Пристрій для зварювання елементів приладів електронної техніки
Номер патенту: 73523
Опубліковано: 25.09.2012
Автори: Ковтонюк Віктор Михайлович, Ковтун Станіслав Іванович, Іванов Володимир Миколайович, Веремійченко Георгій Микитович
Формула / Реферат
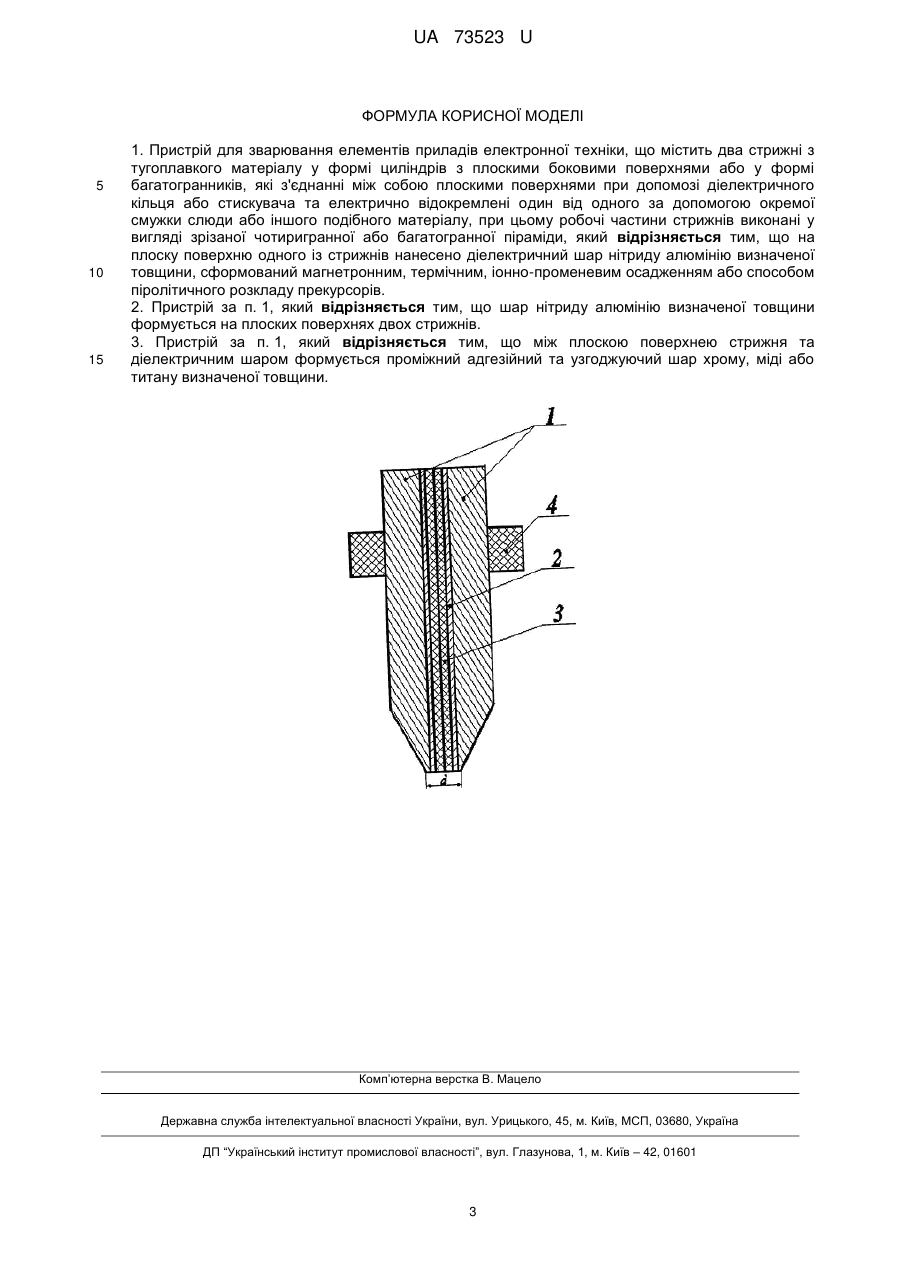
1. Пристрій для зварювання елементів приладів електронної техніки, що містить два стрижні з тугоплавкого матеріалу у формі циліндрів з плоскими боковими поверхнями або у формі багатогранників, які з'єднанні між собою плоскими поверхнями при допомозі діелектричного кільця або стискувача та електрично відокремлені один від одного за допомогою окремої смужки слюди або іншого подібного матеріалу, при цьому робочі частини стрижнів виконані у вигляді зрізаної чотиригранної або багатогранної піраміди, який відрізняється тим, що на плоску поверхню одного із стрижнів нанесено діелектричний шар нітриду алюмінію визначеної товщини, сформований магнетронним, термічним, іонно-променевим осадженням або способом піролітичного розкладу прекурсорів.
2. Пристрій за п. 1, який відрізняється тим, що шар нітриду алюмінію визначеної товщини формується на плоских поверхнях двох стрижнів.
3. Пристрій за п. 1, який відрізняється тим, що між плоскою поверхнею стрижня та діелектричним шаром формується проміжний адгезійний та узгоджуючий шар хрому, міді або титану визначеної товщини.
Текст
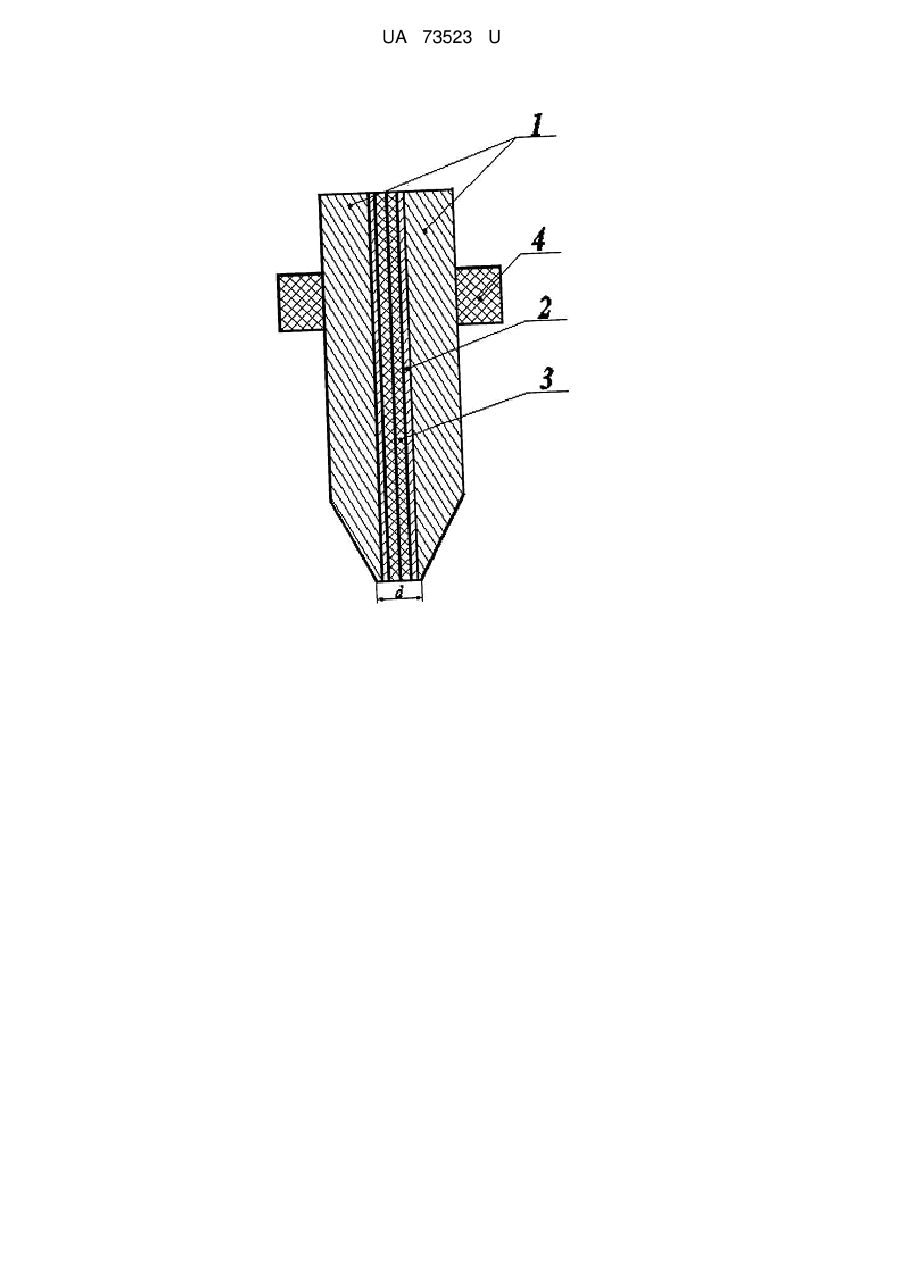
Реферат: Пристрій для зварювання елементів приладів електронної техніки містить два стрижні з тугоплавкого матеріалу у формі циліндрів з плоскими боковими поверхнями або у формі багатогранників, які з'єднанні між собою плоскими поверхнями при допомозі діелектричного кільця або стискувача та електрично відокремлені один від одного за допомогою окремої смужки слюди або іншого подібного матеріалу. Робочі частини стрижнів виконані у вигляді зрізаної чотиригранної або багатогранної піраміди. На плоску поверхню одного із стрижнів нанесено діелектричний шар нітриду алюмінію визначеної товщини, сформований магнетронним, термічним, іонно-променевим осадженням або способом піролітичного розкладу прекурсорів. UA 73523 U (12) UA 73523 U UA 73523 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обладнання для складання різноманітних виробів електронної техніки. Особливо ефективно заявлене технічне рішення може бути використане в виробництві дискретних напівпровідникових приладів (діодів Ганна, лавинно-пролітних діодів, р-i-n діодів, інтегральних схем та ГІС НВЧ). У зазначених виробах використовується процес утворення нероз'ємних з'єднань елементів - мікрозварювання. Зварювання відрізняється від пайки меншим забрудненням і більш високою надійністю. Найбільш поширене зварювання тиском термокомпресійне, посереднім нагрівом та ультразвуком. Термокомпресія забезпечує високоякісне зварювання м'яких матеріалів у вигляді круглих і плоских провідників з тонкими металічними плівками, нанесених на ламкі діелектричні підкладки. Незважаючи на ці позитивні якості термокомпресійне зварювання обмежене кількістю комбінацій сполучень зварювальних матеріалів. Спосіб термокомпресії особливо ефективний при зварюванні сплавів нікелю та заліза. З'єднувальні матеріали, які підлягають зварюванню, необхідно підготувати шляхом травлення, зачистки, обезжирювання та захисту від окислення. Найбільш близьким до заявленого технічного рішення є зварювання плавленням здвоєним розщепленим електродом [И.Я. Козырь, Ю.И. Горбунов, Ю.С. Чернозубов, А.С. Пономарев. Технология полупроводниковых изделий микроэлектроники. Общая технология. - Книга 1. Москва. - "Высшая школа", - 1989. - С. 161]. Пристрій для зварювання подвійним електродом складається з двох електродів з тугоплавкого матеріалу, скріплених плоскими поверхнями разом зовнішньою діелектричною деталлю. Електроди механічно та електрично відокремлені один від одного за допомогою слюдяної прокладки або синтетичного корунду. Матеріал електродів - вольфрам, молібден або сплав ВК-8. Проміжок між електродами становить від 10 мкм до 1 мм. При зварюванні цим способом з'єднання елементів відбувається на дільницях, які обмежені площею торцевих поверхонь електродів, які підводять електричний струм та передають зусилля стиснення. Значним недоліком прототипу є швидке зношування робочої частини пристрою за рахунок періодичної дії високих температур та тиску, які виникають під час виконання процесу зварювання. Це, в свою чергу, призводить до розтріскування і руйнування слюдяної прокладки та збільшенню торцевих поверхонь робочих електродів через ерозію. Повторна абразивна обробка робочих частин електродів в пристрої неможлива через руйнування слюдяної прокладки. Абразивна обробка електродів пристрою до розмірів торцевих поверхонь, менших ніж 20×20 мкм, неможлива з цієї ж причини. Метою запропонованого технічного рішення є підвищення терміну безвідмовної роботи пристрою, якості складання мікроелектронних компонентів та зменшення лінійних розмірів елементів, що зварюються. В основу корисної моделі поставлена задача вдосконалення пристрою, що дає змогу: 1) багаторазово формувати робочі частини електродів та зменшення лінійних розмірів елементів, що зварюються; 2) виконувати торцеві поверхні робочих частин з мінімальними розмірами; 3) значно збільшити кількість циклів зварювання виробів електронної техніки після абразивної обробки електродів. Поставлена задача вирішується за рахунок того, що в пристрої для зварювання елементів приладів електронної техніки, який містить в собі два стрижні з тугоплавкого матеріалу у формі циліндрів з плоскими боковими поверхнями або у формі багатогранників, які з'єднанні між собою плоскими поверхнями при допомозі діелектричного кільця або стискувача та відокремлені один від одного за допомогою окремого шару слюди або іншого подібного матеріалу, при цьому робочі частини стрижнів виконані у вигляді зрізаної чотиригранної або багатогранної піраміди, згідно з корисною моделлю, з метою збільшення терміна використання, зменшення лінійних розмірів елементів, що зварюються, та підвищення якості зварювання на плоскій поверхні одного або двох стрижнів нанесено шар нітриду алюмінію (AlN) визначеної товщини, сформований магнетронним, термічним, іонно-променевим садженням або способом піролітичного розкладу прекурсорів. Пристрій для зварювання виробів електронної техніки відрізняється тим, що шар AlN визначеної товщини формується на плоских поверхнях двох стрижнів. Пристрій для зварювання виробів електронної техніки відрізняється тим, що між плоскою поверхнею стрижня та діелектричним шаром AlN формується проміжний адгезійний та узгоджуючий шар хрому (Сr), міді (Сu) або титану (Ті) визначеної товщини. Новими ознаками, якими наділене заявлене технічне рішення, є формування на плоскій поверхні електрода пристрою ізолюючого шару певної товщини та адгезійного узгоджуючого шару Сr або титану Ті, який розміщений між ізолюючим шаром та поверхнею тугоплавкого 1 UA 73523 U 5 10 15 електрода. Новою ознакою також є формування зазначеної плівкової системи на обох електродах, що разом забезпечує відповідність технічного рішення, що заявляється, критерію "новизна". Створення пристрою для зварювання елементів приладів електронної техніки з вказаними відмінними ознаками дає змогу збільшити термін використання електродів та якість зварювання деталей мініатюрних розмірів. Можливість здійснення корисної моделі підтверджується кресленням, на якому наведене схематичне зображення будови пристрою для зварювання елементів електронної техніки. Керамічний матеріал на основі AlN або нанокристал останнім часом активно використовується як підкладка для ГІС НВЧ, наприклад, в технічному рішенні [Спосіб 7 тонкоплівної металізації підкладки із нітриду алюмінію. Пат.6444297, США, МПК В32В3/100, Electro Technik Ind.,Inc.Bischel Pichand. Заявл. 19.07.2000. Опубл. 03.09.2002]. Плівки із AlN, одержані шляхом реактивного вакуумного напилення, використані при виконанні багатошарових друкованих плат [Э.А. Сахно, М.А. Балашов, В.В. Жиликов, Д.В. Лобасов. Применение тонких пленок в наноструктурированных матеріалах при изготовлении теплонагружених печатних плат. Технология и конструирование в электронной аппаратуре. 2011. - № 5. - С. 3-5]. В таблиці приведені основні характеристики нітриду алюмінію AlN та слюди, яка використовується в прототипі. 20 Таблиця Параметри Слюда 8001000 70100 14 10 209,2 -6 1,81∙10 . Температура розкладу або плавлення, °C Пробивна напруга, МВ/м Питомий опір, Ом∙см Теплопровідність, Вт/м∙К -1; Коефіцієнт лінійного розширення, К 25 30 35 40 45 Матеріал Нітрид алюмінію (AlN) 20002400 >100 14 10 319 -6 5∙10 Як видно з порівняльної таблиці, AlN може працювати при високих температурах, має високі пробивну напругу та питомий електричний опір. Теплопровідність AlN близька до теплопровідності міді (384 Вт/м∙К). Для порівняння: теплопровідність алюмінію становить 209 Вт/м·К. AlN має хорошу адгезію до сплаву ВК-8 - коефіцієнт лінійного розширення якого дорівнює -6 -1 (4,55,5)∙10 К , близький до AlN. Плівки AlN одержані на підкладках твердосплавного матеріалу вакуумним реактивним напиленням, магнетронним розпиленням, іонно-променевим осадженням або способом піролітичного розкладу прекурсорів. Для збільшення циклів зварювання на плоских поверхнях стрижнів формувався адгезійний та узгоджувальний тонкий шар таких металів як Cr, Cu або Ті товщиною до 0,5 мкм. Надійність пристрою для зварювання збільшувалась коли плівкова система метал - AlN формувалась на двох тугоплавких стрижнях, які скріплювались плоскими поверхнями, що дає змогу використовувати його для надійного монтажу мініатюрних елементів приладів електронної техніки з лінійними розмірами
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for welding elements of electronic devices
Автори англійськоюIvanov Volodymyr Mykolaiovych, Veremiichenko Heorhii Mykytovych, Kovtoniuk Viktor Mykhailovych, Kovtun Stanislav Ivanovych
Назва патенту російськоюУстройство для сварки элементов электронной техники
Автори російськоюИванов Владимир Николаевич, Веремийченко Георгий Никитич, Ковтонюк Виктор Михайлович, Ковтун Станислав Иванович
МПК / Мітки
МПК: H05B 7/02
Мітки: елементів, техніки, зварювання, електронної, пристрій, приладів
Код посилання
<a href="https://ua.patents.su/5-73523-pristrijj-dlya-zvaryuvannya-elementiv-priladiv-elektronno-tekhniki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зварювання елементів приладів електронної техніки</a>
Пристрій для прогнозування надійності виробів електронної техніки за рівнем нч шуму
Номер патенту: 46843
Опубліковано: 11.01.2010
Автори: Михалевський Дмитро Валерійович, Кичак Василь Мартинович
МПК: H03K 19/20
Мітки: пристрій, шуму, техніки, рівнем, прогнозування, надійності, електронної, виробів
Формула / Реферат:
Пристрій для прогнозування надійності виробів електронної техніки за рівнем НЧ шуму, що містить в собі схему вмикання, попередній підсилювач, вхід якого з'єднано із виходом схеми задання режиму, кінцевий підсилювач, смуговий фільтр, вхід якого з'єднано із виходом кінцевого підсилювача, а вихід із середньоквадратичним детектором, аналого-цифровий перетворювач, який відрізняється тим, що додатково введено мультиплексор, перший вхід якого...
Пристрій для прогнозування надійності виробів електронної техніки за рівнем нч шуму
Номер патенту: 48280
Опубліковано: 10.03.2010
Автори: Кичак Василь Мартинович, Михалевський Дмитро Валерійович
МПК: H03K 19/20
Мітки: техніки, прогнозування, виробів, електронної, шуму, рівнем, пристрій, надійності
Формула / Реферат:
Пристрій для прогнозування надійності виробів електронної техніки за рівнем НЧ шуму, що містить в собі схему вмикання, попередній підсилювач, вхід якого з'єднано із виходом схеми вмикання, а вихід із основним селективним каналом, який містить в собі перший кінцевий підсилювач, перший смуговий фільтр, перший детектор, і додатковим селективним каналом, який містить в собі другий кінцевий підсилювач, другий смуговий фільтр, а також другий...
Пристрій для знешкодження негативного впливу відеотерміналів, телевізорів, мобільних телефонів, іншої електронної техніки

Номер патенту: 1991
Опубліковано: 15.09.2003
Автор: Корнієнко Василь Гаврилович
МПК: H01J 29/06, H04M 1/03
Мітки: знешкодження, телефонів, техніки, впливу, пристрій, іншої, мобільних, електронної, відеотерміналів, телевізорів, негативного
Формула / Реферат:
1. Пристрій для знешкодження негативних випромінювань відеотерміналів, що містить нейтралізуючий елемент, який відрізняється тим, що цей елемент має реле, контакти якого відключають джерело нагативного впливу від електронної схеми відеотермінала і закорочують його виводи. 2. Пристрій по п.1, який відрізяється тим, що функції реле і контактів нейтралізуючого елемента можуть бути виконані на напівпровідникових приладах.
Пристрій для захисту людини від негативного впливу випромінювань електронної техніки “гриюр”
Номер патенту: 58387
Опубліковано: 15.07.2003
Автори: Новгородський Григорій Семенович, Паньковський Юрій Сергійович, Голембієвський Броніслав Станіславович
МПК: H01J 29/00, G12B 17/00
Мітки: захисту, негативного, впливу, техніки, випромінювань, електронної, людини, гриюр, пристрій
Формула / Реферат:
1. Пристрій для захисту людини від негативного впливу випромінювань електронної техніки, що містить основу з розташованою на її бічній стороні спіралеподібною структурою, який відрізняється тим, що структура являє собою витки, виконані з електропровідного кристалічного матеріалу, причому пристрій містить щонайменше дві спіралеподібні структури з взаємно протилежними напрямками закрутки, а витки виконані щонайменше із двох різних...
Пристрій для захисту людини від негативного впливу відеотерміналів персональних комп’ютерів, телевізорів та іншої електронної техніки
Номер патенту: 40850
Опубліковано: 15.08.2001
Автори: Павленко Анатолій Робертович, Павленко Олександр Анатолійович
МПК: G21K 1/00
Мітки: впливу, людини, телевізорів, пристрій, захисту, негативного, іншої, техніки, електронної, комп'ютерів, персональних, відеотерміналів
Формула / Реферат:
Пристрій для захисту людини від негативного впливу відеотерміналів персональних комп'ютерів, телевізорів та іншої електронної техніки, що включає корпус, в якому розміщений розчин солей рідкоземельних металів, який відрізняється тим, що в корпусі додатково розміщено набір металевих незамкнених кілець, які на своїх кінцях мають кулі, причому кільця розміщені в корпусі таким чином, що кулі парних та непарних за рахунком кілець розташовані...
Попередній патент: Установка для регулювання водозабезпечення із водозабірних артезіанських свердловин
Наступний патент: Спосіб лікування спастичності верхньої кінцівки (модифікація 1)
Випадковий патент: П'єзоелектричний перетворювач механічних величин