Спосіб зварювання різнорідних металів
Номер патенту: 75036
Опубліковано: 26.11.2012
Автори: Тулупов Володимир Іванович, Гавриш Павло Анатолійович
Формула / Реферат
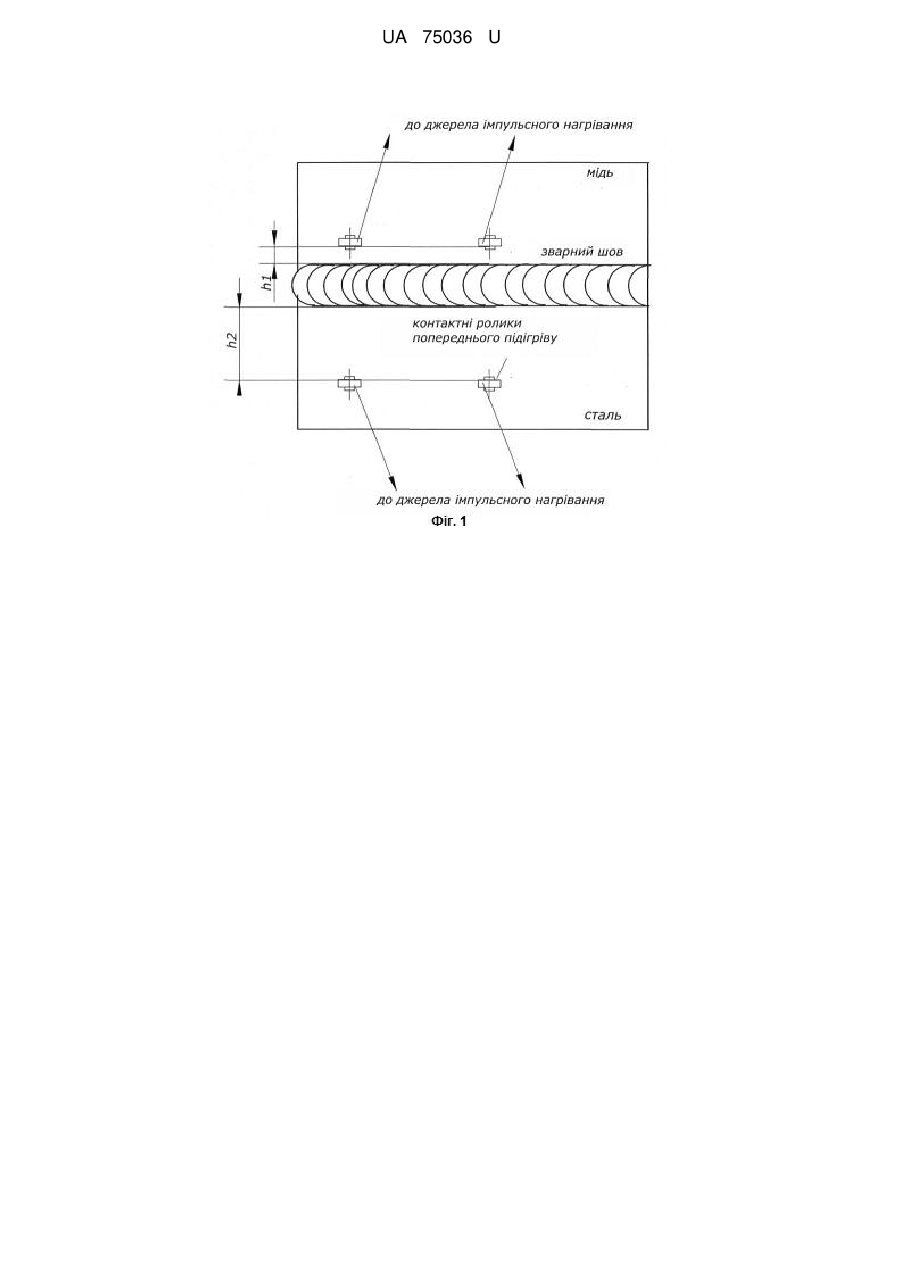
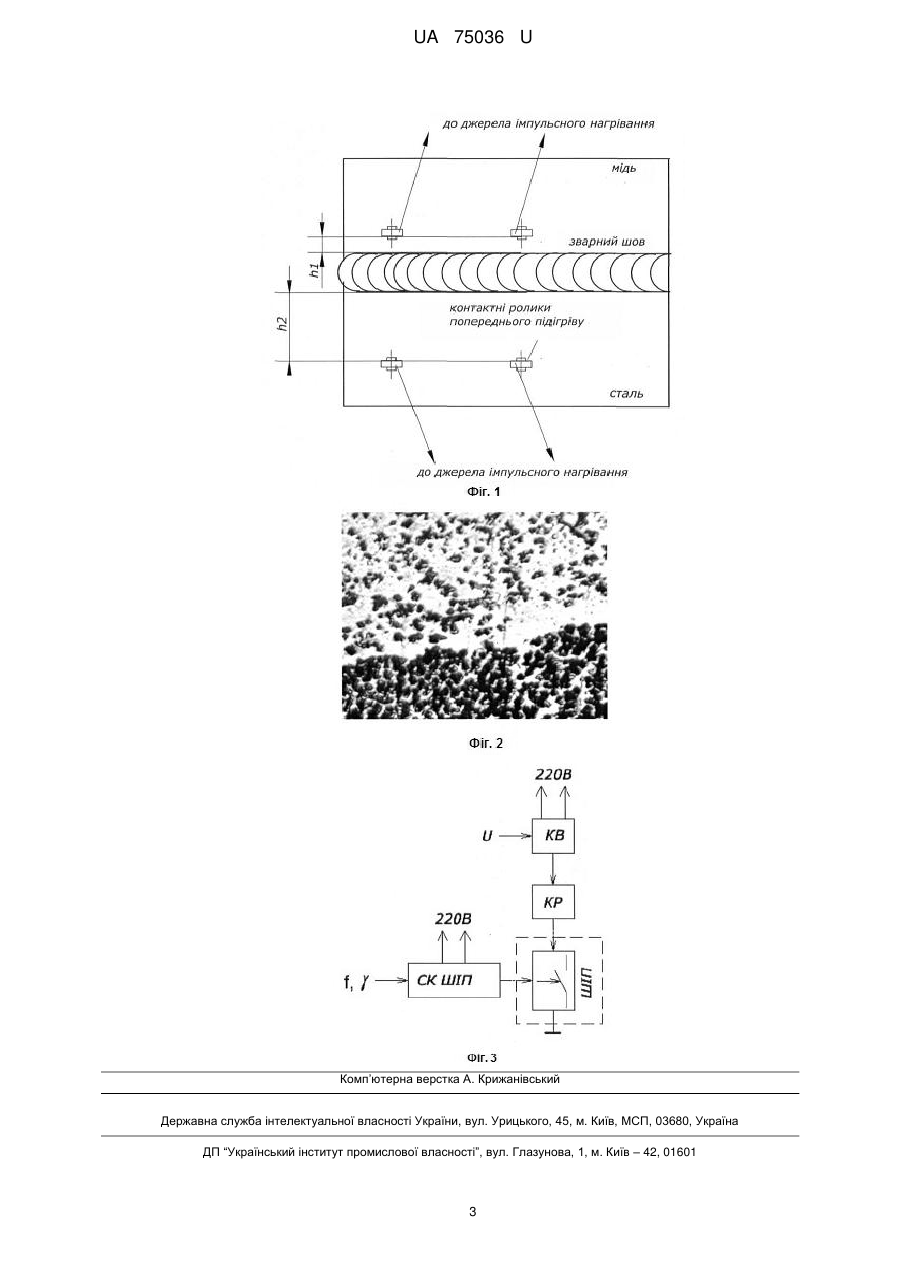
Спосіб зварювання різнорідних металів, який полягає у попередньому підігріванні зварювальних металів, який відрізняється тим, що попередній підігрів здійснюється імпульсним струмом прямокутної форми, при цьому відстань контактних роликів попереднього підігріву до металу від зварного шва зворотна відношенню коефіцієнтів теплопровідностей металів, які зварюються
![]() ,
,
де:
![]() - теплопровідність металу з високим значенням коефіцієнта теплопровідності,
- теплопровідність металу з високим значенням коефіцієнта теплопровідності,
![]() - теплопровідність металу з низьким значенням коефіцієнта теплопровідності,
- теплопровідність металу з низьким значенням коефіцієнта теплопровідності,
![]() - відстань від зварного шва металу з високим значенням коефіцієнта теплопровідності,
- відстань від зварного шва металу з високим значенням коефіцієнта теплопровідності,
![]() - відстань від зварного шва металу з низьким значенням коефіцієнта теплопровідності.
- відстань від зварного шва металу з низьким значенням коефіцієнта теплопровідності.
Текст
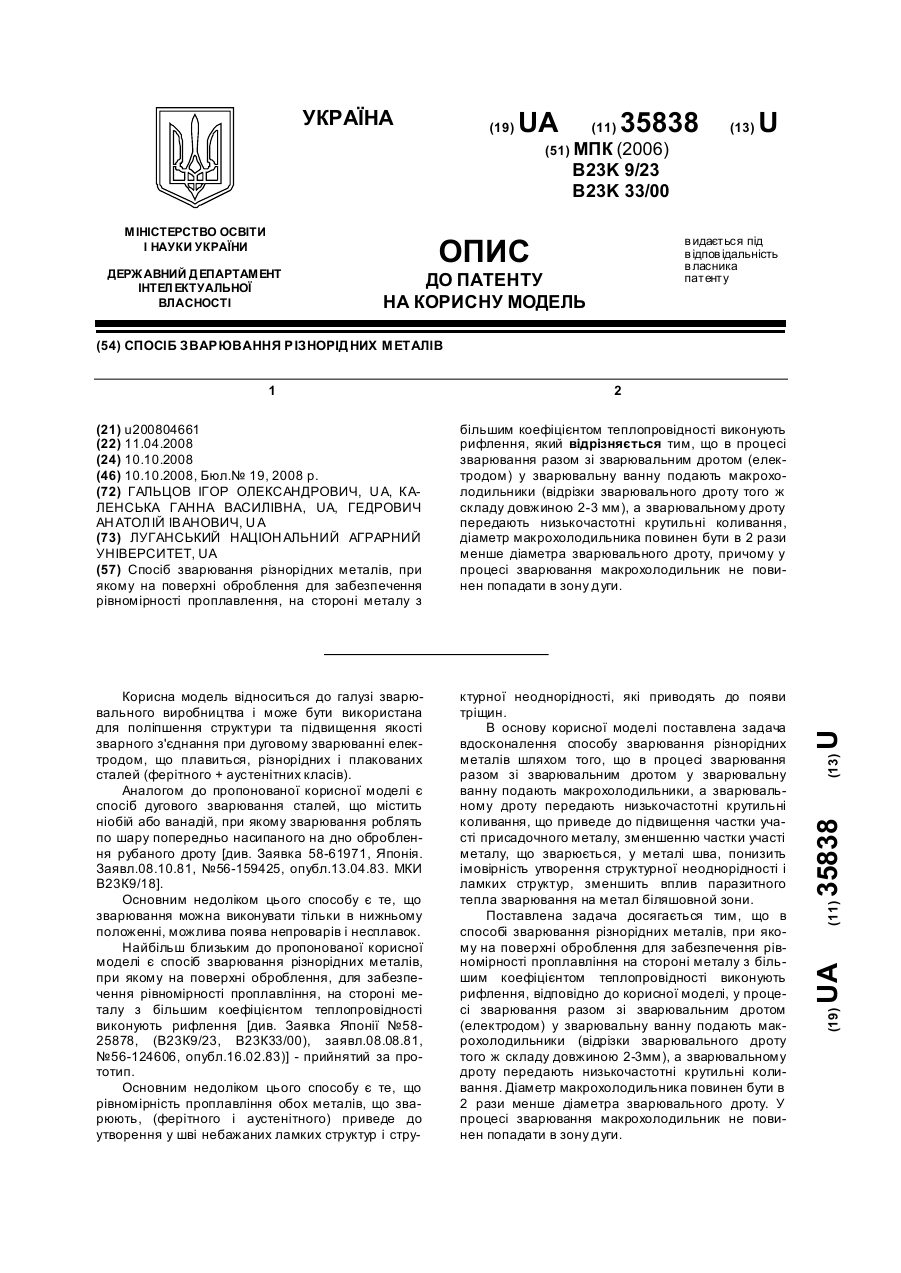
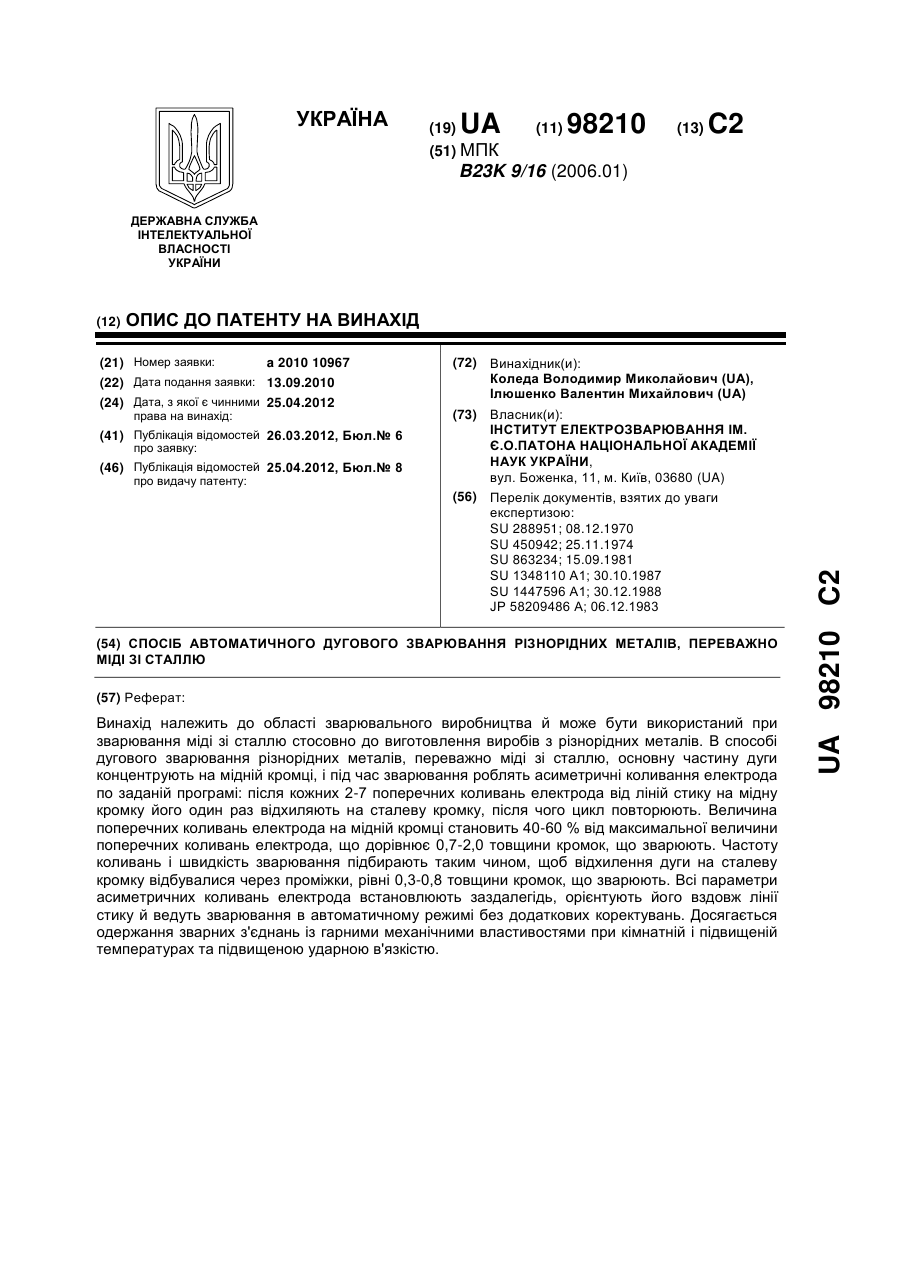
Реферат: UA 75036 U UA 75036 U 5 10 15 20 25 30 35 Корисна модель належить до галузі техніки, а саме до зварювального виробництва і може бути застосована при зварюванні різнорідних металів. Відомий спосіб зварювання різнорідних металів, наприклад міді та сталі, при якому для зварювання міді зі сталлю використовують ручне дугове зварювання та застосовують попередній підігрів деталей. Зазвичай попередній підігрів виконують газовим полум'ям [1]. Також відомий спосіб зварювання різнорідних металів, при якому використовують пальники на пропан-бутановій суміші, при цьому нагрів ведеться тільки для необхідної зони зварювання [2]. Цей спосіб прийнятий за прототип. Недоліки прототипу: одночасно нагріваються обидві деталі до однакової температури незалежно від їх теплофізичних властивостей; неможливість оперативного регулювання температури підігріву, а також регулювання підігріву окремо для різних металів, які зварюються; неможливість регулювання зони попереднього підігріву; додаткове створення поверхневого шару металу, насиченого вуглецем; окислення поверхневого шару металу; дефекти зварного шва; велика зона термічного впливу при зварюванні. Загальними суттєвими ознаками відомого способу і того, що заявляється, є попереднє підігрівання зварювальних металів. В основу корисної моделі поставлена задача удосконалення способу зварювання різнорідних металів. Поставлена задача вирішується тим, що при зварюванні різнорідних металів використовують попереднє підігрівання окремо кожного зварюваного металу імпульсним струмом прямокутної форми. У цьому випадку забезпечується форсоване нагрівання локальної ділянки окремого металу до необхідної температури попереднього підігріву, при цьому відстань контактних роликів попереднього підігріву до металу від осі зварного шва зворотна відносно коефіцієнтів теплопровідностей металів, які зварюються. Суть корисної моделі полягає в тому, що: при імпульсному підігріванні зменшується зона термічного впливу; забезпечується рівномірне нагрівання металу; відсутній додатковий вплив вуглецю на метал (як при нагріванні газовим полум'ям); відсутня окисленість поверхневого шару металу, плавне регулювання температури підігріву, регулювання температури; зони відсутності дефектів зварного шва тому, що підігрів проводиться імпульсним струмом прямокутної форми, причому відстань контактних роликів попереднього підігрівання до металу від зварного шва зворотна відносно коефіцієнтів теплопровідностей металів, які зварюються, що визначаються за формулою c 2 h2 c1 h1 40 45 50 55 (1), де: с1 - теплопровідність металу з високим значенням коефіцієнта теплопровідності; c2 - теплопровідність металу з низьким значенням коефіцієнта теплопровідності; h1 - відстань від зварного шва металу з високим значенням коефіцієнта теплопровідності; h2 - відстань від зварного шва металу з низьким значенням коефіцієнта теплопровідності. Заявлений спосіб реалізують наступним чином: до початку зварювання на деталі, які потрібно зварити встановлюють контактні ролики, через які подається імпульсний струм на деталі; контактні ролики встановлюють на відстані від осі зварного шва таким чином, щоб відношення теплопровідності металів, які зварюються, було зворотним. При цьому відстань контактних роликів від зварного шва металу з низьким значенням коефіцієнта теплопровідності розраховується від співвідношення згідно з формулою (1); виконують регулювання попереднього, а якщо потрібно і супутнього підігріву деталей у процесі зварювання. Суть корисної моделі пояснюється кресленнями, на яких зображено: фіг. 1 - схема способу зварювання; фіг. 2 - мікроструктура зони сплавлення сталь-мідь; фіг. 3 - схема широтно-імпульсного перетворювача. Приклад здійснення способу. 1 UA 75036 U 5 10 15 20 Виконували зварювання міді зі сталлю товщиною 10мм. Досліджували вплив імпульсного попереднього підігрівання на властивості зварного з'єднання при зварюванні міді і сталі та необхідну відстань встановлення контактних роликів для підігріву. Для цього був застосований генератор імпульсного струму прямокутної форми потужністю до 2 кВт з регульованою частотою, скважністю і величиною струму (фіг. 2). На фіг.2 показано: KB - керований випрямляч; КР - контактні ролики; СК ШІП - система керування широтно-імпульсним перетворювачем; ШІП широтно-імпульсний перетворювач; f - частота струму; - кут зсуву фази. Визначено, що для безпористої зони області змішування реагентів і проникнення легуючих компонентів в металматрицю без порушення суцільності останньою необхідна тривалість імпульсів струму ~ 10 мс, і 2 щільність 103 А/см . Мідь та сталь мають різні коефіцієнти теплоємності сталь Ст.3сп -67 Вт/м*К, а мідь МІ - 390 Вт/м*К, тому при визначенні відстані між зварним швом та контактними роликами попереднього підігріву застосовували формулу (1) і визначали відстань до зварного шва міді при відомій відстані до сталі (100 мм). При розрахунку формули (1) отримали відстань до міді - 18 мм. Результати дослідження мікроструктури зварного шва міді зі сталлю свідчать про відсутність дефектів та відсутність збільшення зони термічного впливу (фіг. 3). Джерела інформації: 1. Технология электрической сварки металлов и сплавов плавлением / Под ред.акад. Б. Е. Патона. М.: Машиностроение, 1974. - С. 667-668. 2. Гавриш П.А. Локальная термическая обработка при сварке меди и стали / Сборник докладов 8-й Международной научно-технической конференции "Оборудование и технология термической обработки металлов и сплавов" ОТТОМ-8 г. Харьков 28 мая -1 июля, 2007, T 1.c.133-137. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб зварювання різнорідних металів, який полягає у попередньому підігріванні зварювальних металів, який відрізняється тим, що попередній підігрів здійснюється імпульсним струмом прямокутної форми, при цьому відстань контактних роликів попереднього підігріву до металу від зварного шва зворотна відношенню коефіцієнтів теплопровідностей металів, які зварюються c 2 h2 , c1 h1 де: c 2 h2 - теплопровідність металу з високим значенням коефіцієнта теплопровідності, c1 h1 c2 c1 35 h2 h1 - теплопровідність металу з низьким значенням коефіцієнта теплопровідності, c 2 h2 - відстань від зварного шва металу з високим значенням коефіцієнта теплопровідності, c1 h1 h2 - відстань від зварного шва металу з низьким значенням коефіцієнта теплопровідності. 2 UA 75036 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding dissimilar metals
Автори англійськоюTulupov Volodymyr Ivanovych, Havrysh Pavlo Anatoliiovych
Назва патенту російськоюСпособ сварки разнородных металлов
Автори російськоюТулупов Владимир Иванович, Гавриш Павел Анатольевич
МПК / Мітки
МПК: B23K 13/00
Мітки: спосіб, металів, зварювання, різнорідних
Код посилання
<a href="https://ua.patents.su/5-75036-sposib-zvaryuvannya-riznoridnikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання різнорідних металів</a>
Спосіб зварювання різнорідних металів
Номер патенту: 35838
Опубліковано: 10.10.2008
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Каленська Ганна Василівна
МПК: B23K 33/00, B23K 9/23
Мітки: зварювання, металів, спосіб, різнорідних
Формула / Реферат:
Спосіб зварювання різнорідних металів, при якому на поверхні оброблення для забезпечення рівномірності проплавлення, на стороні металу з більшим коефіцієнтом теплопровідності виконують рифлення, який відрізняється тим, що в процесі зварювання разом зі зварювальним дротом (електродом) у зварювальну ванну подають макрохолодильники (відрізки зварювального дроту того ж складу довжиною 2-3 мм), а зварювальному дроту передають низькочастотні...
Спосіб автоматичного дугового зварювання різнорідних металів, переважно міді зі сталлю
Номер патенту: 98210
Опубліковано: 25.04.2012
Автори: Коледа Володимир Миколайович, Ілюшенко Валентин Михайлович
МПК: B23K 9/16
Мітки: автоматичного, дугового, сталлю, міді, зварювання, різнорідних, переважно, спосіб, металів
Формула / Реферат:
Спосіб автоматичного дугового зварювання різнорідних металів, переважно міді зі сталлю, при якому основну частину дуги концентрують на мідній кромці, який відрізняється тим, що під час зварювання роблять асиметричні коливання електрода по заданій програмі: після кожних 2-7 поперечних коливань електрода від ліній стику на мідну кромку його один раз відхиляють на сталеву кромку, після чого цикл повторюють, величина поперечних коливань...
Спосіб зварювання деталей з різнорідних металів тиском
Номер патенту: 57982
Опубліковано: 25.03.2011
Автори: Вовченко Олександр Іванович, Онацька Ніна Олександрівна, Демиденко Лариса Юріївна, Половинка Володимир Дмитрович
МПК: B23K 31/02
Мітки: тиском, деталей, металів, спосіб, різнорідних, зварювання
Формула / Реферат:
Спосіб зварювання деталей з різнорідних металів тиском, що включає стискання поверхонь деталей, що зварюються, пропускання серії імпульсів струму уздовж зони зварювання із визначеною кількістю імпульсів, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання в повітряному середовищі, який відрізняється тим, що імпульси струму пропускають уздовж зони зварювання по деталі, яка має більший питомий...
Спосіб зварювання тиском деталей з різнорідних металів
Номер патенту: 98039
Опубліковано: 10.04.2012
Автори: Демиденко Лариса Юріївна, Вовченко Олександр Іванович, Онацька Ніна Олександрівна, Половинка Володимир Дмитрович
МПК: B23K 11/20, B23K 31/02
Мітки: деталей, спосіб, зварювання, металів, різнорідних, тиском
Формула / Реферат:
Спосіб зварювання тиском деталей з різнорідних металів, що включає стискання поверхонь деталей, що зварюються, пропускання серії імпульсів струму уздовж зони зварювання із визначеною кількістю імпульсів, нагрів до температури зварювання і витримку в повітряному середовищі протягом часу, необхідного для одержання міцного з'єднання , який відрізняється тим, що імпульси струму пропускають уздовж зони зварювання по деталі з металу, що має...
Спосіб зварювання високошвидкісним співударянням плоских деталей із різнорідних металів
Номер патенту: 54720
Опубліковано: 25.11.2010
Автори: Вовченко Олександр Іванович, Демиденко Лариса Юріївна, Половинка Володимир Дмитрович, Онацька Ніна Олександрівна
МПК: B23K 11/26, B23K 9/22
Мітки: металів, зварювання, високошвидкісним, співударянням, деталей, різнорідних, спосіб, плоских
Формула / Реферат:
Спосіб зварювання високошвидкісним співударянням плоских деталей із різнорідних металів шляхом кидання деталі, що приварюється, до нерухомої деталі, розташованої до неї із зазором, за допомогою електровибухової дії, який відрізняється тим, що деталь, яка приварюється, розташовують на торцевій поверхні товстостінної втулки, всередині якої встановлюють електровибуховий патрон, а нерухому деталь розташовують під кутом 6-12° до деталі, що...
Попередній патент: Теплообмінник витий
Наступний патент: Спосіб попередження виникнення пожежі або вибуху в замкнутому захищеному приміщенні
Випадковий патент: Спосіб виробництва корейки по-кіровоградськи