Спосіб ультразвукового контролю виробів у вигляді тіл обертання і пристрій для його реалізації
Номер патенту: 39453
Опубліковано: 15.06.2001
Автори: Погребенник Володимир Дмитрович, Крайківський Ростислав Степанович
Формула / Реферат
1. Спосіб ультразвукового контролю виробів у вигляді тіл обертання, який полягає у тому, що у виріб випромінюють імпульси ультразвукових коливань у процесі його сканування похилим променем перетворювача, приймають відбиті від дефекта ехо-сигнали і вимірюють їх час надходження ti відносно сигналу зондування, а наявність дефекту визначають при досягненні встановленого значення різницею часів надходження відбитого сигналу у двох послідовних зондуваннях виробу, який відрізняється тим, що додатково вимірюють тривалість Ті, і амплітуду аі ехо-сигналу, визначають різницю тривалостей Ті – Ті-1 ехо-сигналів у двох послідовних тактах, а дефектність виробу визначають за формулою
![]()

де:
N, Nnop - відповідно величина, що характеризує ступінь дефектності виробу та її порогове значення;
Кі, К2, Кз - коефіцієнти, що визначаються типом виробу, його формою та матеріалом;
n - кількість зондувань виробу.
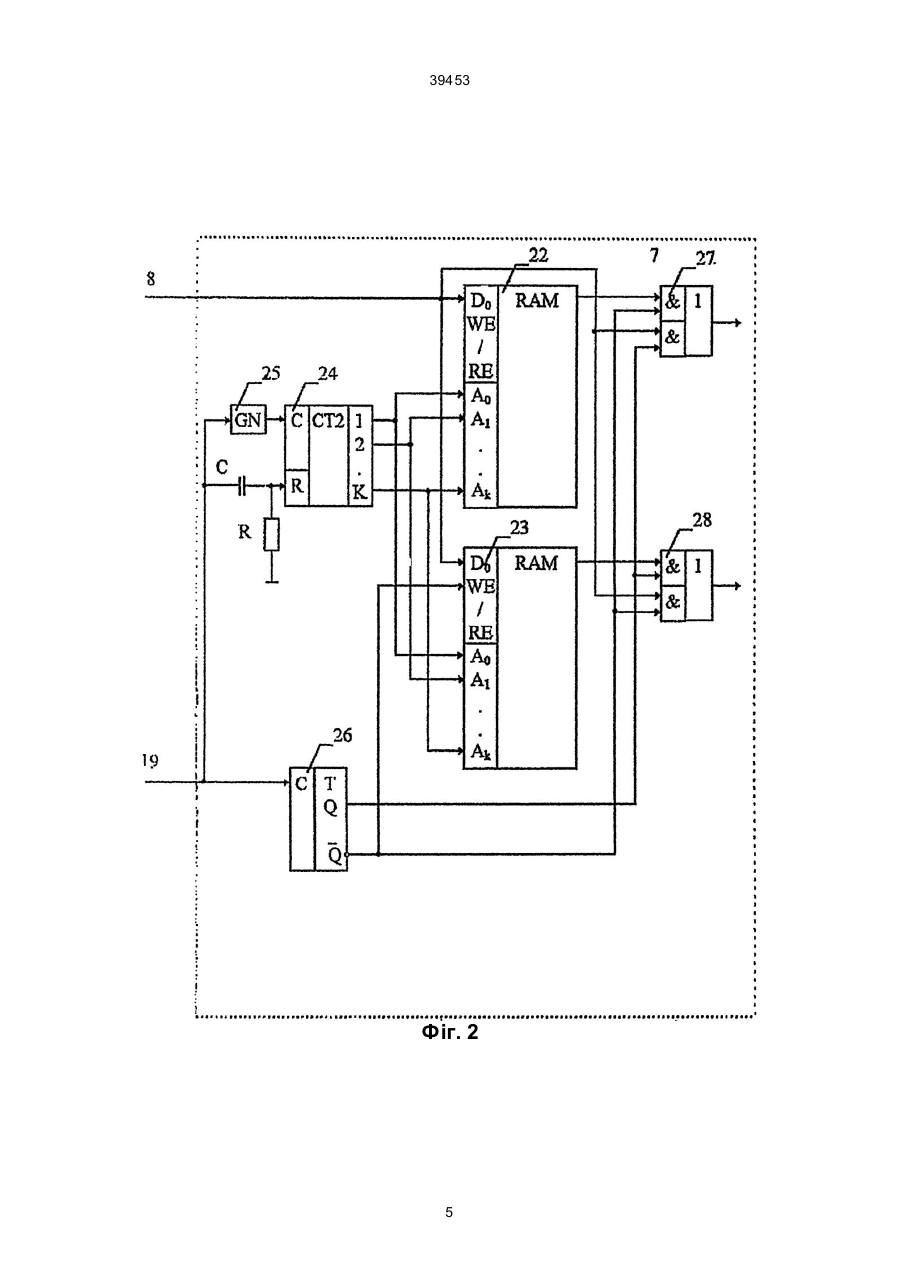
2. Пристрій ультразвукового контролю виробів у вигляді тіл обертання, який містить індикатор, послідовно з'єднані генератор імпульсів, комутатор, підсилювач, а також похилий перетворювач, з'єднаний з комутатором, який відрізняється тим, що в нього додатково введені компаратор і аналого-цифровий перетворювач, входами підключені до виходу підсилювача, пристрій запам'ятовування, вхід якого з'єднаний з виходом компаратора, перший та другий регістри зсуву, входи яких з'єднані з першим і другим відповідно виходами пристрою запам'ятовування, постійний пристрій запам'ятовування, входами підключений до виходів першого і другого регістрів зсуву і до виходів аналого-цифрового перетворювача, суматор, входи якого підключені до виходів постійного пристрою запам'ятовування, схему порівняння, перші входи якої з'єднані з виходами суматора, задавач порогового значення, виходи якого з'єднані з другими входами схеми порівняння, вихід якої з'єднаний зі входом індикатора, блок керування, виходи якого з'єднані зі входами керування компаратора, аналого-цифрового перетворювача, пристрою запам'ятовування, першого і другого регістрів зсуву, суматора та індикатора.
Текст
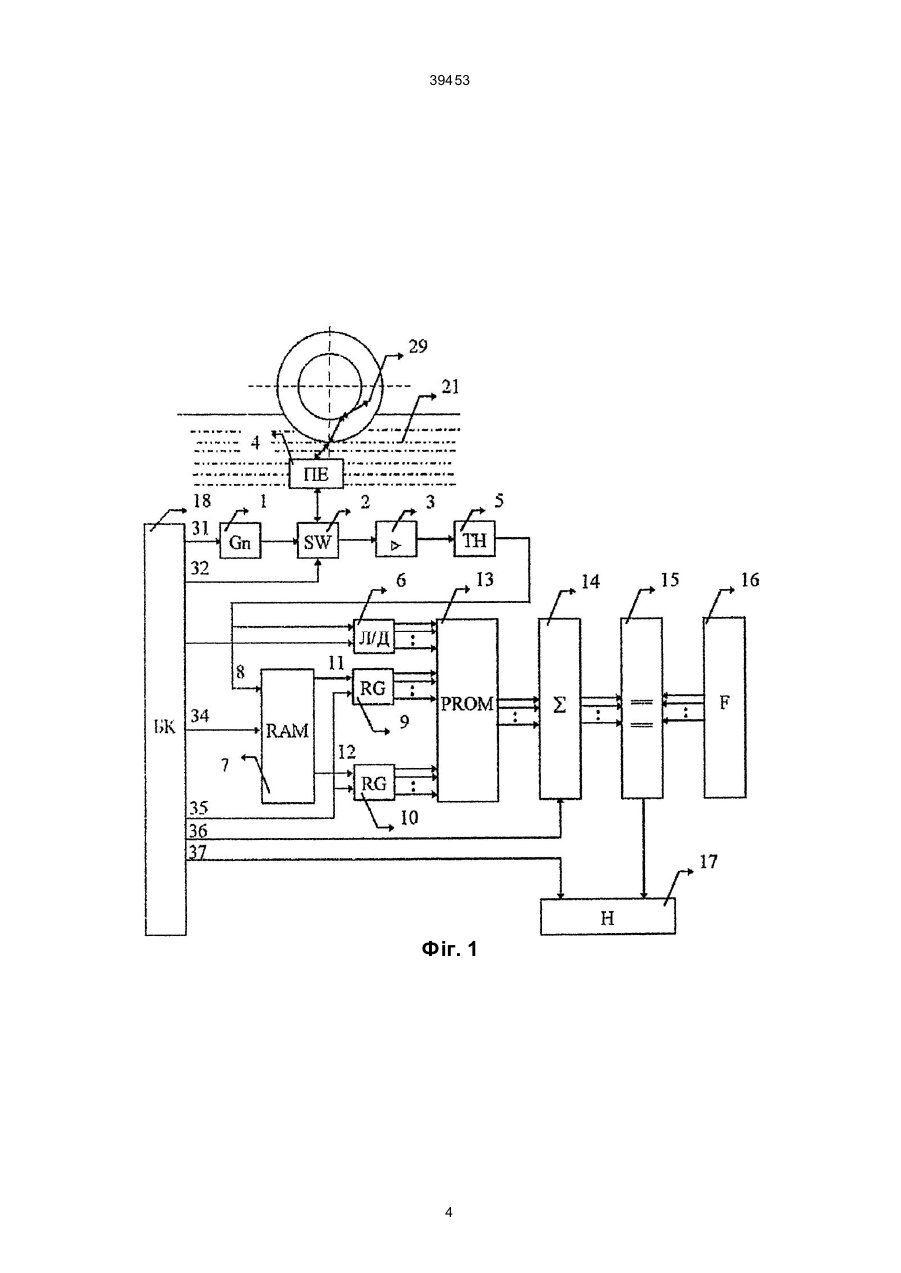
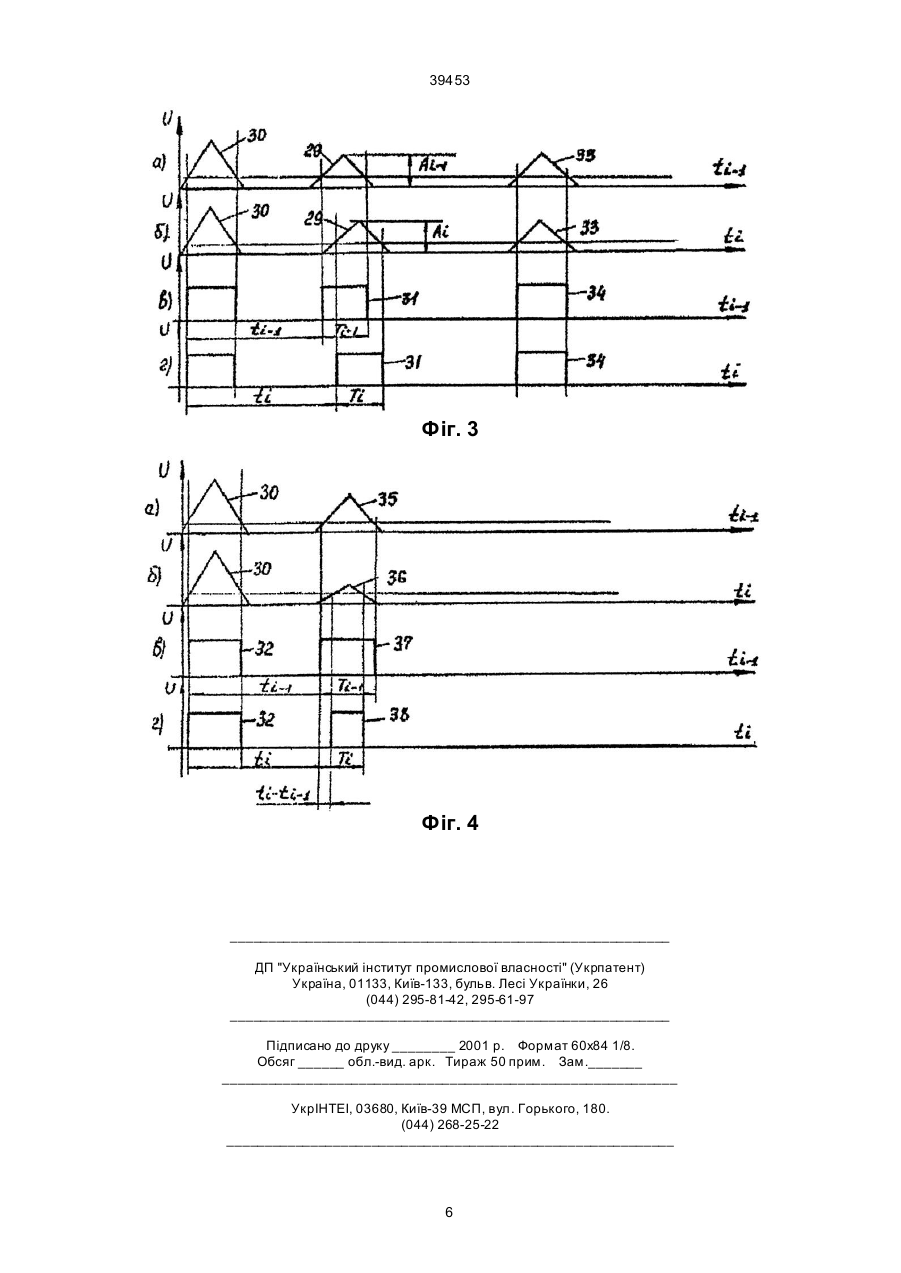
1. Спосіб ультразвукового контролю виробів у вигляді тіл обертання, який полягає у тому, що у виріб випромінюють імпульси ультразвукових коливань у процесі його сканування похилим променем перетворювача, приймають відбиті від дефекту е хо-сигнали і вимірюють їх час надходження t i відносно сигналу зондування, а наявність дефекту визначають при досягненні встановленого значення різницею часів надходження відбитого сигналу у двох послідовних зондуваннях виробу, який відрізняється тим, що додатково вимірюють тривалість Ті і амплітуду Аі ехо-сигналу, визначають різницю тривалостей Ті-Ті-1 ехо-сигналів у дво х послідовних тактах, а дефектність виробу визначають за формулою: A (54) СПОСІБ УЛЬТРАЗВУКОВОГО КОНТРОЛЮ ВИРОБІВ У ВИГЛЯДІ ТІЛ ОБЕРТАННЯ І ПРИСТРІЙ ДЛЯ ЙОГО РЕАЛІЗАЦІЇ 39453 Пристрій для реалізації такого способу містить індикатор, послідовно з'єднані генератор імпульсів, комутатор і підсилювач, а також похилий перетворювач, з'єднаний з комутатором. Недоліком відомого способу і пристрою є низькі точність і достовірність контролю при зміні рівня, форми і положення переднього фронту відбитого сигналу, які виникають внаслідок нерівномірного зношування контактної поверхні електроакустичного перетворювача, шершавості поверхні контрольованого виробу, а також зміни інших параметрів акустичного тракту. Мета винаходу - підвищення точності і достовірності контролю. Поставлена задача досягається тим, що у відомому способі ультразвукового контролю виробів у вигляді тіл обертання, за яким у виріб випромінюють імпульси ультразвукових коливань в процесі його сканування похилим променем перетворювача, приймають відбиті від дефекту ехо-сигнали і вимірюють їх час надходження t, відносно зондуючого сигналу, наявність дефекту визначають при досягненні встановленого значення різницею часів надходження відбитого сигналу у дво х послідовних зондуваннях виробу, додатково проводять вимірювання тривалості Ті і амплітуди Аi е хо-сигналу, визначають різницю тривалостей Тi-Ті-1 ехо-сигналів у двох послідовних тактах, а дефектність виробу визначають за формулою: N= i =n T -T ö K K æ å (Ai ) 1 (Ti ) 2 ç t i - t i-1 - i i-1 ÷ і аналого-цифровий перетворювач, входами підключені до виходу підсилювача, запам'ятовуючий пристрій, вхід якого з'єднаний з виходом компаратора, перший і другий регістри зсуву, входи яких з'єднані з першим і другим відповідно виходами запам'ятовуючого пристрою, постійний запам'ятовуючий пристрій, входами підключений до виходів першого і другого регістрів зсуву і до виходів аналого-цифрового перетворювача, пристрій сумування, входи якого підключені до виходів постійного запам'ятовуючого пристрою, схема порівняння, перші входи якої з'єднані з виходами пристрою сумування, задавач порогового значення, виходи якого з'єднані з другими входами схеми порівняння, вихід якої з'єднаний з входом індикатора, блок керування, виходи якого з'єднані з керуючими входами компаратора, аналого-цифрового перетворювача, запам'ятовуючого пристрою, першого і другого регістрів зсуву, пристрою сумування і індикатора. Аналогічної сукупності операцій і елементів у відомих нам бібліографічних і патентних джерелах не виявлено. Тому дане рішення, яке дозволяє досягнути поставленої мети - підвищення точності і достовірності контролю виробів у вигляді тіл обертання, має суттєві відмінності. На фіг. 1 приведена електрична структурна схема пристрою, що реалізує спосіб ультразвукового контролю виробів у вигляді тіл обертання, на фіг. 2 - електрична структурна схема запам'ятовуючого пристрою, на фіг. 3 а-г і фіг. 4 а-г - часові діаграми роботи пристрою. Пристрій для ультразвукового контролю виробів у вигляді тіл обертання містить послідовно з'єднані генератор 1 імпульсів, комутатор 2, підсилювач 3, а також похилий перетворювач 4, з'єднаний з комутатором 2, компаратор 5 і аналоговоцифровий перетворювач 6, входами підключені до виходу підсилювача 3, запам'ятовуючий пристрій 7, вхід 8, якого з'єднаний з виходом компаратора 5, перший і другий регістри зсуву 9 і 10, входи яких з'єднані з першим і другим відповідно виходами запам'ятовуючого пристрою 7, постійний запам'я товуючий пристрій 13, схема 15 порівняння, перші входи якої з'єднані з виходами пристрою 14 сумування, задавач 16 порогового значення, виходи якого з'єднані з другими входами схеми 15 порівняння, індикатор 17, вхід якого з'єднаний з виходом схеми 15 порівняння, блок керування 18. виходи якого з'єднані з керуючими входами комутатора 2, аналогово-цифрового перетворювача 6, запам'ятовуючого пристрою 7, першого і другого регістрів зсуву 9 і 10, пристрою 14 сумування і індикатора 17. Один з можливих варіантів реалізації запам'ятовуючого пристрою 7 наведений на фіг. 2 і складається з першого і другого запам'ятовуючи х пристроїв 22, 23, лічильника 24 адреси, генератора 25, тригера 26, схем 27 і 28 "І-АБО" і диференційної ланки на елементах С і R. Пристрій для ультразвукового контролю виробів у вигляді тіл обертання працює наступним чином. При скануванні виробу 20 у вигляді тіла обертання по твірній акустичний перетворювач 4 під дією імпульсів, які поступають через комутатор 2 з генератора 1, збуджує ультразвукові коливання, K3 > N пор , (1) 2 è ø де: N, Nпop. - відповідно величина, що характеризує ступінь дефектності виробу та її порогове значення; К1, К2, К3 - коефіцієнти, що визначаються типом виробу, його формою та матеріалом; n - кількість зондувань виробу. Суть даного способу полягає в тому, що для кожного відбитого ультразвукового сигналу при зондуванні виробу вимірюють амплітуду, тривалість і час надходження по відношенню до зондуючого сигналу, а в кожної пари відбитих сигналів, що йдуть один за одним, визначають різницю їх тривалостей і часів надходження, після чого за результатами сумування отриманої інформації (за формулою (1) судять про дефектність виробу, причому аналіз вказаної формули показує, що виi =2 [ ] раз (Ai )K1 (Ti )K2 для кожної пари відбитих сигналів характеризує енергію відбитого сигналу, а вираз [t i - t i - 1 - (Ti - Ti- 1 ) / 2] - загальний зсув відбитого ультразвукового сигналу по часовій осі відносно зондуючого сигналу, що відображає зміну віддалі до дефекту при скануванні циліндричних виробів похилим променем і дозволяє розділити ультразвукові сигнали, відбиті від дефектів і ультразвукові сигнали, перевідбиті від стінок виробу, а також промислові завади. Співвідношення (1) дозволяє оцінити загальне зміщення ультразвукового сигналу, оскільки враховує одночасно зміщення переднього і заднього фронтів, що забезпечує високу точність і достовірність контролю при зміні рівня, форми і положення переднього фронту відбитого сигналу. Поставлена мета досягається також тим, що в пристрій, який реалізує спосіб і містить індикатор, генератор імпульсів, комутатор, підсилювач, похилий перетворювач, додатково введені компаратор 2 39453 що поступають через імерсійну рідину 21 у виріб 20. Відбитий ультразвуковий сигнал (від дефекту 39 або від стінок виробу) через комутатор 2 надходить на підсилювач 3, після підсилення сигнал надходить на аналогово-цифровий перетворювач 6 і компаратор 5, який проводить квантування сигналу за встановленим рівнем. Проквантований компаратором 5 сигнал записується в запам'ятовуючий пристрій 7, причому відбиття, отримані від парних за порядковим номером зондувань виробу записуються в першу сторінку пам'яті запам'ятовуючого пристрою 7, а від непарних - у др угу. З виводів 11 і 12 запам'ятовуючого пристрою 7 одночасно надходить інформація про квантований відбитий сигнал, отримана при послідовному парному і непарному ультразвукових зондуваннях виробу. Інформація, що з’являється на виходах 11 і 12 під дією тактових імпульсів, що надходять з блока 18 керування, записується в регістри зсуву 9 і 10 відповідно, з виходів яких, як і з ви ходів аналогово-цифрового перетворювача 6, надходить на входи постійного запам'ятовуючого пристрою 13. Постійний запам'ятовуючий пристрій 13 запрограмований таким чином, що дозволяє забезпечити співвідношення (1), причому результат обчислення надходить на виходи пристрою 13. Пристрій 14 сумування проводить сумування кожного результату, отримуваного з виходів постійного запам'ятовуючого пристрою 13 з попереднім результатом сумування при кожному такті зміни інформації в регістрах 9 і 10. Схема 15 порівняння порівнює нагромаджувані результати в пристрої 14 сумування з пороговою величиною, яка задається задавачем 16 порогового значення. Результати порівняння відображаються індикатором 17 при надходженні сигналу дозволу з блока 18 керування. Блок 18 керування проводить перемикання комутатора 2, забезпечуючи цим роботу акустичного перетворювача 4 і в режимі передачі і в режимі прийому ультразвукових сигналів, з'єднуючи його відповідно або з генератором, або з підсилювачем, а також забезпечує син хронізацію роботи генератора 1, запам'ятовуючого пристрою 7, першого і другого регістрів 9 і 10 зсуву, пристрою 14 сумування і індикатора 17. При скануванні похилим променем акустичного перетворювача, продетектовані ультразвукові відбиття 29 (фіг. 3, а, б) від дефектів у виробі будуть переміщуватися по часовій осі відносно зондуючого сигналу 30, як квантовані компаратором 5 сигнали 31, що відображають їх розміщення відносно сигналу зондування 32, що дозволяє відділяти їх від сигналів 33 і відповідно 34, що представляють перевідбиття від стінок виробу, положення яких не змінюється через симетрію виробу. Погіршення акустичного контакту, шорсткість поверхні виробу, зміна кута опромінення відносно внутрішньої структури матеріалу, з якого виготовлено виріб, призводить до зміни амплітуди і форми відбитого сигналу 35 і 36 (фіг. 4, а, б), внаслідок чого змінюється розміщення переднього фронту сигналу 37 і 38 (фіг. 4, в, г), що при використанні способу і пристрою, описаного в [3, 4] відповідно, призведе до зниження точності і достовірності контролю виробів. Застосування співвідношенння (1) дозволяє з вищою достовірністю автоматично відділяти сигнали від дефектів, сигналів завад, перевідбиттів від стінок виробу, при зміні параметрів самого акустичного сигналу. Наприклад, ситуація, наведена на фіг. 4, а-г показує, що зміна параметрів акустичного тракту, що призводить до зміни форми та інших характеристик сигналу 35 і 36, змінює розміщення переднього фронту квантованого сигналу 37 і 38, яке при використанні способу контролю [3] може бути розцінено як наявність дефекту, але застосування співвідношення (1) дозволяє правильно оцінити ситуацію, що виникла, тобто розпізнати пару сигналів 35 і 36 як сигнали, що є перевідбиттями від стінок виробу. Джерела інформації 1. Неразрушающий контроль рельсов при их эксплуатации и ремонте // Под А.К Гуревича. – М.: Транспорт, 1983. - С. 90-92. 2. Авторское свидедельство СССР № 461348, МКИ G01 N29/02, 1974. 3. Патент ФРН № 1600643. 4. Авторское свидетельство СССР № 896548. МКИ G01N 29/02. 3 39453 Фіг. 1 4 39453 Фіг. 2 5 39453 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasonic control of articles as solids of revolution and appliance for its implementation
Автори англійськоюPohrebennyk Volodymyr Dmytrovych, Kraikivskyi Rostyslav Stepanovych
Назва патенту російськоюСпособ ультразвукового контроля изделий в виде тел вращения и устройство для его реализации
Автори російськоюПогребенник Владимир Дмитриевич, Крайкивский Ростислав Степанович
МПК / Мітки
МПК: G01N 29/34
Мітки: вигляді, обертання, пристрій, виробів, ультразвукового, реалізації, контролю, тіл, спосіб
Код посилання
<a href="https://ua.patents.su/6-39453-sposib-ultrazvukovogo-kontrolyu-virobiv-u-viglyadi-til-obertannya-i-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового контролю виробів у вигляді тіл обертання і пристрій для його реалізації</a>
Спосіб ультразвукового контролю хімічного складу навколишнього середовища та пристрій для його реалізації
Номер патенту: 33870
Опубліковано: 15.02.2001
Автори: Соченко Петро Степанович, Зубченко Олександр Миколайович, Зеленков Олександр Аврамович
МПК: G01N 29/024, G01N 29/07
Мітки: навколишнього, хімічного, ультразвукового, середовища, контролю, пристрій, реалізації, складу, спосіб
Текст:
...означене прямокутником, приймається приймачем 7, підсилюється підсилювачем 8 та детектирується детектором 9 і надходить до першого входу блока 4 вимірювача затримки. На фіг. 3 показана можлива реалізація блока 4 вимірювання затримки. Імпульс з генератора 1, який формується в момент запуску процесу вимірювань, надходить на другі входи першого 10 та другого 11 тригерів, які переключаються в стан, що відкриває першу 12 та другу 13 схему збігу...
Спосіб ультразвукового локаційного вимірювання відстані і пристрій для його реалізації
Номер патенту: 39336
Опубліковано: 15.06.2001
Автори: Гнітецька Тетяна Віталіївна, Гнітецький Віталій Анатолійович
МПК: G01F 23/296, G01F 23/28
Мітки: пристрій, локаційного, відстані, спосіб, реалізації, ультразвукового, вимірювання
Формула / Реферат:
1. Спосіб ультразвукового локаційного вимірювання відстані, що включає випромінення і прийом ультразвукових зондуючих імпульсів, підсилення прийнятих імпульсів, формування вимірюваного інтервалу, формування підрахункових імпульсів, цифрове перетворення вимірюваного інтервалу за допомогою підрахункових імпульсів, усереднення і цифрову індикацію віддалі від акустичного датчика до вимірюваного рівня, який відрізняється тим, що формування...
Спосіб ультразвукового контролю якості збирання трубних виробів з натягом
Номер патенту: 16195
Опубліковано: 29.08.1997
Автори: Мігаль Іван Григорович, Карпаш Олег Михайлович, Даниляк Ярослав Богданович, Чеховська Лідія Андріївна, Бажалук Ярополк Мирославович, Турко Федір Іванович, Подрушняк Людмила Федорівна
МПК: G01N 29/04
Мітки: натягом, контролю, ультразвукового, виробів, трубних, збирання, якості, спосіб
Формула / Реферат:
Способ ультразвукового контроля качества сборки трубных изделий с натягом, заключающийся в том, что ультразвуковые колебания излучают под углом к внешней поверхности трубного изделия в плоскости поперечного сечения к его продольной оси, принимают эхо-сигналы, отраженные от внутренних поверхностей охватывающей и охватываемой труб, и по соотношению их амплитуд судят о качестве сборки, отличающийся тем, что, с целью повышения точности и...
Спосіб ультразвукового контролю гранулометричного складу матеріалів у потоці пульпи та пристрій для його здійснення
Номер патенту: 5148
Опубліковано: 28.12.1994
Автор: Моркун Володимир Станіславович
МПК: G01N 29/00
Мітки: гранулометричного, потоці, пристрій, складу, контролю, здійснення, спосіб, ультразвукового, матеріалів, пульпи
Формула / Реферат:
1. Способ ультразвукового контроля гранулометрического состава материалов в потоке пульпы, включающий излучение в поток пульпы и измерение амплитуды прошедших через поток ультразвуковых колебаний, отличающийся тем, что, с целью повышения точности контроля, в поток пульпы вводят измерительную пластину, возбуждают в ней волны Лэмба, измеряют амплитуду колебаний волн Лэмба, прошедших фиксированное расстояние, изменяют концентрацию и...
Спосіб ультразвукового контролю виробів
Номер патенту: 13203
Опубліковано: 28.02.1997
Автори: Балакірєв Павло Аркадійович, Владіміров Сергій Альбертович, Биков Ігор Дмитрович
МПК: G01N 29/04
Мітки: ультразвукового, спосіб, контролю, виробів
Формула / Реферат:
Способ ультразвукового контроля изделий, заключающийся в том, что в изделие излучают импульсы ультразвуковых колебаний, принимают эхо-сигналы, отраженные от структуры материала изделия и его дефекта, по величине амплитуды эхо-сигналов от структуры судят о качестве акустического контакта, по величине амплитуды эхо-сигналов от дефекта судят о качестве изделия, отличающийся тем, что начало приема эхо-сигналов от структуры материала изделия...
Попередній патент: Спосіб класифікації матеріалу об’єкта та пристрій для його реалізації
Наступний патент: Вибухова суміш
Випадковий патент: 5-етоксикарбоніл-6-оксо-3-ціано-1,6-дигідропіридин-2-селенолати амонію