Спосіб підвищення міцності у спіральношовних трубах
Номер патенту: 72007
Опубліковано: 10.08.2012
Автори: Письменний Олексій Олександрович, Прокоф`єв Олексій Сергійович, Полухін Юрій Валерійович, Письменний Олександр Семенович, Юхименко Роман Вікторович, Полухін Володимир Васильович, Губатюк Руслан Сергійович

Формула / Реферат
1. Спосіб підвищення міцності у спіральношовних трубах із зварювальних матеріалів, який полягає у тому, що з'єднання утворюється на зварювально-формовочній ділянці при стикуванні крайок трубної заготовки-штрипса і наступному осадженні крайок у процесі їх зварювання у трубоелектрозварювальних станах, при цьому кількість швів може бути більше одного, який відрізняється тим, що:
підвищення міцності самої труби відбувається за рахунок наявності підсилення на зварному шві як на внутрішній, так і на зовнішній поверхні труби, при цьому сумарна дія утворених витків на спірально шовній трубі при її навантаженні виконує роль підсилюючого елемента, подібного силовому корду, який по спіралі навито на зовнішню і внутрішню поверхню труби, при цьому щільність навивання пропорційна міцності труби, яка у свою чергу визначається шириною застосованої заготовки-штрипса, діаметром утворюваної труби та кутом навивання;
2. Спосіб за п. 1, який відрізняється тим, що підсилення шва утворюється у вигляді валика безпосередньо під час прокатування формуючими валками зовнішньої та внутрішньої поверхні спірального шва шляхом формування і заповнення зазору між зовнішньою поверхнею зварюваних крайок і внутрішньою поверхнею формуючого валка.
3. Спосіб за пп. 1, 2, який відрізняється тим, що зовнішня поверхня шва, яка утворюється, захищається від дії зовнішнього середовища внутрішньою поверхнею формуючих валків, а саме формоутворення шва здійснюється з термомеханічним впливом, який полягає у контрольованому пластичному деформуванні зони зварного шва, наступним її прокатуванням, охолодженням і подальшою кристалізацією у напруженому стані під дією тиску, що у свою чергу приводить до поліпшення структури зварного шва і відповідно підвищення показників його міцності.
Текст
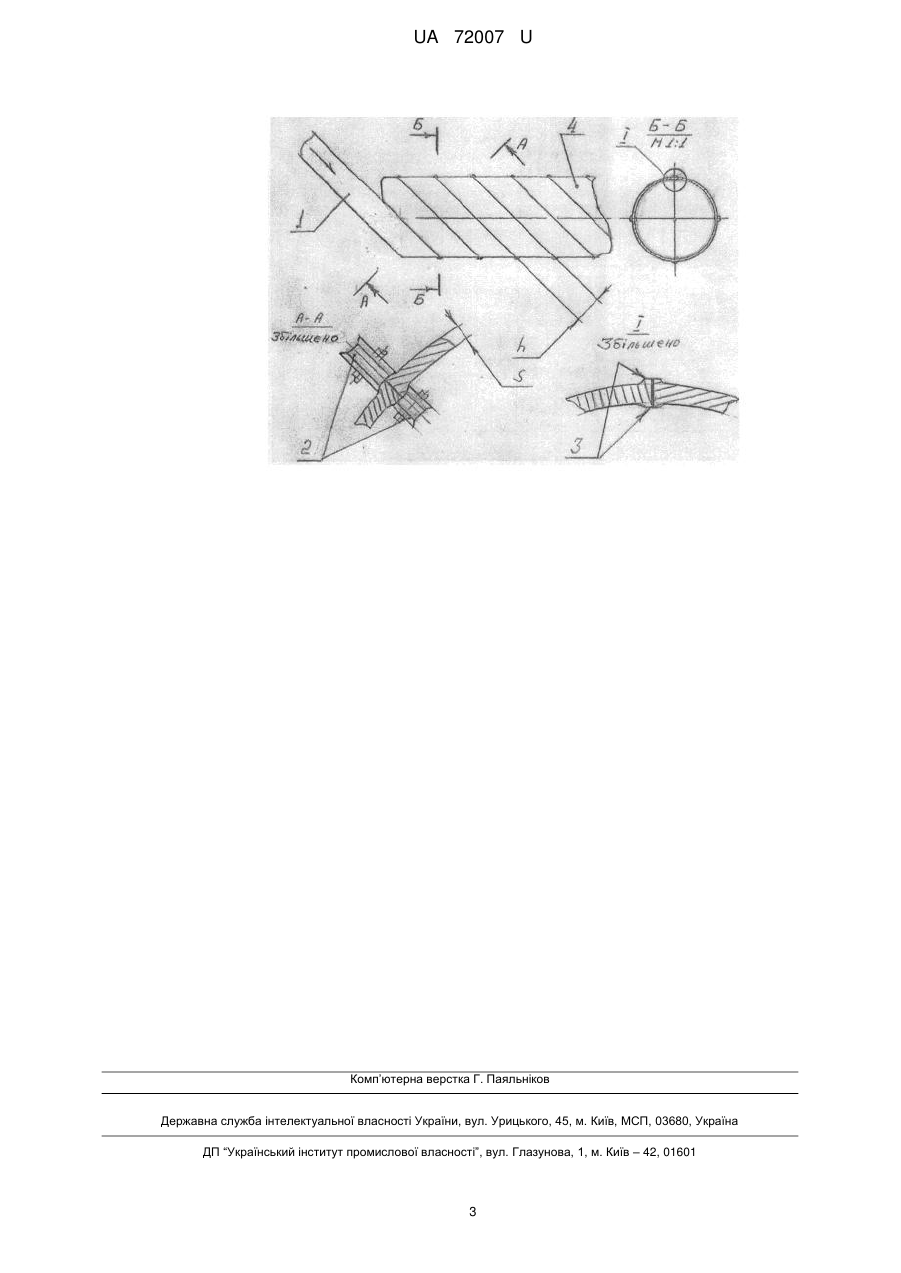
Реферат: Спосіб підвищення міцності у спіральношовних трубах полягає у тому, що з'єднання утворюється на зварювально-формовочній ділянці при стикуванні крайок трубної заготовкиштрипса і наступному осадженню крайок у процесі їх зварювання у трубоелектрозварювальних станах. UA 72007 U (12) UA 72007 U UA 72007 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювання, паяння. Застосування цих процесів у виробництві електрозварних спірально шовних труб, виготовлення трубчастих зварних конструкцій, посудин тощо. Відомий винахід [Патент України № 92965 МПК (2009) В23K 1/00; 23K11/02 27.12.2010], при якому також застосовують формуючий пристрій у вигляді рознімного хомута з внутрішньою порожниною, у якому зовнішня поверхня шва у вигляді валика утворюється шляхом заповнення зазору між зовнішньою поверхнею зварювальних заготівок і внутрішньою поверхнею формувального пристрою. Зазначений спосіб зварювання є найближчим аналогом і дозволяє отримати шви з високими показниками міцності, але є і суттєві відмінності. Так даний спосіб зварювання застосовується для стикового зварювання тиском у твердій фазі стрижнів та труб, до того ж зварювання відбувається дискретно, тобто кожен стик зварюється окремо. Окрім цього даний спосіб зварювання не поширюється на безперервне зварювання у трубоелектрозварювальних станах при виготовленні електрозварних трубоелектрозварювальних станах та виготовлених із них трубчастих конструкцій. Суттєвою відмінністю є те, що у існуючих трубоелектрозварювальних станах при виготовленні спіральношовних труб формування шва із підсиленням відбувається на внутрішній та зовнішній поверхні труби із металу, який був витіснений, при нерівномірному одновісному навантажені, без належного об'ємного напруженого стану, і з різними ступенями тиску по площі стикування при наступній кристалізації, що призводить до структурної неоднорідності отриманого металу шва. При цьому, у процесі виготовлення витіснений метал видаляється, а розміри підсилення шва регламентовані технічною документацією. У запропонованій корисній моделі зовнішня поверхня шва, яка утворюється, захищається від дії зовнішнього середовища внутрішньою поверхнею формуючих валків, а саме формоутворення шва здійснюється з термомеханічним впливом, який полягає у контрольованому пластичному деформуванні зони зварного шва, наступним її прокатуванням, охолодженням і подальшою кристалізацією у напруженому стані під дією тиску. Тобто запропоновано технологічні дії щодо поліпшення структури зварного шва і відповідно підвищення показників міцності зварного шва. При цьому зварювальний процес стикового зварювання тиском у твердій фазі, наведений у найближчому аналозі, має багато спільного і дуже наближений до безперервного процесу електрозварювання у трубоелектрозварювальних станах, де також застосовується індукційне нагрівання і стиснення зварного шва зварними валками. Також є певне співпадіння щодо швидкості зварювання і формування шва. В основу корисної моделі поставлена задача підвищення міцності у спірально шовних трубах шляхом досягнення підвищення міцності спірального шва за рахунок формування та підсилення зварного шва, поліпшення структури металу шва і його наявності як на зовнішній, так і внутрішній поверхні спірально-шовної труби як силового елемента. Дана корисна модель поширюється на спірально-шовні тонкостінні труби і особливо тонкостінні труби, де співвідношення діаметру труби до товщини стінки сягає значень 50 і більше. Поставлена задача вирішується тим, що формування підсилення шва у вигляді валику завдяки підплавленому у процесі зварювання металу з'єднуючих крайок заготівок-штрипса, який (метал) витіснено у напряму до поверхні шва при його пластичному деформуванні, шляхом заповнення зазору між зовнішньою та внутрішньою поверхнею спірально-шовної труби та внутрішньою поверхнею формувальних валків, які і створюють необхідну форму підсилення шва у вигляді валика під час прокатування формуючими валками. Прошарки менш нагрітого основного металу, які наближаються до поверхні стикування при осадженні, деформується у радіальному напрямку у бік зовнішньої та внутрішньої поверхні шва, які мають більшу температуру і відповідно менший супротив течії металу при деформуванні. Наплив деформованого металу у напрямку зовнішньої та внутрішньої поверхні - галтельних та периферійних ділянок є основою для формування і утворення самого зварного шва і його підсилення. При цьому підсилення шва, його зовнішня поверхня, захищені від дії зовнішнього середовища поверхнею формувальних валків, а саме формотворення підсилення шва здійснюється з термомеханічним впливом, який полягає у пластичному деформуванні зони зварного шва, його прокатуванням, охолодженням і подальшою його кристалізацією під тиском. Це, у свою чергу, сприяє поліпшенню структурного складу металу, шва колошовної зони, та металу, з якого утворюється підсилення шва, за рахунок більш рівномірного об'ємного 1 UA 72007 U 5 10 15 20 25 30 розподілення при пластичному деформуванні, і заповнення зазору між зовнішньою поверхнею зварюваних крайок і внутрішньою поверхнею формуючого валка, що у підсумку призводить до підвищення показників міцності самого спірального шва. Прокатування зварювальними валками, і як результат їх дії, дозволяє отримати сформовані розміри підсилення шва, у тому числі і такі, які не перевищують розміри підсилення шва регламентованих технічною документацією на виготовлення спірально шовних труб. Підвищення міцності спірально шовної труби, як зварної конструкції, відбувається за рахунок наявності підсилення зварного шва як на внутрішній, так і на зовнішній поверхні труби, що має спіральне навивання по поверхні труби, і при цьому сумарна дія утворених витків спірального шва із його підсиленням при навантажені труби подібна дії підсилюючого елемента подібного силовому корду, який по спіралі навито на зовнішню поверхню труби. При цьому, щільність навивання пропорційна міцності труби, яка у свою чергу визначається шириною застосованого штрипса, діаметром утворюваної труби та кутом навивання. Приклад. За наведеною схемою (кресл.) здійснювалося виготовлення спіральношовної труби: трубна заготовка-штрипс (поз. 1) із вуглецевої сталі із товщиною стінки s=1,5 мм з нагрітими до температури зварювання крайками, проходить через зварювальну кліть, де розташовано пара формувальних валків (поз. 2), що дозволяє у такий спосіб здійснити утворення підсилення шва (поз. 3) у вигляді валика, яке безпосередньо утворюється під час прокатування формуючими валками (поз. 2) зовнішньої та внутрішньої поверхні спірального шва шляхом формування і заповнення напливом деформованого металу зазору між зовнішньою поверхнею зварюваних крайок і внутрішньою поверхнею формуючого валка. Розміри підсилення шва у виготовленої таким чином спірально шовної труби не перевищували значень регламентованих технічною документацією. Дослідження мікрошліфів з готової труби (поз. 4) отриманих швів показало відсутність не сплавлення та несуцільностей. Також було виявлене підвищення механічних характеристик отриманих швів. Виготовлена таким чином спірально шовна труба була піддана випробуванням. За результатами випробувань були отримані підвищенні показники міцності. Це підтверджує роль підсилення зварного шва, як силового елемента. Результати випробувань свідчать, що сумарна дія утворених витків зварного шва із наявним його підсиленням на спірально шовній трубі виконує роль підсилюючого елемента. При цьому щільність навивання пропорційна міцності труби, яка у свою чергу визначається шириною h застосованої заготовки-штрипса. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 1. Спосіб підвищення міцності у спіральношовних трубах із зварювальних матеріалів, який полягає у тому, що з'єднання утворюється на зварювально-формовочній ділянці при стикуванні крайок трубної заготовки-штрипса і наступному осадженні крайок у процесі їх зварювання у трубоелектрозварювальних станах, при цьому кількість швів може бути більше одного, який відрізняється тим, що: підвищення міцності самої труби відбувається за рахунок наявності підсилення на зварному шві як на внутрішній, так і на зовнішній поверхні труби, при цьому сумарна дія утворених витків на спірально шовній трубі при її навантаженні виконує роль підсилюючого елемента, подібного силовому корду, який по спіралі навито на зовнішню і внутрішню поверхню труби, при цьому щільність навивання пропорційна міцності труби, яка у свою чергу визначається шириною застосованої заготовки-штрипса, діаметром утворюваної труби та кутом навивання; 2. Спосіб за п. 1, який відрізняється тим, що підсилення шва утворюється у вигляді валика безпосередньо під час прокатування формуючими валками зовнішньої та внутрішньої поверхні спірального шва шляхом формування і заповнення зазору між зовнішньою поверхнею зварюваних крайок і внутрішньою поверхнею формуючого валка. 3. Спосіб за пп. 1, 2, який відрізняється тим, що зовнішня поверхня шва, яка утворюється, захищається від дії зовнішнього середовища внутрішньою поверхнею формуючих валків, а саме формоутворення шва здійснюється з термомеханічним впливом, який полягає у контрольованому пластичному деформуванні зони зварного шва, наступним її прокатуванням, охолодженням і подальшою кристалізацією у напруженому стані під дією тиску, що у свою чергу приводить до поліпшення структури зварного шва і відповідно підвищення показників його міцності. 2 UA 72007 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strength increase of spiral welded pipes
Автори англійськоюPysmennyi Oleksandr Semenovych, Pysmennyi Oleksii Oleksandrovych, Polukhin Volodymyr Vasyliovych, Prokofiev Oleksii Serhiiovych, Yukhymenko Roman Viktorovych, Hubatiuk Ruslan Serhiiovych, Polukhin Yurii Valeriiovych
Назва патенту російськоюСпособ повышения прочности спиралешовных труб
Автори російськоюПисьменный Александр Семенович, Письменный Алексей Александрович, Полухин Владимир Васильевич, Прокофьев Алексей Сергеевич, Юхименко Роман Викторович, Губатюк Руслан Сергеевич, Полухин Юрий Валерьевич
МПК / Мітки
МПК: B23K 1/00
Мітки: трубах, міцності, спіральношовних, спосіб, підвищення
Код посилання
<a href="https://ua.patents.su/5-72007-sposib-pidvishhennya-micnosti-u-spiralnoshovnikh-trubakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення міцності у спіральношовних трубах</a>
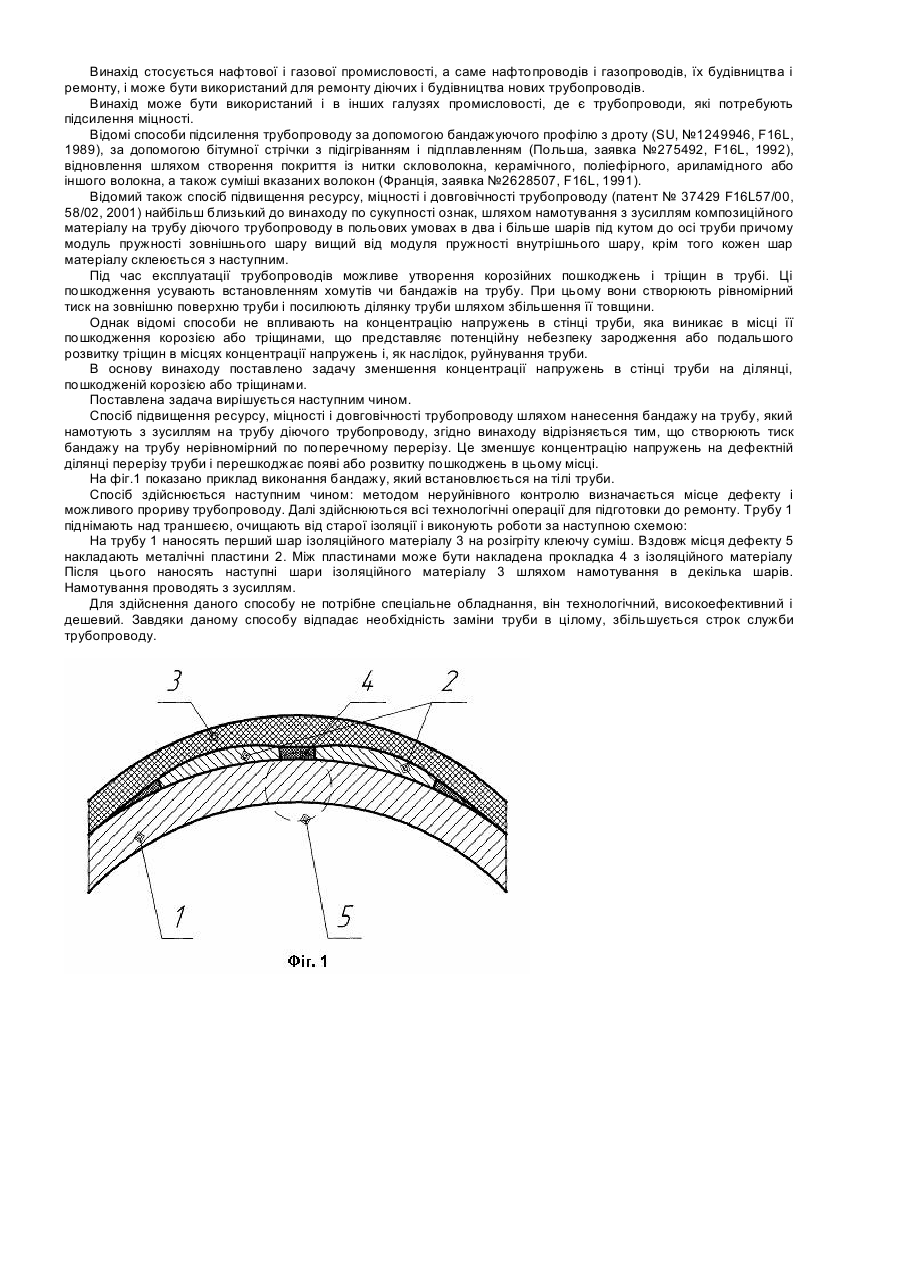
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 69157
Опубліковано: 16.08.2004
Автори: Копей Богдан Володимирович, Врюкало Віктор Володимирович, Розгонюк Василь Васильович
МПК: F16L 57/00, F16L 58/02
Мітки: довговічності, спосіб, підвищення, міцності, ресурсу, трубопроводу
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення бандажа на трубу, який намотують з зусиллям на трубу діючого трубопроводу, який відрізняється тим, що створюють тиск бандажа на трубу нерівномірний по поперечному перерізу.
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 60506
Опубліковано: 15.10.2003
Автори: Максимук Олександр Васильович, Стеліга Іван Іванович, Копей Богдан Володимирович, Щербина Наталія Миколаївна, Копей Володимир Богданович
МПК: F16L 57/00, F16L 58/02
Мітки: підвищення, міцності, трубопроводу, ресурсу, спосіб, довговічності
Формула / Реферат:
1. Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення бандажу на трубу, який намотують з зусиллям на трубу діючого трубопроводу, який відрізняється тим, що створюють тиск бандажу на трубу, що дорівнює нулю на крайніх його ділянках, і поступово його збільшують до середини бандажу.2. Спосіб за п. 1, який відрізняється тим, що бандаж може бути виконаний у вигляді будь-якої ізоляційної стрічки або...
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 37429
Опубліковано: 15.05.2001
Автори: Коротін Віктор Іванович, Шлапак Любомир Степанович, Шевчук Віктор Володимирович
МПК: F16L 57/00, F16L 58/02
Мітки: спосіб, підвищення, міцності, трубопроводу, ресурсу, довговічності
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення композиційного матеріалу на трубу при її виготовленні, який відрізняється тим, що матеріал намотується з зусиллям на трубу діючого трубопроводу в польових умовах в два і більше шарів під кутом до осі труби, модуль пружності зовнішнього шару вищий від модуля пружності внутрішнього шару, крім того кожен шар матеріалу склеюється з наступним.
Спосіб підвищення міцності протяжних ділянок трубопроводу
Номер патенту: 22011
Опубліковано: 10.04.2007
Автори: Бут Віктор Степанович, Мандра Анатолій Степанович, Андріїшин Михайло Петрович, Марчук Ярослав Семенович, Ніколаєв Віктор Олександрович, Павленко Сергій Лінович
МПК: F16L 55/16
Мітки: міцності, ділянок, трубопроводу, спосіб, протяжних, підвищення
Формула / Реферат:
1. Спосіб підвищення міцності протяжних ділянок трубопроводу, що включає встановлення з кроком бандажів на лінійну частину трубопроводу, який відрізняється тим, що між бандажами на його лінійну поверхню навивають сталевий дріт.2. Спосіб за п. 1, який відрізняється тим, що сталевий дріт навивають на трубу з натягом, а його кінці жорстко фіксують із сусідніми бандажами.3. Спосіб за пп. 1, 2, який відрізняється тим, що діаметр...
Спосіб підвищення міцності анастомозів шлунково-кишкового тракту у невідкладній гастроентерологічній хірургії
Номер патенту: 10988
Опубліковано: 15.12.2005
Автори: Загрійчук Михайло Степанович, Рижій Павло Володимирович, Форманчук Андрій Миколайович, Каніковський Олег Євгенович, Каніковський Дмитро Олегович
МПК: A61B 17/11
Мітки: хірургії, анастомозів, тракту, міцності, шлунково-кишкового, невідкладній, підвищення, спосіб, гастроентерологічний
Формула / Реферат:
Спосіб підвищення міцності анастомозів шлунково-кишкового тракту у невідкладній гастроентерологічній хірургії, що включає з'єднання стінок привідного та відвідного відділів ділянки шлунково-кишкового тракту, який відрізняється тим, що під час операції на задню губу анастомозу вкладають в напрямку з'єднання смужку поліпропіленової сітки довжиною, яка відповідає довжині окружності анастомозу, та шириною на 1,5-2 см більшою за ширину губи, далі...
Наступний патент: Забірний пристрій
Випадковий патент: Повітряна турбіна та спосіб її виготовлення