Спосіб ультразвукового контролю виробів
Номер патенту: 69215
Опубліковано: 16.08.2004
Автори: Гембарський Ігор Іванович, Колбін Ігор Борисович, Волков Юрій Олександрович, Саприкін Сергій Олексійович
Формула / Реферат
Спосіб ультразвукового контролю виробів, оснований на використанні прямого та похилого перетворювачів, що підключені до одного дефектоскопа, який відрізняється тим, що перетворювачі працюють одночасно в режимі випромінювання та прийому ультразвукових сигналів, причому за допомогою прямого перетворювача вимірюється товщина стінки виробу в місцях проведення контролю, а за допомогою похилого перетворювача визначається наявність дефектів в цих місцях.
Текст
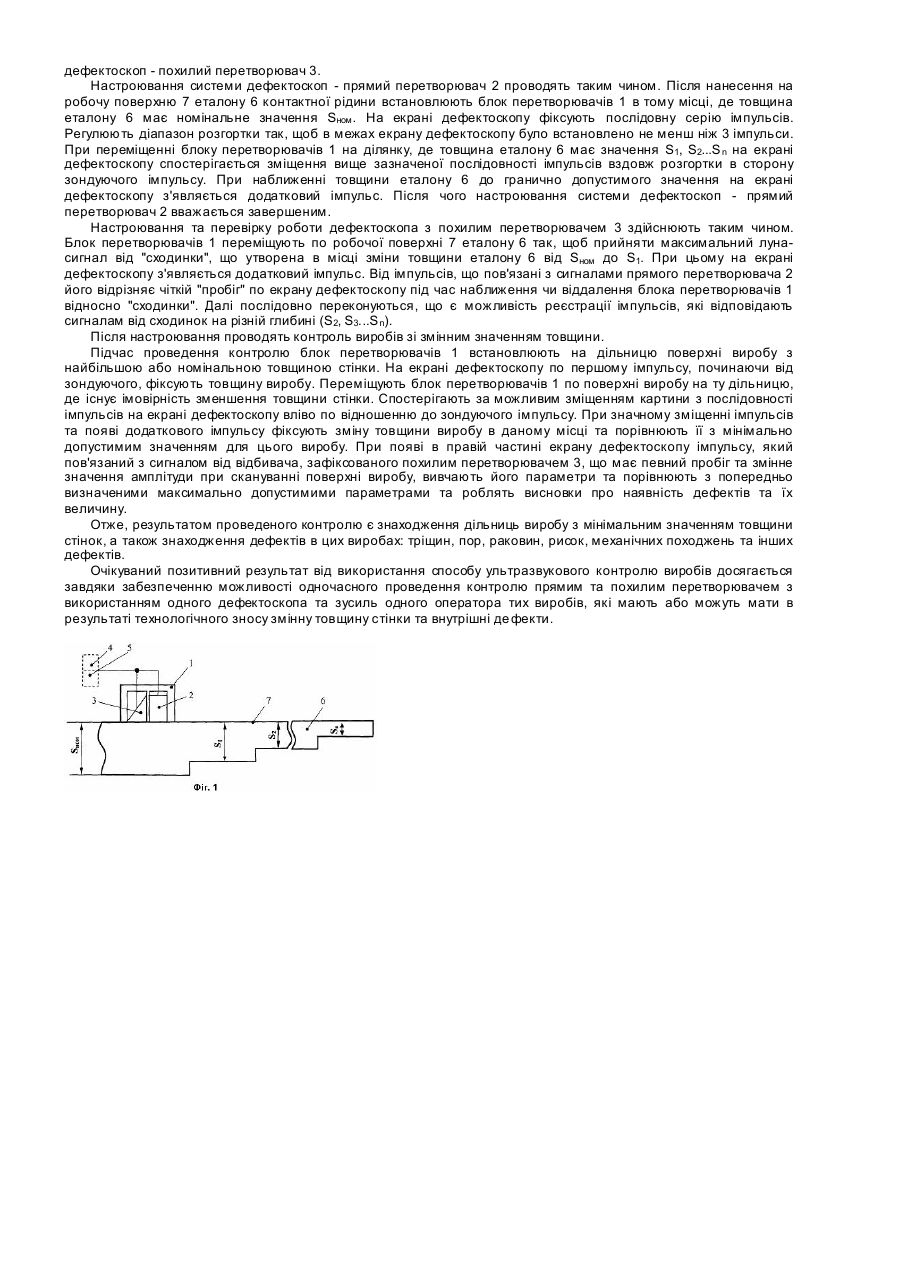
Винахід відноситься до ультразвукового контролю якості виробів зі звукопровідних матеріалів, зокрема для підготовки та проведення комплексного ультразвукового контролю виробів, що мають змінну товщину або не прогнозоване її зменшення в результаті експлуатації, наприклад, бурильних труб в місцях технологічних висадок. Відомий спосіб безупинної товщинометрії бурильних труб, приведений в ГСТУ 320.02829777.002-95. Він реалізується з допомогою спеціального товщиноміру - приставки до ультразвукового дефектоскопа та застосування роздільно-суміщеного перетворювача. Спосіб дозволяє проводити вимірювання товщини бурильних труб в безупинному режимі та відслідковувати такі ділянки, де товщина труб знаходиться за межами встановлених допусків. В цьому ж документі приведений спосіб ультразвукового контролю тіла бурильних тр уб на наявність поздовжніх та поперечних дефектів, якій передбачає застосування ультразвукового дефектоскопа та одного з похилих перетворювачів з кутом введення 70° або 65° і оснований на фіксації в попередньо встановленій зоні АСД імпульсів від дефектів, що знаходяться в тілі труби. Описані способи проведення ультразвукового контролю тіла бурильних труб та неперервної товщинометрії неможливо проводити одночасно з застосуванням одного дефектоскопа та зусиль одного оператора. Відомий спосіб ультразвукового контролю виробів (а.с. №1534388, МПК5 G01N29/04) для оцінювання якості акустичного контакту між перетворювачем та контрольованим виробом і оснований на тому, що похилий перетворювач крім звичайно застосовуваного одного п'єзоелемента, розміщеного під певним кутом до поверхні вводу ультразвуку, комплектується додатковим, який випромінює ультразвукові хвилі в напрямі перпендикулярному поверхні розподілу тіла перетворювача та контрольованого виробу. Генерований додатковим п'єзоелементом сигнал після проходження між перетворювачем та виробом в двох взаємно протилежних напрямках, може давати інформацію про якість акустичного контакту. При погіршенні контакту під час сканування амплітуда сигналу зменшується від певного максимального значення, що відповідає нерухомому положенню перетворювача до певного мінімального, а в граничному випадку сигнал зовсім зникає. По величині цього зменшення оцінюють якість акустичного контакту. Однак, одночасне вимірювання товщини та контроль наявності дефектів в контрольованому виробі з використанням цього способу не передбачено. Найбільш близьким винаходу, що пропонується, є спосіб ультразвукового контролю стикових зварних з'єднань (патент Росії №2057331, МПК6 G01N29/10), який оснований на застосуванні комплекту з двох перетворювачів і використовується для проведення вимірювань глибини дефектів в зварних шва х, в тому випадку, коли є необхідність відрізнити хибні відбивачі в кореневій частині з'єднання від розміщених там же дефектів. До комплекту перетворювачів входить похилий суміщений та прямий суміщений перетворювач. Перший використовують у якості випромінювача та приймача ультразвукових хвиль (тобто, він підключений до генератора та приймача ультразвукового дефектоскопа) для сканування поверхні контрольованого виробу з метою реєстрації сигналів, відбитих від дефектів чи інших елементів конструкції зварного шва. Другий перетворювач використовують тільки в якості приймача сигналів, які можуть виникати в результаті трансформації та перевипромінення ультразвукових хвиль, які виникають на поверхні дефектів. Він встановлюється на зварний шов в тому вертикальному перетині, з якого надходить максимальний сигнал від знайденого відбивача. Це робиться лише в тому випадку, коли отриманий сигнал з однаковою ступінню вірогідності може бути кваліфіковано або як сигнал від дефекту над коренем шва, або як сигнал від випуклої поверхні зворотного валика підсилення шва. Даний спосіб дозволяє відділити хибні відбивачі (наприклад зворотний валик підсилення шва) від реальних дефектів, (наприклад площинних, розміщених у корені шва), якщо їх відбиваюча поверхня орієнтована таким чином, що відбиті поперечні хвилі спрямовуються переважно у напрямі похилого перетворювача, а трансформовані поздовжні - у напрямі прямого перетворювача, розміщеного безпосередньо на валику підсилення шва. Про наявність в даному місці вірогідного площинного дефекту або про спричинення відбивання хибним відбивачем судять по співвідношенню часу проходження сигналів, випромінюваних похилим та прийнятих кожним з перетворювачів. Незважаючи на зазначені вище переваги спосіб має обмежене застосування. Він призначений лише для уточнення глибини залягання тих знайдених відбивачів, які внаслідок трансформації падаючих на їх площини поперечних хвиль породжують поздовжні хвилі, що реєструються додатковим прямим перетворювачем. Спосіб не може застосовуватися для проведення вирізнення від хибних відбивачів ти х дефектів, які мають відбиваючу поверхню, що не сприяє утворенню напрямленого перевипромінювання трансформованих поздовжніх хвиль. Застосування способу для уточнення результатів контролю зварних з'єднань має сенс в тому випадку, якщо зовнішня поверхня шва оброблена так, що не має значних впадин та виступів, які також можуть перешкоджати створенню надійного акустичного контакту, що в польових умовах зробити досить важко. Спосіб не передбачає комплексного використання перетворювачів під час проведення комплексного контролю, наприклад, для одночасного вимірювання товщини та пошуку де фектів виробів, що контролюються. В основу винаходу, що пропонується, поставлена задача забезпечення проведення неперервного комплексного ультразвукового контролю виробів, що мають змінну товщину стінки з метою оперативного і якісного виконання цих робіт. Для вирішення поставленої задачі використовують прямий та похилий перетворювачі, що підключені до одного дефектоскопу і які працюють одночасно в режимі випромінювання та прийому ультразвукових сигналів, причому за допомогою прямого перетворювача вимірюється товщина стінки виробу в місцях проведення контролю, а за допомогою похилого перетворювача визначається наявність дефектів в ци х місцях. На кресленні зображена схема реалізації способу, що пропонується (фіг.1). Блок перетворювачів 1 складається з прямого перетворювача 2 та похилого перетворювача 3. Перетворювачі підключено до генератора 4 та приймача 5, які входять до складу ультразвукового дефектоскопа. Еталон 6 використовують під час настроювання дефектоскопа з підключеним до нього блоком перетворювачів 1, що встановлений на його робочу поверхню 7. Товщина еталону 6 від номінального значення Sном , що співпадає з товщиною стінки виробу, який контролюється, зменшується до S1, S 2...Sn . Спочатку послідовно проводять настроювання системи дефектоскоп - прямий перетворювач 2 та дефектоскоп - похилий перетворювач 3. Настроювання системи дефектоскоп - прямий перетворювач 2 проводять таким чином. Після нанесення на робочу поверхню 7 еталону 6 контактної рідини встановлюють блок перетворювачів 1 в тому місці, де товщина еталону 6 має номінальне значення Sном . На екрані дефектоскопу фіксують послідовну серію імпульсів. Регулюють діапазон розгортки так, щоб в межах екрану дефектоскопу було встановлено не менш ніж 3 імпульси. При переміщенні блоку перетворювачів 1 на ділянку, де товщина еталону 6 має значення S1, S2...S n на екрані дефектоскопу спостерігається зміщення вище зазначеної послідовності імпульсів вздовж розгортки в сторону зондуючого імпульсу. При наближенні товщини еталону 6 до гранично допустимого значення на екрані дефектоскопу з'являється додатковий імпульс. Після чого настроювання системи дефектоскоп - прямий перетворювач 2 вважається завершеним. Настроювання та перевірку роботи дефектоскопа з похилим перетворювачем 3 здійснюють таким чином. Блок перетворювачів 1 переміщують по робочої поверхні 7 еталону 6 так, щоб прийняти максимальний лунасигнал від "сходинки", що утворена в місці зміни товщини еталону 6 від Sном до S1. При цьому на екрані дефектоскопу з'являється додатковий імпульс. Від імпульсів, що пов'язані з сигналами прямого перетворювача 2 його відрізняє чіткій "пробіг" по екрану дефектоскопу під час наближення чи віддалення блока перетворювачів 1 відносно "сходинки". Далі послідовно переконуються, що є можливість реєстрації імпульсів, які відповідають сигналам від сходинок на різній глибині (S2, S3...S n). Після настроювання проводять контроль виробів зі змінним значенням товщини. Підчас проведення контролю блок перетворювачів 1 встановлюють на дільницю поверхні виробу з найбільшою або номінальною товщиною стінки. На екрані дефектоскопу по першому імпульсу, починаючи від зондуючого, фіксують товщину виробу. Переміщують блок перетворювачів 1 по поверхні виробу на ту дільницю, де існує імовірність зменшення товщини стінки. Спостерігають за можливим зміщенням картини з послідовності імпульсів на екрані дефектоскопу вліво по відношенню до зондуючого імпульсу. При значному зміщенні імпульсів та появі додаткового імпульсу фіксують зміну товщини виробу в даному місці та порівнюють її з мінімально допустимим значенням для цього виробу. При появі в правій частині екрану дефектоскопу імпульсу, який пов'язаний з сигналом від відбивача, зафіксованого похилим перетворювачем 3, що має певний пробіг та змінне значення амплітуди при скануванні поверхні виробу, вивчають його параметри та порівнюють з попередньо визначеними максимально допустимими параметрами та роблять висновки про наявність дефектів та їх величину. Отже, результатом проведеного контролю є знаходження дільниць виробу з мінімальним значенням товщини стінок, а також знаходження дефектів в цих виробах: тріщин, пор, раковин, рисок, механічних походжень та інших дефектів. Очікуваний позитивний результат від використання способу ультразвукового контролю виробів досягається завдяки забезпеченню можливості одночасного проведення контролю прямим та похилим перетворювачем з використанням одного дефектоскопа та зусиль одного оператора тих виробів, які мають або можуть мати в результаті технологічного зносу змінну товщину стінки та внутрішні де фекти.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of ultrasonic testing of workpieces
Автори англійськоюSaprykin Serhii Oleksiiovych, Volkov Yurii Oleksandrovych
Назва патенту російськоюСпособ ультразвукового контроля изделий
Автори російськоюСапрыкин Сергей Алексеевич, Волков Юрий Александрович
МПК / Мітки
МПК: G01N 29/07
Мітки: ультразвукового, спосіб, виробів, контролю
Код посилання
<a href="https://ua.patents.su/2-69215-sposib-ultrazvukovogo-kontrolyu-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового контролю виробів</a>
Спосіб ультразвукового контролю виробів у вигляді тіл обертання і пристрій для його реалізації
Номер патенту: 39453
Опубліковано: 15.06.2001
Автори: Крайківський Ростислав Степанович, Погребенник Володимир Дмитрович
МПК: G01N 29/34
Мітки: реалізації, тіл, обертання, контролю, спосіб, вигляді, пристрій, ультразвукового, виробів
Формула / Реферат:
1. Спосіб ультразвукового контролю виробів у вигляді тіл обертання, який полягає у тому, що у виріб випромінюють імпульси ультразвукових коливань у процесі його сканування похилим променем перетворювача, приймають відбиті від дефекта ехо-сигнали і вимірюють їх час надходження ti відносно сигналу зондування, а наявність дефекту визначають при досягненні встановленого значення різницею часів надходження відбитого сигналу у двох послідовних...
Спосіб ультразвукового контролю якості багатошарової конструкції
Номер патенту: 30055
Опубліковано: 15.11.2000
Автор: Кононенко Марина Андріївна
МПК: G01N 29/04
Мітки: якості, багатошарової, ультразвукового, конструкції, спосіб, контролю
Формула / Реферат:
Спосіб ультразвукового контролю якості багатошарової конструкції при односторонньому доступі, який полягає в тому, що випромінюючим п'єзоперетворювачем, орієнтованим під певним кутом до зовнішньої поверхні, в конструкції збуджують поздовжні ультразвукові хвилі, які після відбиття від зони з'єднання, від дефекту або від протилежної (донної) поверхні приймають приймаючим п'єзоперетворювачем, розташованим на зовнішній поверхні на певній відстані...
Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом
Номер патенту: 52432
Опубліковано: 16.12.2002
Автор: Колбін Ігор Борисович
МПК: G01N 29/04
Мітки: стандартний, ультразвукового, основних, циліндричних, хордовим, контролю, виробів, визначення, зразок, способом, параметрів
Формула / Реферат:
1. Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, що має тіло, виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольованого виробу, основу, бічні грані і розміщену під кутом до основи зразка похилу грань з відбивачем у вигляді плоскодонного отвору, який відрізняється тим, що тіло зразка виготовлене як півциліндр, радіус кривизни якого...
Спосіб ультразвукового контролю виробів
Номер патенту: 13203
Опубліковано: 28.02.1997
Автори: Биков Ігор Дмитрович, Владіміров Сергій Альбертович, Балакірєв Павло Аркадійович
МПК: G01N 29/04
Мітки: спосіб, контролю, виробів, ультразвукового
Формула / Реферат:
Способ ультразвукового контроля изделий, заключающийся в том, что в изделие излучают импульсы ультразвуковых колебаний, принимают эхо-сигналы, отраженные от структуры материала изделия и его дефекта, по величине амплитуды эхо-сигналов от структуры судят о качестве акустического контакта, по величине амплитуды эхо-сигналов от дефекта судят о качестве изделия, отличающийся тем, что начало приема эхо-сигналов от структуры материала изделия...
Еталонний блок для визначення основних параметрів ультразвукового контролю методом відлуння виробів з циліндричною поверхнею
Номер патенту: 62284
Опубліковано: 15.12.2003
Автори: Саприкін Сергій Олексійович, Волков Юрій Олександрович, Колбін Ігор Борисович
МПК: G01N 29/00
Мітки: параметрів, відлуння, блок, основних, виробів, поверхнею, контролю, циліндричною, еталонний, методом, визначення, ультразвукового
Формула / Реферат:
1. Еталонний блок для визначення основних параметрів ультразвукового контролю методом відлуння виробів з циліндричною поверхнею, що має циліндричне тіло, виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольованого матеріалу, а також виготовлену з боку першої його основи похилу грань, нахилену під певним кутом до тієї твірної його циліндричної поверхні, яка лежить у площині симетрії цієї грані, з виготовленим...
Попередній патент: Процес блокування привибійної зони
Наступний патент: Пристрій для захисту двигуна внутрішнього згоряння
Випадковий патент: Формувач періодичної послідовності фіксованою шпаруватістю, яка дорівнює п'яти, з програмованою тривалістю імпульсів і затримкою початку формування