Спосіб віброобробки деталей
Формула / Реферат
Спосіб віброобробки деталей, який полягає в тому, що в "U"-подібний резервуар поміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача надають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуара, в циркуляційних потоках якого мікрорізанням і пружнопластичним деформуванням проводять обробку деталей, видаляють дефектний шар металу, зменшують шорсткість поверхні деталей і зміцнюють її, який відрізняється тим, що як робоче середовище застосовують дрібнозернисте робоче середовище у вигляді шліфпорошків різних марок, технічного скла, фарфору та ін. з розміром гранул не більше 2,0 мм, поміщують у змонтований на жорсткій опорі "U"-подібний резервуар, у нижній частині якого встановлені гідродинамічні пристрої, що формують струменевий рух потоків рідини, яка подається, оброблювані деталі групами базують і закріплюють на розташованих рядами встановлювальних пальцях багатомісної, жорсткозв'язаної з інерційним віброзбуджувачем коливальної системи, пружно встановленої на жорсткій опорі з можливістю занурення у робочу зону резервуара і виходу з неї до і після обробки, вал інерційного віброзбуджувача коливальної системи розташовують у безпосередній близькості до верхньої частини резервуара у подовжній площині, яка співпадає з його вертикальною віссю і перпендикулярна його поперечному перерізу, до гідродинамічного пристрою, що формує струменевий рух потоків, подають рідину під тиском і при витраті необхідному для надання робочому середовищу властивостей псевдозрідженості, коливальну систему із закріпленими в ній деталями за допомогою інерційного віброзбуджувача приводять у плоский коливальний рух за двома взаємно перпендикулярними осями X, У і занурюють у псевдозріджене робоче середовище, ущільнюють його коливаннями деталей з амплітудою 0,2…2,5 мм і частотою 50…70 Гц, зберігаючи стан відносного переміщення і взаємного тиску ущільненого середовища і деталей за рахунок чого забезпечують мікрорізання і пружнопластичне деформування процесу віброобробки.
Текст
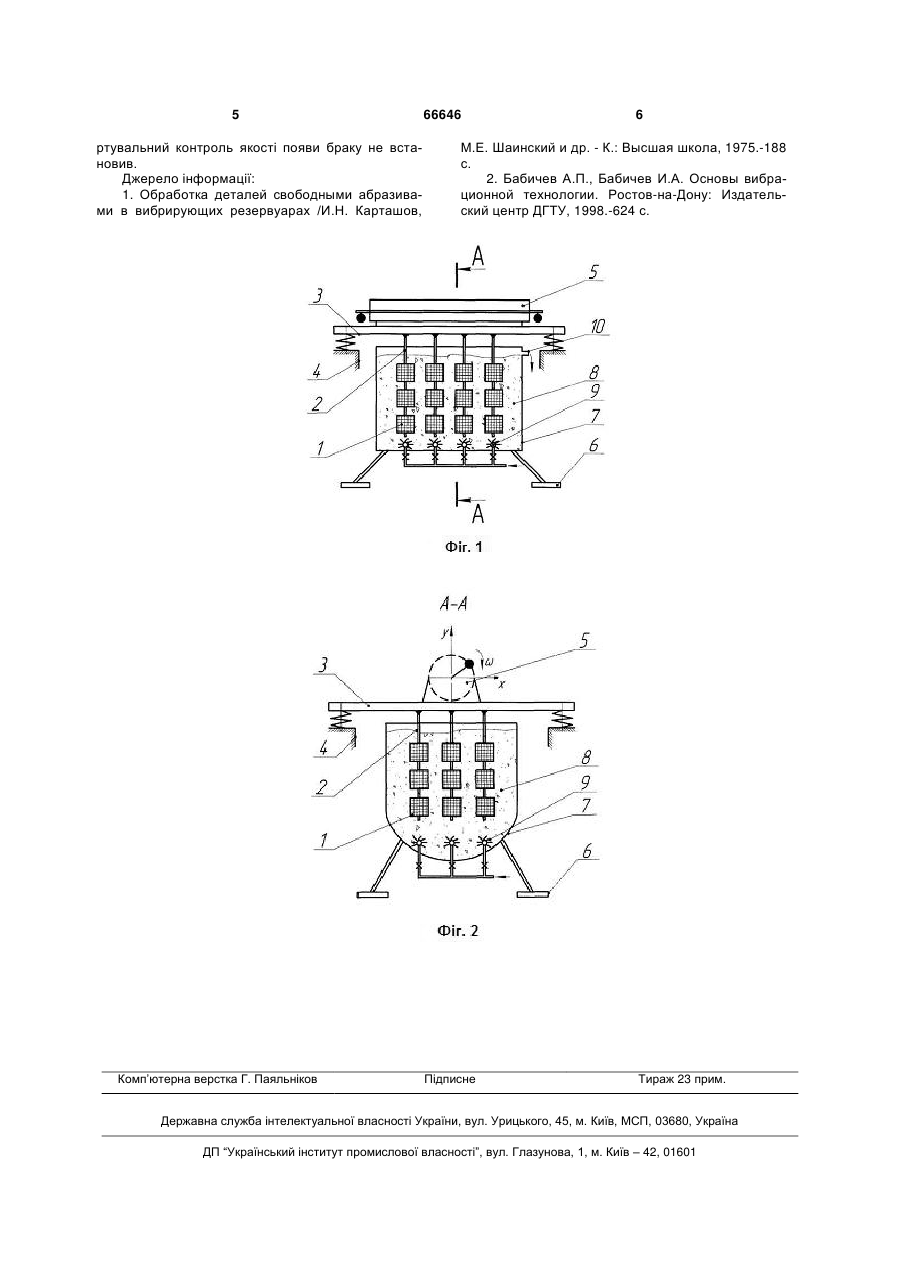
Спосіб віброобробки деталей, який полягає в тому, що в "U"-подібний резервуар поміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача надають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуара, в циркуляційних потоках якого мікрорізанням і пружнопластичним деформуванням проводять обробку деталей, видаляють дефектний шар металу, зменшують шорсткість поверхні деталей і зміцнюють її, який відрізняється тим, що як робоче середовище застосовують дрібнозернисте робоче середовище у вигляді шліфпорошків різних марок, технічного скла, фарфору та ін. з розміром гранул не більше 2,0 мм, поміщують у змонтований на жорсткій опорі "U"-подібний резервуар, у нижній частині якого встановлені гідродинамічні пристрої, що формують струменевий рух потоків рідини, яка подається, оброблювані деталі групами базують і закріп U 2 (19) 1 3 арі дрібнозернистих робочих середовищ з високим коефіцієнтом демпфування і використання їх при обробці корпусних деталей зі складною формою поверхні і важкодоступними для гранул з розмірами 5…30 мм, прийнятих у технологіях віброобробки. Також обробка корпусних деталей з поміщенням в резервуар "внасип" пов'язана з взаємними зіткненнями деталей в їх циркуляційному русі, що приводить до появи технологічного браку у вигляді забоїн, вм'ятин і інших дефектів поверхні. Крім того, обробка за відомим способом плоскісних деталей типу дисків і шестерень пов'язана з утворенням склепінь деталей, злипанням їх у пакети і взаємним перекриттям оброблюваних поверхонь, що викликає заклинювання вмісту резервуару і появу 15…20 % браку обробки. В основу корисної моделі поставлено задачу удосконалення способу віброобробки, його управління і розширення технологічних можливостей шляхом того, що оброблювані деталі поміщують у резервуар з дрібнозернистим робочим середовищем у вигляді шліфпорошків різних марок, технічного скла, фарфору та ін. з розміром гранул не більш 2,0 мм, надають їм плоский коливальний рух за двома взаємно перпендикулярними осями X, У, середовище одночасно ущільнюють коливаннями деталей і розущільнюють струменевим рухом потоків рідини, періодично подаючи її в резервуар і регулюючи тиск і витрату з умови технологічної необхідності зміни стану середовища від рівноваженого до псевдозрідженого. Поставлена задача вирішується тим, що у способі віброобробки деталей, який полягає в тому, що в "U"-подібний резервуар поміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача надають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуара, в циркуляційних потоках якого мікрорізанням і пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні деталей і зміцнюють її, згідно корисної моделі, як робоче середовище використовують дрібнозернисте робоче середовище у вигляді шліфпорошків різних марок технічного скла, фарфору та ін. з розміром гранул не більш 2,0 мм, яке поміщують у змонтований на жорсткій опорі "U" подібний резервуар, в нижній частині якого встановлюють гідродинамічні пристрої, якими формують струменевий рух потоків рідини, яка подається, оброблювані деталі групами базують і закріплюють на розташованих рядами встановлювальних пальцях багатомісної, жорстко пов'язаною з інерційним віброзбуджувачем, коливальної системи, пружно встановленої на жорсткій опорі з можливістю занурення у робочу зону резервуару і виходу з неї до і після обробки, вал інерційного віброзбуджувача коливальної системи розташовують в безпосередній близькості до верхньої частини резервуару, у подовжній площині, яка співпадає з його вертикальною віссю і перпендикулярна його поперечному перерізу, до гідродинамічного пристрою, що формує струменевий рух потоків, подають рідину під тиском і при витраті, необхідній для надання робочому середовищу властивостей 66646 4 псевдозрідженості, коливальну систему із закріпленими в ній деталями за допомогою інерційного віброзбуджувача приводять у плоский коливальний рух за двома взаємноперпендикулярними осями X, У і занурюють у псевдозріджені шари робочого середовища, ущільнюють її коливаннями деталей з амплітудою 0,2…2,5 мм і частотою 50…70 Гц, зберігають стан відносного переміщення і взаємного тиску ущільненого середовища і деталей, забезпечуючи мікрорізання і пружнопластичне деформування процесу віброобробки. Суть корисної моделі пояснюється ілюстраційним матеріалом, де на фіг. 1, 2 показано схему пристрою для реалізації способу віброобробки деталей, який містить оброблювані деталі 1, встановлювальні пальці 2; коливальну систему 3; опору 4 коливальної системи 3, віброзбуджувач 5, основу 6 резервуара 7, робоче середовище 8; гідродинамічні пристрої 9, відвід 10. Спосіб здійснюється наступний чином: оброблювальні деталі 1 групами базують і закріплюють на встановлювальних пальцях 2 коливальної системи 3, пружно встановленій на жорсткий опорі 4. Включають віброзбуджувач 5 коливальної системи 3, яку спільно з деталями 1 поміщують в робочу зону резервуара 7, встановленого на основі 6 і заповненого дрібнозернистим робочим середовищем 8, плоскими коливаннями деталей 1 за двома взаємно перпендикулярними осям X, У ущільнюють робоче середовище 8 до стану, при якому ще не припиняються загасання відносного переміщення і взаємного тиску середовища 8 і деталей 1. У результаті проводять обробку, видаляють дефектний шар металу, досягають потрібної шорсткості поверхні, та зміцнюють її. Далі до гідродинамічних пристроїв 9 під тиском подають рідину і, регулюючи її витрату струменевим рухом потоків, ущільнюють середовище 8 до стану псевдозрідження. Відпрацьована рідина під дією коливання зосереджується у верхній частині резервуара 7 над ущільненим середовищем 8, а надлишок рідини через відвід 10 витікає у відстійник. При виключенні виброзбуджувача 5 коливальну систему 3 витягують із резервуара 7 і оброблені деталі 1 видаляють із встановлювальних пальців 2. Приклад. Виконували операцію видалення задирка з висотою не більш 0,15 мм, скруглення гострих крайок після попередньої обробки на металорізальних верстатах і подальше шліфування поверхні деталей "корпус механізму гідросистеми" до Rа = 0,63мкм. Матеріал деталь Ал-9 ГОСТ 1583-93. Форма складна, мають місце ніші, кишені, глухі та наскрізні отвори, різнопрофільна поверхня, яка утворена сполученням малих радіусів з важкодоступними для обробки ділянками. Розміри 90×80×70 мм. Початкова шорсткість поверхні Rа=2,5мкм. Обробка проводилася на віброверстаті, об'єм резервуару якого дозволяв одночасно розмістити 12 деталей. Як робоче середовище використовувався шліфпорошок - корунд кремнію чорний. Режими рух віброзбуджувача: амплітуда 1,5…1,6мм; частота 50 Гц. Машинний час обробки 45 хв. Дефекти поверхні видалені повністю, досягнута потрібна шорсткість поверхні. Поверхня деталей зберегла природний відтінок матеріалу. Со 5 ртувальний контроль якості появи браку не встановив. Джерело інформації: 1. Обработка деталей свободными абразивами в вибрирующих резервуарах /И.Н. Карташов, Комп’ютерна верстка Г. Паяльніков 66646 6 М.Е. Шаинский и др. - К.: Высшая школа, 1975.-188 с. 2. Бабичев А.П., Бабичев И.А. Основы вибрационной технологии. Ростов-на-Дону: Издательский центр ДГТУ, 1998.-624 с. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for vibration processing parts
Автори англійськоюMitsyk Andrii Volodymyrovych
Назва патенту російськоюСпособ виброобработки деталей
Автори російськоюМицык Андрей Владимирович
МПК / Мітки
МПК: B24B 31/06
Мітки: спосіб, деталей, віброобробки
Код посилання
<a href="https://ua.patents.su/3-66646-sposib-vibroobrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб віброобробки деталей</a>
Спосіб віброобробки деталей
Номер патенту: 30388
Опубліковано: 25.02.2008
Автор: Міцик Володимир Якович
МПК: B24B 31/00
Мітки: віброобробки, спосіб, деталей
Формула / Реферат:
Спосіб віброобробки деталей, який включає розміщення гранул робочого середовища, оброблюваних деталей та хімічно активного розчину у змонтованому на пружних підвісках резервуарі, який має U-подібну форму перерізу, а стінкам і днищу резервуара, що є його робочими поверхнями, за допомогою віброзбуджувача надають плаского коливального руху по двох взаємно перпендикулярних осях, утворюючи інтенсивне перемішування вмісту резервуара, у...
Спосіб віброобробки деталей
Номер патенту: 34364
Опубліковано: 11.08.2008
Автор: Міцик Володимир Якович
МПК: B24B 31/06
Мітки: спосіб, віброобробки, деталей
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що у змонтованому на пружинній підвісці резервуарі U-подібної форми перерізу розміщують гранули робочого середовища, оброблювані деталі і хімічно активний розчин, робочим поверхням резервуара за допомогою інерційного віброзбуджувача надають плаского коливального руху по двох взаємно перпендикулярних осях х і у, створюючи інтенсивне перемішування вмісту резервуара, при відносному переміщенні і...
Спосіб віброобробки дрібногабаритних площинних деталей
Номер патенту: 50782
Опубліковано: 25.06.2010
Автор: Міцик Володимир Якович
МПК: B24B 31/06
Мітки: деталей, спосіб, дрібногабаритних, площинних, віброобробки
Формула / Реферат:
Спосіб віброобробки дрібногабаритних площинних деталей, який полягає в тому, що у встановленому на пружній підвісці резервуарі із U-подібною формою поперечного перерізу розміщують гранули робочого середовища, оброблювані деталі і хімічно активний розчин, поверхням стінок і днища резервуара інерційним віброзбуджувачем надають плоского коливального руху, створюють інтенсивне перемішування вмісту резервуара, при відносному переміщенні і...
Спосіб віброобробки деталей

Номер патенту: 64700
Опубліковано: 10.11.2011
Автори: Міцик Андрій Володимирович, Міцик Володимир Якович
МПК: B24B 31/06
Мітки: віброобробки, спосіб, деталей
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що гранули робочого середовища з розміром 5...30 мм, оброблювані деталі і хімічно-активний розчин поміщують у пружно змонтований U-подібний резервуар, оснащений дефлектором прямолінійної форми в неактивній для обробки зоні, який жорстко сполучений з резервуаром і розташований вертикально на осі його симетрії, що сприяє виникненню і формуванню у шарі робочого середовища зустрічно рухомих...
Спосіб автоматичної віброобробки металевих деталей
Номер патенту: 56421
Опубліковано: 15.05.2003
Автори: Шеремет Олексій Іванович, Панкратов Анатолій Іванович
МПК: C21D 1/04
Мітки: металевих, автоматичної, деталей, спосіб, віброобробки
Формула / Реферат:
Спосіб автоматичної віброобробки металевих деталей, що включає періодичний вплив механічними імпульсами визначених форм, що мають обмежений частотний спектр впливу з рівними амплітудами гармонік S0, безперервний контроль зсуву резонансних частот деталі і припинення впливу при зникненні зсуву резонансних частот, який відрізняється тим, що виконують безперервний контроль величин діапазонів
Попередній патент: Пристрій для піднесення чисел до квадрата за модулями mi класу лишків
Наступний патент: Спосіб прогнозування хронічної ниркової недостатності при гематуричній формі хронічного гломерулонефриту у дітей
Випадковий патент: Спосіб очищення стічних вод полігонів твердих побутових відходів