Спосіб внутрішнього футерування барабана млина
Номер патенту: 2474
Опубліковано: 15.04.2004
Автори: Школьніков Дмитро Олегович, Ланцевич Михайло Олександрович
Формула / Реферат
1. Спосіб внутрішнього футерування барабана млина, що включає операції розкрою з відпрацьованих великогабаритних шин великовантажних автомобілів широких футерувальних плит під поверхню циліндричного барабана млина і торцевих футерувальних плит під поверхню кришок барабана, робочі поверхні яких мають рельєфний протектор з рядами виступів і заглибин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх закріпленням за допомогою болтового з'єднання, який відрізняється тим, що попередньо з відпрацьованих шин великовантажних автомобілів відбирають однотипні шини з протектором кар'єрного типу, у яких центральна частина відпрацьована до гладкого рельєфу, додатково із шини розкроюють вузькі плити під поверхню циліндричного барабана і циліндричні накладки з центральним глухим отвором, у який впресовують головки болтів з'єднання, при цьому для розкроювання вузьких футерувальних плит використовують центральну частину відпрацьованої бігової доріжки шини з гладким протектором, що відокремлюють від рельєфного протектора шини зрізом під кутом 80-85° до її осі обертання, для розкроювання циліндричних накладок використовують частину шини, що містить ділянку сполучення бігової доріжки з плечовою зоною, причому центр згаданих циліндричних накладок при розкроюванні сполучають з центром ділянки сполучення, для розкроювання широких футерувальних плит використовують частину шини, що містить бігову доріжку і плечові зони, що відокремлюють на 1/3 від довжини плечових зон шини зрізами під кутом 55-53° до її осі обертання, як матеріал для розкроювання торцевих футерувальних плит використовують частину шини, що містить бігову доріжку і плечові зони, що відокремлюють на 1/4 від довжини плечових зон шини зрізами, що проходять через ряди виступів рельєфного протектора, під кутом 70-75° до осі обертання шини, торцеву футерувальну плиту розкроюють зі згаданого матеріалу за формою попередньо виготовленої металевої підкладки, близької до форми сектора, який при розкроюванні орієнтують поверхнею зрізу уздовж бічної поверхні підкладки, широкі і вузькі футерувальні плити розміщують на внутрішній поверхні барабана з чергуванням, торцеві футерувальні плити з боку їхньої робочої поверхні виконують з поперечним пазом під торцеву поверхню широких і вузьких футерувальних плит, які попередньо з натягом закріплюють до металевих підкладок з наступним їхнім закріпленням на поверхні кришок барабана зрізом, що проходить через ряди виступів протектора, оберненим у напрямку обертання барабана, а широкі футерувальні плити з боку робочої поверхні виконують з центральною подовжньою виїмкою.
2. Спосіб футерування барабана млина за п. 1, який відрізняється тим, що широкі футерувальні плити виконують складовими.
Текст
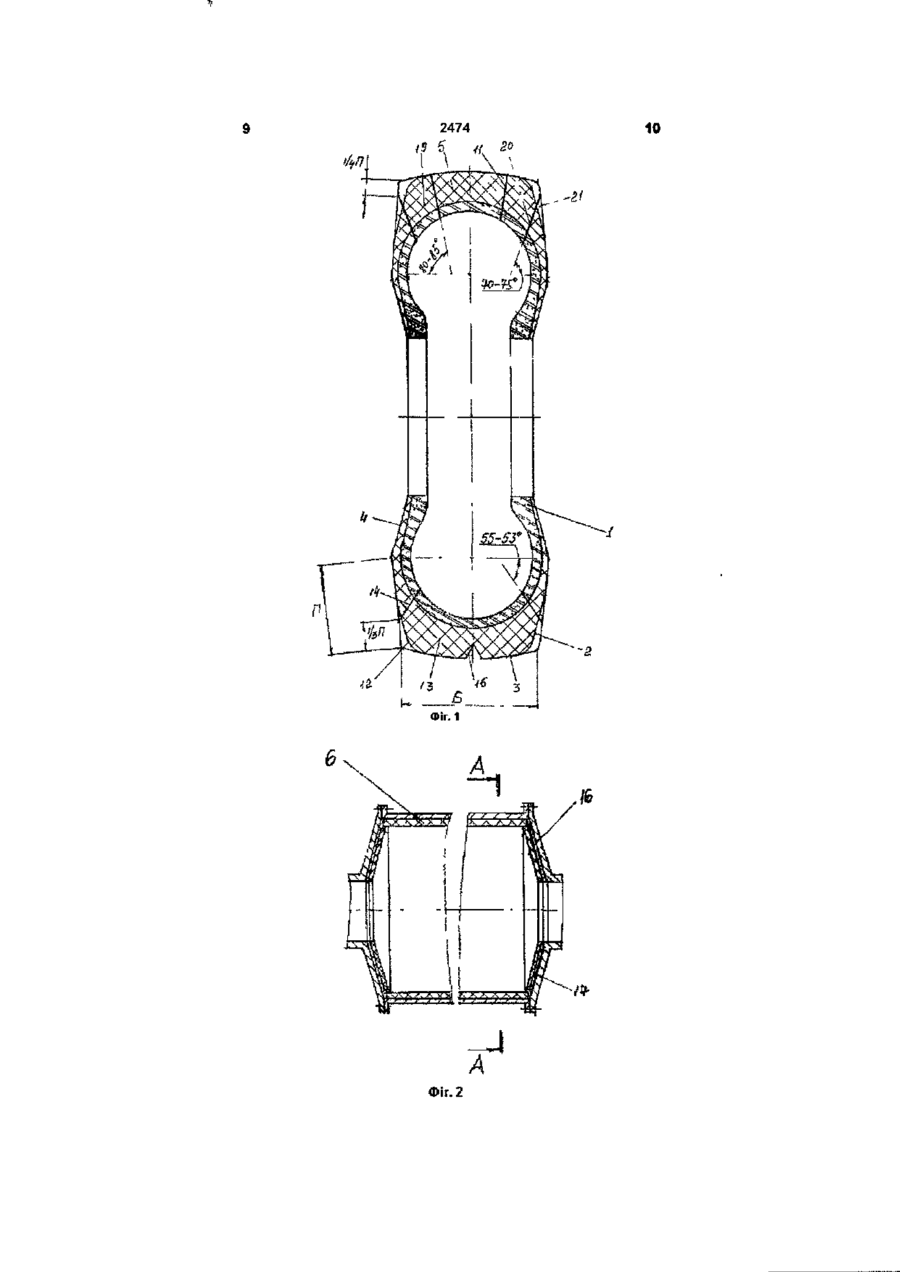
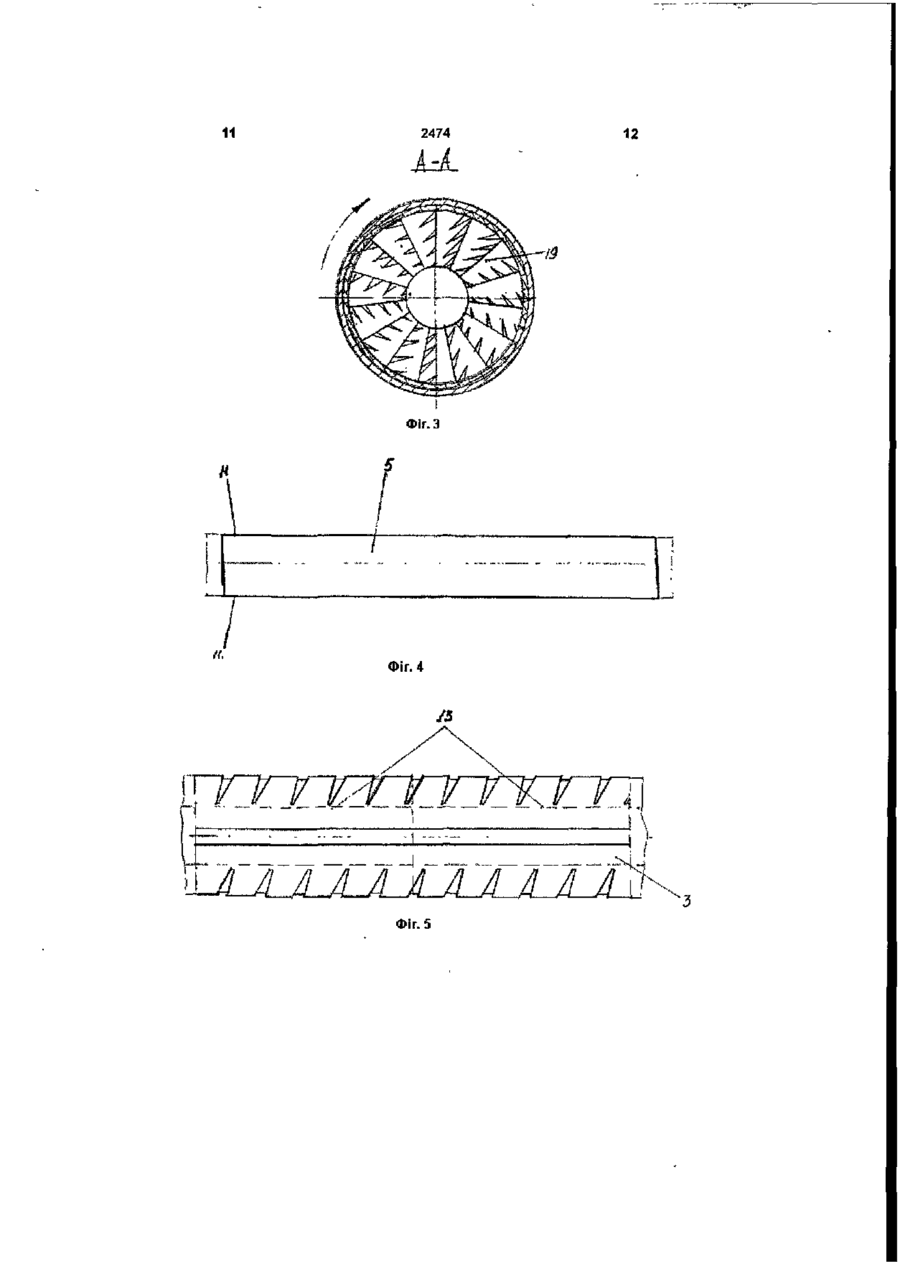
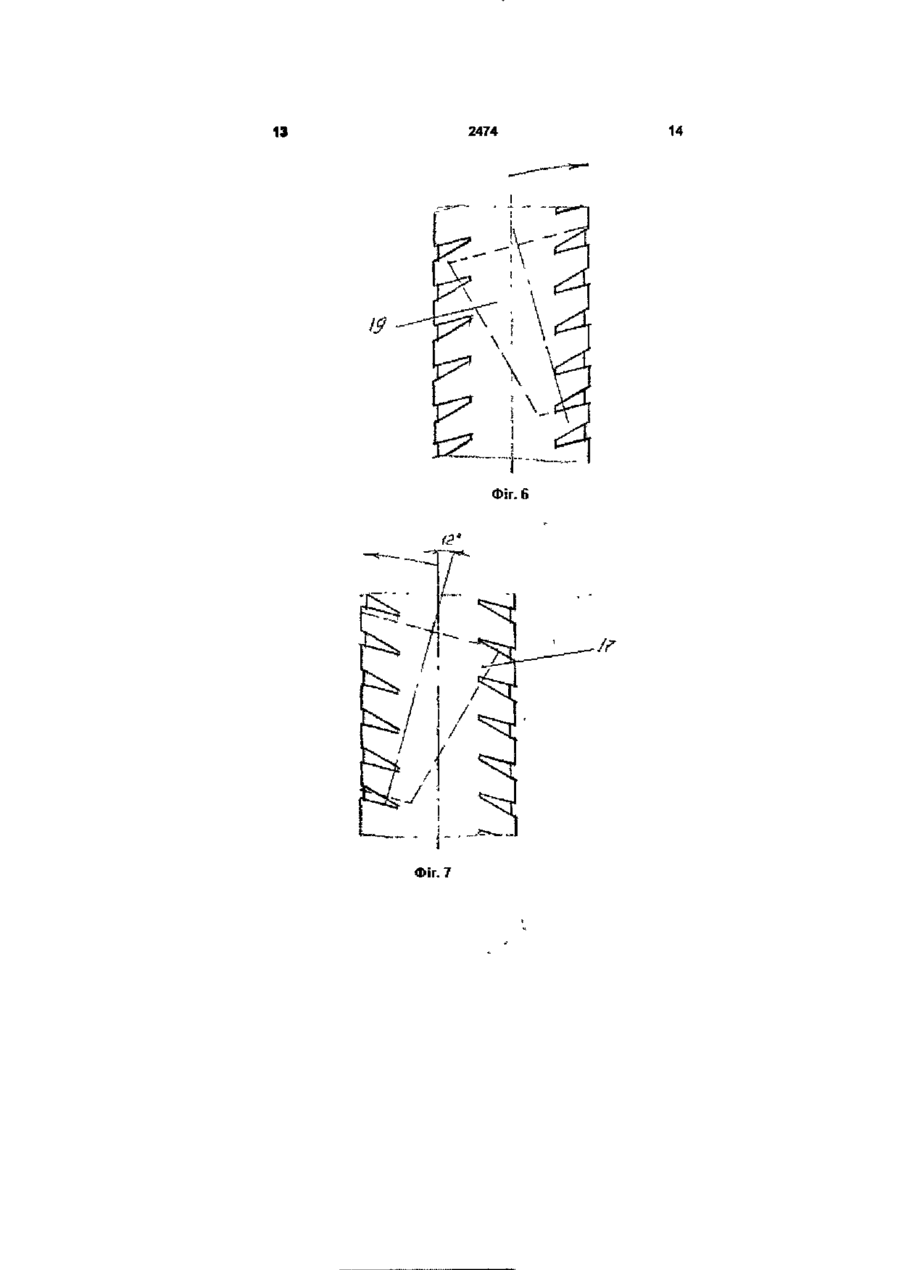
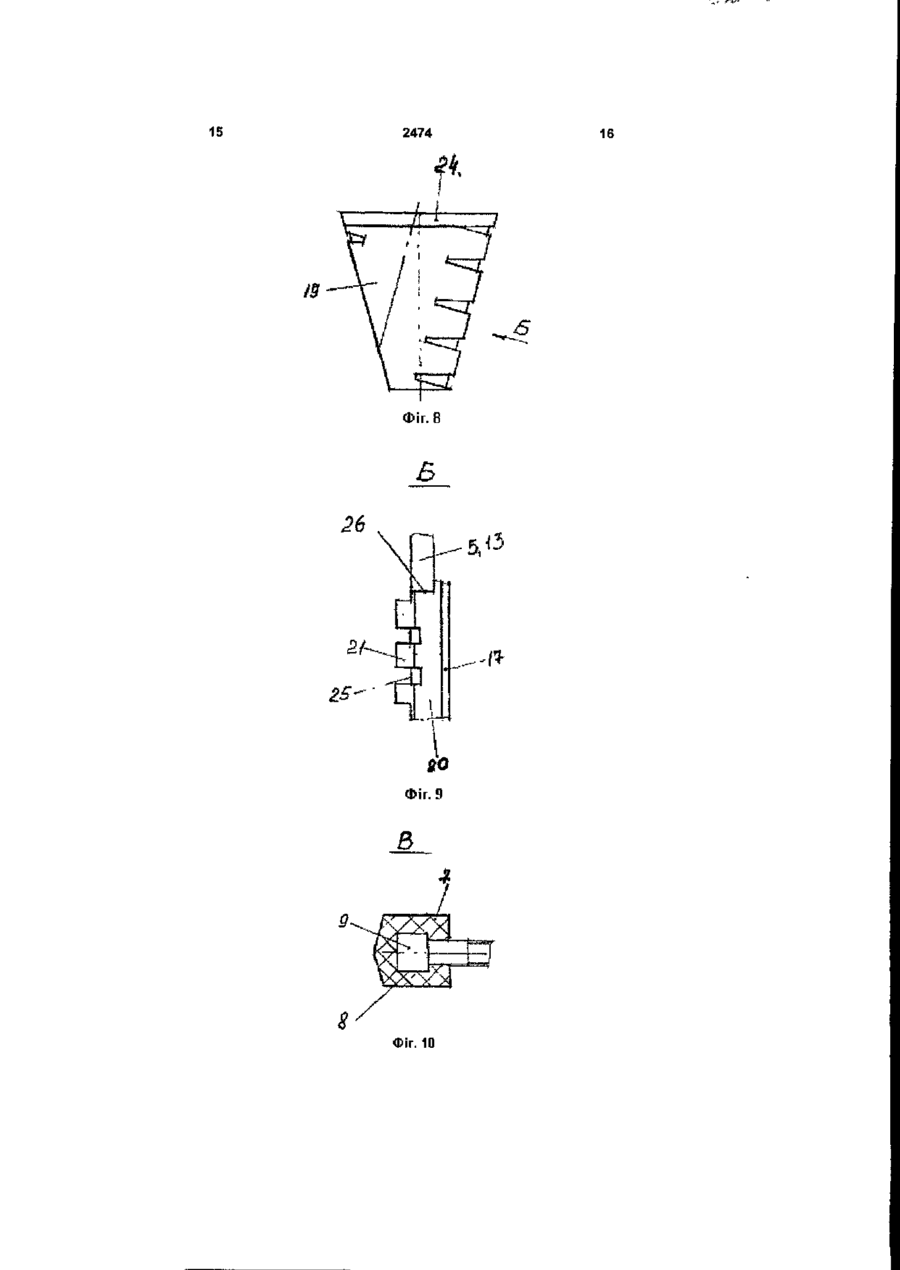
1. Спосіб внутрішнього футерування барабана млина, що включає операції розкрою з відпрацьованих великогабаритних шин великовантажних автомобілів широких футерувальних плит під поверхню циліндричного барабана млина і торцевих футерувальних плит під поверхню кришок барабана, робочі поверхні яких мають рельєфний протектор з рядами виступів і заглибин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх закріпленням за допомогою болтового з'єднання, який відрізняється тим, що попередньо з відпрацьованих шин великовантажних автомобілів відбирають однотипні шини з протектором кар'єрного типу, у яких центральна частина відпрацьована до гладкого рельєфу, додатково із шини розкроюють вузькі плити під поверхню циліндричного барабана і циліндричні накладки з центральним глухим отвором, у який впресовують головки болтів з'єднання, при цьому для розкроювання вузьких футерувальних плит використовують центральну частину відпрацьованої бігової доріжки шини з гладким протектором, що відокремлюють від рельєфного протектора шини зрізом під кутом 80-85° до її осі обертання, для розкроювання циліндричних накладок використовують частину шини, що містить ділянку сполучен ня бігової доріжки з плечовою зоною, причому центр згаданих циліндричних накладок при розкроюванні сполучають з центром ділянки сполучення, для розкроювання широких футерувальних плит використовують частину шини, що містить бігову доріжку і плечові зони, що відокремлюють на 1/3 від довжини плечових зон шини зрізами під кутом 55-53° до м осі обертання, як матеріал для розкроювання торцевих футерувальних плит використовують частину шини, що містить бігову доріжку і плечові зони, що відокремлюють на 1/4 від довжини плечових зон шини зрізами, що проходять через ряди виступів рельєфного протектора, під кутом 70-75° до осі обертання шини, торцеву футерувальну плиту розкроюють зі згаданого матеріалу за формою попередньо виготовленої металевої' підкладки, близької до форми сектора, який при розкроюванні орієнтують поверхнею зрізу уздовж бічної поверхні підкладки, широкі і вузькі футерувальні плити розміщують на внутрішній поверхні барабана з чергуванням, торцеві футерувальні плити з боку їхньої' робочої поверхні виконують з поперечним пазом під торцеву поверхню широких і вузьких футерувальних плит, які попередньо з натягом закріплюють до металевих підкладок з наступним їхнім закріпленням на поверхні кришок барабана зрізом, що проходить через ряди виступів протектора, оберненим у напрямку обертання барабана, а широкі футерувальні плити з боку робочої поверхні виконують з центральною подовжньою виїмкою. 2 Спосіб футерування барабана млина за п. 1, який відрізняється тим, що широкі футерувальні плити виконують складовими. о» Корисна модель відноситься до галузі гірської промисловості І може бути використана для внутрішньої футерівки барабанних млинів Відомий барабанний млин по патенту України №48261, МПК 6 В02С17/22, бюл. № 8, 2002р. у який реалізований спосіб внутрішньої футерівки барабана млина, що включає операції виготовлення широких футерувальних плит під поверхню циліндричного барабана млина, і торцевих футерувальних плит під поверхню кришок барабана, 2474 робочі поверхні яких мають рельєфний протектор з рядами виступів і западин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх закріпленням за допомогою болтового з'єднання. У приведеному способі у якості матеріалу для виготовлення футерувальних плит використовують пружний матеріал, зокрема гуму Для забезпечення надійності роботи гумової футерівки в режимі потужних ударно-динамічних навантажень, до якості пружного матеріалу пред'являються високі вимоги по ЗНОСОСТІЙКОСТІ і стійкості до деформацій, що приводить до значного подорожчання вихідного матеріалу для виготовлення футерувальних плит і самої' футерівки барабана млина Найбільш близьким рішенням по сукупності співпадаючих ознак є спосіб утилізації шин великовантажних автомобілів по патенту України №47506, МПК 7 В29В17/00, бюл. № 7, 2002р., у якому реалізується спосіб внутрішньої футерівки барабана млина пружними футерувальними плитами, що включає операції розкрою з відпрацьованих шин великовантажних автомобілів широких футерувальних плит під поверхню циліндричного барабана млина, і торцевих футерувальних плит під поверхню кришок барабана, робочі поверхні яких мають рельєфний протектор з рядами виступів і западин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх закріпленням за допомогою болтового з'єднання. Причиною, що перешкоджає досягненню технічного результату є низька надійність внутрішньої футерівки барабанного млина, що обумовлена недостатньою стійкістю футерувальних плит до деформаційних навантажень. Найбільші руйнування спостерігаються в місцях стику футерувальних плит на барабані і на кришках млина. Це обумовлено тим, що у якості матеріалу для розкрою футерувальних плит використовують частини шини, у яких є зони з залишковою деформацією чи зі зруйнованою структурою матеріалу шини. Результатами дефектоскопії шин установлено, що такі зони присутні в боковинах і бортах шин. У приведеному ж способі у якості матеріалу для розкрою футерувальних плит використовують частину шини, що свідомо містить деформовані чи зруйновані зони, тому що її відокремлюють від боковини зрізом, що проходить через боковину, під кутом 10-30° до осі обертання шини. Використання футерувальних плит, що містять згадані дефектні зони, приводить до зниження їхніх експлуатаційних властивостей і скороченню терміну служби футерівки Тому, що дані зони в основному збігаються з місцем стику футерувальних плит, той початок процесу руйнування спостерігається в місцях стику футерувальних плит і головки болта з'єднання. Для чого у відомому способі уздовж стику футерувальних плит на внутрішній поверхні барабана додатково встановлюють ущільнювальні пружні смуги, що ускладнює і здорожує спосіб футерівки. Крім того, при виконанні зрізу під кутом 10-30°, не забезпечується щільний контакт між стикованими футерувальними плитами і пояснюється тим, що при максимально припустимому натягу футерувальних плит, недос татньо "їхньої деформації для розміщення всіх крапок на лінП зрізу в одній площині, зокрема вертикальної . В основу корисної моделі поставлено задачу, удосконалити спосіб внутрішньої футерівки барабана млина, шляхом зміни розкрою шини і кута зрізу, виключити дефектні зони з матеріалу для розкрою футерувальних плит, і за рахунок цього підвищити експлуатаційні властивості футерувальних плит і збільшити термін служби внутрішньої футерівки барабанного млина. Задача вирішена тим, що в способі внутрішньої футерівки барабана млина що включає, операції розкрою з відпрацьованих великогабаритних шин великовантажних автомобілів широких футерувальних плит під поверхню циліндричного барабана млина, і торцевих футерувальних плит під поверхню кришок барабана, робочі поверхні яких мають рельєфний протектор з рядами виступів і западин, розміщення футерувальних плит на внутрішній поверхні барабана і торцевих кришок з натягом і їх закріпленням за допомогою болтового з'єднання, згідно винаходу, попередньо з відпрацьованих шин великовантажних автомобілів відбирають однотипні шини з протектором кар'єрного типу, у яких центральна частина відпрацьована до гладкого рельєфу, додатково із шини розкроюють вузькі плити, під поверхню циліндричного барабана І циліндричні накладки з центральним глухим отвором, у яке впресовують головки болтів з'єднання, при цьому для розкрою вузьких футерувальних плит використовують центральну частину відпрацьованої бігової доріжки шини з гладким протектором, що відокремлюють від рельєфного протектора шини зрізом, під кутом 80-85° до її осі обертання, для розкрою циліндричних накладок використовують частину шини, що містить ділянку сполучення бігової доріжки з плечовою зоною, причому центр згаданих циліндричних накладок при розкрої' сполучають з центром ділянки сполучення, для розкрою широких футерувальних плит використовують частину шини, що містить бігову доріжку і плечові зони, що відокремлюють на 1/3 від довжини плечових зон шини зрізами, під кутом 55-53° до її осі обертання, у якості матеріалу для розкрою торцевих футерувальних плит використовують частину шини, що містить бігову доріжку і плечові зони, що відокремлюють на 1/4 від довжини плечових зон шини зрізами, що проходять через ряди виступів рельєфного протектора, під кутом 70-75 до осі обертання шини, торцеву футерувальну плиту розкроюють зі згаданого матеріалу за формою, попередньо виготовленої металевої підкладки, близької до форми сектора, який при розкрої орієнтують площиною зрізу, уздовж бічної поверхні підкладки, широкі і вузькі футерувальні плити розміщують на внутрішній поверхні барабана з чергуванням, торцеві футерувальні плити з боку їхньої робочої поверхні виконують з поперечним пазом, під торцеву поверхню широких і вузьких футерувальних плит, що попередньо з натягом закріплюють до металевих підкладок, з наступним їхнім закріпленням на поверхні кришок барабана зрізом, що проходить через ряди виступів протектора, зверненим у напрямку обертання барабана, а широкі футерувальні 2474 плити з боку робочої поверхні виконують з центральною подовжньою виїмкою Крім того, широкі футерувальні плити виконують складовими Завдяки тому, що попередньо в шині виявляють дефектні ділянки і при відділенні із шини матеріалу для розкрою футерувальних плит виключають дефектні ділянки, шляхом зміни розкрою шини і кута зрізу, забезпечується підвищення експлуатаційних властивостей футерувальних плит і збільшення терміну служби футерівки барабана млина Виконання вузьких футерувальних плит, робоча поверхня яких має гладкий рельєф, забезпечує стик, у якому робоча поверхня вузької плити і робоча поверхня в підставі западин на робочій поверхні широкої футерувальної плити знаходяться в одній площині, сприяє зменшенню навантажень на периферійні ділянки футерувальних плит, що підвищує надійність їхнього стику Це дозволило при монтажі футерувальних плит на поверхні циліндричного барабана виключити застосування додаткових, пружних смуг, що розміщали уздовж стику Відділення футерувальних плит від шини зрізами, під різними кутами щодо осі обертання шини, забезпечує після їхнього натягу і закріплення на поверхні барабана і кришок одержати зріз, у якому всі крапки на лінії зрізу розміщені в одній площині, зокрема вертикальної, чим досягається щільний контакт між стикованими плитами Граничні параметри кутів зрізу футерувальних плит встановлені експериментальне. У випадку зміни граничних параметрів кута зрізу у більшу чи меншу сторону оптимальна ЩІЛЬНІСТЬ контакту між стикованими плитами не досягається Відділення матеріалу футерувальних плит зрізом у плечовій зоні, гарантує виключення дефектних зон, отже, і якість футерувальних плит а розбіг граничних параметрів на 1/3 і 1/4 від довжини плечової зони обумовлений найбільш ефективним технологічним рельєфом зрізу Виконання в широкій футерувальної плит) центральної подовжньої виїмки дозволило підвищити технологічність їхнього натягу і монтажу на поверхні барабана і забезпечити щільний контакт між футерувальними плитами Використання для розкрою циліндричних накладок частини шини, що містить ділянку сполучення бігової доріжки з плечовою зоною, і їхній розкрій зі сполученням центра циліндричної накладки з центром ділянки сполучення, забезпечило їхню робочу поверхню з найбільшою товщиною виступаючого протектора що дозволило підвищити їхні експлуатаційні властивості, і ефективність роботи в технологічному процесі барабанного млина Перелік фігур креслення де на фіг 1 - представлена шина великовантажного автомобіля із протектором кар'єрного типу фіг 2 - загальний вигляд барабана млина, фіг 3 - барабанний млин у перетині по А-А фіг 4 - загальний вигляд вузької футерувальної плити, фіг 5 - загальний вигляд широкої футерувальної плити, 6 фіг 6 - схема розкрою лівосторонніх торцевих футерувальних плит, фіг 7 - схема розкрою правосторонніх торцевих футерувальних плит фіг 8-торцева футерувальна плита, фіг 9 - футерувальна плита (вид Б) фіг 10 - циліндрична накладка в зборі з болтовим з'єднанням, фіг 11- вузол кріплення футерувальних плит на циліндричній поверхні барабанного млина, фіг 12 - вузол кріплення футерувальних плит на поверхні кришок барабанного млина Приклад виконання способу Попередньо з відпрацьованих шин 1 великовантажних автомобілів відбирають однотипні шини 1 із протектором 2 кар'єрного типу у яких центральна частина 3 відпрацьована до гладкого рельєфу Виявляють у шинах 1 дефектні зони 4 Встановлюють усереднені значення граничних параметрів дефектних зон 4 Після чого, задають параметри розкрою Із шини 1 розкроюють вузькі футерувальні плити 5 під поверхню циліндричного барабана 6 і циліндричні накладки 7 з центральним глухим отвором 8 під головки болтів 9 з'єднання 10 У якості матеріалу для розкрою вузьких футерувальних плит 5 використовують центральну частину 3 відпрацьовані бігові доріжки (Б) шини 1 із гладким протектором що відокремлюють від рельєфного протектора 2 шини 1 зрізом 11 під кутом 80-85" до її оа обертання Для розкрою циліндричних накладок 7 використовують частину шини 1, що містить ділянку сполучення 12 бігової доріжки (Б) із плечовою зоною (П) При розкрої циліндричних накладок 7 їх сполучають з центром ділянки сполучення 12 Потім розкроюють широкі футерувальні плити 13 Для розкрою широких футерувальних плит 13, використовують частину шини 1 що містить бігову доріжку (Б) і плечові зони (П) що відокремлюють на 1/3 від довжини плечових зон шини зрізами 14, під кутом 55-53° до її осі обертання Після чого, у широкій футерувальній плиті 13 виконують центральну подовжню виїмку 15 Під поверхню торцевих кришок 16 циліндричного барабана 6 млина, попередньо виготовляють металеві підкладки 17 близькі до форми сектора до яких закріплюють за допомогою з'єднання «шпилька-гайка», торцеві лівосторонні та правосторонні футерувальні плити 19 відповідно Кріплення шпильок 18 до металевої підкладки 17 роблять зварюванням У якості матеріалу для розкрою торцевих футерувальних плит 19 використовують частину шини 1, що містить бігову доріжку (Б) і плечові зони (П) яку відокремлюють на 1/4 від довжини плечових зон шини зргзами 20, що проходять через ряди виступів 21 рельєфного протектора 2, під кутом 70-75° до оа обертання шини 1 При розкрої зі згаданого матеріалу торцевої футерувально) плити 19 за формою металевої підкладки 17, поверхню зрізу 20, що проходить через ряди виступів 21 орієнтують уздовж бічної поверхні металевої підкладки 17 З метою забезпечення технологічності операцій по закладу в барабан млина і натягу на поверхні барабана широких футерувальних плит 13 2474 їх роблять складеними. У даному випадку їх поділяють на дві частин. Після підготовки різних типів футерувальних плит 3, 13, 19 приступають до внутрішнього футерівки торцевих кришок 16 барабана 6 млина. Спочатку роблять внутрішню фугерівку торцевих кришок 16 барабана 6 млина. Виходячи з умов спрощення умов ремонтопридатності, технологічності монтажу і підвищення терміну служби, торцеві футерувальні плити 19 попередньо закріплюють до металевих підкладок 17, за допомогою шпильок 18, пропущених через тіло згаданої плити 19, і гайок 22. Після чого, металеві підкладки 17 із закріпленими до них торцевими футерувальними плитами 19 закріплюють до поверхні торцевих кришок 16 барабана 6 зрізом 20, що проходить через ряди виступів 21 протектора, зверненим у напрямку обертання барабана 6. Шпильки 18 жорстко фіксують одним кінцем до металевої підкладки 17 за допомогою зварювання. При цьому кінці шпильок 18 поглиблюють у тіло металевої підкладки 17 за допомогою попередньо виконаних у них під шпильки глухих отворів 23, порожнина яких при зварюванні шпильок 18, заповнюють наплавленням, що забезпечує надійність кріплення і стійкість плит до навантажень зсування. З боку робочої поверхні торцевої футерувальної плити 19 виконують поперечний паз 24 із гладким рельєфом, під торцеву поверхню широких і вузьких футерувальних плит. Після завершення внутрішньої футерівки торцевих кришок 16, приступають до внутрішньої футерівки барабана 6 млина. Роблять це шляхом послідовного введення складових частин широкої футерувальної' плити 13, що монтують з натягом 8 на внутрішній циліндричній поверхні барабана 6 І закріплюють до нього болтовим з'єднанням 10, головки болтів 9 яких впресовують у глухі отвори 8 циліндричних накладок 7. Потім у барабан 6 уводять вузьку футерувальну плиту 3, що монтують з натягом на внутрішній поверхні барабана 6 у щільному контакті Із суміжною, широкою футерувальною плитою 13 і закріплюють аналогічним чином за допомогою болтового з'єднання 10. При цьому, вузькі футерувальні плити 5, робоча поверхня яких має гладкий рельєф 3, утворюють стик, у якому робоча поверхня вузької плити і робоча поверхня в підставі западин 25 на робочій поверхні широкої футерувальної плити знаходяться в одній площині, що сприяє зменшенню навантажень на периферійні ділянки футерувальних плит, і підвищенню надійності стику. Таким чином, широкі 15 і вузькі 5 футерувальні плити з чергуванням монтують на внутрішній циліндричній поверхні барабана 6 і утворюють робочу поверхню внутрішньої футерівки барабана в який рівномірно розподілені гладка і рельєфна поверхні, що сприяє стабілізації режиму технологічного процесу в млині І підвищенню надійності футерівки. При монтажі футерувальних плит 5, 3 їхні КІНЦІ укладають у поперечний паз 24 торцевої футерувальної плити 19 і піддають їх натягу до досягнення щільного контакту з боковинами згаданого паза 24 У результаті чого, футерувальні плити 5, 13 внутрішньої поверхні барабана стикуються з гладкою поверхнею підстави і боковин паза 24 і утворюють щільний контакт, що виключає витік руднокульової суміші з барабана млина І забезпечує підвищення терміну служби футерівки і барабанного млина. 10 2474 -з. Фіг. 2 11 2474 12 І Фіг. З Фіг. 4 л а. л. ' _ Фіг. 5 13 2474 Фіг. 6 Фіг. 7 14 15 2474 ФІГ. 8 В 26 25 Фіг. 9 6 1 s Фіг. 10 16 17 2474 18 PSФіг. 11 В лг і? Фіг. 12 Комп'ютерна верстка Н Кураєва Підписне Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул. Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Автори англійськоюLantsevich Mykhailo Oleksandrovych
Автори російськоюЛанцевич Михаил Александрович
МПК / Мітки
МПК: B02C 17/22, B29B 17/00
Мітки: футерування, млина, барабана, внутрішнього, спосіб
Код посилання
<a href="https://ua.patents.su/10-2474-sposib-vnutrishnogo-futeruvannya-barabana-mlina.html" target="_blank" rel="follow" title="База патентів України">Спосіб внутрішнього футерування барабана млина</a>
Гідростатична опора барабана млина
Номер патенту: 40082
Опубліковано: 16.07.2001
Автори: Ямполець Микола Григорович, Попівненко Анатолій Андрійович
МПК: F16C 17/00
Мітки: млина, барабана, опора, гідростатична
Формула / Реферат:
Гідростатична опора барабана млина, що складається з корпусу та спряженого з ним напіввкладиша з жорсткою центральною частиною, який має циліндричну робочу та сферичну зворотну поверхні, на яких виконані кармани для підведення речовини, що змащує, яка відрізняється тим, що напіввкладиш виконано на периферії з двох сторін від центральної жорсткої частини пружним, за рахунок зменшення його товщини, з установленими щонайменше в два ряди пружними...
Гумова футерівка барабанного млина

Номер патенту: 62792
Опубліковано: 15.12.2003
Автори: Настоящий Владислав Анатолійович, Джирма Станіслав Олександрович, Сідей Валерій Миколайович
МПК: B02C 17/22
Мітки: футерівка, млина, гумова, барабанного
Формула / Реферат:
Гумова футерівка барабанного млина, що складається з набору прилягаючих до барабана однотипних гумових плит, у яких розміщені кріпильні металеві елементи, яка відрізняється тим, що кожній гумовій плиті наданий попередній радіальний прогин в напрямкові, протилежному до поверхні, що захищають, і який компенсують при притисненні плит для створення напруги стиску в шарах гуми, що контактують з мелючими тілами.
Футерівка канатного барабана
Номер патенту: 53250
Опубліковано: 15.01.2003
Автори: Заболотний Констянтин Сергійович, Безпалько Тетяна Віталіївна
Мітки: барабана, футерівка, канатного
Формула / Реферат:
Футерівка канатного барабана, яка містить встановлені вздовж твірної його поверхні елементи, виконані з пружного матеріалу, кожний з яких складається з окремих вкладишів із канавками під канат, встановлених на осерді, закріпленому на барабані, яка відрізняється тим, що кожний вкладиш має дві напівканавки, по обидві сторони від виступу, кромки яких закруглені, при цьому вкладиші встановлені на осерді так, що напівканавки сусідніх вкладишів...
Розвантажувальний пристрій барабанного млина

Номер патенту: 30891
Опубліковано: 15.12.2000
Автори: Станков Олександр Павлович, Антонов Андрій Юрійович, Калініченко Олександр Пилипович, Кривошеєв Олександр Васильович, Гхарбі Наталя Юріївна, Гхарбі Ахмед, Мец Юрій Семенович, Мельник Юрій Іванович
МПК: B02C 17/18
Мітки: млина, пристрій, розвантажувальний, барабанного
Текст:
...на фіг. 2 - вид А на фіг. 1, на фіг. 3 розріз В-В на фіг. 2. Пропонуємий розвантажувальний пристрій млина включає розвантажувальні елеватори 1, виконані в поперечному перетині у формі з'єднаних між собою двох трапецій з рівними основами і з'єднання яких робиться по менших основах трапеції. Елеватори 1 закріплюються ниж ньою основою до торцової стінки 2 барабана млина за допомогою болтів 3. На робочій поверхні розвантажувального пристрою...
Бронефутеровка барабанного млина
Номер патенту: 21641
Опубліковано: 06.01.1998
Автори: Степіна Ала Іллівна, Князєва Людмила Олексіївна, Степін Костянтин Миколайович, Бродський Сергій Сергійович, Юртаєва Ала Дмитрівна, Салацинський Едуард Стефанович, Шаповал Григорій Якович, Станков Олександр Павлович, Бєляєва Лариса Іванівна
МПК: B02C 17/22
Мітки: бронефутеровка, млина, барабанного
Формула / Реферат:
Бронефутеровка барабанного млина, складена із набора кочених бронеплит з індивідуальним кріпленням до барабану млина, які мають робочу поверхню, нахилені, відносно осі бронеплити, бокові грані, основу, кожна бронеплита у поперечному перерізі зроблена увігнутою по радіусу із симетрично розташованими від осі бронеплити ділянками, плавно спряженими з однієї сторони із заглибленнями під болти, яка відрізняється тим, що ділянки з другої сторони...
Попередній патент: Пристрій для контролю параметрів стрілових кранів
Наступний патент: Інформаційно-рекламний пристрій
Випадковий патент: Пристрій для відновлення і гармонізації здоров`я та життєдіяльності людини "азорель"