Спосіб віброобробки деталей

Формула / Реферат
Спосіб віброобробки деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на шпинделі, який приводять у обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, який здійснює плоскі коливальні рухи, у циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні та зміцнюють її, який відрізняється тим, що обробку проводять при одночасному використанні енергії вібраційних та відцентрових сил, що впливають на робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляють при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності, дрібнодисперсне робоче середовище у вигляді шліфзерна зернистістю 200...40 та шліфпорошків зернистістю 32...16, а також абразивних та металевих гранул з розміром 2...15 мм, зволожене хімічно-активним розчином, поміщують у пружно змонтований на жорсткій опорі резервуар, що має U-подібну форму перерізу у площині коливань, оброблювані деталі поодинці або пакетами базують та закріплюють на розташованих рядами настановних пальцях багатомісного пристрою, сполученого з вертикальним шпинделем віброверстата зубчастою передачею двопарного зачеплення циліндричних коліс, резервуара від жорстко сполученого з ним інерційного віброзбуджувача надають коливальний рух з амплітудою 0,2...3,0 мм та частотою 30...70 Гц, багатомісний пристрій з оброблюваними деталями, сполучений зі шпинделем, за допомогою інерційного віброзбуджувача, встановленого на валу шпинделя, приводять у коливальний рух з амплітудою 0,2...3,0 мм та частотою 30...70 Гц, одночасно шпинделю надають обертальний рух із швидкістю 31,5...1400 об/хв. та занурюють його у робочу зону резервуара з циркулюючим робочим середовищем, забезпечують мікрорізання та пружнопластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, проводять за рахунок використання раціональних поєднань значень амплітудно-частотних параметрів руху резервуара і значень швидкостей обертання шпинделя віброверстата, найменша відстань L між робочими поверхнями резервуара, тобто його стінками та днищем, і поверхнями оброблюваних деталей для забезпечення нормальної циркуляції робочого середовища, вибирають з умови L>b, дe b - найбільший габаритний розмір оброблюваної деталі, висота Н резервуара приблизно дорівнює 3R, тобто Н≈3R, де R - радіус днища резервуара.
Текст
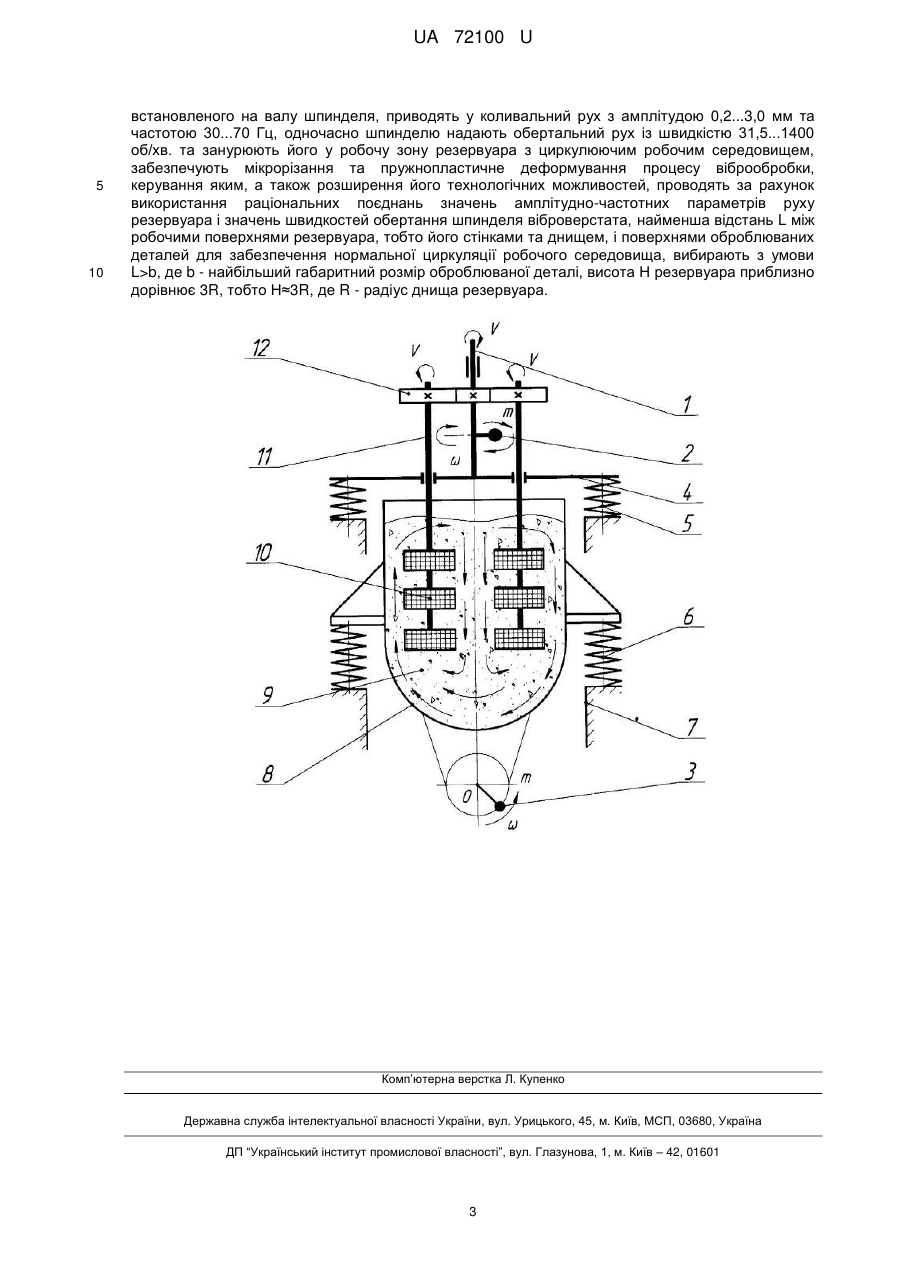
Реферат: UA 72100 U UA 72100 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудівної і приладобудівної галузей промисловості та використовується на оздоблювально-зачищувальних операціях при виготовленні корпусних деталей переважно з центральним крізним отвором, а також деталей типу тіл обертання різних розмірів та форми складності. Відомий спосіб віброобробки деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на шпинделі, який приводять у обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, який здійснює плоскі коливальні рухи, у циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні та зміцнюють її [1] - найближчий аналог. Не дивлячись на промислове застосування, відомий спосіб віброобробки недостатньо ефективний для корпусних деталей різних розмірів та форми складності, а також деталей типу тіл обертання, формоутворених сполученням циліндричних, конічних та інших криволінійних поверхонь. Обробка таких деталей у практиці сучасної віброобробки економічно недоцільна, оскільки у встановлений вимогами конкурентоздатного виробництва машинний час обробки не забезпечує повного видалення дефектів у важкодоступних для гранул вживаних робочих середовищ місцях складнопрофільної поверхні деталей, таких як ніші, кишені, уступи, глухі отвори та ін., з причини того, що кінематична та динамічна активність гранул робочого середовища у їх циркуляції вимагає додаткового осцилюючого руху, що носить циклонічний характер, який формується при впливі на середовище комбінованої схеми енергетичних дій, що відповідає створенню і застосуванню нових прогресивних різновидів способу віброобробки. В основу корисної моделі поставлено задачу удосконалення способу віброобробки деталей, шляхом того, що обробку проводять при одночасному використанні енергії вібраційних та відцентрових сил, що впливають на робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляють при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності. При такому вирішенні способу віброобробки у резервуарі формують комбіновану схему енергетичних дій, що створюють загальний циркуляційний та осцилюючий циклонічний характер руху гранул робочого середовища, вільно проникаючих до усіх важкодоступних поверхонь оброблюваних деталей, що приводить до високої інтенсивності віброобробки, керування якої здійснюють при виборі раціональних поєднань значень амплітудно-частотних параметрів коливального руху резервуара і багатомісного пристрою з деталями, а також швидкості обертального руху шпинделя віброверстата. Поставлена задача вирішується тим, що у способі віброобробки деталей, який полягає у тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на шпинделі, який приводять у обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, який здійснює плоскі коливальні рухи, у циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні та зміцнюють її, відповідно до корисної моделі, обробку проводять при одночасному використанні енергії вібраційних та відцентрових сил, що впливають на робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляються при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності, дрібнодисперсне робоче середовище у вигляді шліфзерна зернистістю 200…40 та шліфпорошків зернистістю 32…16, а також абразивних та металевих гранул з розміром 2…15 мм, зволожене хімічно-активним розчином, поміщують у пружно змонтований на жорсткій опорі резервуар, що має U-подібну форму перерізу у площині коливань, оброблювані деталі поодинці або пакетами базують та закріплюють на розташованих рядами настановних пальцях багатомісного пристрою, сполученому з вертикальним шпинделем віброверстата зубчастою передачею двопарного зачеплення циліндричних коліс, резервуара від жорстко сполученого з ним інерційного віброзбуджувача надають коливальний рух з амплітудою 0,2…3,0 мм та частотою 30…70 Гц, багатомісний пристрій з оброблюваними деталями, сполучений зі шпинделем, за допомогою інерційного віброзбуджувача, встановленого на валу шпинделя, приводять у коливальний рух з амплітудою 0,2…3,0 мм та частотою 30…70 Гц, одночасно шпинделю надають обертальний рух із швидкістю 31,5…1400 об/хв та занурюють його у робочу зону резервуара з циркулюючим робочим середовищем, забезпечують мікрорізання та пружнопластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, проводять за рахунок використання раціональних поєднань значень амплітудно-частотних параметрів руху резервуара і значень швидкостей обертання шпинделя віброверстата, найменша відстань L між робочими поверхнями резервуара, тобто 1 UA 72100 U 5 10 15 20 25 30 35 40 45 50 55 60 його стінками та днищем, і поверхнями оброблюваних деталей для забезпечення нормальної циркуляції робочого середовища обирають з умови L>b де b - найбільший габаритний розмір оброблюваної деталі, висота Н резервуара приблизно дорівнює 3R, тобто Н≈3R, де R - радіус днища резервуара. Суть корисної моделі пояснюється кресленням, де показано пристрій для реалізації способу віброобробки деталей, який містить шпиндель 1, віброзбуджувачі 2, 3, багатомісний пристрій 4, віброгасники 5, пружну підвіску 6, жорстку опору 7, резервуар 8, робоче середовище 9, оброблювані деталі 10, настановні пальці 11, зубчасту передачу 12. Спосіб здійснюється наступним чином. Оброблювані деталі 10 базують та закріплюють на розташованих рядами настановних пальцях 11 багатомісного пристрою 4, змонтованому на віброгасниках 5 та сполученого зубчастою передачею 12 двопарного зачеплення циліндричних коліс зі шпинделем 1, якому, крім основного обертального руху, додають додатковий у горизонтальній площині коливальний рух за допомогою віброзбуджувача 2, розташованого на осі шпинделя 1, який спільно з багатомісним пристроєм 4 і оброблюваними деталями 10 поміщують у заповнену робочим середовищем 9 робочу зону, змонтованого за допомогою пружної підвіски 6 на жорсткій опорі 7, резервуара 8, якому надають коливальні рухи віброзбуджувачем 3. У результаті комплексного використання енергії вібраційних та відцентрових сил, що впливають на робоче середовище 9 і деталі 10 у вертикальній та горизонтальній площинах, проводять обробку, видаляють дефектний шар металу, досягають необхідної шорсткості поверхні, проводять її зміцнення. Приклад. Виконували операцію віброобробки деталей, необхідну для видалення задирок, скруглення гострих крайок та одночасного шліфування поверхні до R а=0,63 мкм на заготівках деталей загальномашинобудівного виробництва "втулка спеціальна" та "котушка". Розміри деталей: найбільший лінійний розмір - 100 мм; найбільший діаметральний розмір - 60 мм. Матеріал сталь 20 ГОСТ 1050-84. Дефекти поверхонь утворені попередніми операціями точіння та свердлення. Зовнішня поверхня заготівок складна, циліндричної, конічної, криволінійної та комбінованої форми із закритими уступами та сполученнями малими, до 5 мм радіусами. Партія сумісної обробки - 16 заготівок. Як робоче середовище використовувалися абразивні гранули ПТ10 ТУ 2-036-925-83, як рідкий компонент застосовувався хімічно-активний розчин на кислотній основі. Режими обробки: амплітуда та частота коливань резервуара 1,5…1,7 мм; 50 Гц; швидкість обертання шпинделя 800 об/хв.; амплітуда та частота коливань багатомісного пристрою 1,2…1,3 мм, 30 Гц. Машинний час обробки не перевищує 40 хвилин. Дефекти поверхні видалені повністю, досягнута потрібна кресленням шорсткість поверхні. Контроль якості обробки появу браку не встановив. Джерело інформації: 1. Бабичев А.П. Основы вибрационной технологии / А.П. Бабичев, И.А. Бабичев - Ростов-наДону, 2008.-694 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб віброобробки деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на шпинделі, який приводять у обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, який здійснює плоскі коливальні рухи, у циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні та зміцнюють її, який відрізняється тим, що обробку проводять при одночасному використанні енергії вібраційних та відцентрових сил, що впливають на робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляють при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності, дрібнодисперсне робоче середовище у вигляді шліфзерна зернистістю 200...40 та шліфпорошків зернистістю 32...16, а також абразивних та металевих гранул з розміром 2...15 мм, зволожене хімічно-активним розчином, поміщують у пружно змонтований на жорсткій опорі резервуар, що має U-подібну форму перерізу у площині коливань, оброблювані деталі поодинці або пакетами базують та закріплюють на розташованих рядами настановних пальцях багатомісного пристрою, сполученого з вертикальним шпинделем віброверстата зубчастою передачею двопарного зачеплення циліндричних коліс, резервуара від жорстко сполученого з ним інерційного віброзбуджувача надають коливальний рух з амплітудою 0,2...3,0 мм та частотою 30...70 Гц, багатомісний пристрій з оброблюваними деталями, сполучений зі шпинделем, за допомогою інерційного віброзбуджувача, 2 UA 72100 U 5 10 встановленого на валу шпинделя, приводять у коливальний рух з амплітудою 0,2...3,0 мм та частотою 30...70 Гц, одночасно шпинделю надають обертальний рух із швидкістю 31,5...1400 об/хв. та занурюють його у робочу зону резервуара з циркулюючим робочим середовищем, забезпечують мікрорізання та пружнопластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, проводять за рахунок використання раціональних поєднань значень амплітудно-частотних параметрів руху резервуара і значень швидкостей обертання шпинделя віброверстата, найменша відстань L між робочими поверхнями резервуара, тобто його стінками та днищем, і поверхнями оброблюваних деталей для забезпечення нормальної циркуляції робочого середовища, вибирають з умови L>b, дe b - найбільший габаритний розмір оброблюваної деталі, висота Н резервуара приблизно дорівнює 3R, тобто Н≈3R, де R - радіус днища резервуара. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vibration treatment of parts
Автори англійськоюMitsyk Andrii Volodymyrovych
Назва патенту російськоюСпособ виброобработки деталей
Автори російськоюМицык Андрей Владимирович
МПК / Мітки
МПК: B24B 31/06
Мітки: спосіб, віброобробки, деталей
Код посилання
<a href="https://ua.patents.su/5-72100-sposib-vibroobrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб віброобробки деталей</a>
Спосіб віброобробки деталей
Номер патенту: 66646
Опубліковано: 10.01.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: віброобробки, деталей, спосіб
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що в "U"-подібний резервуар поміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача надають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуара, в циркуляційних потоках якого мікрорізанням і пружнопластичним деформуванням проводять обробку деталей, видаляють дефектний шар металу, зменшують шорсткість поверхні деталей і...
Спосіб віброобробки деталей
Номер патенту: 30388
Опубліковано: 25.02.2008
Автор: Міцик Володимир Якович
МПК: B24B 31/00
Мітки: спосіб, деталей, віброобробки
Формула / Реферат:
Спосіб віброобробки деталей, який включає розміщення гранул робочого середовища, оброблюваних деталей та хімічно активного розчину у змонтованому на пружних підвісках резервуарі, який має U-подібну форму перерізу, а стінкам і днищу резервуара, що є його робочими поверхнями, за допомогою віброзбуджувача надають плаского коливального руху по двох взаємно перпендикулярних осях, утворюючи інтенсивне перемішування вмісту резервуара, у...
Спосіб віброобробки деталей
Номер патенту: 70392
Опубліковано: 11.06.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: деталей, спосіб, віброобробки
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на вертикальному шпинделі, який приводять в обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, що здійснює плоскі коливальні рухи, у циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу,...
Спосіб віброобробки деталей
Номер патенту: 69757
Опубліковано: 10.05.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: деталей, спосіб, віброобробки
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрій на вертикальному шпинделі, який приводять у обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, який здійснює плоскі коливальні рухи, у циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу,...
Спосіб віброобробки деталей
Номер патенту: 70391
Опубліковано: 11.06.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: віброобробки, спосіб, деталей
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на вертикальному шпинделі, який приводять в обертальний рух і занурюють у робочу зону підпружиненого резервуару, заповненого робочим середовищем, яке здійснює плоскі коливальні рухи, в циркуляційних потоках вмісту резервуару мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу,...
Попередній патент: Термоелектричний генераторний модуль
Наступний патент: Спосіб вентилювання сільськогосподарської продукції в сховищах
Випадковий патент: Лицювальний профіль