Спосіб футерування шківа
Номер патенту: 75208
Опубліковано: 15.03.2006
Автори: Алієв Натікбєк Алійович, Манець Іван Григорович, Грядущий Володимир Борисович, Грядущий Борис Абрамович
Формула / Реферат
1. Спосіб футерування шківа, що включає установлення футерувальних вкладишів по кільцю обода шківа із зазорами між собою, який відрізняється тим, що як футерувальні вкладиші використовують набрані в окремі однотипні пакети пружні фігурні елементи з гумотканинної конвеєрної стрічки “Бельтинг”, причому кожний з пакетів обмежують торцевими металевими пластинами, утвореними двома площинами, одна з яких рівнобіжна осі симетрії шківа, інша нахилена під кутом, що утворений радіусами секторів шківа, зв'язок між елементами здійснюють за допомогою металевих стрижнів, на кінцях яких сформована дрібномодульна різьба, гайками, а у фігурних елементах і металевих пластинах виконують наскрізні отвори, через які пропускають пружні стягуючі і притискні троси, кінці яких виконані з можливістю натягання і з'єднання талрепами, після чого монтажні зазори у вузлах з'єднання фігурних елементів замонолічують пружною полімерною масою зі зносостійкими властивостями.
2. Спосіб футерування шківа за п. 1, який відрізняється тим, що в рівчаку обода шківа попередньо фіксують штифти для наступного закріплення футерувальних елементів за допомогою півциліндричного паза в нижній частині металевих пластин.
3. Спосіб футерування шківа за п. 1 або п. 2, який відрізняється тим, що кількість типових футерувальних вкладишів, установлених на шківах з різними геометричними характеристиками, визначається з цілого відношення радіусів цих шківів.
Текст
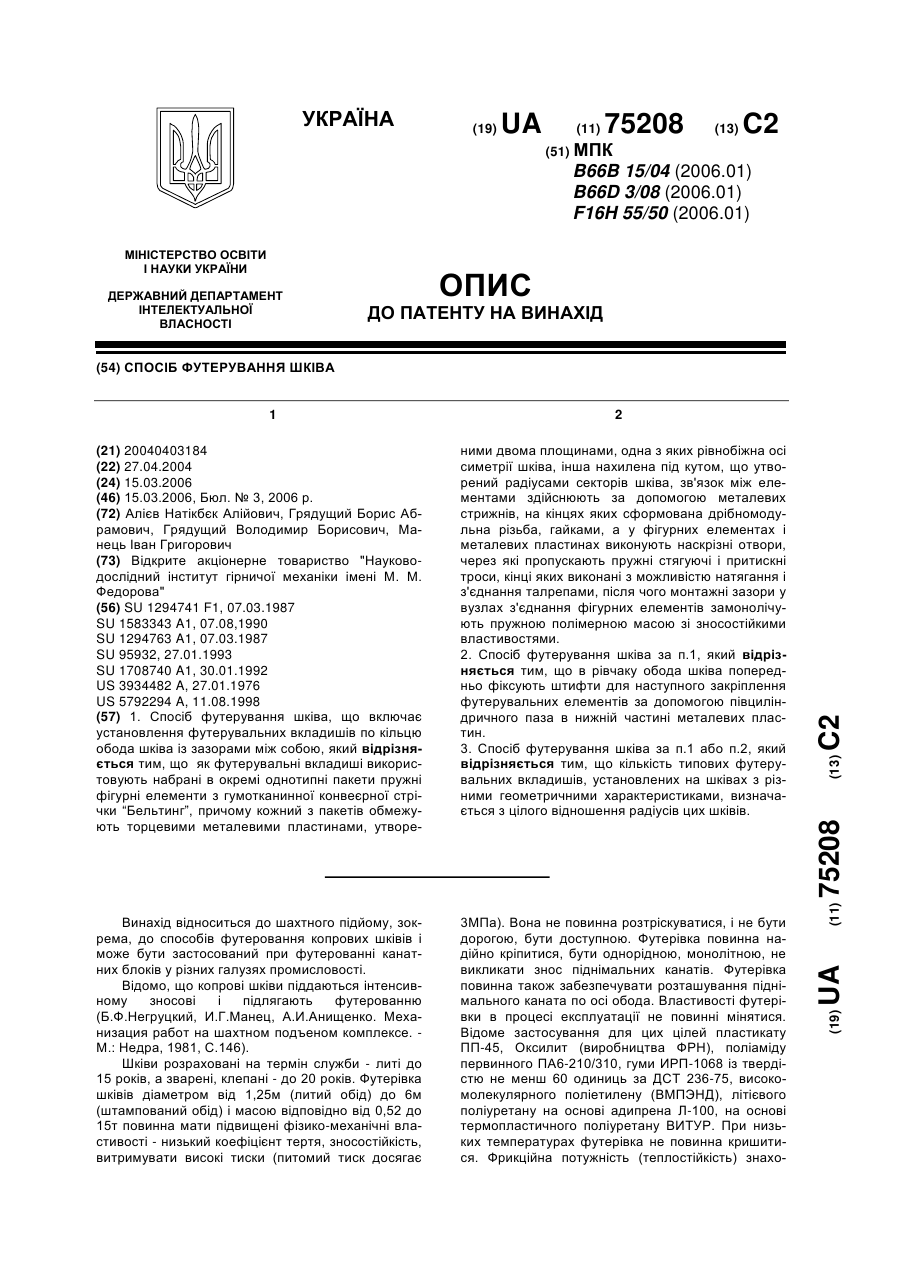
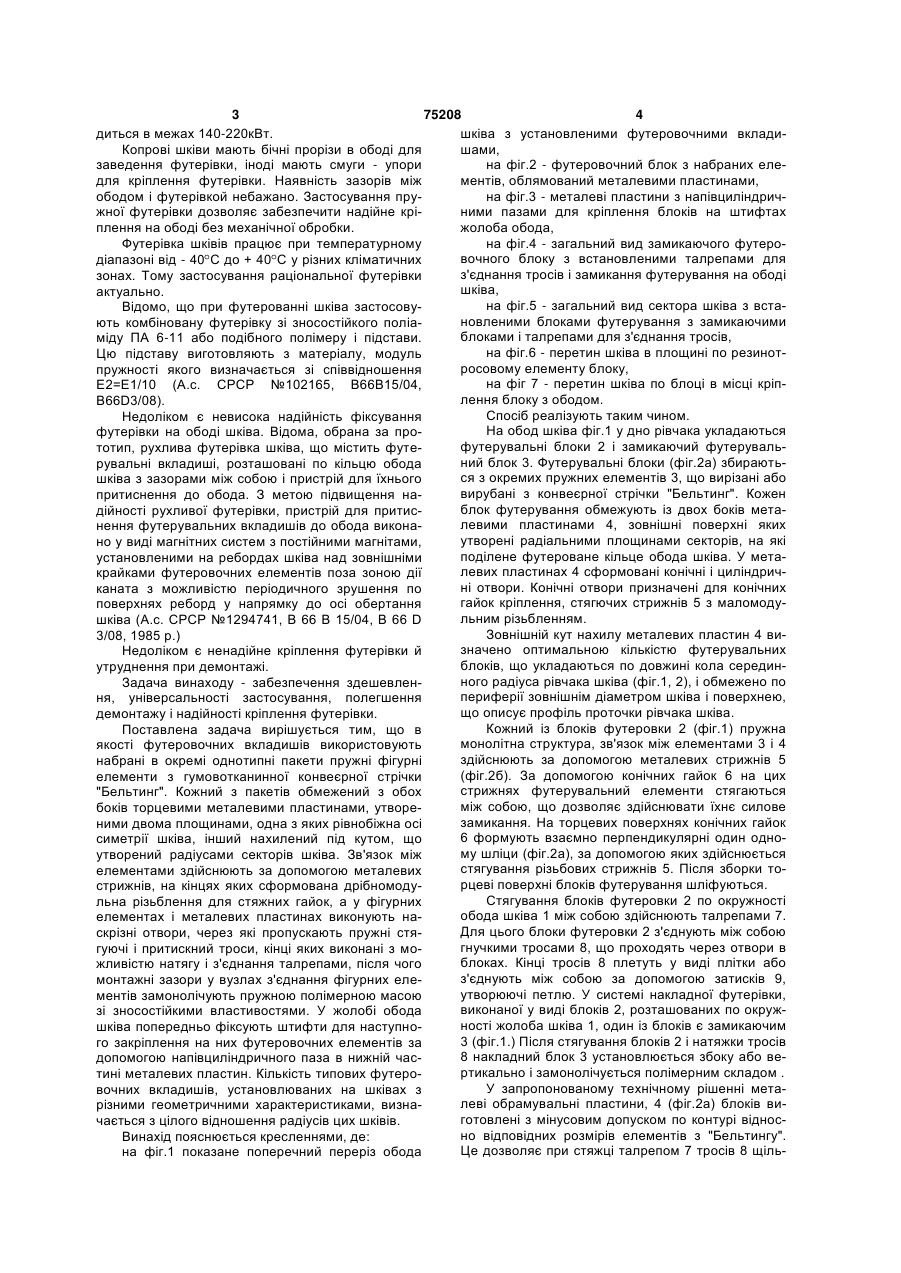
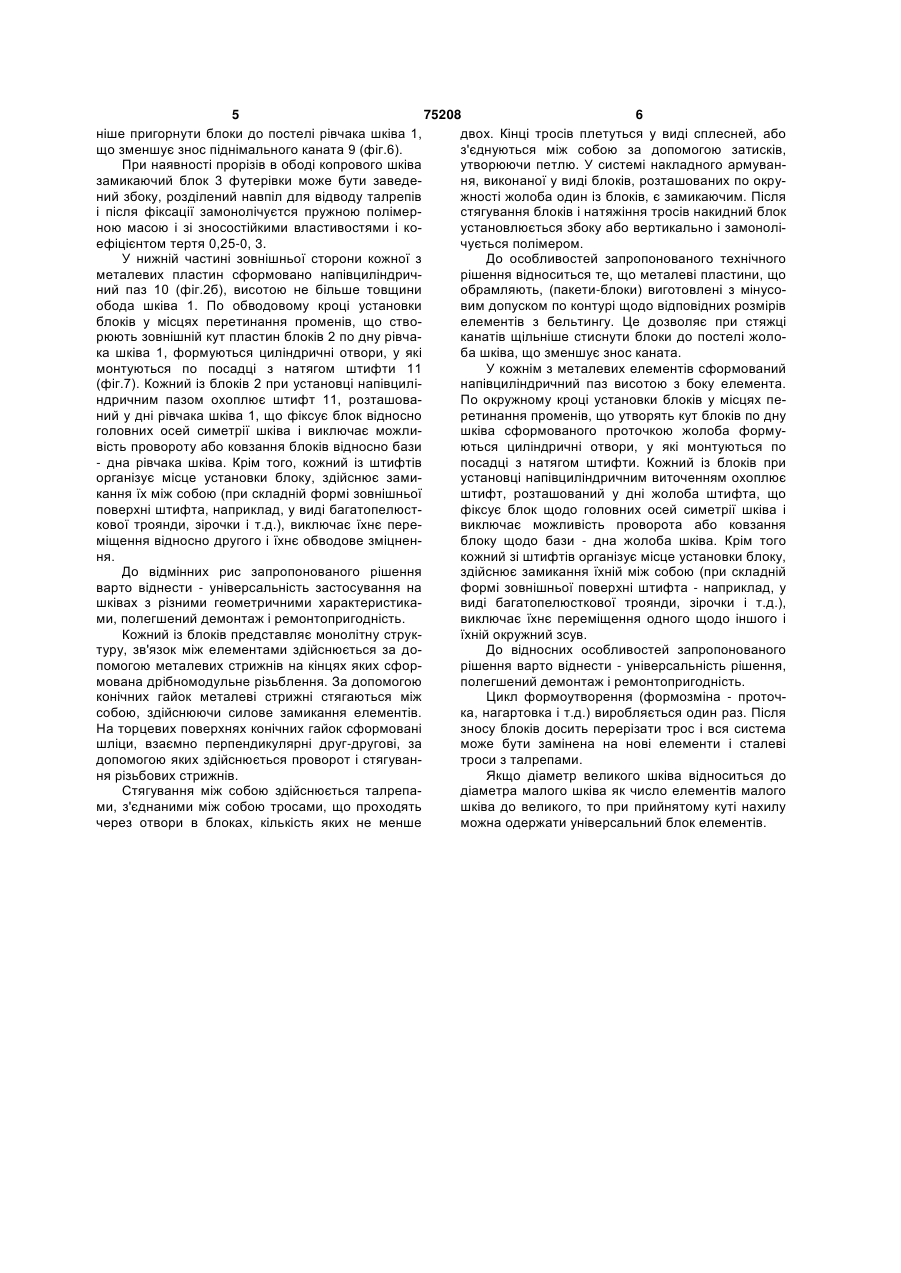
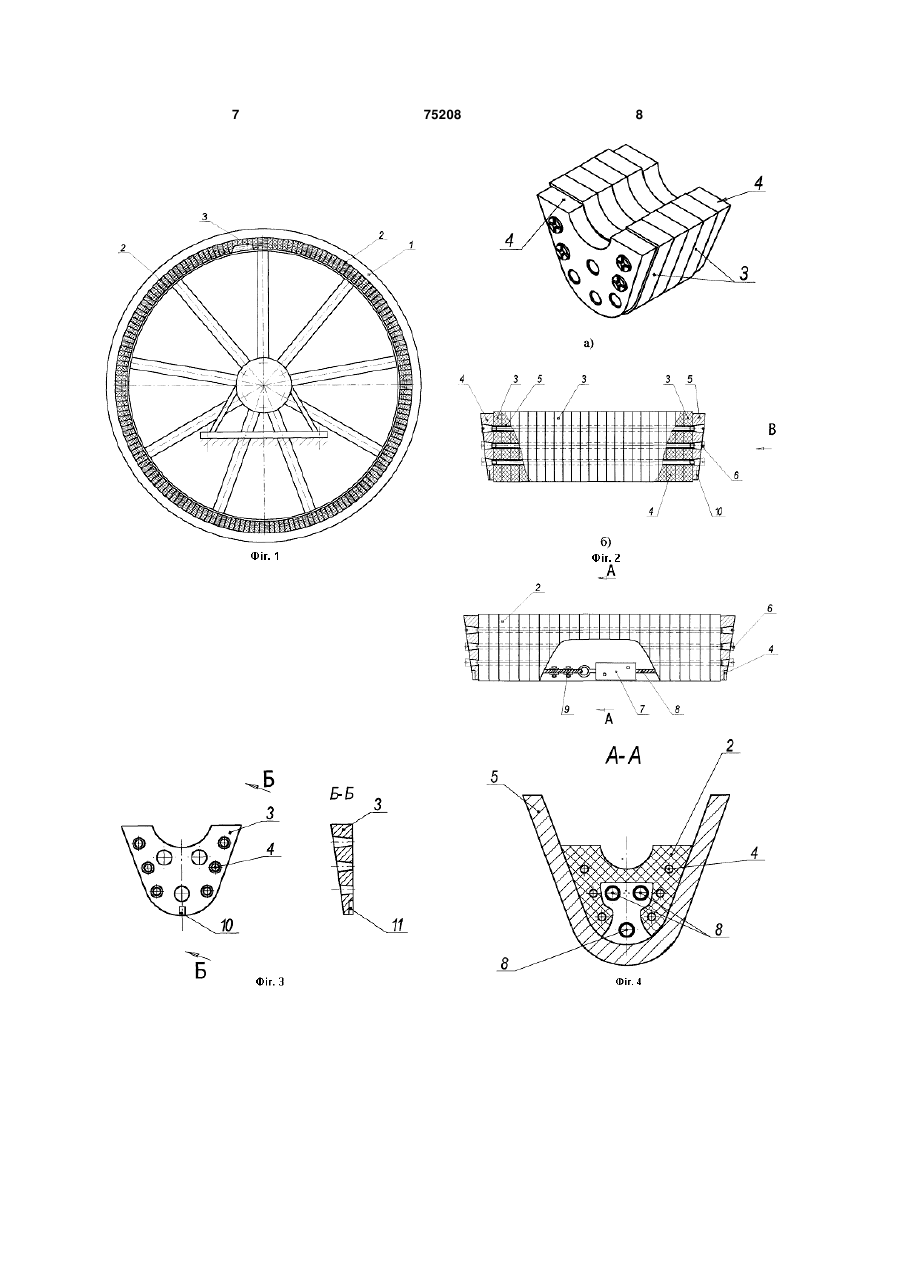
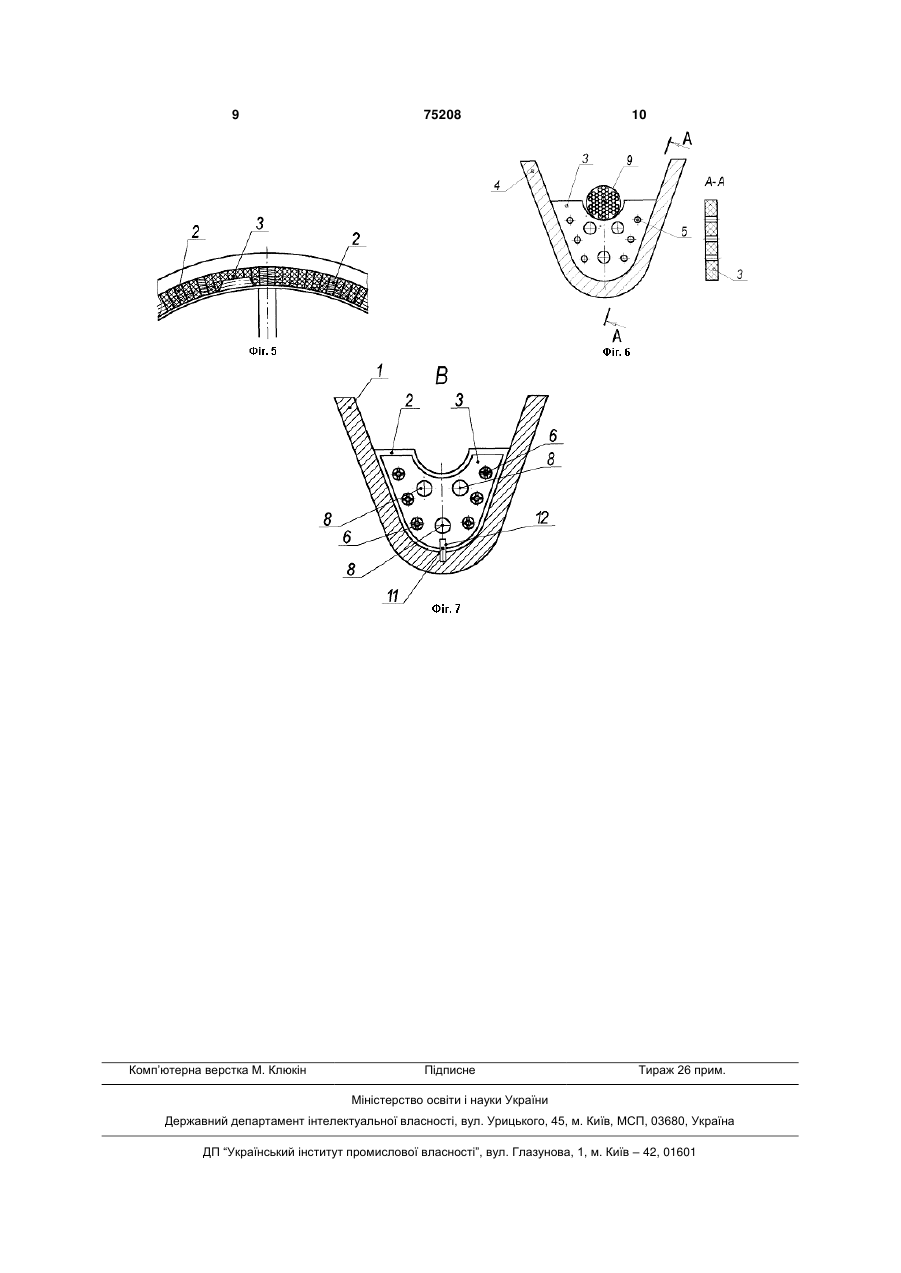
1. Спосіб футерування шківа, що включає установлення футерувальних вкладишів по кільцю обода шківа із зазорами між собою, який відрізняється тим, що як футерувальні вкладиші використовують набрані в окремі однотипні пакети пружні фігурні елементи з гумотканинної конвеєрної стрічки “Бельтинг”, причому кожний з пакетів обмежують торцевими металевими пластинами, утворе C2 2 (19) 1 3 75208 4 диться в межах 140-220кВт. шківа з установленими футеровочними вкладиКопрові шківи мають бічні прорізи в ободі для шами, заведення футерівки, іноді мають смуги - упори на фіг.2 - футеровочний блок з набраних еледля кріплення футерівки. Наявність зазорів між ментів, облямований металевими пластинами, ободом і футерівкой небажано. Застосування пруна фіг.3 - металеві пластини з напівциліндричжної футерівки дозволяє забезпечити надійне кріними пазами для кріплення блоків на штифтах плення на ободі без механічної обробки. жолоба обода, Футерівка шківів працює при температурному на фіг.4 - загальний вид замикаючого футеровочного блоку з встановленими талрепами для діапазоні від - 40 С до + 40 С у різних кліматичних з'єднання тросів і замикання футерування на ободі зонах. Тому застосування раціональної футерівки шківа, актуально. на фіг.5 - загальний вид сектора шківа з встаВідомо, що при футерованні шківа застосовуновленими блоками футерування з замикаючими ють комбіновану футерівку зі зносостійкого поліаблоками і талрепами для з'єднання тросів, міду ПА 6-11 або подібного полімеру і підстави. на фіг.6 - перетин шківа в площині по резинотЦю підставу виготовляють з матеріалу, модуль росовому елементу блоку, пружності якого визначається зі співвідношення на фіг 7 - перетин шківа по блоці в місці кріпЕ2=Е1/10 (А.с. СРСР №102165, В66В15/04, лення блоку з ободом. В66D3/08). Спосіб реалізують таким чином. Недоліком є невисока надійність фіксування На обод шківа фіг.1 у дно рівчака укладаються футерівки на ободі шківа. Відома, обрана за профутерувальні блоки 2 і замикаючий футерувальтотип, рухлива футерівка шківа, що містить футений блок 3. Футерувальні блоки (фіг.2а) збираютьрувальні вкладиші, розташовані по кільцю обода ся з окремих пружних елементів 3, що вирізані або шківа з зазорами між собою і пристрій для їхнього вирубані з конвеєрної стрічки "Бельтинг". Кожен притиснення до обода. З метою підвищення наблок футерування обмежують із двох боків метадійності рухливої футерівки, пристрій для притислевими пластинами 4, зовнішні поверхні яких нення футерувальних вкладишів до обода виконаутворені радіальними площинами секторів, на які но у виді магнітних систем з постійними магнітами, поділене футероване кільце обода шківа. У метаустановленими на ребордах шківа над зовнішніми левих пластинах 4 сформовані конічні і циліндричкрайками футеровочних елементів поза зоною дії ні отвори. Конічні отвори призначені для конічних каната з можливістю періодичного зрушення по гайок кріплення, стягючих стрижнів 5 з маломодуповерхнях реборд у напрямку до осі обертання льним різьбленням. шківа (А.с. СРСР №1294741, В 66 В 15/04, В 66 D Зовнішній кут нахилу металевих пластин 4 ви3/08, 1985 р.) значено оптимальною кількістю футерувальних Недоліком є ненадійне кріплення футерівки й блоків, що укладаються по довжині кола серединутруднення при демонтажі. ного радіуса рівчака шківа (фіг.1, 2), і обмежено по Задача винаходу - забезпечення здешевленпериферії зовнішнім діаметром шківа і поверхнею, ня, універсальності застосування, полегшення що описує профіль проточки рівчака шківа. демонтажу і надійності кріплення футерівки. Кожний із блоків футеровки 2 (фіг.1) пружна Поставлена задача вирішується тим, що в монолітна структура, зв'язок між елементами 3 і 4 якості футеровочних вкладишів використовують здійснюють за допомогою металевих стрижнів 5 набрані в окремі однотипні пакети пружні фігурні (фіг.2б). За допомогою конічних гайок 6 на цих елементи з гумовотканинної конвеєрної стрічки стрижнях футерувальний елементи стягаються "Бельтинг". Кожний з пакетів обмежений з обох між собою, що дозволяє здійснювати їхнє силове боків торцевими металевими пластинами, утворезамикання. На торцевих поверхнях конічних гайок ними двома площинами, одна з яких рівнобіжна осі 6 формують взаємно перпендикулярні один односиметрії шківа, інший нахилений під кутом, що му шліци (фіг.2а), за допомогою яких здійснюється утворений радіусами секторів шківа. Зв'язок між стягування різьбових стрижнів 5. Після зборки тоелементами здійснюють за допомогою металевих рцеві поверхні блоків футерування шліфуються. стрижнів, на кінцях яких сформована дрібномодуСтягування блоків футеровки 2 по окружності льна різьблення для стяжних гайок, а у фігурних обода шківа 1 між собою здійснюють талрепами 7. елементах і металевих пластинах виконують наДля цього блоки футеровки 2 з'єднують між собою скрізні отвори, через які пропускають пружні стягнучкими тросами 8, що проходять через отвори в гуючі і притискний троси, кінці яких виконані з моблоках. Кінці тросів 8 плетуть у виді плітки або жливістю натягу і з'єднання талрепами, після чого з'єднують між собою за допомогою затисків 9, монтажні зазори у вузлах з'єднання фігурних елеутворюючі петлю. У системі накладної футерівки, ментів замонолічують пружною полімерною масою виконаної у виді блоків 2, розташованих по окружзі зносостійкими властивостями. У жолобі обода ності жолоба шківа 1, один із блоків є замикаючим шківа попередньо фіксують штифти для наступно3 (фіг.1.) Після стягування блоків 2 і натяжки тросів го закріплення на них футеровочних елементів за 8 накладний блок 3 установлюється збоку або ведопомогою напівциліндричного паза в нижній часртикально і замонолічується полімерним складом . тині металевих пластин. Кількість типових футероУ запропонованому технічному рішенні метавочних вкладишів, установлюваних на шківах з леві обрамувальні пластини, 4 (фіг.2а) блоків вирізними геометричними характеристиками, визнаготовлені з мінусовим допуском по контурі відносчається з цілого відношення радіусів цих шківів. но відповідних розмірів елементів з "Бельтингу". Винахід пояснюється кресленнями, де: Це дозволяє при стяжці талрепом 7 тросів 8 щільна фіг.1 показане поперечний переріз обода 5 75208 6 ніше пригорнути блоки до постелі рівчака шківа 1, двох. Кінці тросів плетуться у виді сплесней, або що зменшує знос піднімального каната 9 (фіг.6). з'єднуються між собою за допомогою затисків, При наявності прорізів в ободі копрового шківа утворюючи петлю. У системі накладного армуванзамикаючий блок 3 футерівки може бути заведеня, виконаної у виді блоків, розташованих по окруний збоку, розділений навпіл для відводу талрепів жності жолоба один із блоків, є замикаючим. Після і після фіксації замонолічуєтся пружною полімерстягування блоків і натяжіння тросів накидний блок ною масою і зі зносостійкими властивостями і коустановлюється збоку або вертикально і замоноліефіцієнтом тертя 0,25-0, 3. чується полімером. У нижній частині зовнішньої сторони кожної з До особливостей запропонованого технічного металевих пластин сформовано напівциліндричрішення відноситься те, що металеві пластини, що ний паз 10 (фіг.2б), висотою не більше товщини обрамляють, (пакети-блоки) виготовлені з мінусообода шківа 1. По обводовому кроці установки вим допуском по контурі щодо відповідних розмірів блоків у місцях перетинання променів, що ствоелементів з бельтингу. Це дозволяє при стяжці рюють зовнішній кут пластин блоків 2 по дну рівчаканатів щільніше стиснути блоки до постелі жолока шківа 1, формуються циліндричні отвори, у які ба шківа, що зменшує знос каната. монтуються по посадці з натягом штифти 11 У кожнім з металевих елементів сформований (фіг.7). Кожний із блоків 2 при установці напівцилінапівциліндричний паз висотою з боку елемента. ндричним пазом охоплює штифт 11, розташоваПо окружному кроці установки блоків у місцях пений у дні рівчака шківа 1, що фіксує блок відносно ретинання променів, що утворять кут блоків по дну головних осей симетрії шківа і виключає можлишківа сформованого проточкою жолоба формувість провороту або ковзання блоків відносно бази ються циліндричні отвори, у які монтуються по - дна рівчака шківа. Крім того, кожний із штифтів посадці з натягом штифти. Кожний із блоків при організує місце установки блоку, здійснює замиустановці напівциліндричним виточенням охоплює кання їх між собою (при складній формі зовнішньої штифт, розташований у дні жолоба штифта, що поверхні штифта, наприклад, у виді багатопелюстфіксує блок щодо головних осей симетрії шківа і кової троянди, зірочки і т.д.), виключає їхнє перевиключає можливість проворота або ковзання міщення відносно другого і їхнє обводове зміцненблоку щодо бази - дна жолоба шківа. Крім того ня. кожний зі штифтів організує місце установки блоку, До відмінних рис запропонованого рішення здійснює замикання їхній між собою (при складній варто віднести - універсальність застосування на формі зовнішньої поверхні штифта - наприклад, у шківах з різними геометричними характеристикавиді багатопелюсткової троянди, зірочки і т.д.), ми, полегшений демонтаж і ремонтопригодність. виключає їхнє переміщення одного щодо іншого і Кожний із блоків представляє монолітну струкїхній окружний зсув. туру, зв'язок між елементами здійснюється за доДо відносних особливостей запропонованого помогою металевих стрижнів на кінцях яких сфоррішення варто віднести - універсальність рішення, мована дрібномодульне різьблення. За допомогою полегшений демонтаж і ремонтопригодність. конічних гайок металеві стрижні стягаються між Цикл формоутворення (формозміна - проточсобою, здійснюючи силове замикання елементів. ка, нагартовка і т.д.) виробляється один раз. Після На торцевих поверхнях конічних гайок сформовані зносу блоків досить перерізати трос і вся система шліци, взаємно перпендикулярні друг-другові, за може бути замінена на нові елементи і сталеві допомогою яких здійснюється проворот і стягувантроси з талрепами. ня різьбових стрижнів. Якщо діаметр великого шківа відноситься до Стягування між собою здійснюється талрепадіаметра малого шківа як число елементів малого ми, з'єднаними між собою тросами, що проходять шківа до великого, то при прийнятому куті нахилу через отвори в блоках, кількість яких не менше можна одержати універсальний блок елементів. 7 75208 8 9 Комп’ютерна верстка M. Клюкін 75208 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of lining of pulley
Автори англійськоюAliiev Natikbiek Aliiovych, Hriaduschyi Borys Abramovych, Hriaduschyi Volodymyr Borysovych, Maniets Ivan Hryhorovych
Назва патенту російськоюСпособ футеровки шкива
Автори російськоюАлиев Натикбек Алиевич, Грядущий Борис Абрамович, Грядущий Владимир Борисович, Манец Иван Григорьевич
МПК / Мітки
МПК: F16H 55/36, B66D 3/00, B66B 15/00
Мітки: футерування, шківа, спосіб
Код посилання
<a href="https://ua.patents.su/5-75208-sposib-futeruvannya-shkiva.html" target="_blank" rel="follow" title="База патентів України">Спосіб футерування шківа</a>
Спосіб виготовлення складеного шківа клинопасової передачі

Номер патенту: 38537
Опубліковано: 15.03.2004
Автори: Бондаренко Григорій Павлович, Сенько Анатолій Іванович, Єранкін Олександр Никифорович
МПК: F16H 55/36
Мітки: шківа, виготовлення, спосіб, передачі, клинопасової, складеного
Формула / Реферат:
Спосіб виготовлення складеного шківа клинопасової передачі, який включає окреме виготовлення профільної обичайки і шківа-маточини, який відрізняється тим, що профільну обичайку виготовляють з декількох частин, які з'єднують та фіксують на шківі-маточині.
Опора шківа стрічкопильного верстата
Номер патенту: 42974
Опубліковано: 15.11.2001
Автори: Пуш Осип Матвійович, Ребезнюк Ігор Тарасович, Наконечний Іван Петрович
МПК: B27B 13/00
Мітки: стрічкопильного, шківа, опора, верстата
Формула / Реферат:
Опора шківа стрічкопильного верстата, яка містить шків, вісь шківа, корпус, яка відрізняється тим, що вісь шківа розміщена на двох опорах, однією з яких є сферичний підшипник, а другою різьбова втулка, в яку впираються дві пари діаметрально розміщених в корпусі регулювальних болтів.
Установка для футерування металургійних ковшів
Номер патенту: 824
Опубліковано: 15.05.2001
Автори: Слівченко Анатолій Іванович, Сітало Олександр Олексійович, Несвіт Володимир Васильович, Зеленін Іван Матвійович, Малойваненко Володимир Андрійович, Музирін Олександр Олегович, Учитель Лев Михайлович
МПК: B22C 15/00
Мітки: футерування, ковшів, установка, металургійних
Формула / Реферат:
Установка для футерування металургійних ковшів, що вміщує металоконструкцію, на якій розташована рама, яка має можливість поперечного переміщення, що несе привідну платформу з двома транспортерами і піскометними головками, вбудований у раму дисковий живильник з приводом, скидачі, закріплені на стояках привідної платформи, пристрій рівномірної подачі футерувальної маси, встановлений між транспортерами, яка відрізняється тим, що вона...
Спосіб внутрішнього футерування барабана млина
Номер патенту: 2474
Опубліковано: 15.04.2004
Автори: Школьніков Дмитро Олегович, Ланцевич Михайло Олександрович
МПК: B29B 17/00, B02C 17/22
Мітки: футерування, млина, спосіб, барабана, внутрішнього
Формула / Реферат:
1. Спосіб внутрішнього футерування барабана млина, що включає операції розкрою з відпрацьованих великогабаритних шин великовантажних автомобілів широких футерувальних плит під поверхню циліндричного барабана млина і торцевих футерувальних плит під поверхню кришок барабана, робочі поверхні яких мають рельєфний протектор з рядами виступів і заглибин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх...
Вогнетривка суміш для футерування сталерозливних ковшів
Номер патенту: 68743
Опубліковано: 16.08.2004
Автор: Конопляник Олександр Юліанович
МПК: C04B 35/00
Мітки: суміш, сталерозливних, вогнетривка, ковшів, футерування
Формула / Реферат:
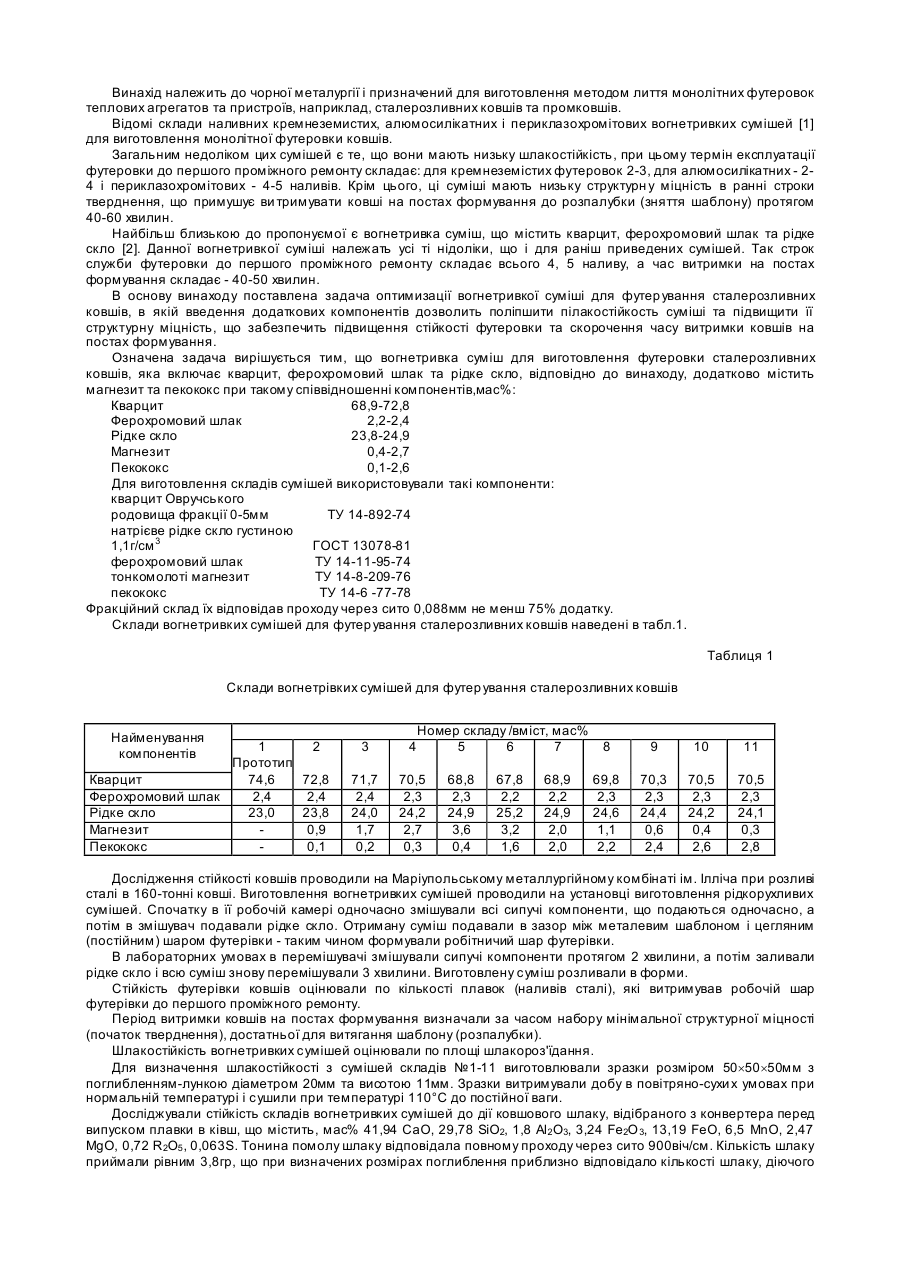
Вогнетривка суміш для футерування сталерозливних ковшів, яка містить кварцит, ферохромовий шлак та рідке скло, яка відрізняється тим, що вона додатково містить магнезит і пекококс при такому співвідношенні компонентів, мас. %: кварцит 68,9-72,8 ферохромовий шлак 2,2-2,4 рідке скло 23,8-24,9 магнезит 0,4-2,7 ...
Попередній патент: Гирловий генератор імпульсів з автоматизованою системою керування
Наступний патент: Пристрій для моделювання графів
Випадковий патент: Покриття для скляних ємностей, що маскує подряпини