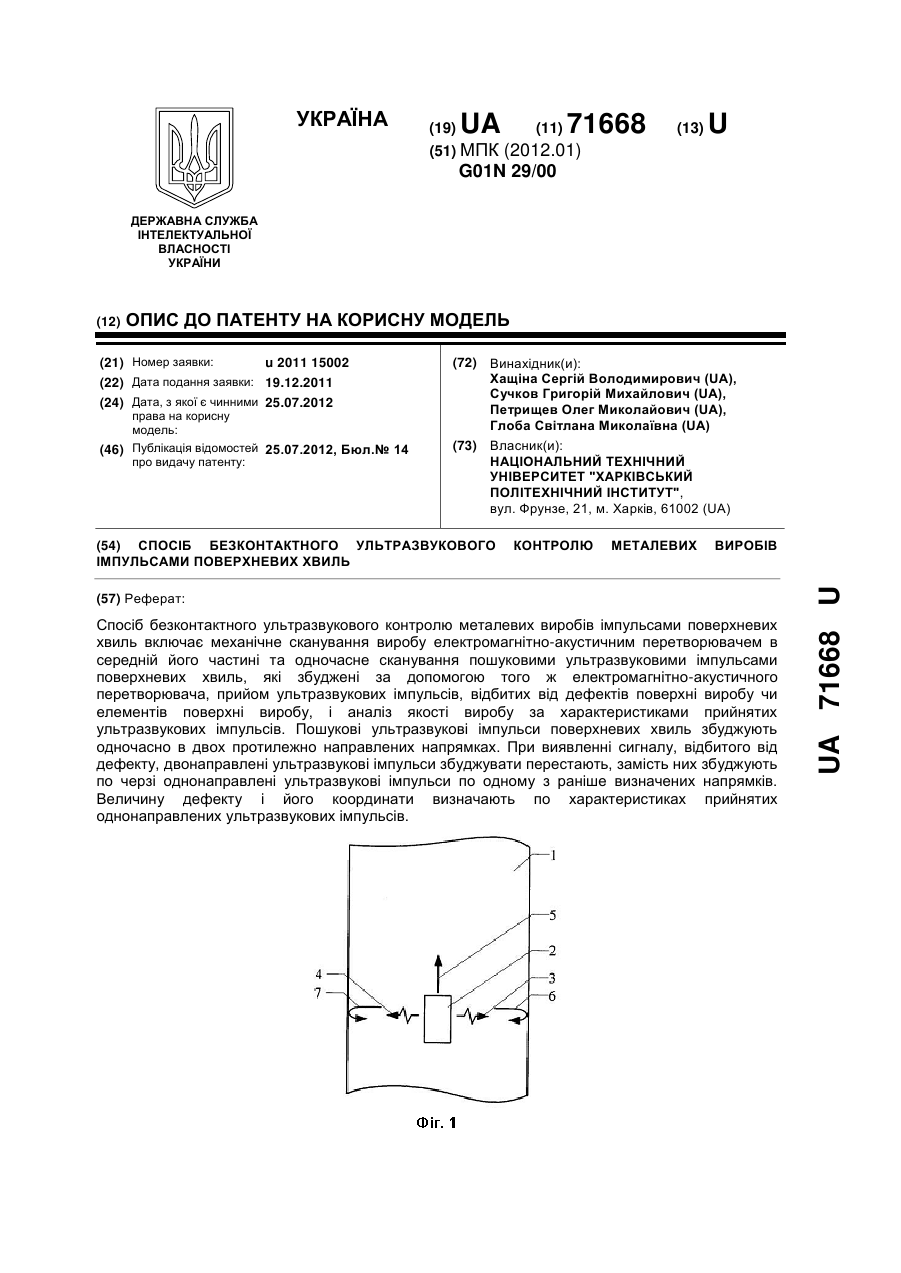
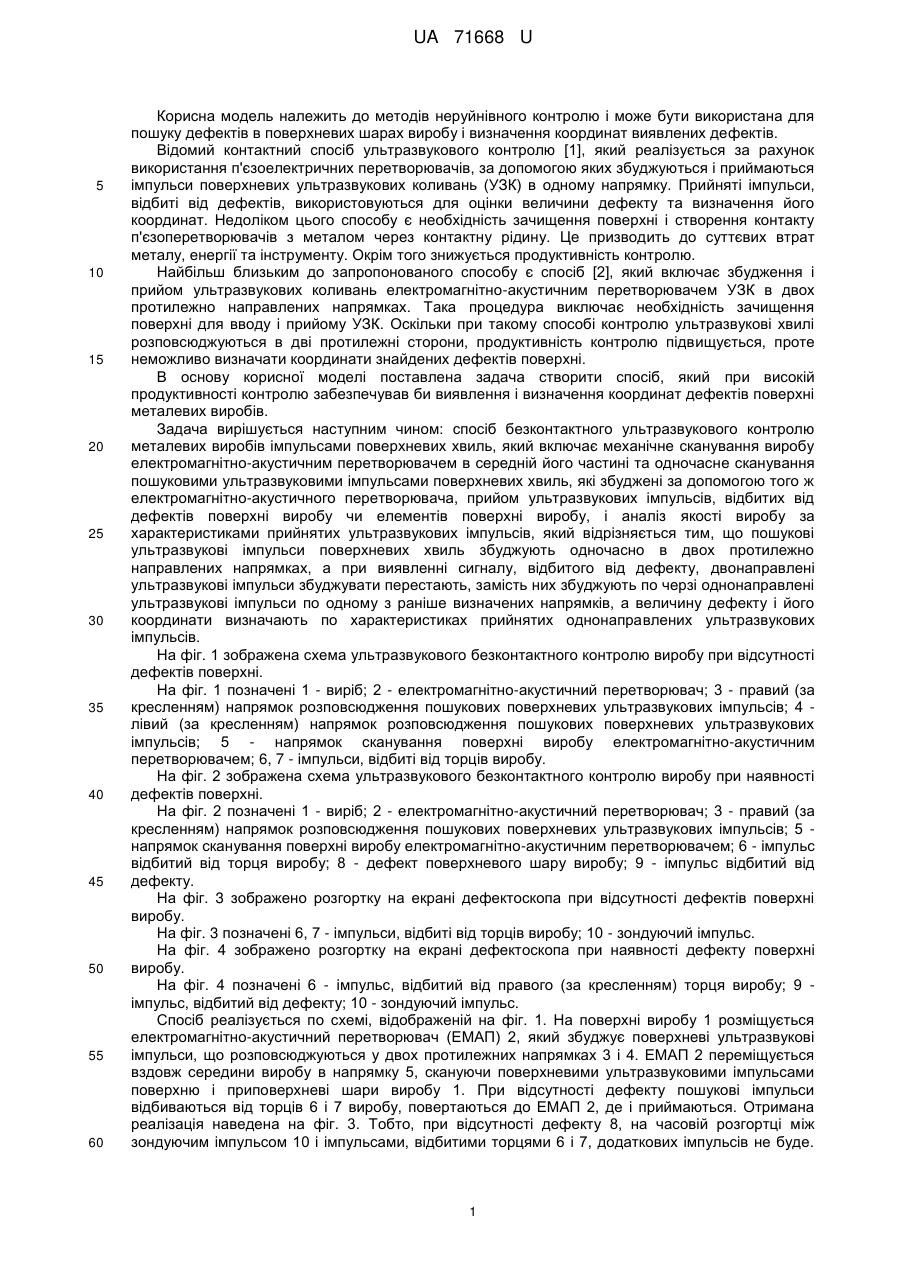
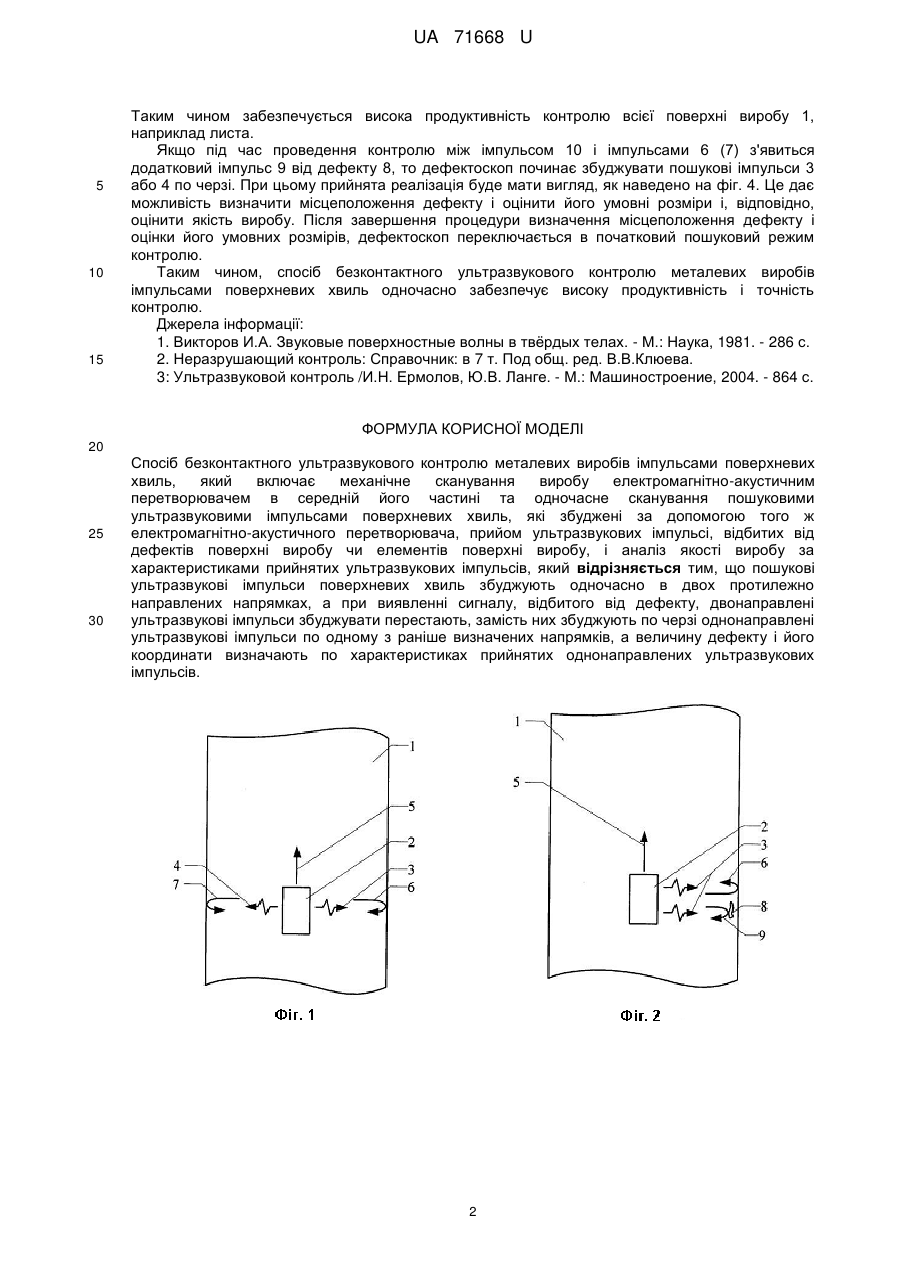
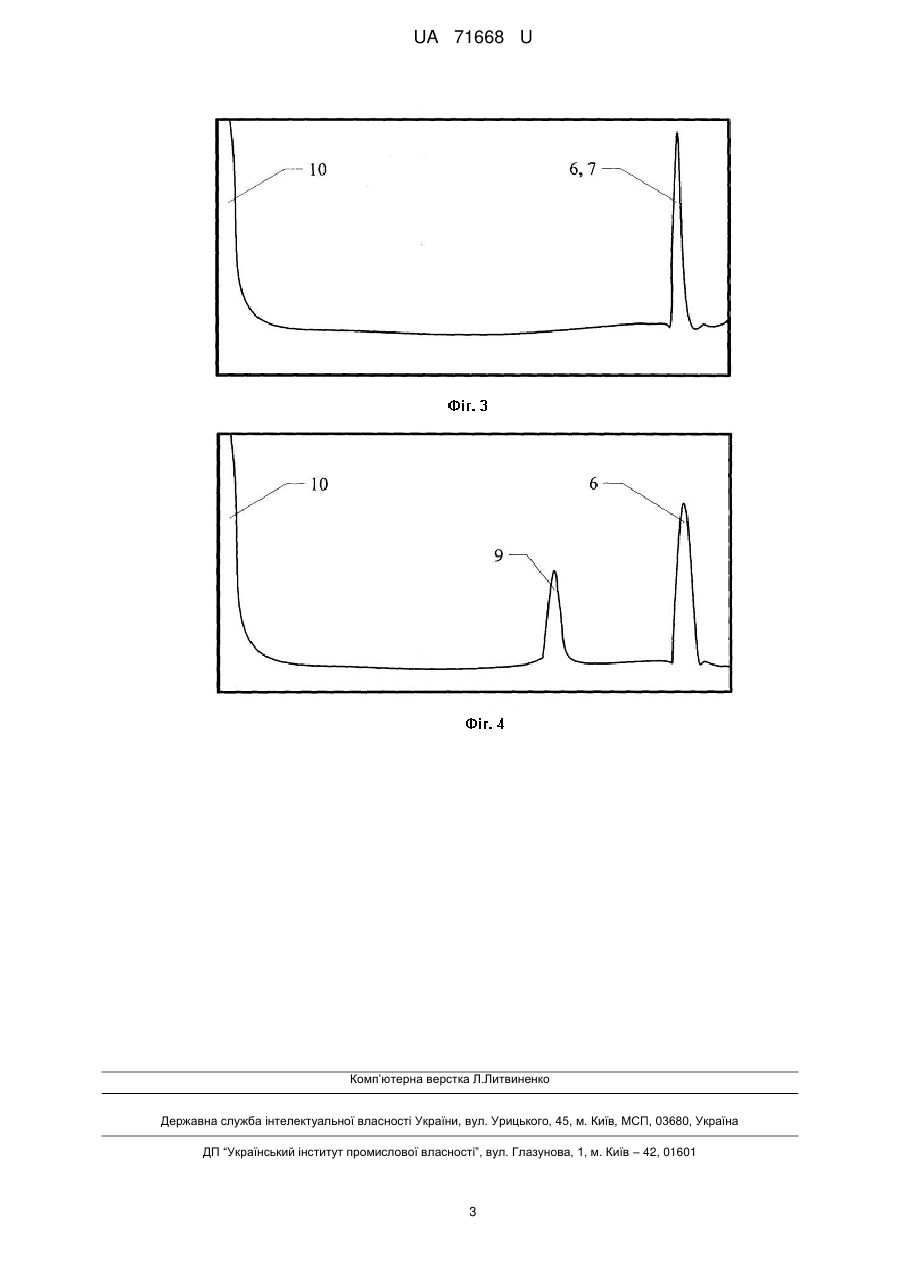
Реферат: Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсів, відбитих від дефектів поверхні виробу чи елементів поверхні виробу, і аналіз якості виробу за характеристиками прийнятих ультразвукових імпульсів. Пошукові ультразвукові імпульси поверхневих хвиль збуджують одночасно в двох протилежно направлених напрямках. При виявленні сигналу, відбитого від дефекту, двонаправлені ультразвукові імпульси збуджувати перестають, замість них збуджують по черзі однонаправлені ультразвукові імпульси по одному з раніше визначених напрямків. Величину дефекту і його координати визначають по характеристиках прийнятих однонаправлених ультразвукових імпульсів. UA 71668 U (12) UA 71668 U UA 71668 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до методів неруйнівного контролю і може бути використана для пошуку дефектів в поверхневих шарах виробу і визначення координат виявлених дефектів. Відомий контактний спосіб ультразвукового контролю [1], який реалізується за рахунок використання п'єзоелектричних перетворювачів, за допомогою яких збуджуються і приймаються імпульси поверхневих ультразвукових коливань (УЗК) в одному напрямку. Прийняті імпульси, відбиті від дефектів, використовуються для оцінки величини дефекту та визначення його координат. Недоліком цього способу є необхідність зачищення поверхні і створення контакту п'єзоперетворювачів з металом через контактну рідину. Це призводить до суттєвих втрат металу, енергії та інструменту. Окрім того знижується продуктивність контролю. Найбільш близьким до запропонованого способу є спосіб [2], який включає збудження і прийом ультразвукових коливань електромагнітно-акустичним перетворювачем УЗК в двох протилежно направлених напрямках. Така процедура виключає необхідність зачищення поверхні для вводу і прийому УЗК. Оскільки при такому способі контролю ультразвукові хвилі розповсюджуються в дві протилежні сторони, продуктивність контролю підвищується, проте неможливо визначати координати знайдених дефектів поверхні. В основу корисної моделі поставлена задача створити спосіб, який при високій продуктивності контролю забезпечував би виявлення і визначення координат дефектів поверхні металевих виробів. Задача вирішується наступним чином: спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсів, відбитих від дефектів поверхні виробу чи елементів поверхні виробу, і аналіз якості виробу за характеристиками прийнятих ультразвукових імпульсів, який відрізняється тим, що пошукові ультразвукові імпульси поверхневих хвиль збуджують одночасно в двох протилежно направлених напрямках, а при виявленні сигналу, відбитого від дефекту, двонаправлені ультразвукові імпульси збуджувати перестають, замість них збуджують по черзі однонаправлені ультразвукові імпульси по одному з раніше визначених напрямків, а величину дефекту і його координати визначають по характеристиках прийнятих однонаправлених ультразвукових імпульсів. На фіг. 1 зображена схема ультразвукового безконтактного контролю виробу при відсутності дефектів поверхні. На фіг. 1 позначені 1 - виріб; 2 - електромагнітно-акустичний перетворювач; 3 - правий (за кресленням) напрямок розповсюдження пошукових поверхневих ультразвукових імпульсів; 4 лівий (за кресленням) напрямок розповсюдження пошукових поверхневих ультразвукових імпульсів; 5 - напрямок сканування поверхні виробу електромагнітно-акустичним перетворювачем; 6, 7 - імпульси, відбиті від торців виробу. На фіг. 2 зображена схема ультразвукового безконтактного контролю виробу при наявності дефектів поверхні. На фіг. 2 позначені 1 - виріб; 2 - електромагнітно-акустичний перетворювач; 3 - правий (за кресленням) напрямок розповсюдження пошукових поверхневих ультразвукових імпульсів; 5 напрямок сканування поверхні виробу електромагнітно-акустичнимперетворювачем; 6 - імпульс відбитий від торця виробу; 8 - дефект поверхневого шару виробу; 9 - імпульс відбитий від дефекту. На фіг. 3 зображено розгортку на екрані дефектоскопа при відсутності дефектів поверхні виробу. На фіг. 3 позначені 6, 7 - імпульси, відбиті від торців виробу; 10 - зондуючий імпульс. На фіг. 4 зображено розгортку на екрані дефектоскопа при наявності дефекту поверхні виробу. На фіг. 4 позначені 6 - імпульс, відбитий від правого (за кресленням) торця виробу; 9 імпульс, відбитий від дефекту; 10 - зондуючий імпульс. Спосіб реалізується по схемі, відображеній на фіг. 1. На поверхні виробу 1 розміщується електромагнітно-акустичний перетворювач (ЕМАП) 2, який збуджує поверхневі ультразвукові імпульси, що розповсюджуються у двох протилежних напрямках 3 і 4. ЕМАП 2 переміщується вздовж середини виробу в напрямку 5, скануючи поверхневими ультразвуковими імпульсами поверхню і приповерхневі шари виробу 1. При відсутності дефекту пошукові імпульси відбиваються від торців 6 і 7 виробу, повертаються до ЕМАП 2, де і приймаються. Отримана реалізація наведена на фіг. 3. Тобто, при відсутності дефекту 8, на часовій розгортці між зондуючим імпульсом 10 і імпульсами, відбитими торцями 6 і 7, додаткових імпульсів не буде. 1 UA 71668 U 5 10 15 Таким чином забезпечується висока продуктивність контролю всієї поверхні виробу 1, наприклад листа. Якщо під час проведення контролю між імпульсом 10 і імпульсами 6 (7) з'явиться додатковий імпульс 9 від дефекту 8, то дефектоскоп починає збуджувати пошукові імпульси 3 або 4 по черзі. При цьому прийнята реалізація буде мати вигляд, як наведено на фіг. 4. Це дає можливість визначити місцеположення дефекту і оцінити його умовні розміри і, відповідно, оцінити якість виробу. Після завершення процедури визначення місцеположення дефекту і оцінки його умовних розмірів, дефектоскоп переключається в початковий пошуковий режим контролю. Таким чином, спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль одночасно забезпечує високу продуктивність і точність контролю. Джерела інформації: 1. Викторов И.А. Звуковые поверхностные волны в твѐрдых телах. - М.: Наука, 1981. - 286 с. 2. Неразрушающий контроль: Справочник: в 7 т. Под общ. ред. В.В.Клюева. 3: Ультразвуковой контроль /И.Н. Ермолов, Ю.В. Ланге. - М.: Машиностроение, 2004. - 864 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсі, відбитих від дефектів поверхні виробу чи елементів поверхні виробу, і аналіз якості виробу за характеристиками прийнятих ультразвукових імпульсів, який відрізняється тим, що пошукові ультразвукові імпульси поверхневих хвиль збуджують одночасно в двох протилежно направлених напрямках, а при виявленні сигналу, відбитого від дефекту, двонаправлені ультразвукові імпульси збуджувати перестають, замість них збуджують по черзі однонаправлені ультразвукові імпульси по одному з раніше визначених напрямків, а величину дефекту і його координати визначають по характеристиках прийнятих однонаправлених ультразвукових імпульсів. 2 UA 71668 U Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for contactless ultrasonic control of metal articles with pulses of surface waves
Автори англійськоюKhaschina Serhii Volodymyrovych, Suchkov Hryhorii Mykhailovych, Petryschev Oleh Mykolaiovych, Hloba Svitlana Mykolaivna
Назва патенту російськоюСпособ бесконтактного ультразвукового контроля металлических изделий импульсами поверхностных волн
Автори російськоюХащина Сергей Владимирович, Сучков Григорий Михайлович, Петрищев Олег Николаевич, Глоба Светлана Николаевна
МПК / Мітки
МПК: G01N 29/00
Мітки: хвиль, контролю, безконтактного, спосіб, поверхневих, виробів, імпульсами, металевих, ультразвукового
Код посилання
<a href="https://ua.patents.su/5-71668-sposib-bezkontaktnogo-ultrazvukovogo-kontrolyu-metalevikh-virobiv-impulsami-poverkhnevikh-khvil.html" target="_blank" rel="follow" title="База патентів України">Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль</a>
Спосіб ультразвукового контролю виробів
Номер патенту: 69215
Опубліковано: 16.08.2004
Автори: Гембарський Ігор Іванович, Саприкін Сергій Олексійович, Колбін Ігор Борисович, Волков Юрій Олександрович
МПК: G01N 29/07
Мітки: контролю, спосіб, ультразвукового, виробів
Формула / Реферат:
Спосіб ультразвукового контролю виробів, оснований на використанні прямого та похилого перетворювачів, що підключені до одного дефектоскопа, який відрізняється тим, що перетворювачі працюють одночасно в режимі випромінювання та прийому ультразвукових сигналів, причому за допомогою прямого перетворювача вимірюється товщина стінки виробу в місцях проведення контролю, а за допомогою похилого перетворювача визначається наявність дефектів в цих...
Спосіб ультразвукового контролю якості багатошарової конструкції
Номер патенту: 30055
Опубліковано: 15.11.2000
Автор: Кононенко Марина Андріївна
МПК: G01N 29/04
Мітки: контролю, багатошарової, ультразвукового, якості, конструкції, спосіб
Формула / Реферат:
Спосіб ультразвукового контролю якості багатошарової конструкції при односторонньому доступі, який полягає в тому, що випромінюючим п'єзоперетворювачем, орієнтованим під певним кутом до зовнішньої поверхні, в конструкції збуджують поздовжні ультразвукові хвилі, які після відбиття від зони з'єднання, від дефекту або від протилежної (донної) поверхні приймають приймаючим п'єзоперетворювачем, розташованим на зовнішній поверхні на певній відстані...
Спосіб ультразвукового контролю виробів у вигляді тіл обертання і пристрій для його реалізації
Номер патенту: 39453
Опубліковано: 15.06.2001
Автори: Крайківський Ростислав Степанович, Погребенник Володимир Дмитрович
МПК: G01N 29/34
Мітки: виробів, контролю, реалізації, пристрій, тіл, ультразвукового, спосіб, вигляді, обертання
Формула / Реферат:
1. Спосіб ультразвукового контролю виробів у вигляді тіл обертання, який полягає у тому, що у виріб випромінюють імпульси ультразвукових коливань у процесі його сканування похилим променем перетворювача, приймають відбиті від дефекта ехо-сигнали і вимірюють їх час надходження ti відносно сигналу зондування, а наявність дефекту визначають при досягненні встановленого значення різницею часів надходження відбитого сигналу у двох послідовних...
Луна-дифракційний спосіб неруйнівного контролю довгомірних виробів
Номер патенту: 43950
Опубліковано: 10.09.2009
Автори: Ноздрачова Катерина Леонідівна, Сучков Григорій Михайлович
МПК: G01N 29/36
Мітки: довгомірних, виробів, неруйнівного, спосіб, луна-дифракційний, контролю
Формула / Реферат:
Луна-дифракційний спосіб контролю довгомірних стрижнів ультразвуковими імпульсами, який полягає у тому, що у виробі збуджують ультразвукове поле вздовж виробу, приймають відбиті від дефектів сигнали і на основі їх аналізу визначають його якість, який відрізняється тим, що ультразвукові об'ємні імпульси збуджують похилим перетворювачем під кутом до поверхні вздовж твірної в одному напрямку таким чином, що у стрижні за рахунок перевідбиття від...
Спосіб комплексного акустичного контролю якості металу металевих виробів відповідального призначення
Номер патенту: 95846
Опубліковано: 12.09.2011
Автори: Сирбу Васілє Ніколає, Сляднєв Анатолій Міхайловіч, Хміль Микола Викторович, Мозговой Олександр Всеволодович, Безкровний Михайло Григорович
МПК: G01N 29/04, G01N 29/11
Мітки: призначення, відповідального, металевих, спосіб, металу, акустичного, комплексного, виробів, якості, контролю
Формула / Реферат:
1. Спосіб комплексного акустичного контролю якості металу металевих виробів відповідального призначення, котрий включає визначення рівня залишкових напруг шляхом порушення у металевому виробі відповідального призначення імпульсів ультразвукової хвилі, і визначення її коефіцієнта загасання, який відрізняється тим, що у металевому виробі відповідального призначення порушують імпульси ультразвукових хвиль, кожен з котрих може мати різну...
Попередній патент: Спосіб сокірка підвищення родючості ґрунту при вирощуванні рису
Наступний патент: Спосіб одержання 5-оксо-2,6-діарил-4а,5,6,7,7а,8-гексагідро-4н-фуро[2,3-f]ізоіндол-4-карбонових кислот
Випадковий патент: Перевантажувальний пристрій