Установка для обробки паперових аркушів з двостороннім друком і спосіб обробки надрукованих паперових аркушів (варіанти)
Формула / Реферат
1. Установка для обробки паперових аркушів з двостороннім друком, зокрема, цінних паперів, що містить пристрій для послідовної подачі аркушів, засоби транспортування, засоби обробки вказаних аркушів і засоби сортування аркушів щонайменше на дві окремі стопки, яка відрізняється тим, що містить засоби контролю якості друку, засоби нанесення серійних номерів і/або додаткових елементів, засоби контролю нанесених номерів і/або зображення додаткових елементів, засоби маркування аркушів, відбракованих засобами контролю якості.
2. Установка за п. 1, яка відрізняється тим, що містить пристрій перевірки маркування відбракованих аркушів.
3. Установка за будь-яким з пп. 1 або 2, яка відрізняється тим, що виконана з можливістю нанесення на кожний аркуш окремих надрукованих елементів, об'єднаних в m ліній та n колонок.
4. Установка за п. 3, яка відрізняється тим, що виконана з можливістю нанесення номерів послідовно на елементи того аркуша, всі елементи якого визнані придатними при контролі якості друку, при цьому засоби для нанесення серійних номерів відключені при проходженні бракованого аркуша.
5. Установка за п. 3, яка відрізняється тим, що виконана з можливістю нанесення серійних номерів послідовно пристроями для нанесення серійних номерів на елементи аркушів,визнаних придатними при контролі якості друку, при цьому браковані елементи марковані спеціальним знаком пристроями для нанесення номерів.
6. Установка за будь-яким з пп. 1-5, яка відрізняється тим, що засоби контролю якості друку містять оптоелектронні засоби контролю, виконані з можливістю контролю якості шляхом відбиття кожної сторони аркуша і шляхом просвічування.
7. Установка за будь-яким з пп. 1-6, яка відрізняється тим, що засоби контролю якості друку містять оптоелектронні засоби контролю наявності і якості елементів, не видимих неозброєним оком.
8. Установка за будь-яким з пп. 1-7, яка відрізняється тим, що засоби контролю якості друку містять першу групу роторних вузлів захвату аркушів, які обертаються навколо першої осі, другу групу роторних вузлів захвату аркушів, які обертаються навколо другої осі, паралельної першій осі, при цьому обидві групи обертаються синхронно у протилежних напрямах, а переміщення аркуша від першої групи до другої здійснене вздовж контактної твірної кругових траєкторій, які описують вказані вузли таким чином, що кожний аркуш описує S-подібну траєкторію, повертаючись почергово кожною з своїх сторін до оптоелектронних засобів контролю якості шляхом відбиття, один з оптоелектронних засобів контролю шляхом відбиття розташований між круговою траєкторією, що описує аркуш навколо однієї з осей обертання, і вказаною віссю, інший оптоелектронний засіб контролю шляхом відбиття розташований між круговою траєкторією, що описує аркуш навколо другої осі обертання, і вказаною віссю, при цьому оптоелектронний пристрій контролю шляхом просвічування також розташований між однією з кругових траєкторій і відповідною віссю обертання.
9. Установка за п. 8, яка відрізняється тим, що роторні вузли встановлені на стінці станини, при цьому стінка перпендикулярна осям обертання, а оптоелектронні засоби контролю якості встановлені на рухомому елементі стінки, паралельному і протилежному першій стінці, при цьому рухомий елемент має засоби, які забезпечують його переміщення паралельно осям обертання, щоб забезпечувати обслуговування та заміну вказаних оптоелектронних засобів контролю якості в залежності від типу здійснюваного контролю.
10. Установка за п. 9, яка відрізняється тим, що засоби контролю якості друку встановлені на двох взаємозамінних рухомих елементах стінки, при цьому на кожному елементі стінки встановлені оптоелектронні засоби контролю різного типу, що дозволяє змінювати тип контролю.
11. Спосіб обробки паперових аркушів з двостороннім друком, зокрема, цінних паперів, який полягає у тому, що послідовно подають паперові аркуші, здійснюють переміщення аркушів до вузлів установки та їх обробку, а також сортування аркушів щонайменше на дві окремі стопки, який відрізняється тим, що на кроці обробки аркушів здійснюють нанесення серійних номерів і/або додаткових елементів, контроль нанесених серійних номерів і/або додаткових елементів.
12. Спосіб за п. 11, який відрізняється тим, що після кроку обробки аркушів здійснюють контроль якості друку для виділення відбракованих аркушів і маркування аркушів, відбракованих при контролі якості друку.
13. Спосіб за п. 12, який відрізняється тим, що здійснюють перевірку маркування відбракованих аркушів.
14. Спосіб за будь-яким з пп. 11-13, який відрізняється тим, що на кожний аркуш наносять окремі надруковані елементи, об'єднані в m ліній та n колонок.
15. Спосіб за п. 13, який відрізняється тим, що нанесення номерів здійснюють послідовно на елементи того аркуша, всі елементи якого визнані придатними при контролі якості друку, і при проходженні бракованого аркуша відключають засоби нанесення серійних номерів.
16. Спосіб за п. 13, який відрізняється тим, що нанесення номерів здійснюють послідовно електронними пристроями для нанесення серійних номерів на елементи аркушів, визнаних придатними при контролі якості друку, при цьому браковані елементи маркують спеціальним знаком пристроями для нанесення серійних номерів.
17. Спосіб за будь-яким з пп. 11-16, який відрізняється тим, що для контролю якості друку використовують оптоелектронні засоби контролю, виконані з можливістю контролю якості друку шляхом відбиття кожної сторони аркуша і шляхом просвічування.
18. Спосіб за будь-яким з пп. 11-17, який відрізняється тим, що як засоби контролю якості друку використовують оптоелектронні засоби контролю наявності і якості елементів, не видимих неозброєним оком.
19. Спосіб обробки паперових аркушів з двостороннім друком, зокрема, цінних паперів, який полягає у тому, що послідовно подають паперові аркуші, здійснюють переміщення аркушів до вузлів установки та їх обробку, а також сортування аркушів щонайменше на дві окремі стопки, який відрізняється тим, що при обробці аркушів здійснюють контроль якості друку.
Текст
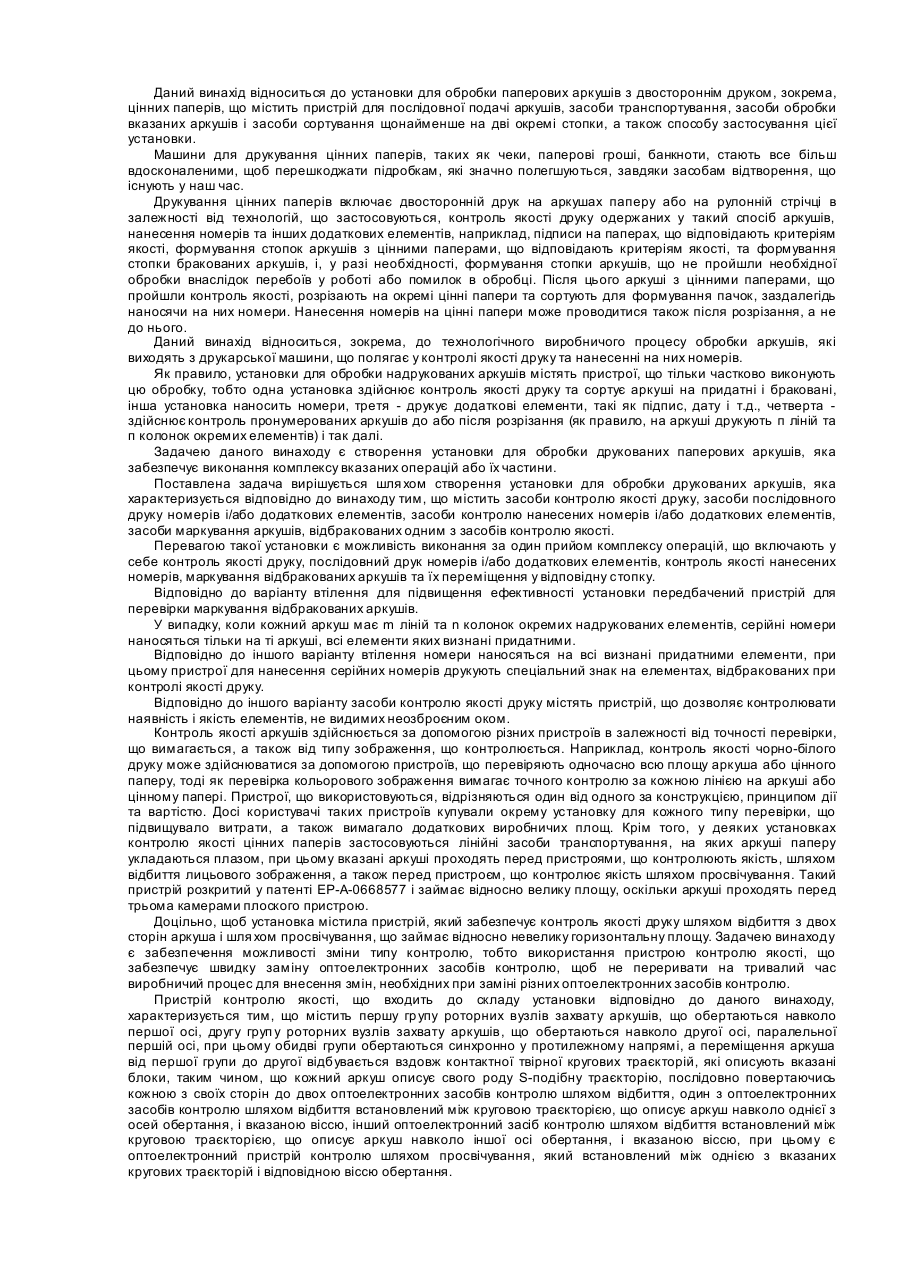
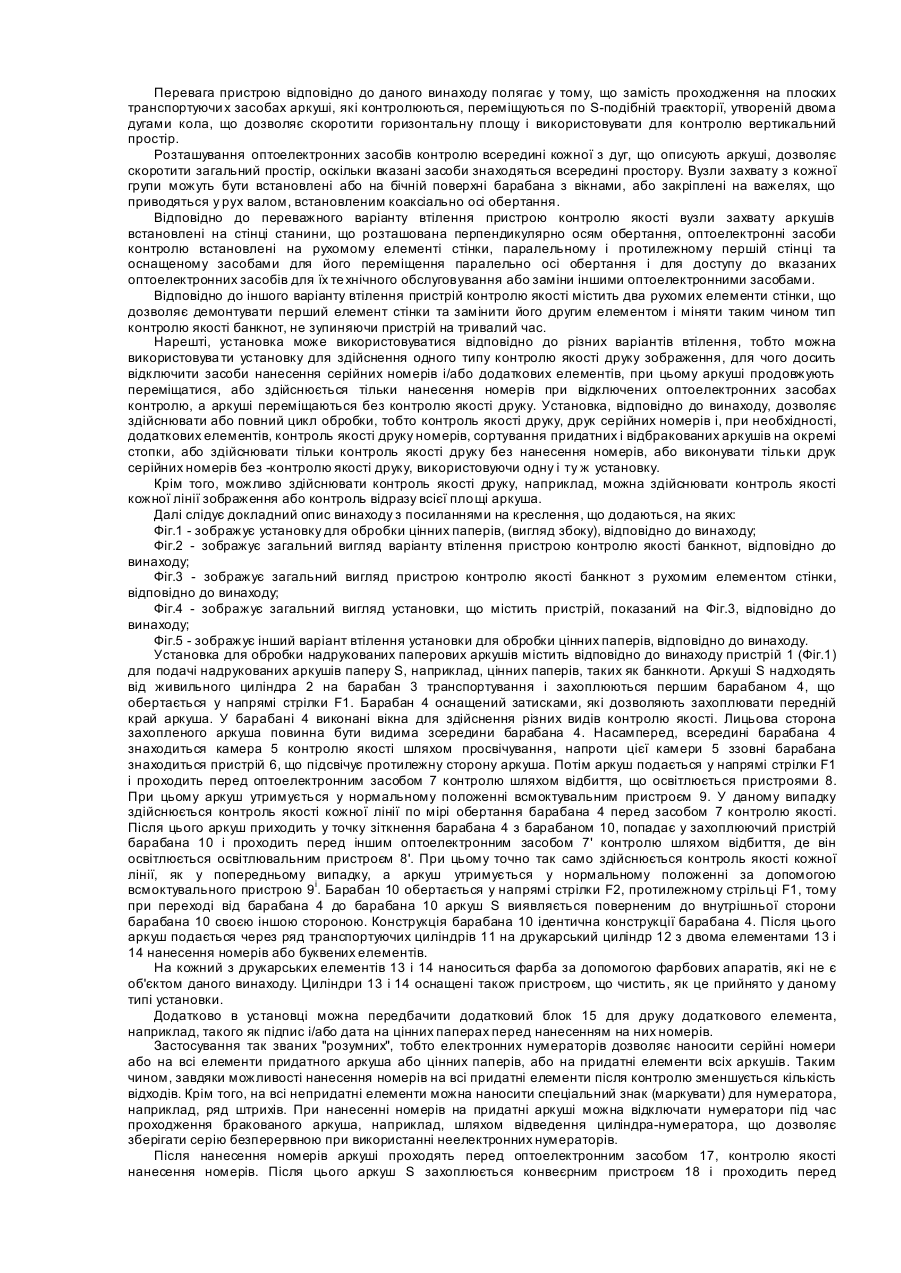
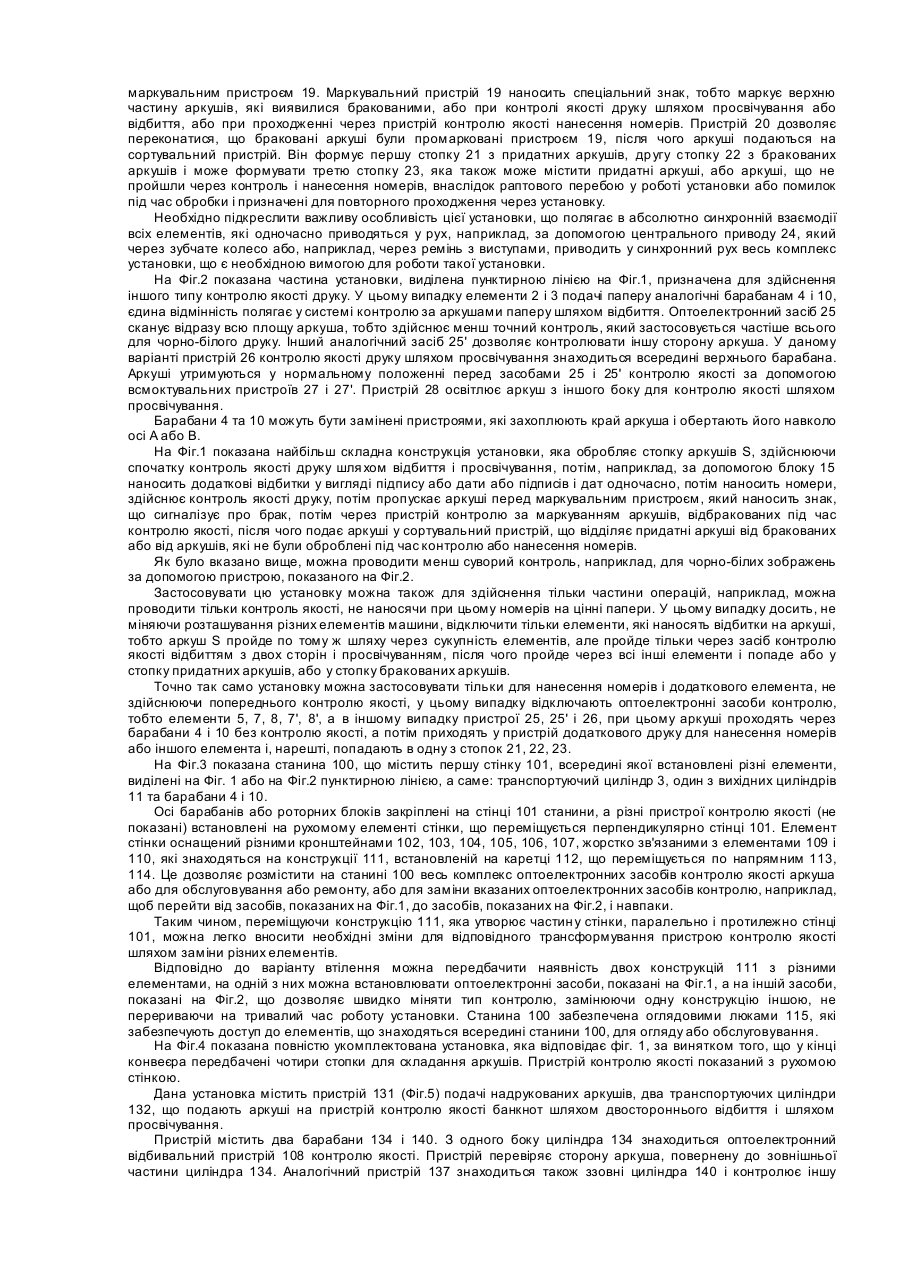
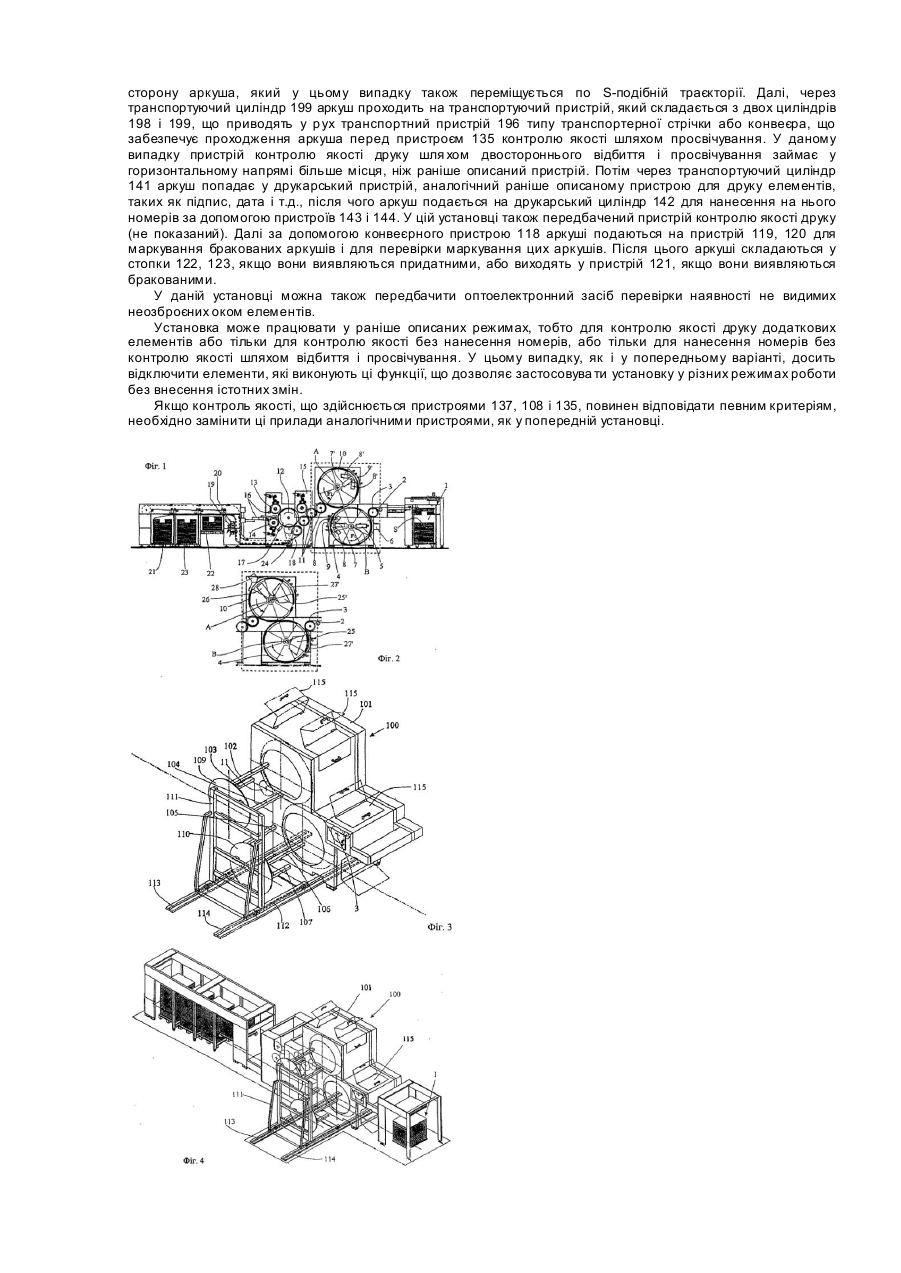
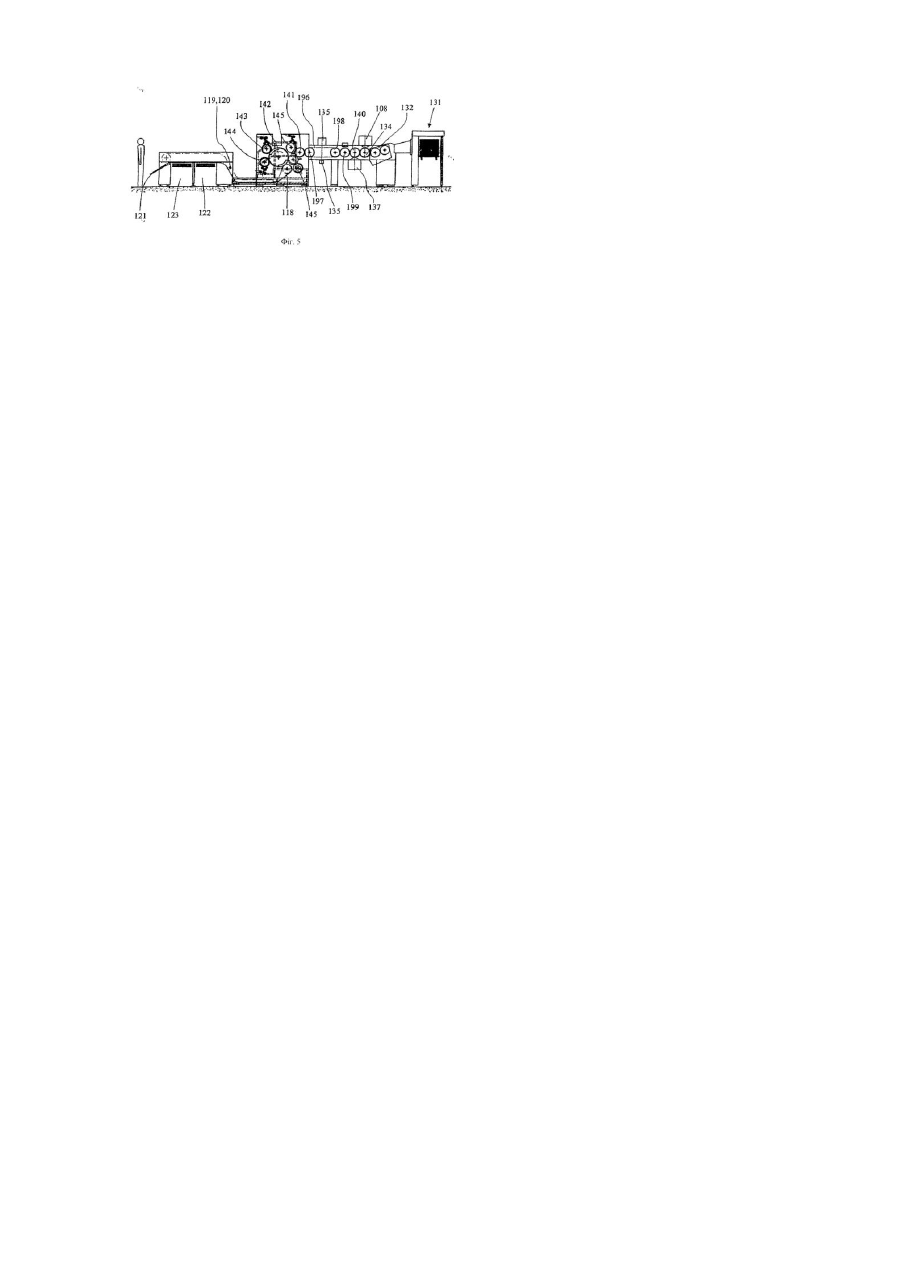
Даний винахід відноситься до установки для обробки паперових аркушів з двостороннім друком, зокрема, цінних паперів, що містить пристрій для послідовної подачі аркушів, засоби транспортування, засоби обробки вказаних аркушів і засоби сортування щонайменше на дві окремі стопки, а також способу застосування цієї установки. Машини для друкування цінних паперів, таких як чеки, паперові гроші, банкноти, стають все більш вдосконаленими, щоб перешкоджати підробкам, які значно полегшуються, завдяки засобам відтворення, що існують у наш час. Друкування цінних паперів включає двосторонній друк на аркушах паперу або на рулонній стрічці в залежності від технологій, що застосовуються, контроль якості друку одержаних у такий спосіб аркушів, нанесення номерів та інших додаткових елементів, наприклад, підписи на паперах, що відповідають критеріям якості, формування стопок аркушів з цінними паперами, що відповідають критеріям якості, та формування стопки бракованих аркушів, і, у разі необхідності, формування стопки аркушів, що не пройшли необхідної обробки внаслідок перебоїв у роботі або помилок в обробці. Після цього аркуші з цінними паперами, що пройшли контроль якості, розрізають на окремі цінні папери та сортують для формування пачок, заздалегідь наносячи на них номери. Нанесення номерів на цінні папери може проводитися також після розрізання, а не до нього. Даний винахід відноситься, зокрема, до технологічного виробничого процесу обробки аркушів, які виходять з друкарської машини, що полягає у контролі якості друку та нанесенні на них номерів. Як правило, установки для обробки надрукованих аркушів містять пристрої, що тільки частково виконують цю обробку, тобто одна установка здійснює контроль якості друку та сортує аркуші на придатні і браковані, інша установка наносить номери, третя - друкує додаткові елементи, такі як підпис, дату і т.д., четверта здійснює контроль пронумерованих аркушів до або після розрізання (як правило, на аркуші друкують п ліній та п колонок окремих елементів) і так далі. Задачею даного винаходу є створення установки для обробки друкованих паперових аркушів, яка забезпечує виконання комплексу вказаних операцій або їх частини. Поставлена задача вирішується шля хом створення установки для обробки друкованих аркушів, яка характеризується відповідно до винаходу тим, що містить засоби контролю якості друку, засоби послідовного друку номерів і/або додаткових елементів, засоби контролю нанесених номерів і/або додаткових елементів, засоби маркування аркушів, відбракованих одним з засобів контролю якості. Перевагою такої установки є можливість виконання за один прийом комплексу операцій, що включають у себе контроль якості друку, послідовний друк номерів і/або додаткових елементів, контроль якості нанесених номерів, маркування відбракованих аркушів та їх переміщення у відповідну стопку. Відповідно до варіанту втілення для підвищення ефективності установки передбачений пристрій для перевірки маркування відбракованих аркушів. У випадку, коли кожний аркуш має m ліній та n колонок окремих надрукованих елементів, серійні номери наносяться тільки на ті аркуші, всі елементи яких визнані придатними. Відповідно до іншого варіанту втілення номери наносяться на всі визнані придатними елементи, при цьому пристрої для нанесення серійних номерів друкують спеціальний знак на елементах, відбракованих при контролі якості друку. Відповідно до іншого варіанту засоби контролю якості друку містять пристрій, що дозволяє контролювати наявність і якість елементів, не видимих неозброєним оком. Контроль якості аркушів здійснюється за допомогою різних пристроїв в залежності від точності перевірки, що вимагається, а також від типу зображення, що контролюється. Наприклад, контроль якості чорно-білого друку може здійснюватися за допомогою пристроїв, що перевіряють одночасно всю площу аркуша або цінного паперу, тоді як перевірка кольорового зображення вимагає точного контролю за кожною лінією на аркуші або цінному папері. Пристрої, що використовуються, відрізняються один від одного за конструкцією, принципом дії та вартістю. Досі користувачі таких пристроїв купували окрему установку для кожного типу перевірки, що підвищувало витрати, а також вимагало додаткових виробничих площ. Крім того, у деяких установках контролю якості цінних паперів застосовуються лінійні засоби транспортування, на яких аркуші паперу укладаються плазом, при цьому вказані аркуші проходять перед пристроями, що контролюють якість, шляхом відбиття лицьового зображення, а також перед пристроєм, що контролює якість шляхом просвічування. Такий пристрій розкритий у патенті ЕР-А-0668577 і займає відносно велику площу, оскільки аркуші проходять перед трьома камерами плоского пристрою. Доцільно, щоб установка містила пристрій, який забезпечує контроль якості друку шляхом відбиття з двох сторін аркуша і шля хом просвічування, що займає відносно невелику горизонтальну площу. Задачею винаходу є забезпечення можливості зміни типу контролю, тобто використання пристрою контролю якості, що забезпечує швидку заміну оптоелектронних засобів контролю, щоб не переривати на тривалий час виробничий процес для внесення змін, необхідних при заміні різних оптоелектронних засобів контролю. Пристрій контролю якості, що входить до складу установки відповідно до даного винаходу, характеризується тим, що містить першу гр упу роторних вузлів захвату аркушів, що обертаються навколо першої осі, другу груп у роторних вузлів захвату аркушів, що обертаються навколо другої осі, паралельної першій осі, при цьому обидві групи обертаються синхронно у протилежному напрямі, а переміщення аркуша від першої групи до другої відбувається вздовж контактної твірної кругових траєкторій, які описують вказані блоки, таким чином, що кожний аркуш описує свого роду S-подібну траєкторію, послідовно повертаючись кожною з своїх сторін до двох оптоелектронних засобів контролю шляхом відбиття, один з оптоелектронних засобів контролю шляхом відбиття встановлений між круговою траєкторією, що описує аркуш навколо однієї з осей обертання, і вказаною віссю, інший оптоелектронний засіб контролю шляхом відбиття встановлений між круговою траєкторією, що описує аркуш навколо іншої осі обертання, і вказаною віссю, при цьому є оптоелектронний пристрій контролю шляхом просвічування, який встановлений між однією з вказаних кругових траєкторій і відповідною віссю обертання. Перевага пристрою відповідно до даного винаходу полягає у тому, що замість проходження на плоских транспортуючи х засобах аркуші, які контролюються, переміщуються по S-подібній траєкторії, утвореній двома дугами кола, що дозволяє скоротити горизонтальну площу і використовувати для контролю вертикальний простір. Розташування оптоелектронних засобів контролю всередині кожної з дуг, що описують аркуші, дозволяє скоротити загальний простір, оскільки вказані засоби знаходяться всередині простору. Вузли захвату з кожної групи можуть бути встановлені або на бічній поверхні барабана з вікнами, або закріплені на важелях, що приводяться у рух валом, встановленим коаксіально осі обертання. Відповідно до переважного варіанту втілення пристрою контролю якості вузли захвату аркушів встановлені на стінці станини, що розташована перпендикулярно осям обертання, оптоелектронні засоби контролю встановлені на рухомому елементі стінки, паралельному і протилежному першій стінці та оснащеному засобами для його переміщення паралельно осі обертання і для доступу до вказаних оптоелектронних засобів для їх те хнічного обслуговування або заміни іншими оптоелектронними засобами. Відповідно до іншого варіанту втілення пристрій контролю якості містить два рухомих елементи стінки, що дозволяє демонтувати перший елемент стінки та замінити його другим елементом і міняти таким чином тип контролю якості банкнот, не зупиняючи пристрій на тривалий час. Нарешті, установка може використовуватися відповідно до різних варіантів втілення, тобто можна використовува ти установку для здійснення одного типу контролю якості друку зображення, для чого досить відключити засоби нанесення серійних номерів і/або додаткових елементів, при цьому аркуші продовжують переміщатися, або здійснюється тільки нанесення номерів при відключених оптоелектронних засобах контролю, а аркуші переміщаються без контролю якості друку. Установка, відповідно до винаходу, дозволяє здійснювати або повний цикл обробки, тобто контроль якості друку, друк серійних номерів і, при необхідності, додаткових елементів, контроль якості друку номерів, сортування придатних і відбракованих аркушів на окремі стопки, або здійснювати тільки контроль якості друку без нанесення номерів, або виконувати тільки друк серійних номерів без -контролю якості друку, використовуючи одну і ту ж установку. Крім того, можливо здійснювати контроль якості друку, наприклад, можна здійснювати контроль якості кожної лінії зображення або контроль відразу всієї площі аркуша. Далі слідує докладний опис винаходу з посиланнями на креслення, що додаються, на яких: Фіг.1 - зображує установку для обробки цінних паперів, (вигляд збоку), відповідно до винаходу; Фіг.2 - зображує загальний вигляд варіанту втілення пристрою контролю якості банкнот, відповідно до винаходу; Фіг.3 - зображує загальний вигляд пристрою контролю якості банкнот з рухомим елементом стінки, відповідно до винаходу; Фіг.4 - зображує загальний вигляд установки, що містить пристрій, показаний на Фіг.3, відповідно до винаходу; Фіг.5 - зображує інший варіант втілення установки для обробки цінних паперів, відповідно до винаходу. Установка для обробки надрукованих паперових аркушів містить відповідно до винаходу пристрій 1 (Фіг.1) для подачі надрукованих аркушів паперу S, наприклад, цінних паперів, таких як банкноти. Аркуші S надходять від живильного циліндра 2 на барабан 3 транспортування і захоплюються першим барабаном 4, що обертається у напрямі стрілки F1. Барабан 4 оснащений затисками, які дозволяють захоплювати передній край аркуша. У барабані 4 виконані вікна для здійснення різних видів контролю якості. Лицьова сторона захопленого аркуша повинна бути видима зсередини барабана 4. Насамперед, всередині барабана 4 знаходиться камера 5 контролю якості шляхом просвічування, напроти цієї камери 5 ззовні барабана знаходиться пристрій 6, що підсвічує протилежну сторону аркуша. Потім аркуш подається у напрямі стрілки F1 і проходить перед оптоелектронним засобом 7 контролю шляхом відбиття, що освітлюється пристроями 8. При цьому аркуш утримується у нормальному положенні всмоктувальним пристроєм 9. У даному випадку здійснюється контроль якості кожної лінії по мірі обертання барабана 4 перед засобом 7 контролю якості. Після цього аркуш приходить у точку зіткнення барабана 4 з барабаном 10, попадає у захоплюючий пристрій барабана 10 і проходить перед іншим оптоелектронним засобом 7' контролю шляхом відбиття, де він освітлюється освітлювальним пристроєм 8'. При цьому точно так само здійснюється контроль якості кожної лінії, як у попередньому випадку, а аркуш утримується у нормальному положенні за допомогою всмоктувального пристрою 9і. Барабан 10 обертається у напрямі стрілки F2, протилежному стрільці F1, тому при переході від барабана 4 до барабана 10 аркуш S виявляється поверненим до внутрішньої сторони барабана 10 своєю іншою стороною. Конструкція барабана 10 ідентична конструкції барабана 4. Після цього аркуш подається через ряд транспортуючих циліндрів 11 на друкарський циліндр 12 з двома елементами 13 і 14 нанесення номерів або буквених елементів. На кожний з друкарських елементів 13 і 14 наноситься фарба за допомогою фарбових апаратів, які не є об'єктом даного винаходу. Циліндри 13 і 14 оснащені також пристроєм, що чистить, як це прийнято у даному типі установки. Додатково в установці можна передбачити додатковий блок 15 для друку додаткового елемента, наприклад, такого як підпис і/або дата на цінних паперах перед нанесенням на них номерів. Застосування так званих "розумних", тобто електронних нумераторів дозволяє наносити серійні номери або на всі елементи придатного аркуша або цінних паперів, або на придатні елементи всіх аркушів. Таким чином, завдяки можливості нанесення номерів на всі придатні елементи після контролю зменшується кількість відходів. Крім того, на всі непридатні елементи можна наносити спеціальний знак (маркувати) для нумератора, наприклад, ряд штрихів. При нанесенні номерів на придатні аркуші можна відключати нумератори під час проходження бракованого аркуша, наприклад, шляхом відведення циліндра-нумератора, що дозволяє зберігати серію безперервною при використанні неелектронних нумераторів. Після нанесення номерів аркуші проходять перед оптоелектронним засобом 17, контролю якості нанесення номерів. Після цього аркуш S захоплюється конвеєрним пристроєм 18 і проходить перед маркувальним пристроєм 19. Маркувальний пристрій 19 наносить спеціальний знак, тобто маркує верхню частину аркушів, які виявилися бракованими, або при контролі якості друку шляхом просвічування або відбиття, або при проходженні через пристрій контролю якості нанесення номерів. Пристрій 20 дозволяє переконатися, що браковані аркуші були промарковані пристроєм 19, після чого аркуші подаються на сортувальний пристрій. Він формує першу стопку 21 з придатних аркушів, др угу стопку 22 з бракованих аркушів і може формувати третю стопку 23, яка також може містити придатні аркуші, або аркуші, що не пройшли через контроль і нанесення номерів, внаслідок раптового перебою у роботі установки або помилок під час обробки і призначені для повторного проходження через установку. Необхідно підкреслити важливу особливість цієї установки, що полягає в абсолютно синхронній взаємодії всіх елементів, які одночасно приводяться у рух, наприклад, за допомогою центрального приводу 24, який через зубчате колесо або, наприклад, через ремінь з виступами, приводить у синхронний рух весь комплекс установки, що є необхідною вимогою для роботи такої установки. На Фіг.2 показана частина установки, виділена пунктирною лінією на Фіг.1, призначена для здійснення іншого типу контролю якості друку. У цьому випадку елементи 2 і 3 подачі паперу аналогічні барабанам 4 і 10, єдина відмінність полягає у системі контролю за аркушами паперу шляхом відбиття. Оптоелектронний засіб 25 сканує відразу всю площу аркуша, тобто здійснює менш точний контроль, який застосовується частіше всього для чорно-білого друку. Інший аналогічний засіб 25' дозволяє контролювати іншу сторону аркуша. У даному варіанті пристрій 26 контролю якості друку шляхом просвічування знаходиться всередині верхнього барабана. Аркуші утримуються у нормальному положенні перед засобами 25 і 25' контролю якості за допомогою всмоктувальних пристроїв 27 і 27'. Пристрій 28 освітлює аркуш з іншого боку для контролю якості шляхом просвічування. Барабани 4 та 10 можуть бути замінені пристроями, які захоплюють край аркуша і обертають його навколо осі А або В. На Фіг.1 показана найбільш складна конструкція установки, яка обробляє стопку аркушів S, здійснюючи спочатку контроль якості друку шля хом відбиття і просвічування, потім, наприклад, за допомогою блоку 15 наносить додаткові відбитки у вигляді підпису або дати або підписів і дат одночасно, потім наносить номери, здійснює контроль якості друку, потім пропускає аркуші перед маркувальним пристроєм, який наносить знак, що сигналізує про брак, потім через пристрій контролю за маркуванням аркушів, відбракованих під час контролю якості, після чого подає аркуші у сортувальний пристрій, що відділяє придатні аркуші від бракованих або від аркушів, які не були оброблені під час контролю або нанесення номерів. Як було вказано вище, можна проводити менш суворий контроль, наприклад, для чорно-білих зображень за допомогою пристрою, показаного на Фіг.2. Застосовувати цю установку можна також для здійснення тільки частини операцій, наприклад, можна проводити тільки контроль якості, не наносячи при цьому номерів на цінні папери. У цьому випадку досить, не міняючи розташування різних елементів машини, відключити тільки елементи, які наносять відбитки на аркуші, тобто аркуш S пройде по тому ж шляху через сукупність елементів, але пройде тільки через засіб контролю якості відбиттям з двох сторін і просвічуванням, після чого пройде через всі інші елементи і попаде або у стопку придатних аркушів, або у стопку бракованих аркушів. Точно так само установку можна застосовувати тільки для нанесення номерів і додаткового елемента, не здійснюючи попереднього контролю якості, у цьому випадку відключають оптоелектронні засоби контролю, тобто елементи 5, 7, 8, 7', 8', а в іншому випадку пристрої 25, 25' і 26, при цьому аркуші проходять через барабани 4 і 10 без контролю якості, а потім приходять у пристрій додаткового друку для нанесення номерів або іншого елемента і, нарешті, попадають в одну з стопок 21, 22, 23. На Фіг.3 показана станина 100, що містить першу стінку 101, всередині якої встановлені різні елементи, виділені на Фіг. 1 або на Фіг.2 пунктирною лінією, а саме: транспортуючий циліндр 3, один з вихідних циліндрів 11 та барабани 4 і 10. Осі барабанів або роторних блоків закріплені на стінці 101 станини, а різні пристрої контролю якості (не показані) встановлені на рухомому елементі стінки, що переміщується перпендикулярно стінці 101. Елемент стінки оснащений різними кронштейнами 102, 103, 104, 105, 106, 107, жорстко зв'язаними з елементами 109 і 110, які знаходяться на конструкції 111, встановленій на каретці 112, що переміщується по напрямним 113, 114. Це дозволяє розмістити на станині 100 весь комплекс оптоелектронних засобів контролю якості аркуша або для обслуговування або ремонту, або для заміни вказаних оптоелектронних засобів контролю, наприклад, щоб перейти від засобів, показаних на Фіг.1, до засобів, показаних на Фіг.2, і навпаки. Таким чином, переміщуючи конструкцію 111, яка утворює частин у стінки, паралельно і протилежно стінці 101, можна легко вносити необхідні зміни для відповідного трансформування пристрою контролю якості шляхом заміни різних елементів. Відповідно до варіанту втілення можна передбачити наявність двох конструкцій 111 з різними елементами, на одній з них можна встановлювати оптоелектронні засоби, показані на Фіг.1, а на іншій засоби, показані на Фіг.2, що дозволяє швидко міняти тип контролю, замінюючи одну конструкцію іншою, не перериваючи на тривалий час роботу установки. Станина 100 забезпечена оглядовими люками 115, які забезпечують доступ до елементів, що знаходяться всередині станини 100, для огляду або обслуговування. На Фіг.4 показана повністю укомплектована установка, яка відповідає фіг. 1, за винятком того, що у кінці конвеєра передбачені чотири стопки для складання аркушів. Пристрій контролю якості показаний з рухомою стінкою. Дана установка містить пристрій 131 (Фіг.5) подачі надрукованих аркушів, два транспортуючих циліндри 132, що подають аркуші на пристрій контролю якості банкнот шляхом двостороннього відбиття і шляхом просвічування. Пристрій містить два барабани 134 і 140. З одного боку циліндра 134 знаходиться оптоелектронний відбивальний пристрій 108 контролю якості. Пристрій перевіряє сторону аркуша, повернену до зовнішньої частини циліндра 134. Аналогічний пристрій 137 знаходиться також ззовні циліндра 140 і контролює іншу сторону аркуша, який у цьому випадку також переміщується по S-подібній траєкторії. Далі, через транспортуючий циліндр 199 аркуш проходить на транспортуючий пристрій, який складається з двох циліндрів 198 і 199, що приводять у р ух транспортний пристрій 196 типу транспортерної стрічки або конвеєра, що забезпечує проходження аркуша перед пристроєм 135 контролю якості шляхом просвічування. У даному випадку пристрій контролю якості друку шля хом двостороннього відбиття і просвічування займає у горизонтальному напрямі більше місця, ніж раніше описаний пристрій. Потім через транспортуючий циліндр 141 аркуш попадає у друкарський пристрій, аналогічний раніше описаному пристрою для друку елементів, таких як підпис, дата і т.д., після чого аркуш подається на друкарський циліндр 142 для нанесення на нього номерів за допомогою пристроїв 143 і 144. У цій установці також передбачений пристрій контролю якості друку (не показаний). Далі за допомогою конвеєрного пристрою 118 аркуші подаються на пристрій 119, 120 для маркування бракованих аркушів і для перевірки маркування цих аркушів. Після цього аркуші складаються у стопки 122, 123, якщо вони виявляються придатними, або виходять у пристрій 121, якщо вони виявляються бракованими. У даній установці можна також передбачити оптоелектронний засіб перевірки наявності не видимих неозброєних оком елементів. Установка може працювати у раніше описаних режимах, тобто для контролю якості друку додаткових елементів або тільки для контролю якості без нанесення номерів, або тільки для нанесення номерів без контролю якості шляхом відбиття і просвічування. У цьому випадку, як і у попередньому варіанті, досить відключити елементи, які виконують ці функції, що дозволяє застосовува ти установку у різних режимах роботи без внесення істотних змін. Якщо контроль якості, що здійснюється пристроями 137, 108 і 135, повинен відповідати певним критеріям, необхідно замінити ці прилади аналогічними пристроями, як у попередній установці.
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation and method for treatment of paper sheets with two-sided printing
Автори англійськоюGiori Fausto, Schaede Johannes Georg
Назва патенту російськоюУстановка для обработки листов бумаги с двухсторонней печатью и способ обработки напечатанных бумажных листов (варианты)
Автори російськоюЖиори Фаусто, Шеде Йоханнес Георг
МПК / Мітки
МПК: B41F 11/00, B41F 33/00
Мітки: двостороннім, обробки, установка, аркушів, друком, надрукованих, паперових, спосіб, варіанти
Код посилання
<a href="https://ua.patents.su/5-73186-ustanovka-dlya-obrobki-paperovikh-arkushiv-z-dvostoronnim-drukom-i-sposib-obrobki-nadrukovanikh-paperovikh-arkushiv-varianti.html" target="_blank" rel="follow" title="База патентів України">Установка для обробки паперових аркушів з двостороннім друком і спосіб обробки надрукованих паперових аркушів (варіанти)</a>
Пристрій для транспортування надрукованих аркушів в установці для контролю якості паперових грошей
Номер патенту: 27737
Опубліковано: 16.10.2000
Автор: Орландіні Данте
МПК: B65H 29/02, G07D 7/00
Мітки: контролю, аркушів, грошей, транспортування, паперових, пристрій, установці, якості, надрукованих
Текст:
...стержней плоская и зажимы перемещаются, удерживая лист, по этой плоской поверхности. Кроме того, сопла в опорных стержнях и подвижных рычагах предотвращают смещение листа бумаги при прохождении им зоны контроля. Для контроля на прозрачность листов целесообразно разделить опорные стержни в зоне контроля щелью, поперечной направлению транспор 27737 тировки листов, а с противоположной чувствительному элементу стороны щели установить...
Пристрій для транспортування надрукованих аркушів в установці для контролю якості паперових грошей
Номер патенту: 27314
Опубліковано: 15.09.2000
Автор: Орландіні Данте
МПК: G07D 7/00, B65H 29/00
Мітки: паперових, грошей, транспортування, установці, надрукованих, якості, пристрій, аркушів, контролю
Текст:
...установленным на валу, вращение которого синхронизировано с вращением указанного цилиндра, причем средства регулировки калибровочной планки содержат регулировочный винт для воздействия на рычаг и определения его рабочего положения так, что в этом рабочем положении указанный регулировочный винт под действием указанных возвратных средств упирается в неподвижный упор, а кулачок имеет такую форму, что при вращении цилиндра калибровочная...
Пристрій для зберігання стопи аркушів паперу і поштучної їх видачі
Номер патенту: 676
Опубліковано: 16.10.2000
Автор: Ткаченко Олександр Вячеславович
МПК: B65H 1/06, B65H 1/04, B65H 1/00, B65H 1/08
Мітки: аркушів, пристрій, стопи, поштучної, зберігання, паперу, видачі
Формула / Реферат:
1. Пристрій для зберігання стопи аркушів паперу і поштучної їх видачі, який містить, принаймні, дві стінки, що сходяться під прямим чи близьким до прямого кутом, причому перша стінка має вивідний отвір для аркушів паперу, а друга призначена для розміщення на ній стопи аркушів паперу і має отвір для захвату нижнього в стопі аркуша і подачі його в вивідний отвір, при цьому вивідний отвір простягається через всю ширину першої стінки і має один...
Спосіб обробки аркушів із відбитками бланків цінних паперів /варіанти/
Номер патенту: 41313
Опубліковано: 17.09.2001
Автор: Віссманн Ханс
Мітки: відбитками, бланків, обробки, цінних, аркушів, спосіб, варіанти, паперів
Формула / Реферат:
1. Способ обработки листов с оттисками бланков ценных бумаг, заключающийся в том, что определенное число N оттисков бланков ценных бумаг, которые размещены на каждом листе поперечными и продольными рядами, проверяют на наличие дефектных оттисков, устанавливают распределение дефектных оттисков на каждом листе одной серии, состоящей из Н листов, закладывают его в память вычислительной машины, нумеруют N • Н оттисков бланков ценных бумаг этой...
Інформаційний комплект /варіанти/
Номер патенту: 688
Опубліковано: 16.10.2000
Автори: Левонтуєва Світлана Юріївна, Мілокумова Ірина Олександрівна
МПК: B42D 1/00, B42D 7/00, B42D 5/00
Мітки: інформаційний, комплект, варіанти
Формула / Реферат:
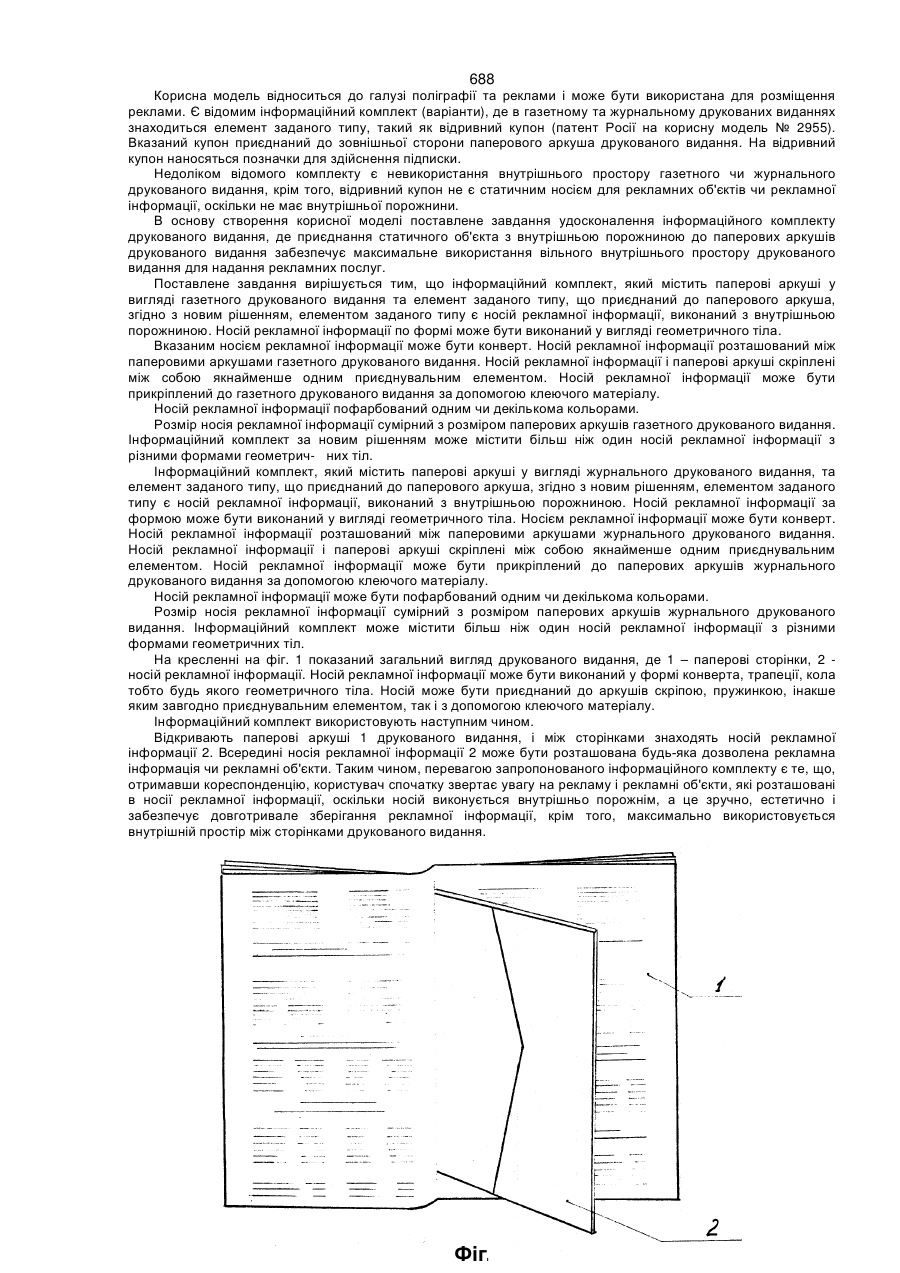
1. Інформаційний комплект, який містить паперові аркуші у вигляді газетного друкованого видання та елемент заданого типу, що приєднаний до паперового аркуша, який відрізняється тим, що елементом заданого типу є носій рекламної інформації, виконаний з внутрішньою порожниною.2. Комплект по п. 1, який відрізняється тим, що носій рекламної інформації по формі може бути виконаний у вигляді геометричного тіла.3. Комплект по п. 1,...
Попередній патент: Поршнева машина
Наступний патент: Спосіб отримання ізолятів асоціативних діазотрофів
Випадковий патент: Автобус міський малого класу із заднім розміщенням двигуна