Установка для уповільненого коксування та спосіб вимірювання і регулювання величини потоку охолоджуючої рідини в ній
Формула / Реферат
1. Установка для коксування уповільненої дії, до складу якої входять:
активний коксовий барабан з датчиком тиску, призначеним для вимірювання тиску усередині згаданого барабана, причому згаданий коксовий барабан пристосований для приймання гарячих нижніх потоків із ректифікаційної колони, захоплення вуглецевмісного матеріалу із згаданих нижніх потоків і пропускання пари із згаданих нижніх потоків у паропровід;
пристрій для нагнітання охолоджуючої рідини в згаданий паропровід;
ректифікаційна колона, яка пристосована для приймання згаданої пари із згаданого паропроводу і приймання в цю колону вуглеводневого завантажуваного матеріалу і яка має пристрій для вимірювання в ній тиску;
контролер, призначений для приймання сигналів з інформацією про тиск із згаданого коксового барабана та згаданої ректифікаційної колони, а також для обчислення перепаду тисків між коксовим барабаном і ректифікаційною колоною;
пристрій для генерування сигналу з інформацією про швидкість завантажування матеріалу, що його подають у згадану ректифікаційну колону, а також для подавання згаданого сигналу у згаданий контролер і
пристрій усередині згаданого контролера, призначений для оцінювання згаданого перепаду тисків та згаданих даних про вхідну швидкість потоку завантажуваного матеріалу, а також для генерування - відповідно до цих даних - сигналу, призначеного для регулювання заданої кількості охолоджуючої рідини, що її мають нагнітати у згаданий паропровід.
2. Установка за п. 1, яка відрізняється тим, що вона додатково містить принаймні один додатковий коксовий барабан, котрий функціонує паралельно із згаданим активним коксовим барабаном.
3. Спосіб вимірювання та регулювання величини потоку охолоджуючої рідини, що її нагнітають у паропровід установки для коксування уповільненої дії з коксовим барабаном та ректифікаційною колоною, котрі з'єднують згаданим паропроводом, який відрізняється тим, що в ньому вимірюють тиск усередині згаданого коксового барабана;
вимірюють тиск усередині згаданої ректифікаційної колони;
вимірюють підсумкову швидкість потоку рідкого завантажуваного матеріалу, що його подають у згадану ректифікаційну колону;
подають в контролер згадані виміряні значення тиску і згадані виміряні значення підсумкової швидкості потоку введеної рідини, що її подають у згадану ректифікаційну колону;
використовують термодинамічні характеристики паропроводу системи коксових барабанів для оцінювання взаємозв'язку між згаданим перепадом тисків і згаданими даними про вхідну швидкість потоку завантажуваного матеріалу;
визначають - на підставі згаданого взаємозв'язку - кількість охолоджуючої рідини, що її необхідно подати у згаданий паропровід для збереження заданої швидкості потоку рідини на її шляху через згаданий паропровід у згадану ректифікаційну колону;
генерують - відповідно до згаданого взаємозв'язку - сигнал, призначений для регулювання вибраної кількості охолоджуючої рідини, що її слід нагнітати у згаданий паропровід для одержання заданої швидкості потоку рідини на її шляху через згаданий паропровід у згадану ректифікаційну колону і
регулюють швидкість потоку охолоджуючої рідини, що її нагнітають у згаданому паропроводі, шляхом подавання згаданого генерованого сигналу до живильного клапана з метою відкривання та закривання згаданого клапана відповідно до згаданого генерованого сигналу.
Текст
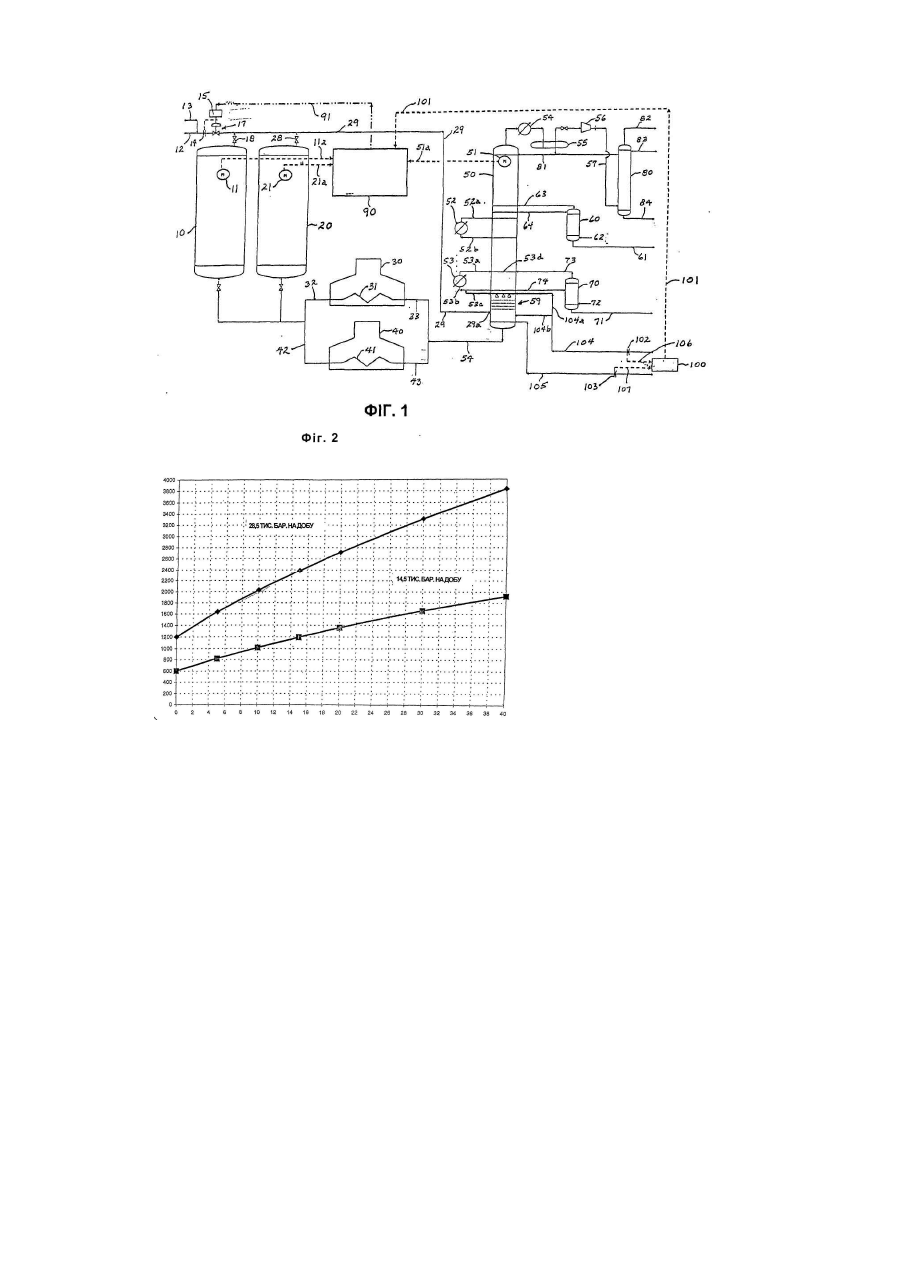
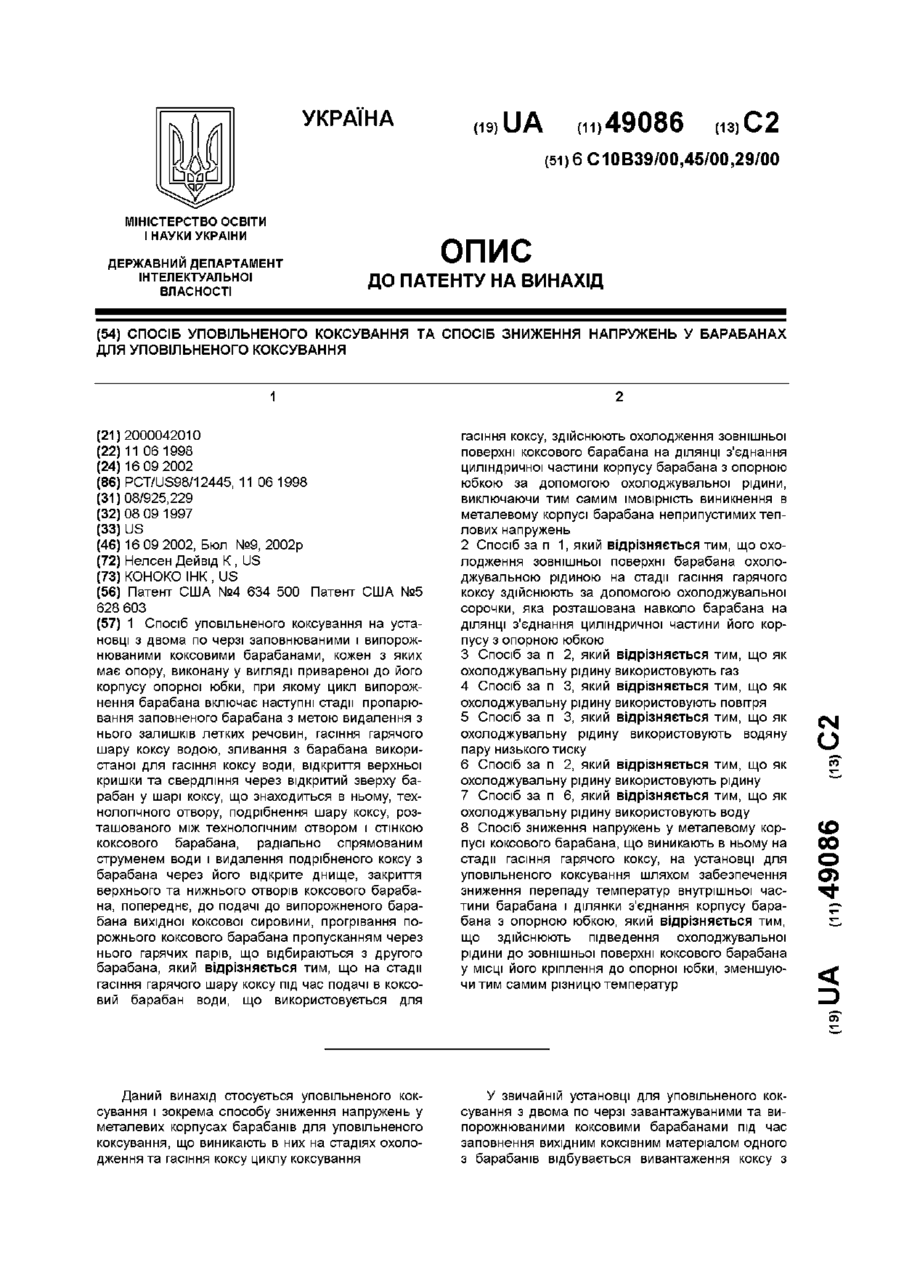
Цей винахід стосується установок для коксування та їх функціонування, зокрема швидкого охолодження паропроводу, підведеного від коксових барабанів до. ректифікаційної колони в установці для коксування. На швидкість потоку в паропроводі коксових барабанів впливає ціла низка факторів, у тому числі швидкість нагнітання охолоджувальної рідини, властивості охолоджувальної олії, температура коксових барабанів, швидкість пари та перепад тисків на шляху від коксових барабанів до ректифікаційної колони. В системах відомого рівня техніки фактична швидкість рідини, що тече з паропроводу до головної ректифікаційної колони установки для коксування, протягом циклу коксування змінюється. Застосування систем відомого рівня техніки призводить до виникнення однієї з двох несприятливих умов: (1) надмірне охолодження (гасіння), яке призводить до зменшення виходу продукту і, ймовірно, до зменшення швидкості завантаження матеріалу до установок, або ж (2) недостатнє охолодження (гасіння), внаслідок якого паропровід взагалі залишається без рідини, необхідної для промивання лінії на шляху з паропроводу до головної ректифікаційної колони, і внаслідок якого врешті-решт відбуватиметься повне відключення установки для коксування в процесі відповідного функціонування паропроводу. Оскільки коксування в паропроводі відбувається до моменту створення достатнього перепаду тисків на шляху від коксових барабанів до головної ректифікаційної колони з повним випаровуванням рідини, тільки короткий час залишається до вимушеного відключення установки для коксування, що є невигідним з погляду на економічність установки. В системах відомого рівня техніки швидке охолодження зазвичай не регулюється до такої міри, щоб це могло впливати на коефіцієнт рециркуляції. Згідно з одним із способів відомого рівня техніки (який являє собою дельтатерморегулювання, тобто технологію регульованого змінення температури у вузьких границях значень), передбачено ймовірний вплив на коефіцієнт рециркуляції; однак - для забезпечення належного його функціонування - такий нижній індикатор температури (ТІ) має бути розташованим у загальній частині паропроводу поблизу ректифікаційної колони. Проблема такого розташування ТІ полягає, очевидно, в імовірності його забруднення і втрати точності. Як зазначено в цьому описі сутності винаходу, ТІ, розташований у випускному каналі паропроводу коксових барабанів на шляху до ректифікаційної колони, є недоступним під час функціонування установки, але без ускладнень піддається очищенню в процесі видалення залишків коксу та нагару з барабана. В технологіях швидкого охолодження відомого рівня техніки не було взято до уваги перепад тисків на шляху від коксового барабана до ректифікаційної колони. Згідно з цим винаходом, запропоновано спосіб та пристрій для швидкого охолодження паропроводу системи коксових барабанів, підведеного від коксового барабана до головної ректифікаційної колони в установці для коксування. Унікальність такої вдосконаленої системи швидкого охолодження полягає в тому, що в ній одночасно використано такі параметри, як перепад тисків та швидкість завантаження установки, що дозволяє регулювати як швидкість потоку охолоджувальної рідини для відповідного типу охолоджувальної олії, так і якість завантаження установки. При наявності значних змін у складі завантажуваного до установки для коксування матеріалу або ж у властивостях охолоджувальної олії, для забезпечення належного швидкого охолодження паропроводу коксових барабанів створюють новий комплект діаграм охолодження. Мета швидкого охолодження полягає у запобіганні закупорюванню паропроводу барабана відкладами та нагаром, котрі містять частинки вуглецю. Закупорювання паропроводу викликає певне обмеження швидкості завантаження установки для коксування і врешті-решт призводить до критичного обмеження швидкості завантаження аж до виникнення необхідності видалення таких закупорок. Для видалення закупорок у паропроводі необхідно відключити установку, що призводить до зниження продуктивності цілої установки для коксування, спричинюваного поступовим уповільнюванням функціонування і власне наступним відключенням цієї установці для коксування, тобто до значних економічних втрат. Для швидкого охолодження барабанної пари, що надходить до ректифікаційної колони, застосовують технологію регулювання перепаду тисків, на відміну від технології регулювання температури та температурних змін, технології застосування неізольованої лінії або ж технології моніторинга фіксованої швидкості потоку, що їх застосовують у системах відомого рівня техніки. Регулювання швидкого охолодження паропроводу з використанням перепаду тисків дозволяє уникнути надмірного охолодження паропроводу під час перемикання коксового барабана, запускання установки та уповільнення його функціонування, а також запобігти недостатньому охолодженню під час прогрівання барабана. Це позитивно впливає на час відновлення повторної готовності ректифікаційної колони після перемикання барабана та на сумарний вихід рідкого продукту протягом циклу функціонування барабана, який може зменшуватися через надмірне охолодження. Це також дозволяє запобігати висиханню паропроводу в будь-який момент часу (тобто виникненню умов недостатнього охолодження) доти, поки якість охолоджувальної олії і умови суттєво не змінюються. З метою подолання наведених вище проблем, на основі застосування перепаду тисків і з урахуванням характеристик завантаження установки розроблено нову установку для коксування уповільненої дії і новий спосіб. Таким чином, цей винахід стосується конструкції установки для коксування уповільненої дії, описаної в пункті 1 "Формули винаходу", а також нового способу, описаного в пункті 3 "Формули винаходу". На Фіг. 1 схематично зображено установку для коксування, складовим елементом якої є цей винахід. На Фіг. 2 наведено графік, що відображає залежність охолоджувального потоку від перепаду тисків при мінімальній та максимальній швидкостях завантаження для типової установки для коксування і стандартної якості завантажуваного в установку для коксування матеріалу. Головна причина закупорювання паропроводу установки для коксування полягає у висиханні паропроводу. Зокрема, під час прогрівання коксового барабана паропровід може висихати через збільшення величини перепаду тисків на шляху від коксових барабанів до ректифікаційної колони, якщо для запобігання такому висиханню не збільшують інтенсивність охолодження. Ця додаткова величина перепаду тисків може спричинити миттєве випаровування всієї рідини усередині паропроводу, внаслідок чого залишається шар вуглецьвмісного коксового залишку із захопленими дрібними частинками коксу. Для зменшення ризику закупорювання паропроводу в розкритій у цьому описі технології швидкого охолодження передбачено регулювання інтенсивності охолодження, виходячи із перепаду тисків та швидкості завантаження установки. Така технологія регулювання охолодження з використанням різниці тисків дозволяє в значній мірі зменшити ймовірність висихання паропроводу і зберегти постійний потік рідини на її шляху з вихідного каналу паропроводу до ректифікаційної колони. Загалом це має призводити до зростання виходу продукту у порівнянні з характерною для відомого рівня техніки технологією регулювання охолодження на основі використання різниці температур (якщо індикатор температури (ТІ) паропроводу не розташований поблизу ректифікаційної колони) або ж із технологією застосування охолоджувального потоку при постійній температурі пари, причому ризик закупорювання паропроводу в значній мірі зменшується. Ці дві останні технології відомого рівня техніки базуються на надмірному охолодженні впродовж більшої частини циклу функціонування барабана, власне за рахунок якого запобігають висиханню паропроводу під час прогрівання барабана. В іншому випадку (якщо ТІ розташований у недоступній частині паропроводу) індикатор ТІ може забруднюватися коксом і показувати недостовірні дані, що призводить до недостатнього охолодження. Для забезпечення надійності такої технології регулювання охолодження на основі різниці температур потрібні точні значення температур паропроводу поблизу головної ректифікаційної колони установки для коксування; однак показання індикатора температур у цій частині паропроводу є недостовірними за своєю природою, оскільки їх зчитують саме у загальній частині паропроводу, де існує ймовірність забруднення паропроводу, котре, власне, і призводить до одержання недостовірних значень температури. Терморегулювання пари при фіксованій інтенсивності охолодження призводить до недостатнього охолодження та висихання паропроводу при всякому перемиканні барабана, а це може спричинювати закупорювання паропроводу. Цей винахід дозволяє подолати три обмеження технології терморегулювання охолоджуваної пари, що її застосовують у системах відомого рівня техніки: (1) імовірність висихання паропроводу коксових барабанів; (2) недостатню достовірність показань індикатора температури (в умовах коксоутворення) для регулювання інтенсивності охолодження і (3) потребу в істотно надмірному охолодженні протягом більшої частини циклу функціонування барабана - як необхідну умову для адекватного охолодження під час прогрівання барабана, коли перепад тисків зазвичай є максимальним. Крім того; точність показань манометра барабана без ускладнень контролюють під час кожного циклу функціонування барабана, оскільки барабан у неробочому стані має динамічний зв'язок з атмосферним повітрям, і, таким чином, справний манометр покаже нульове значення надлишкового тиску. Однак датчик температури без сумніву може забруднюватися коксом, при цьому точність його показань важко проконтролювати між циклами функціонування барабана через те, що метал не встигає охолонути до контрольованого стану оточуючого середовища між циклами. В іншому випадку (якщо ТІ розташований у загальній частині паропроводу) немає як визначити ступінь забрудненості ТІ; таким чином, дані, необхідні для регулювання інтенсивності охолодження, не будуть достовірними. Нижче описані та ілюстровані рисунками два коксові барабани. Слід зазначити, що в установці для коксування можуть застосовуватися більше ніж два коксових барабани. На фіг. 1 видно, що в стандартній установці для коксування передбачені два коксові барабани 10 та 20, дві коксові печі 30 та 40, головна ректифікаційна колона 50, десорбер 60 для легкого газойлю, десорбер 70 для важкого газойлю та - як варіант - ректифікований абсорбер 80, причому всі згадані пристрої відомі фахівцям у цій галузі. Згідно з цим винаходом, додатково передбачено контролер 90 із комп'ютерним керуванням, призначений для отримання вхідних даних від коксових барабанів 10, 20, ректифікаційної колони 50 та індикатора 100 вхідної швидкості завантажування, а також для генерування керуючих сигналів, призначених для регулювання швидкості охолоджувального потоку, як описано далі за текстом. Кожний із коксових барабанів 10, 20 відповідно містить датчики 11, 21 тиску, за допомогою яких здійснюють контроль за тиском усередині відповідних барабанів у кожний момент часу і передають такі дані в контролер 90. Слід зазначити, що в будь-який заданий момент часу один із коксових барабанів буде "активним" (тобто функціонуючим в оперативному режимі), у той час як інший буде функціонувати в автономному режимі, тобто його піддаватимуть процедурам видалення коксу та очищення в рамках підготування до наступного циклу, що є очевидним для фахівців у відповідній галузі. Аналогічним чином у головній ректифікаційній колоні 50 також передбачено датчик 51 тиску, призначений для здійснення неперервного контролю за тиском у цій колоні і для передавання таких даних в контролер 90. В процесі експлуатації завантажувану в холодному стані важку олію (наприклад, марки "6-ОіІ") при температурі близько 82 °С (180 °F) подають через витратомір 102 та лінію 104 до ректифікаційної колони 50, через лінію 104а до решітчастої тарілки/розприскувача 59 або ж через лінію 104Ь у нижню частину ректифікаційної колони 50. Одночасно завантажуваний в гарячому стані матеріал (наприклад, гарячий пек) при температурі близько 260°С (500°F) подають через витратомір 103 та лінію 105 у нижню частину ректифікаційної колони 50. Сигнали з витратомірів 102, 103 передаються відповідно через лінії 106, 107 передавання даних до індикатора 100 потоку завантажування установки. Результуючий сигнал з інформацією про потік передається через лінію 101 передавання даних у контролер 90. Гарячий нижній потік ректифікаційної колони подають через лінію 54 в печі ЗО, 40 (після нагнітання пари з великою швидкістю відповідно в лініях 33, 43), де цей потік циркулює відповідно через труби 31, 41, і нагрівають до близько 488°С (91 ОТ). Нижні потоки мають зазнати інтенсивного термічного розтріскування, інакше в них не відбуватиметься коксування і замість коксування утворюватиметься смола. Гарячі нижні потоки ректифікаційної колони виводять з екранних труб 31, 41 відповідно через лінії 32, 42 при температурі близько 488°С (910°F) і спрямовують до активного коксового барабана 10 або 20. Згідно із стандартною технологією, активний коксовий барабан 10 або 20 захоплює та утримує вуглецьвмісний матеріал, у той час як вуглеводні випаровуються. Слід зазначити, що цей запропонований та описаний агрегат має назву "установка для коксування уповільненої дії", оскільки для утворення коксу в коксових барабанах 10, 20 він потребує комбінуваннятаких факторів, як тривалість оброблення та температура. Датчики 11 та 21 тиску передають дані -відповідно через лінії 11а та 21а - у контролер 90. Пару з активного коксового барабана 10 або 20 пропускають через один із клапанів 18, 28 до розташованого наверху коксових барабанів відвідного паропроводу 29. У паропровід 29 через вхідні канали 12 або 13, витратомір 14 та клапан 17 також нагнітають охолоджувальну рідину з утворенням у паропроводі 29 суміші охолоджувальної олії та пари. Охолоджувальною рідиною в каналі 12 може бути некондиційна олія, у той час як охолоджувальною рідиною в каналі 13 може бути газойль коксування. Швидкість потоку охолоджувальної рідини під час її пропускання через паропровід 29 задають за допомогою індикаторного контролера 15 охолоджувального потоку, котрий регулює функціонування клапана 17 відповідно до сигналу, що надходить від контролера 90 через лінію 91 керування; цей процес пояснено далі за текстом. Суміш "охолоджувальна олія/пара" у паропроводі 29 нагнітають у нижній частині ректифікаційної колони 50 в точці 29а, де в системах відомого рівня техніки розташовують термоелемент з метою виявлення та передавання даних про температуру і, можливо, регулювання швидкості потоку. Як вже було пояснено, такі дані про температуру найвірогідніше можна було вважати недостовірними, оскільки термоелемент покривався коксом і показання ставали неточними. В конструкції головної ректифікаційної колони 50 передбачено теплообмінник 53 з насосною циркуляцією важкого газойлю, призначений для охолодження пари і відведення тепла із системи. В установці для циркуляційного дефлегмування також передбачено теплообмінник 52 з насосною циркуляцією, призначений для охолодження пари і відведення тепла із системи в напрямку догори від колони 50. Теплообмінник 52 приймає гарячу олію для циркулюючого зрошування через лінію 52Ь і спрямовує охолоджену олію для циркулюючого зрошування назад до ректифікаційної колони 50 через лінію 52а. Теплообмінник 53 приймає гарячий невідпарений важкий газойль через лінію 53Ь, а частина гарячого важкого газойлю може повертатися до розприскувача 59 через лінію 53с, що дозволяє запобігти проникненню захоплених дрібних частинок коксу у відведену зверху колони пару. Охолоджений важкий газойль з теплообмінника 53 подають через лінію 53а назад до ректифікаційної колони 50, де він потрапляє на тарілку 53d, котра є частиною системи відведення тепла з використанням насосної циркуляції. Десорбер 70 для важкого газойлю приймає невідпарений важкий газойль із ректифікаційної колони 50 через лінію 74, а пару нагнітають через лінію 72 з утворенням відпареного важкого газойлю, що його відводять через лінію 71. Суміш пари та відпареного важкого газойлю рециркулює і через лінію 73 надходить до ректифікаційної колони 50, де потрапляє на тарілку 53d. Лінія 53с є запасним (додатковим) джерелом рідини для розприскувача 59; у разі використання цієї лінії відбувається "перемаршрутизація" холодного завантажуваного початкового матеріалу, що надходить до нижньої частини ректифікаційної колони 50 через лінію 104, на лінію 104b - разом із гарячим пеком, що надходить через лінію 105. Розприскувальний пристрій/контактні тарілки 59 дозволяють запобігти проникненню дрібних частинок захопленого коксу у відведену зверху колони пару. Десорбер 60 для легкого газойлю використовують для приймання легкого невідпареного газойлю через лінію 64 і потоку пари через лінію 62. Утворюється легкий відпарений газойль, котрий відводять через лінію 61, у той час як залишкову пару спрямовують через лінію 63 назад до ректифікаційної колони 50. Відведена зверху ректифікаційної колони 50 пара потрапляє на розташований наверху ректифікаційної колони конденсатор 54, за допомогою якого власне відводять тепло з відведеної зверху колони пари. Конденсована рідина надходить до приймача 55, а компресор 56 для вологого газу стискає вологі гази, наприклад, метан, етан, пропан та бутан. Вихідний продукт із компресора 56 для вологого газу подають через лінію 57 у ректифікований абсорбер (RA) 80, де горючий газ відводять через лінію 82, а бензино-лігроїнову фракцію з установки для коксування - через лінію 84, причому останню фракцію спрямовують до гідроочисника. Абсорбер 80 приймає введену через лінію 83 відбензинену олію, застосування якої полегшує відділення етану від пропану. В лінії 81 містяться відведені зверху колони рідкі вуглеводні, що їх вже конденсували в розташованому наверху ректифікаційної колони конденсаторі 54. Ці рідини або спрямовують назад до головної ректифікаційної колони 50 у вигляді флегми (зрошувальної фракції), або ж подають у RA 80. Датчик 51 тиску безперервно передає дані про тиск усередині ректифікаційної колони 50 через лінію 51а у контролер 90. Як було зазначено, контролер 90 приймає неперервні сигнали з інформацією про тиск від датчиків 11, 21 тиску, розташованих відповідно в коксових барабанах 10, 20, а також від датчика 51 тиску, розташованого в ректифікаційній колоні 50 і навіть від барабана, котрий знаходиться в автономному (неоперативному) режимі у зв'язку з видаленням з нього коксу або нагару. Контролер 90 також приймає сигнал 101 з інформацією про вхідну швидкість завантажування установки матеріалом (в барелях на добу) від індикатора потоку 100 завантажування установки. Контролер 90 розпізнає, котрий із барабанів 10, 20 є активним (тобто знаходиться в оперативному режимі), оскільки тиск у барабані, який знаходиться в автономному (неоперативному) режимі, є нижчим від тиску в барабані, котрий знаходиться в оперативному режимі. Після цього контролер обчислює перепад тисків (DP) між активним барабаном (10 або 20) і тиск у ректифікаційній колоні 50, інформація про який передається датчиком 51 тиску. Така інформація про DP (разом із сигналом 101 з інформацією про швидкість потоку завантажуваного матеріалу) використовується у контролері 90 для обчислення швидкості охолоджувального потоку, котрий необхідно нагнітати через лінії 12, 13 для підтримання заданого відсоткового вмісту потоку свіжої сировинної рідини (скажімо, на рівні 5% за об'ємом) у паропроводі 29 у точці 29а, де паропровід 29 власне перетинається з головною ректифікаційною колоною 50. Ця зона є дуже важливою для розуміння принципу функціонування паропроводу. Якщо фахівець не усвідомлює фактори, котрі впливають на кількість рідини у паропроводі у цій точці, він може допускатися таких помилок, як (1) надмірне охолодження (гасіння), тобто використання надмірної кількості рідини, котре призводить до зменшення виходу рідини і зростання тривалості рециклу установки для коксування щодо нижніх потоків головної ректифікаційної колони, а також до потенційного зниження пропускної здатності установки для коксування, або ж (2) недостатнє охолодження (гасіння), тобто використання надто малої кількості рідини, котре призводить до висихання (вкрай недостатнього зрошування) паропроводу, що може спричинити його забруднення коксом і врешті-решт до відключення установки для коксування. Будь-яка з цих умов є несприятливою. Через лінію 91 до індикаторного контролера 15 охолоджувального потоку надходить сигнал, і а для збереження такої заданої швидкості потоку передбачено автоматичне регулювання клапана 17. Були виконані обчислення швидкостей охолоджувальних потоків, необхідних для підтримування нормального змочування лінії при різних значеннях перепаду тисків у паропроводі, а також швидкостей завантаження установки, необхідних для забезпечення постійної швидкості рідини на її шляху з паропроводу 29 в головну ректифікаційну колону 50 установки для коксування. Для формування даних було застосовано універсальний процес створення та експлуатації програмного забезпечення ("PRO/II"), а також програму оптимізації, власником якої є компанія "Simulation Sciences, Inc." (абревіатура "PRO/П" являє собою товарний знак). Ці дані наведені в таблицях 1 та 2 далі за текстом. Наведені в таблицях 1 та 2 дані одержували шляхом комп'ютерного моделювання термодинаміки паропроводів коксових барабанів. Виходячи з результатів оцінювання виходу продуктів завантаження установки для коксування і результатів оцінювання властивостей охолоджувальної рідини, виконували моделювання; метою цього моделювання було визначення швидкості охолоджувального потоку, необхідної для забезпечення постійного відсоткового вмісту в рециклі установки щодо рідини, яка витікає з паропроводу коксових барабанів і надходить до нижньої частини головної ректифікаційної колони. З метою визначення швидкості охолоджувального потоку, необхідної для підтримування постійного потоку рідини, що надходить до головної ректифікаційної колони, значення перепаду тисків у паропроводі дещо змінювали, при цьому спираючись на заздалегідь оцінені вихід продукту і властивості охолоджувальної олії. На підставі наведених у таблицях 1 та 2 даних були побудовані графіки, що їх зображено на фіг. 2. Перепад тисків (у фунтах на кв. дюйм; 1 фунт/кв. дюйм = 0,0689 бар) на шляху від активного коксового барабана до головної ректифікаційної колони відповідає осі X, а швидкість охолоджувального потоку (в барелях на добу) - осі Y. У той час як ці графіки підготовляли для конкретної установки (для заданого набору значень виходу продукту в установці і заданих властивостей охолоджувальної олії), таку інформацію у подальшому можна використовувати для регулювання параметрів охолоджувальних потоків за допомогою комп'ютера. ТАБЛИЦЯ 1 Розрахунок охолоджувального потоку для рециклу з вмістом 5 % (за об.), виходячи зі швидкості подавання свіжого завантажуваного матеріалу 28 500 барел./доб. DP-перепад тисків (фунт./кв.дюйм) 0 5 10 15 20 30 40 Стікання краплин (рідина, що витікає) - Температура під час Тиск у барабані Охолоджувальний паропровід, що веде у охолодження у гол. (надлишк. тиск у потік (барел./доб.) рект. кол. -(°F) фунтах на кв. дюйм) гол. рект. кол. (барел./доб.) 1200 1425 811 25 1633 1425 811 30 2025 1425 811 35 2383 1425 811 40 2714 1425 811 45 3307 1425 811 55 3831 1425 811 65 ТАБЛИЦЯ 2 Розрахунок охолоджувального потоку для рециклу з вмістом 5 % (за об), виходячи зі швидкості подавання свіжого завантажуваного матеріалу 14500 барел./доб. DP-перепад тисків (фунт./кв.дюйм) 0 5 10 15 20 30 40 Стікання краплин (рідина, що витікає) Охолоджувальни Температура під час - паропровід, що й потік охолодження у гол. веде у гол. рект. (барел./доб.) рект. кол - (°F) кол. (барел./доб.) 602 818 1014 1193 1356 1656 1918 725 725 725 725 725 725 725 810 810 810 810 810 810 810 Тиск у барабані (надлишк. тиск у фунтах на кв. дюйм) 25 ЗО 35 40 45 55 65 Примітка: припускається, що температура охолоджувальної олії становить 100 -150°F і відповідає утворенню вуглеводнів у температурному інтервалі кипіння легкого газойлю. Якщо характеристики наявної охолоджувальної олії суттєво відрізняються від згаданих, може виникнути потреба у створенні іншого комплекту таблиць. На фіг. 2 наведені у таблицях 1 та 2 дані відображено у графічній формі при максимальній (28,5 тис. барелів на добу) та мінімальній (14,5 тис. барелів на добу) швидкостях завантажування для типової установки для коксування.
ДивитисяДодаткова інформація
Назва патенту англійськоюA plant for slowed coking and a method for measurement and regulating the value of cooling liquid therein
Назва патенту російськоюУстановка для замедленного коксования и способ измерения и регулирования величины потока охлаждающей жидкости в ней
МПК / Мітки
МПК: C10G 9/00, C10B 41/00, C10B 55/00
Мітки: ній, вимірювання, установка, регулювання, величини, уповільненого, спосіб, рідини, коксування, потоку, охолоджуючої
Код посилання
<a href="https://ua.patents.su/5-73382-ustanovka-dlya-upovilnenogo-koksuvannya-ta-sposib-vimiryuvannya-i-regulyuvannya-velichini-potoku-okholodzhuyucho-ridini-v-nijj.html" target="_blank" rel="follow" title="База патентів України">Установка для уповільненого коксування та спосіб вимірювання і регулювання величини потоку охолоджуючої рідини в ній</a>
Спосіб уповільненого коксування та спосіб зниження напружень у барабанах для уповільненого коксування
Номер патенту: 49086
Опубліковано: 16.09.2002
Автор: Нелсен Дейвід К.
МПК: C10B 39/00, C10B 45/00, C10B 29/00
Мітки: спосіб, напружень, коксування, уповільненого, зниження, барабанах
Формула / Реферат:
1. Спосіб уповільненого коксування на установці з двома по черзі заповнюваними і випорожнюваними коксовими барабанами, кожен з яких має опору, виконану у вигляді привареної до його корпусу опорної юбки, при якому цикл випорожнення барабана включає наступні стадії: пропарювання заповненого барабана з метою видалення з нього залишків летких речовин, гасіння гарячого шару коксу водою, зливання з барабана використаної для гасіння коксу води,...
Спосіб уповільненого коксування, установка для його здійснення та спосіб підвищення продуктивності такої установки
Номер патенту: 55462
Опубліковано: 15.04.2003
Автор: Нелсен Дейвід К.
МПК: C10G 9/14
Мітки: здійснення, установка, підвищення, такої, продуктивності, уповільненого, установки, спосіб, коксування
Формула / Реферат:
1. Спосіб уповільненого коксування, заснований на використанні двох по черзі заповнюваних і таких, що випорожняються, коксових барабанів, кожний з яких спирається на виконану у вигляді юбки несучу підставку, яка приварена до коксового барабана, в якому пов'язана з випорожненням коксового барабана частина робочого циклу включає наступні стадії: прокачування пари через заповнений коксовий барабан з метою видалення з нього залишків летких...
Установка для уповільненого коксування, піч для неї, спосіб підвищення ерозійної стійкості, спосіб опору ерозії
Номер патенту: 57616
Опубліковано: 16.06.2003
Автор: Дорксен Брайн Дж.
МПК: C10B 21/00
Мітки: уповільненого, піч, стійкості, опору, коксування, спосіб, підвищення, неї, ерозії, ерозійної, установка
Формула / Реферат:
1. Установка для уповільненого коксування, яка включає піч для нагрівання завантажувального матеріалу, обладнану принаймні одним пучком нагрівальних труб, в якому суміжні труби з'єднуються одна з одною зворотними патрубками, і пару коксових барабанів, яка відрізняється тим, що тільки внутрішні поверхні згаданих зворотних патрубків наплавлені дифузійним методом для підвищення ерозійної стійкості до високошвидкісного потоку частинок...
Спосіб уповільненого коксування
Номер патенту: 46011
Опубліковано: 15.05.2002
Автори: Храбан Томас, Сейлер Пол Е., Діксон Тодд В.
МПК: C10G 9/14
Мітки: спосіб, коксування, уповільненого
Формула / Реферат:
1. Спосіб уповільненого коксування, в якому відібрані з верхньої частини коксового барабана пари подають до фракціонуючої коксової колони, в якій вони поділяються на відібрані з верхньої частини колони пари, проміжні рідинні фракції та газойль, що утворюється в зоні миттєвого випаровування, в якому міститься значна кількість твердих частинок, який відрізняється тим, що включає стадію (а), на якій газойль, що утворюється в зоні...
Спосіб уповільненого коксування (варіанти)
Номер патенту: 50764
Опубліковано: 15.11.2002
Автор: Рот Джим Р.
МПК: C10G 9/14
Мітки: уповільненого, спосіб, варіанти, коксування
Формула / Реферат:
1. Спосіб уповільненого коксування, у якому рідку сировину для коксування нагрівають до підвищеної температури і завантажують в коксовий барабан в умовах уповільненого коксування, при яких таку рідку вихідну сировину прогрівають теплом, що міститься в ній, достатнім для перетворення вихідної сировини в крекінг-пару, яку при охолодженні конденсують в рідкі продукти і кокс, який відрізняється тим, що в коксовий барабан вводять некоксівний...
Попередній патент: Вихорострумовий дефектоскоп для контролю металевих виробів
Наступний патент: Спосіб автоматичної стабілізації витрати рідини
Випадковий патент: Електродуговий випарник металів і сплавів