Установка для уповільненого коксування, піч для неї, спосіб підвищення ерозійної стійкості, спосіб опору ерозії
Формула / Реферат
1. Установка для уповільненого коксування, яка включає піч для нагрівання завантажувального матеріалу, обладнану принаймні одним пучком нагрівальних труб, в якому суміжні труби з'єднуються одна з одною зворотними патрубками, і пару коксових барабанів, яка відрізняється тим, що тільки внутрішні поверхні згаданих зворотних патрубків наплавлені дифузійним методом для підвищення ерозійної стійкості до високошвидкісного потоку частинок коксу.
2. Установка для уповільненого коксування за п. 1, яка відрізняється тим, що згадані зворотні патрубки оброблено методом дифузійного наплавлення бором.
3. Установка для уповільненого коксування за п. 1, яка відрізняється тим, що згадана піч має випускний отвір, а кожний із трубних пучків включає кілька зворотних патрубків, із яких принаймні найближчі до випускного отвору печі оброблено методом дифузійного наплавлення бором.
4. Установка для уповільненого коксування за п. 3, яка відрізняється тим, що вищенаведені патрубки виготовлено з 9%-ої хромистої сталі.
5. Установка для уповільненого коксування за п. 1, яка відрізняється тим, що згадані наплавлені дифузійним методом внутрішні поверхні вищенаведених зворотних патрубків містять дифундовану суміш бору.
6. Піч установки для уповільненого коксування, що включає: впускний і випускний отвори; принаймні один пучок нагрівальних труб, які з'єднують між собою згадані впускний і випускний отвори, причому цей трубний пучок складається із суміжних труб; зворотні патрубки із внутрішньою поверхнею, виготовлені з приблизно 9%-ої хромистої сталі, що утворюють рознімне з'єднання вищенаведених суміжних труб одна з одною, яка відрізняється тим, що тільки внутрішні поверхні згаданих зворотних патрубків, розташовані найближче до вищенаведеного випускного отвору, містять шар бору, наплавлений дифузійним методом.
7. Спосіб підвищення ерозійної стійкості зворотного патрубка із внутрішньою й зовнішньою поверхнями в печі установки для коксування, необхідність чого зумовлюється високою швидкістю частинок коксу в ході видаляння нагару, який відрізняється тим, що здійснюється в такі стадії: наносять маскувальне покриття на зовнішню поверхню згаданого патрубка; заповнюють патрубок порошкоподібною сумішшю бору; нагрівають цю суміш бору у відновному газовому середовищі; в результаті чого відбувається дифузія суміші бору у внутрішню поверхню патрубка; установлюють цей зворотний патрубок у згадану піч установки для коксування.
8. Спосіб опору ерозії у зворотних патрубках печі установки для коксування в ході видаляння нагару, який відрізняється тим, що здійснюється в такі стадії: обробляють тільки внутрішні поверхні цих зворотних патрубків методом дифузійного наплавлення бором; видаляють нагар зі згаданої печі, в результаті чого відбувається відшаровування частинок коксу; видувають частинки коксу з цього зворотного патрубка з наданням їхньому потокові високої швидкості, під час якого згадана наплавка чинить опір ерозії.
Текст
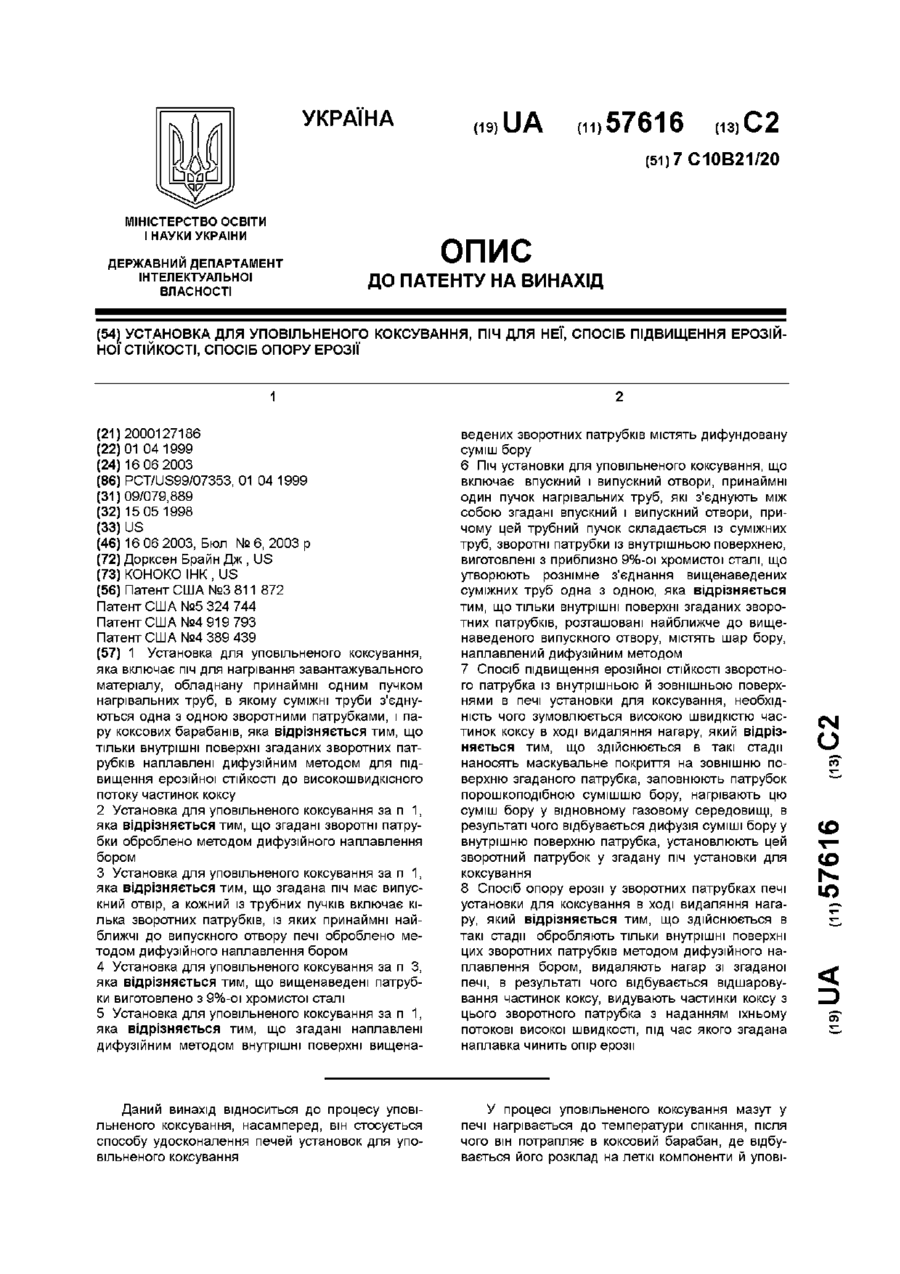
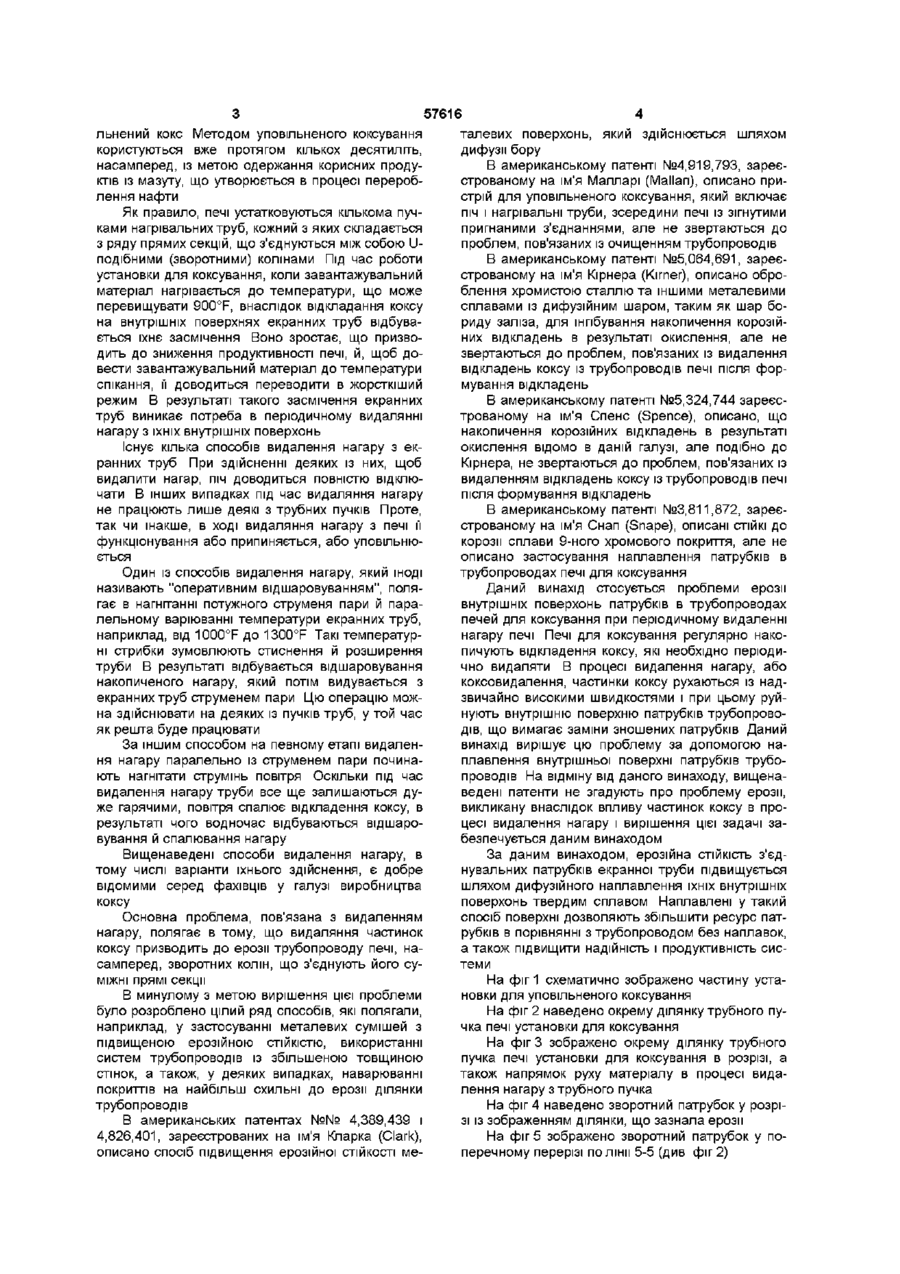
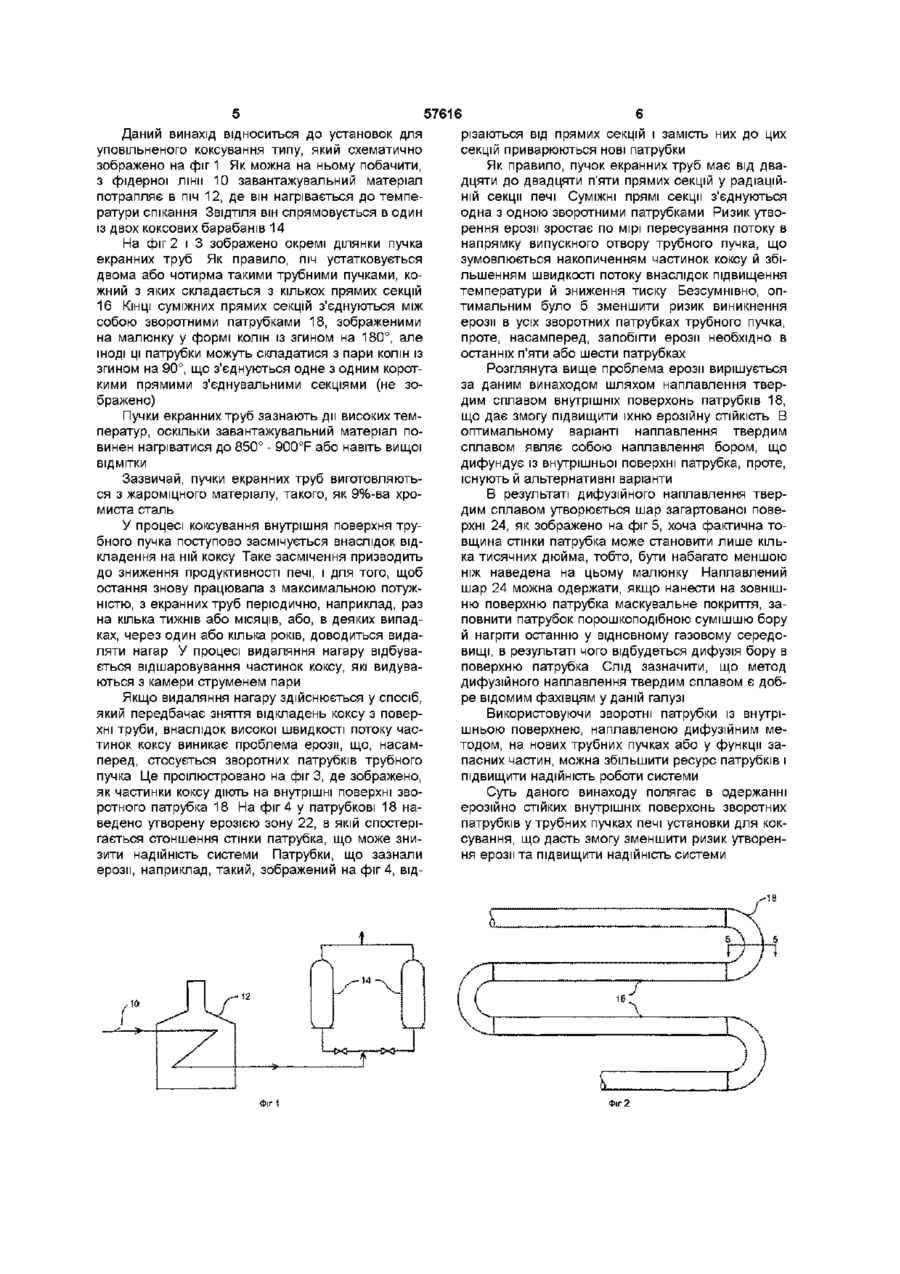
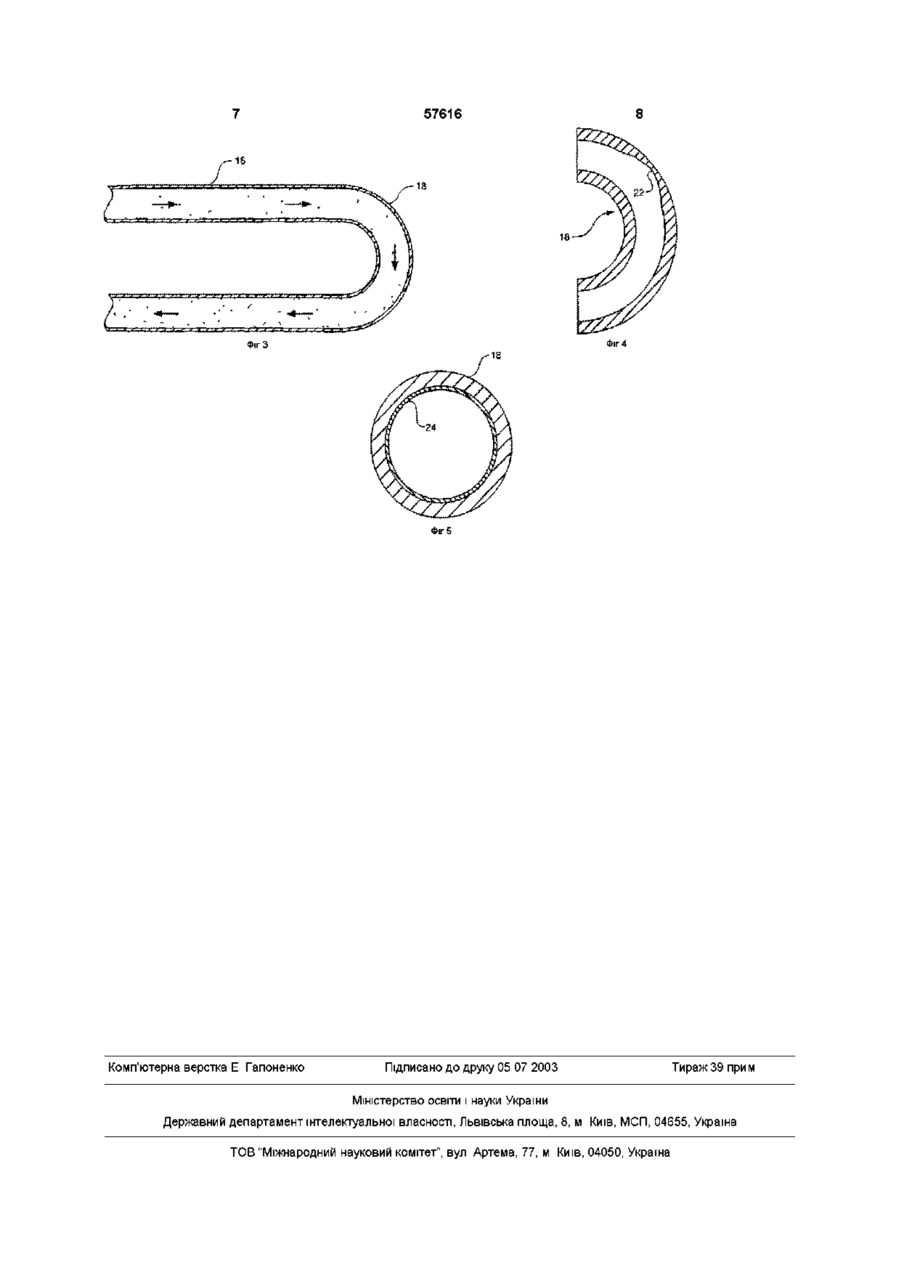
1 Установка для уповільненого коксування, яка включає піч для нагрівання завантажувального матеріалу, обладнану принаймні одним пучком нагрівальних труб, в якому суміжні труби з'єднуються одна з одною зворотними патрубками, і пару коксових барабанів, яка відрізняється тим, що тільки внутрішні поверхні згаданих зворотних патрубків наплавлені дифузійним методом для підвищення ерозійної СТІЙКОСТІ до високошвидкісного потоку частинок коксу 2 Установка для уповільненого коксування за п 1, яка відрізняється тим, що згадані зворотні патрубки оброблено методом дифузійного наплавлення бором 3 Установка для уповільненого коксування за п 1, яка відрізняється тим, що згадана піч має випускний отвір, а кожний із трубних пучків включає кілька зворотних патрубків, із яких принаймні найближчі до випускного отвору печі оброблено методом дифузійного наплавлення бором 4 Установка для уповільненого коксування за п З, яка відрізняється тим, що вищенаведені патрубки виготовлено з 9%-оі хромистої сталі 5 Установка для уповільненого коксування за п 1, яка відрізняється тим, що згадані наплавлені дифузійним методом внутрішні поверхні вищена Даний винахід відноситься до процесу уповільненого коксування, насамперед, він стосується способу удосконалення печей установок для уповільненого коксування ведених зворотних патрубків містять дифундовану суміш бору 6 Піч установки для уповільненого коксування, що включає впускний і випускний отвори, принаймні один пучок нагрівальних труб, які з'єднують між собою згадані впускний і випускний отвори, причому цей трубний пучок складається із суміжних труб, зворотні патрубки із внутрішньою поверхнею, виготовлені з приблизно 9%-оі хромистої сталі, що утворюють рознімне з'єднання вищенаведених суміжних труб одна з одною, яка відрізняється тим, що тільки внутрішні поверхні згаданих зворотних патрубків, розташовані найближче до вищенаведеного випускного отвору, містять шар бору, наплавлений дифузійним методом 7 Спосіб підвищення ерозійної СТІЙКОСТІ зворотного патрубка із внутрішньою й зовнішньою поверхнями в печі установки для коксування, необхідність чого зумовлюється високою швидкістю частинок коксу в ході видаляння нагару, який відрізняється тим, що здійснюється в такі стадії наносять маскувальне покриття на зовнішню поверхню згаданого патрубка, заповнюють патрубок порошкоподібною сумішшю бору, нагрівають цю суміш бору у відновному газовому середовищі, в результаті чого відбувається дифузія суміші бору у внутрішню поверхню патрубка, установлюють цей зворотний патрубок у згадану піч установки для коксування 8 Спосіб опору ерозії у зворотних патрубках печі установки для коксування в ході видаляння нагару, який відрізняється тим, що здійснюється в такі стадії обробляють тільки внутрішні поверхні цих зворотних патрубків методом дифузійного наплавлення бором, видаляють нагар зі згаданої печі, в результаті чого відбувається відшаровування частинок коксу, видувають частинки коксу з цього зворотного патрубка з наданням їхньому потокові високої швидкості, під час якого згадана наплавка чинить опір ерозії У процесі уповільненого коксування мазут у печі нагрівається до температури спікання, після чого він потрапляє в коксовий барабан, де відбувається його розклад на леткі компоненти й упові О (О (О ю 57616 талевих поверхонь, який здійснюється ШЛЯХОМ дифузії бору В американському патенті №4,919,793, зареєстрованому на ім'я Малларі (МаІІап), описано пристрій для уповільненого коксування, який включає піч і нагрівальні труби, зсередини печі із зігнутими пригнаними з'єднаннями, але не звертаються до проблем, пов'язаних із очищенням трубопроводів В американському патенті №5,064,691, зареєстрованому на ім'я Кірнера (Kirner), описано оброблення хромистою сталлю та іншими металевими сплавами із дифузійним шаром, таким як шар бориду заліза, для інгібування накопичення корозійних відкладень в результаті окислення, але не звертаються до проблем, пов'язаних із видалення відкладень коксу із трубопроводів печі після формування відкладень В американському патенті №5,324,744 зареєстрованому на ім'я Спенс (Spence), описано, що накопичення корозійних відкладень в результаті окислення відомо в даній галузі, але подібно до Існує кілька способів видалення нагару з екКірнера, не звертаються до проблем, пов'язаних із ранних труб При здійсненні деяких із них, щоб видаленням відкладень коксу із трубопроводів печі видалити нагар, піч доводиться повністю відклюпісля формування відкладень чати В інших випадках під час видаляння нагару не працюють лише деякі з трубних пучків Проте, В американському патенті №3,811,872, зареєтак чи інакше, в ході видаляння нагару з печі її строваному на ім'я Снап (Snape), описані СТІЙКІ ДО функціонування або припиняється, або уповільнюкорозії сплави 9-ного хромового покриття, але не ється описано застосування наплавлення патрубків в трубопроводах печі для коксування Один із способів видалення нагару, який ІНОДІ називають "оперативним відшаровуванням", поляДаний винахід стосується проблеми ерозії гає в нагнітанні потужного струменя пари й паравнутрішніх поверхонь патрубків в трубопроводах лельному варіюванні температури екранних труб, печей для коксування при періодичному видаленні наприклад, від 1000°F до 1300°F Такі температурнагару печі Печі для коксування регулярно наконі стрибки зумовлюють стиснення й розширення пичують відкладення коксу, які необхідно періодитруби В результаті відбувається відшаровування чно видаляти В процесі видалення нагару, або накопиченого нагару, який потім видувається з коксовидалення, частинки коксу рухаються із надекранних труб струменем пари Цю операцію можзвичайно високими швидкостями і при цьому руйна здійснювати на деяких із пучків труб, у той час нують внутрішню поверхню патрубків трубопровояк решта буде працювати дів, що вимагає заміни зношених патрубків Даний винахід вирішує цю проблему за допомогою наЗа іншим способом на певному етапі видаленплавлення внутрішньої поверхні патрубків трубоня нагару паралельно із струменем пари починапроводів На відміну від даного винаходу, вищенають нагнітати струмінь повітря Оскільки під час ведені патенти не згадують про проблему ерозії, видалення нагару труби все ще залишаються дувикликану внаслідок впливу частинок коксу в проже гарячими, повітря спалює відкладення коксу, в цесі видалення нагару і вирішення цієї задачі зарезультаті чого водночас відбуваються відшаробезпечується даним винаходом вування й спалювання нагару льнений кокс Методом уповільненого коксування користуються вже протягом кількох десятиліть, насамперед, із метою одержання корисних продуктів із мазуту, що утворюється в процесі перероблення нафти Як правило, печі устатковуються кількома пучками нагрівальних труб, кожний з яких складається з ряду прямих секцій, що з'єднуються між собою Uподібними (зворотними) колінами Під час роботи установки для коксування, коли завантажувальний матеріал нагрівається до температури, що може перевищувати 900°F, внаслідок відкладання коксу на внутрішніх поверхнях екранних труб відбувається їхнє засмічення Воно зростає, що призводить до зниження продуктивності печі, й, щоб довести завантажувальний матеріал до температури спікання, її доводиться переводити в жорсткіший режим В результаті такого засмічення екранних труб виникає потреба в періодичному видалянні нагару з їхніх внутрішніх поверхонь Вищенаведені способи видалення нагару, в тому числі варіанти їхнього здійснення, є добре відомими серед фахівців у галузі виробництва коксу Основна проблема, пов'язана з видаленням нагару, полягає в тому, що видаляння частинок коксу призводить до ерозії трубопроводу печі, насамперед, зворотних колін, що з'єднують його суміжні прямі секції В минулому з метою вирішення цієї проблеми було розроблено цілий ряд способів, які полягали, наприклад, у застосуванні металевих сумішей з підвищеною ерозійною СТІЙКІСТЮ, використанні систем трубопроводів із збільшеною товщиною стінок, а також, у деяких випадках, наварюванні покриттів на найбільш схильні до ерозії ділянки трубопроводів В американських патентах №№ 4,389,439 і 4,826,401, зареєстрованих на ім'я Кларка (Clark), описано спосіб підвищення ерозійної СТІЙКОСТІ ме За даним винаходом, ерозійна СТІЙКІСТЬ з'єднувальних патрубків екранної труби підвищується шляхом дифузійного наплавлення їхніх внутрішніх поверхонь твердим сплавом Наплавлені у такий спосіб поверхні дозволяють збільшити ресурс патрубків в порівнянні з трубопроводом без наплавок, а також підвищити надійність і продуктивність системи На фіг 1 схематично зображено частину установки для уповільненого коксування На фіг 2 наведено окрему ділянку трубного пучка печі установки для коксування На фіг 3 зображено окрему ділянку трубного пучка печі установки для коксування в розрізі, а також напрямок руху матеріалу в процесі видалення нагару з трубного пучка На фіг 4 наведено зворотний патрубок у розрізі із зображенням ділянки, що зазнала ерозії На фіг 5 зображено зворотний патрубок у поперечному перерізі по лінії 5-5 (див фіг 2) 57616 різаються від прямих секцій і замість них до цих секцій приварюються нові патрубки Як правило, пучок екранних труб має від двадцяти до двадцяти п'яти прямих секцій у радіаційній секції печі Суміжні прямі секції з'єднуються одна з одною зворотними патрубками Ризик утворення ерозії зростає по мірі пересування потоку в напрямку випускного отвору трубного пучка, що зумовлюється накопиченням частинок коксу й збільшенням швидкості потоку внаслідок підвищення температури й зниження тиску Безсумнівно, оптимальним було б зменшити ризик виникнення ерозії в усіх зворотних патрубках трубного пучка, проте, насамперед, запобігти ерозії необхідно в останніх п'яти або шести патрубках Розглянута вище проблема ерозії вирішується за даним винаходом шляхом наплавлення твердим сплавом внутрішніх поверхонь патрубків 18, що дає змогу підвищити їхню ерозійну СТІЙКІСТЬ В оптимальному варіанті наплавлення твердим сплавом являє собою наплавлення бором, що дифундує із внутрішньої поверхні патрубка, проте, ВІДМІТКИ існують й альтернативні варіанти Зазвичай, пучки екранних труб виготовляються з жароміцного матеріалу, такого, як 9%-ва хроВ результаті дифузійного наплавлення твермиста сталь дим сплавом утворюється шар загартованої поверхні 24, як зображено на фіг 5, хоча фактична тоУ процесі коксування внутрішня поверхня трувщина стінки патрубка може становити лише кільбного пучка поступово засмічується внаслідок відка тисячних дюйма, тобто, бути набагато меншою кладення на ній коксу Таке засмічення призводить ніж наведена на цьому малюнку Наплавлений до зниження продуктивності печі, і для того, щоб шар 24 можна одержати, якщо нанести на зовнішостання знову працювала з максимальною потужню поверхню патрубка маскувальне покриття, заністю, з екранних труб періодично, наприклад, раз повнити патрубок порошкоподібною сумішшю бору на кілька тижнів або МІСЯЦІВ, або, в деяких випадй нагріти останню у відновному газовому середоках, через один або кілька років, доводиться видавищі, в результаті чого відбудеться дифузія бору в ляти нагар У процесі видаляння нагару відбуваповерхню патрубка Слід зазначити, що метод ється відшаровування частинок коксу, які видувадифузійного наплавлення твердим сплавом є добються з камери струменем пари ре відомим фахівцям у даній галузі Якщо видаляння нагару здійснюється у спосіб, який передбачає зняття відкладень коксу з поверВикористовуючи зворотні патрубки із внутріхні труби, внаслідок високої швидкості потоку часшньою поверхнею, наплавленою дифузійним метинок коксу виникає проблема ерозії, що, насамтодом, на нових трубних пучках або у функції заперед, стосується зворотних патрубків трубного пасних частин, можна збільшити ресурс патрубків і пучка Це проілюстровано на фіг 3, де зображено, підвищити надійність роботи системи як частинки коксу діють на внутрішні поверхні звоСуть даного винаходу полягає в одержанні ротного патрубка 18 На фіг 4 у патрубкові 18 наерозійно стійких внутрішніх поверхонь зворотних ведено утворену ерозією зону 22, в якій спостеріпатрубків у трубних пучках печі установки для кокгається стоншення стінки патрубка, що може знисування, що дасть змогу зменшити ризик утворензити надійність системи Патрубки, що зазнали ня ерозії та підвищити надійність системи ерозії, наприклад, такий, зображений на фіг 4, відДаний винахід відноситься до установок для уповільненого коксування типу, який схематично зображено на фіг 1 Як можна на ньому побачити, з фідерної лінії 10 завантажувальний матеріал потрапляє в піч 12, де він нагрівається до температури спікання ЗВІДТІЛЯ ВІН спрямовується в один із двох коксових барабанів 14 На фіг 2 і 3 зображено окремі ділянки пучка екранних труб Як правило, піч устатковується двома або чотирма такими трубними пучками, кожний з яких складається з кількох прямих секцій 16 КІНЦІ суміжних прямих секцій з'єднуються між собою зворотними патрубками 18, зображеними на малюнку у формі колін із згином на 180°, але ІНОДІ ці патрубки можуть складатися з пари колін із згином на 90°, що з'єднуються одне з одним короткими прямими з'єднувальними секціями (не зображено) Пучки екранних труб зазнають дії високих температур, оскільки завантажувальний матеріал повинен нагріватися до 850° - 900°F або навіть вищої ,10 Фіг' ФІГ 2 57616 Фіг 4 Фіг З 13 Фіг 5 Комп'ютерна верстка Е Гапоненко Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA delayed coking installation, a furnace for it, a method for increasing erosion resistance, a method for erosion resistance
Назва патенту російськоюУстановка для замедленного коксования, печь для нее, способ повышения эрозионной стойкости, способ сопротивления эрозии
МПК / Мітки
МПК: C10B 21/00
Мітки: установка, неї, ерозійної, стійкості, коксування, підвищення, опору, ерозії, спосіб, піч, уповільненого
Код посилання
<a href="https://ua.patents.su/4-57616-ustanovka-dlya-upovilnenogo-koksuvannya-pich-dlya-ne-sposib-pidvishhennya-erozijjno-stijjkosti-sposib-oporu-erozi.html" target="_blank" rel="follow" title="База патентів України">Установка для уповільненого коксування, піч для неї, спосіб підвищення ерозійної стійкості, спосіб опору ерозії</a>
Спосіб уповільненого коксування, установка для його здійснення та спосіб підвищення продуктивності такої установки
Номер патенту: 55462
Опубліковано: 15.04.2003
Автор: Нелсен Дейвід К.
МПК: C10G 9/14
Мітки: такої, спосіб, підвищення, уповільненого, установка, продуктивності, коксування, установки, здійснення
Формула / Реферат:
1. Спосіб уповільненого коксування, заснований на використанні двох по черзі заповнюваних і таких, що випорожняються, коксових барабанів, кожний з яких спирається на виконану у вигляді юбки несучу підставку, яка приварена до коксового барабана, в якому пов'язана з випорожненням коксового барабана частина робочого циклу включає наступні стадії: прокачування пари через заповнений коксовий барабан з метою видалення з нього залишків летких...
Спосіб уповільненого коксування та спосіб зниження напружень у барабанах для уповільненого коксування
Номер патенту: 49086
Опубліковано: 16.09.2002
Автор: Нелсен Дейвід К.
МПК: C10B 39/00, C10B 45/00, C10B 29/00
Мітки: напружень, уповільненого, коксування, зниження, спосіб, барабанах
Формула / Реферат:
1. Спосіб уповільненого коксування на установці з двома по черзі заповнюваними і випорожнюваними коксовими барабанами, кожен з яких має опору, виконану у вигляді привареної до його корпусу опорної юбки, при якому цикл випорожнення барабана включає наступні стадії: пропарювання заповненого барабана з метою видалення з нього залишків летких речовин, гасіння гарячого шару коксу водою, зливання з барабана використаної для гасіння коксу води,...
Спосіб уповільненого коксування (варіанти)
Номер патенту: 50764
Опубліковано: 15.11.2002
Автор: Рот Джим Р.
МПК: C10G 9/14
Мітки: уповільненого, варіанти, спосіб, коксування
Формула / Реферат:
1. Спосіб уповільненого коксування, у якому рідку сировину для коксування нагрівають до підвищеної температури і завантажують в коксовий барабан в умовах уповільненого коксування, при яких таку рідку вихідну сировину прогрівають теплом, що міститься в ній, достатнім для перетворення вихідної сировини в крекінг-пару, яку при охолодженні конденсують в рідкі продукти і кокс, який відрізняється тим, що в коксовий барабан вводять некоксівний...
Спосіб уповільненого коксування
Номер патенту: 46011
Опубліковано: 15.05.2002
Автори: Храбан Томас, Сейлер Пол Е., Діксон Тодд В.
МПК: C10G 9/14
Мітки: коксування, уповільненого, спосіб
Формула / Реферат:
1. Спосіб уповільненого коксування, в якому відібрані з верхньої частини коксового барабана пари подають до фракціонуючої коксової колони, в якій вони поділяються на відібрані з верхньої частини колони пари, проміжні рідинні фракції та газойль, що утворюється в зоні миттєвого випаровування, в якому міститься значна кількість твердих частинок, який відрізняється тим, що включає стадію (а), на якій газойль, що утворюється в зоні...
Шихта для коксування
Номер патенту: 24199
Опубліковано: 07.07.1998
Автори: Локшин Володимир Семенович, Федулов Олег В'ячеславович, Старовойт Анатолій Григорович, Барський Вадим Давидович, Мадатов Артем Валерйович, Іващенко Володимир Опанасович
МПК: C10B 57/00
Мітки: шихта, коксування
Формула / Реферат:
Шихта для коксування, що включає у себе вугілля та присадку, яка відрізняється тим, що як присадка використовується суміш з відходів пластичних мас та вуглецьових відходів у кількості 5,0 - 10%.
Попередній патент: Тверда шипуча швидкорозчинна композиція цетиризину
Наступний патент: Спосіб обробки великих мас розплаву металу
Випадковий патент: Спосіб виготовлення заізольованого струмопровідного дроту терморезисторного елемента для формування нерознімного з'єднання складових виробів різного призначення